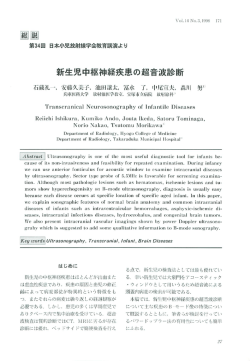
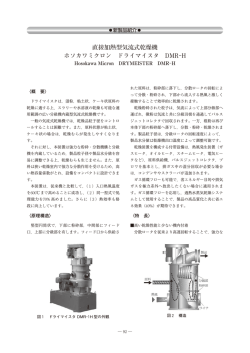
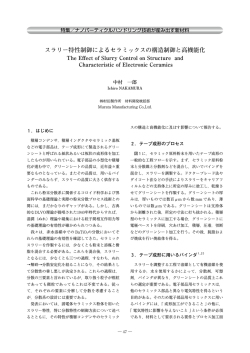
日本金属学会誌 第 78 巻 第 2 号(2014)75 81 Ti6Al4V 合金のフレッティング疲労限に及ぼす 炭素ドープ酸化処理およびショットピーニング処理の影響 吉 田 篤 樹1 李 尚 学1 白 石 透1 小 野 芳 樹1 丸 山 典 夫2 1日本発条株式会社 2独立行政法人物質・材料研究機構 J. Japan Inst. Met. Mater. Vol. 78, No. 2 (2014), pp. 7581 2014 The Japan Institute of Metals and Materials Effects of Carbon Doped Oxidation with Shot Peening 6Al 4V Alloy on the Fretting Fatigue Strength of Ti Atsuki Yoshida1, Sang Hak Lee1, Tohru Shiraishi1, Yoshiki Ono1 and Norio Maruyama2 1NHK SPRING Co., Ltd., Yokohama 2360004 2National Institute for Materials Science, Tsukuba 3050044 The effect of surfacetreatment on the plain fatigue and fretting fatigue behaviors of Ti6Al4V was investigated using specimens subjected to four processes/treatments: surface polishing (A), polishing followed by shot peening (ASP), carbon doped oxidation (B) and carbondoped oxidation followed by shot peening (BSP). BSPtreated specimens showed the highest fretting fatigue limit for Btreated fretting pad, and the Atreated specimens showed the highest plain fatigue limit. These results are discussed considering surface conditions, residual stresses and fractographic details as induced by the surface treatments. It was found that the compressive residual stresses and the hardness of the region near the specimen surface had a large effect on fatigue behavior. [doi:10.2320/jinstmet.J2013060] (Received August 28, 2013; Accepted November 5, 2013; Published February 1, 2014) Keywords: fretting fatigue, carbondoped oxidation, titanium6 aluminum4 vanadium, shot peening 処理として,古谷らが開発したチタン合金表面に Ni メッキ 1. 緒 言 や硬質 Cr メッキよりも硬さが高く耐摩耗性に優れる炭素 ドープ酸化チタン層を生成する炭素ドープ酸化処理(以下, チタン合金は比強度,耐食性に優れ,航空機用材料をはじ CDO 処理と記す)11),表面に圧縮残留応力を導入することで め生体用材料まで幅広い分野で使用されている.そして自動 金属材料の疲労強度を改善する方法として一般的に用いられ 車分野においても,近年の環境問題,エネルギー問題を背景 ているショットピーニング処理(以下,SP 処理と記す),お とした一層の軽量化要求に対し,比強度が高いチタン合金の よび表面の硬さの向上とともに圧縮残留応力の導入を狙い 適用に大きな期待が寄せられている13).しかしチタン合金 CDO 処理と SP 処理を組み合わせた処理を市販材として最 は,高価格であるとともに耐摩耗性,耐焼付性などのトライ も普及している ab 型の Ti6Al4V 合金に施し,軸荷重疲 ボロジー特性に課題がある4).そのため,摺動やフレッティ 労強度およびフレッティング疲労強度に与える影響を調査し ングをともなう部品への適用が難しく,自動車部品として た. は,現状として一部の限られた車種,部品への適用にとどま っている57). トライボロジー特性の改善として,これまでプラズマ窒化 処 理 , Ni P メ ッ キ な ど の 各 種 表 面 処 理 が 検 討 さ れ て い 実 2. 2.1 験 方 法 供試素材 る810).