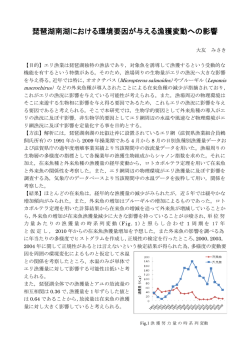
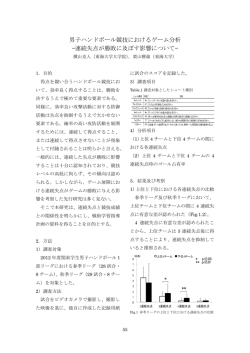
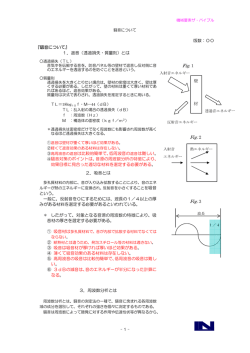
琶 霊 友B アルミニウム合金のろう付けについて 教えてください.? 施工法委員会/ て せます.以下にその反応を示します. 2KAIF, f +3Mg一 ー ト 2KMgF3+MgF2+2Al ただし,全ての M g含有合金がろう付不良を起 アルミニウム合金のろう付において こすとは限りません.上記反応において, M g含 は,その表面の徽密で安定な酸化膜を 有量を低く抑えることでフラックス効果を残し, 破壊,除去することが必要であり, Fig.1 1l に示 2l 良好なろう付性を得ることが出来ます. Fig.2 すようにフラ ックスを用いるろう付方法とフラッ にアルミニウム合金中の M g含有量とフラックス クスを用いないろう付方法に大別されます. 濃度に対するろう付性評価結果を示します.ノコ フラ ックスを用いるろう付方法の中で,一般的 ロックろう付においてアルミニウム合金をろう付 に採用されているのは, AleanNocolok (以下ノ 5 %以下が推奨されま する場合, M g含有量は 0. す . コロックろう付と呼称する)法で,非腐食性フ ラックスを用いたろう付方法です . 次に,フラックスを用いないろう付方法の中 ノコロックろう付は,水にほとんど溶けない非 で,一般的に採用されているのは, M gの蒸発を 腐食性の無機塩フラックスと ,窒素ガスで雰囲気 利用した真空ろう付法です.真空ろう付法はろう 制御した加熱炉を利用することが特徴です. 材に少量の M g (0. 2∼2.0%)を添加し,真空中 加熱雰囲気が正圧であること,非酸化性雰囲気 であることにより,アルミニウム合金の防食効果 で加熱する事で, M gの蒸発を助長し,酸化膜破 壊,一部還元することでろうのぬれを促進します. が高い Znの使用が可能で,アルミニウム合金の ただし,ノコロックろう付方法のように高い耐 表面に形成させたり,合金化させるなどして用い 食性を有する Znは真空加熱によ って蒸発してし られます.しかし,高い強度を有する M g含有合 まい,逆にろう付性を阻害します .耐食性に対し 金はフラックスが表層の M gと反応し,高融点化 合物( KMgF3の融点 1070。 C,MgFの融点 1270℃ ) となり,フラックスの流動性を阻害し,フラック ス効果を低下させることで,ろう付不良を発生さ ろう付法 フラyクスー「ートーチろう付 ろう付 トー浸潰ろう付 「一炉中ろう付 l c o a3 9 3法 卜ー雰囲気調整ーァ− A | ろう付 」 − A l c a nN o c o l o k法 1 0 〈 ト 一 一0ー 0 G o o d iso o;o j・ 」ー特殊ろう付一下一自動フレーム法 トー誘導加熱法 卜ーブロック加熱法 」ー溶融ろう浸漬法 フラyクス−,−一真空ろう付ーァ一高真空 GE) : 去 レスろう付 | 」ー低真空キャリア法 」ー不汚性ガスーァー V AW 法 o r gW a r n e r 法 雰囲気ろう 卜 ー B { サ 」 − KD206) 去 F i g . 1 アルミニ ウムろう 付法の分類 軽 金 属 溶 接 Vol.46( 2008)No.5 。 . . . . 2 Mgc o n t e n t(wt.%) Fig.2 E f f e c to fM gc o n t e n t si nbasemetaland f l u xc o n c e n t r a t i o nonb r a z e a b i l i t y (DP -4 6 ° C ,023 9ppm) Table1 アルミニウム合金のろう付性 合金 1 1 0 0 2014 2 0 1 7 2024 3 0 0 3 3004 3005 5 0 0 5 5050 5 0 5 2 5 0 8 3 5056 5154 6 0 6 1 6N01 6063 6 1 5 1 AADDDABABBCDDCBBABABDB 1 0 5 0 ろう 付性 溶融温度範囲(℃) て,展伸用アルミニウム合金のろう付性評価を Table1 1l に示します.ろう付材料の選定は,ま 646∼6 5 7 ず,ろう付温度( 600℃前後)に対して,材料の 5 7 6 4 3∼ 6 溶融温度範囲が高いことが望ましいが,低くて 5 1 0∼6 3 8 も,程度によっては,ろう付可能な場合がありま 4 1 5 1 3∼ 6 5 0 2∼6 3 8 6 43∼654 す.また,合金組成に対するろう付性は非熱処理 合金で 1000系 , 3000系及び M g含有量の比較的す 6 2 9∼654 くない 5000系合金はろう付け可能です.熱処理合 6 6 7∼654 金の中では 6000系と, 7000系合金の 7003,7N01は 6 3 2∼654 ろう付可能です.これまで述べたように,強度や 624∼6 5 2 4 9 5 9 3∼6 57 9∼ 6 4 1 耐食性を有し,ろう付を可能にするためには,材 料選定やプロセスの選定が必要であります . 5 6 8∼638 鋳物用合金は高い融点を有する合金であれば, 4 3 5 9 3∼6 A A規格の A712,A356等が 4047ろう材でろう付 5 9 3∼ 6 5 2 l.JIS規格の AC3A, AC4B, された例があります 2 5 2 6 1 5∼6 AC5A, AC7B等においても Zn-Al-Cuはんだ 616∼654 5 8 8∼649 材による成功例があります 3) .また,ダイカスト 616∼654 合金については,数多くのボイドが原因で,加熱 7 0 03 6 1 5∼650 にともなう発汗や膨れによってろう付不良となり 7 0 7 5 3 5 4 7 7∼6 ます.但し,近年,特殊な手法による無孔性のダ 7N01 6 0 7∼ 646 1 ) は上記問題はなく,ろう付可能であ イカスト品 ・ 6 9 5 1 注: A ろう 付性は良好である B ろ う付性は A よりやや劣る c 予備試験で適当な条件を決める 必要がある . D ろ う付は勧め られない. ては材料中に Mg,Cuを添加したり,ろう付後, 表面処理を施すなどの対策がなされています. ります. 参考文献 I ) 軽金属溶接構造協会:アルミニウ ムプ レーシ ンク 2 0 0 3 ,3 )2 4 ,7 5 ,7 6 ハンドブ ック(改訂版) ' ( 2 ) 川瀬寛,他:軽金属溶接,2 8( 1 9 9 0 )1 2,5 3 6 . lーある, ( 1 9 7 1 ),No.1 2 ,4 9∼5 3 . 3 ) 岡本郁男: A lーある, ( 1 9 7 6 ),No.7 ,33∼ 3 7 . 4 ) 西室宗一 :A ノコロックろう付法及び真空ろう付法におい 軽 金 属溶接 V o l .4 6( 2 0 0 8 )N o .5
© Copyright 2026 Paperzz