しかしいずれの表面処理についても,費用対効果の 供試素材は,JIS 60 種 Ti6Al4V 合金であり,a+b 相領 観点から,自動車部品としての適用範囲拡大には至っていな 域で q20 mm の丸棒に加工後,仕上げ焼鈍として 1013 K い.一方,高強度なチタン合金の適用が期待される自動車部 14.4 ks 空 冷 処 理 さ れ た も の を 用 い た . そ の 化 学 成 分 を 品としては,たとえばボルト,サスペンション部品などが挙 げられる.そしてこれら部品は,実用設計上フレッティング Table 1 疲労による寿命の予測が重要であるが,表面処理したチタン 合金のフレッティング疲労特性に関する報告8,10)は少ない. 本研究では以上の背景から,量産性が期待される表面強化 Chemical composition of specimen. Elements Al V O C N Fe Ti mass 6.09 4.10 0.15 0.01 0.01 0.13 Bal. 76 第 日 本 金 属 学 会 誌(2014) Table 1 に示す. 2.2 78 巻 対しては A 材のパッドを, B 材と B SP 材の試験片に対し ては B 材のパッドを用いた.また,通常の軸荷重疲労試験 試験片作製手順 (以下,通常疲労試験と記す)にも,フレッティング疲労試験 フレッティング疲労試験で用いた試験片およびパッドの形 片をそのまま用いた.また,上記疲労試験片を用いて, A 状を Fig. 1 ( a )および( b )に示す.その作製手順は Fig. 2 に 材,ASP 材,B 材,BSP 材の基本的特性として,静的引 示すように,前記 q20 mm の丸棒を機械加工により試験片 張特性,組織・表層形態,表面粗さ,表層硬さ分布および残 およびパッド形状に加工後,それぞれ相手材と接触する面を 留応力分布を調べた. 研磨した.研磨にはエメリー紙を用い, 2000 番で試験片の 軸方向に最終仕上げした.研磨仕上げ材を A 材,CDO 処理 後を B 材,A 材の SP 処理後を ASP 材,B 材の SP 処理後 基本的特性の試験 2.3 2.3.1 静的引張特性 を BSP 材とし,合計 4 種類を準備した.ここで CDO 処理 引張試験はインストロン型引張試験機を用い,クロスヘッ は,アセチレンガス雰囲気中 973 K で表面硬さが 850 HV ド速度 5 mm / min で行った.試験片にはフレッティング疲 以上になるように処理したものである.また SP 処理は,サ 労試験片をそのまま用いた. イズの異なる 3 種類のメディアを用いて順次処理する多段 2.3.2 組織・表層形態 SP 処理を施しており, 3 段目となる最終 SP 処理には平均 各試験片のパッドが接触する平面部(以下,パッド接触部 粒径 50 mm の SiO2 メディアを用いた.実部品の組み合わせ と記す)の横断面における表面近傍の組織および結晶粒度の において同処理材の作動部品のみ SP 処理を考慮してパッド 調査には,電界放出型走査電子顕微鏡( FE SEM )を用い は, A 材と B 材の 2 種類とし,試験片とパッドの組み合わ た.また,各試験片パッド接触部における表層形態の調査に せは, Table 2 に示したように A 材と A SP 材の試験片に は, X 線回折装置および電界放出型電子線マイクロアナラ イザ(FEEMPA)を用いた. 2.3.3 表面粗さ,硬さおよび残留応力 各試験片パッド接触部およびパッドの試験片との接触面の 表面粗さの測定には,レーザ三次元形状測定器を用いた.ま た,各試験片パッド接触部の表面から中心に渡る硬さ分布お よび残留応力分布の調査には,それぞれマイクロビッカース 硬さ試験機および X 線残留応力測定装置を用いた.硬さ試 験は表面からの深さ 10 mm までは 0.049 N,10 mm 以降 100 Table 3 Fig. 1 pad. Geometries in mm of (a) specimen and (b) fretting XRD parameters for residual stress measurement. Stress determination 2D method Characteristic X ray Cu Ka Voltage, Current 45 kV, 110 mA Peak 2 Theta ~142° a Ti(213), 2u=139° Young's module 113 GPa Poisson's ratio 0.32 Fig. 2 Schematic diagram of (a) specimen and (b) pad preparation. Table 2 test. Pads and specimen combination of the fretting fatigue Specimen type Pad type A, A SP A SP B, B B Fig. 3 Schematic of fretting fatigue test assembly. 2 第 号 Ti6Al 4V 合金のフレッティング疲労限に及ぼす炭素ドープ酸化処理およびショットピーニング処理の影響 mm までは 0.245 N , 100 mm 以降は 0.98 N の試験荷重で行 処理における熱履歴の影響と考えられる. った.X 線残留応力測定は 2D 法12)によるものであり,測定 3.1.2 77 組織,表層形態 条件を Table 3 に示す.CDO 処理膜の X 線回折情報が得ら A 材と B 材について,試験片パッド接触部における横断 れなかったため,分析は Ti に関してのみ行った. B 材の最 面のミクロ組織を Fig. 4 に示す.1013 K 仕上げ焼鈍後空冷 表面部は表面の CDO 膜の上から測定を行っているが,CDO された A 材は,図中矢印で示す a 相と b 相で構成された等 膜の厚みが X 線の浸透深さより薄かったため, Ti の回折 軸状組織であった.一方 CDO 処理を施した B 材は,a 相中 ピークが明確に確認された. に微細な b 相が析出し,かつ b 相中に微細な a 相が析出し 通常疲労試験およびフレッティング疲労試験 2.4 た等軸状組織であり,これは a + b 相領域で CDO 処理され たことによる組織変化である.なお a 粒のサイズについて 疲労試験機は,容量 50 kN の油圧サーボ式を用いた.通 は,A 材,B 材ともに約 3 mm と同程度であった.Fig. 5 に 常疲労試験はサイン波形の荷重制御とし,周波数 20 Hz,応 各試験片表面の X 線回折結果を示す.研磨仕上げ後の A 材 力比 0.1 とした.フレッティング疲労試験の模式図を Fig. 3 は a 相と b 相で構成されており,CDO 処理を施した B 材で に示す.フレッティング疲労試験についても波形,制御方 は a 相と b 相以外に C ドープ TiO2 相のピークも確認され 式,周波数,応力比は通常疲労試験と同条件とし,パッド押 た.しかし,微量添加された C の影響による TiC などの介 付圧は,丸山ら6)の報告で押付圧によらずほぼ一定のフレッ 在物のピークは確認されなかった. B SP 材では C ドープ ティング疲労寿命が得られている範囲内の 50 MPa とした. TiO2 相のピークがなくなり,SP 処理によって表面に生成し なお,通常疲労試験およびフレッティング疲労試験ともに, た化合物層は除去されたことが分かる.また,ピークのカウ サイクル数 107 回で破断しない最大応力振幅を,それぞれ疲 ンタ数が高い a 相のピークに注目すると, a 相のピークは 労限(以下 saf と記す)およびフレッティング疲労限(以下 saff SP 処理を行うことで低角度にシフトしていることが分か と記す)と定義した. り,特に BSP 材の場合はそのシフト量がもっとも大きいこ とが確認された.a 相ピークの低角度へのシフトは SP 処理 実験結果および考察 3. によって a 格子が広がり,圧縮応力状態になったことを意 基本的特性 3.1 静的引張特性 3.1.1 各試験片の静的引張特性を Table 4 に示す.A 材の 0.2 耐力,引張強さがそれぞれ 941 および 970 MPa であるのに 対し,B 材はそれぞれ 1013 および 1044 MPa であり,A 材 と比較して, B 材は, 0.2 耐力,引張強さともに約 7 の 向上が見られた.また A SP 材の強度は A 材と同等であり, BSP 材の強度は B 材と同等であった.A 材,ASP 材と比 較して,B 材,BSP 材の強度が上昇している理由は,CDO Table 4 Specimen Mechanical properties of specimen. s0.2/MPa UTS/MPa Elongation () A 941 970 15.5 B 1013 1044 14.6 SP A 925 984 15.4 B SP 989 1051 12.6 Fig. 4 Fig. 5 Xray diffraction pattern of specimen. Crosssectional microstructure, (a) A and (b) B. 78 第 日 本 金 属 学 会 誌(2014) Fig. 7 78 巻 Vickers hardness profile of specimen. Fig. 6 Elemental mapping image of B. (a) SEM image, (b) oxygen, (c) carbon, (d) aluminum, (e) vanadium, (f) titanium. Table 5 Surface roughness of specimen. Specimen A B A SP B SP Ra/mm 0.16 0.17 2.69 2.51 Fig. 8 Residual stress distribution of specimen. SP 材は,深さ約 100 mm までの領域において,SP 処理によ 味し, CDO 処理と SP 処理を組み合わせた B SP 材の表面 り歪み硬化し,パッド接触面近傍で最大 370 HV と内部より 圧縮残留応力がもっとも高いことを示す13).B 材パッド接触 約 20 向上した.一方 B 材は,パッド接触面近傍で最大 部断面におけるパッド接触面から内部に渡る元素濃度マップ 860 HV を示し,約 100 mm の深さまで漸減してほぼ一定の を Fig. 6 ( a )~( f )に示す. Fig. 5 に示した表面の X 線回折 340 HV となった.この表面の硬さの上昇は,化合物層とそ ( XRD )結果を考慮すると, B 材表面には酸化物主体の厚さ の直下の酸素拡散層の影響であり,内部硬さも A 材よりや 約 3 mm の化合物層が形成されており,その最表層には,深 や高いのは, CDO 処理での組織変化による影響と考えられ さ約 1 mm までの領域で炭素の濃化が見られた.一方,化合 る.これに対し B SP 材では,内部硬さは B 材と同等であ 物層の直下には,深さ約 15 mm の酸素拡散層が形成されて るが,パッド接触面近傍の硬さは 620 HV であり,B 材より いた.BSP 材では SP 処理により B 材表面の化合物が除去 低かった.これは硬い化合物層が SP 処理により除去された され酸素拡散層のみが残存する形態を示した.A 材,ASP 影響と考えられる.各試験片のパッド接触面から内部に渡る 材は通常の均質な濃度分布を有する表層形態であった. 残留応力分布を Fig. 8 に示す.最大の圧縮残留応力は ASP 3.1.3 表面粗さ,硬さおよび残留応力 各試験片パッド接触部における接触面の軸方向の粗さを 材で 800 MPa , B SP 材が 1150 MPa であり,圧縮残留応 力が 0 MPa となる深さは,ともに約 250 mm であった.ま Table 5 に示す.A 材,B 材の算術平均粗さ Ra(JIS B 0601, た BSP 材は ASP 材より深さ約 100 mm まで大きな圧縮残 2001)がともに約 0.2 mm であるのに対し,ASP 材, BSP 留応力が導入されており,これは硬さ分布(Fig. 7)の傾向と 材はその約 10 倍粗い.各試験片のパッド接触部断面におけ も一致した.BSP 材では,Fig. 5 から確認できるように, るパッド接触面から内部に渡る硬さ分布を Fig. 7 に示す.A SP 処理により B 材表面に存在した化合物層が除去されてい 材は,内部まで約 300 HV でほぼ一定であるのに対し, A る.また, Fig. 6 から確認できるように B 材の化合物層の 2 第 号 Ti6Al 4V 合金のフレッティング疲労限に及ぼす炭素ドープ酸化処理およびショットピーニング処理の影響 79 直下には酸素拡散層が存在しており,化合物層が除去された A 材, B 材の代表的な破面を Fig. 10 ( a ) , ( b )に示す.図 BSP 材の最表面には酸素拡散層が残存している.この酸素 中の矢印および点線は破壊起点を示す. A 材の破壊起点は 拡散層は酸素の拡散により母材よりも降伏応力が高くなって 試料表面一ヶ所から,き裂が内部に広がっていた.一方 B いるものと考えられ14) ,その降伏応力の高くなった酸素拡 材は明瞭な破壊起点が見られず,き裂が試料表面の多数箇所 散層へ SP 処理が加わることにより,BSP 材には ASP 材 から内部に向かって進展していた.これは化合物層と母材と よりも高い圧縮残留応力が導入されたものと考えられる.一 の弾性歪み差,化合物層形成後に生じた表面の引張残留応力 方で,A 材のパッド接触面には約 200 MPa の圧縮残留応力 (Fig. 8)および脆弱な化合物の生成の影響で,比較的早期に が存在し, B 材の化合物層直下の母材には約 130 MPa の引 発生した表面き裂が化合物層に沿って広範囲に広がり,その 張残留応力が発生していた.前者は,過去の低炭素ステンレ 後内部に伝播したものと考えられる.仮に化合物層の物性値 ス鋼の応力腐食割れの進展ならびに予防保全対策に関する調 を酸化チタン( TiO2 )と同等とし,そのヤング率を E2 = 140 査15) において,表面研磨により導入された圧縮残留応力と ~290 GPa17),Ti6Al4V 合金(母材)のヤング率を E1=108 同程度の大きさであることから,研磨仕上げにより導入され GPa18) として,化合物層に発生する最大応力を計算すると, たものと考えられる.また,過去の TiN 被膜の残留応力の E2 / E1 に比例19) して引張側では母材内部に掛る応力より約 熱処理による変化に関する調査において,表面に化合物層が 1.3~2.7 倍高い値となり,この弾性歪み差と CDO 処理後に 存在する Ti には,加熱後冷却されることで Ti 母材と化合 化合物層直下の母材に残留した引張応力が A 材の saf より低 物層間の熱収縮率差の影響による圧縮残留応力が化合物層に 下した分に相当しているものと推察される. 発生することが示されており16) ,後者はこの化合物層に存 A SP 材, B SP 材の高サイクル数側の代表的な破面を 在する圧縮残留応力の反力として化合物層直下の母材に発生 Fig. 11(a), (b)に示す.双方ともフィッシュアイ型の破面で あり,表面から約 400 mm の深さに破壊起点が存在した.こ した引張残留応力と考えられる. 3.2 の位置は,SP 処理で導入された残留応力が引張側にシフト 通常疲労試験結果 する深さにあり(Fig. 7),引張残留応力と試験負荷応力の合 各試験片の通常疲労試験による SN 曲線を Fig. 9 に,疲 成により最も高い応力が掛かっている範囲で,ミクロ組織的 労限 saf を Table 6 に示す.B 材の saf は 80 MPa であり,A 欠陥に由来した位置と考えられる.また ASP 材,BSP 材 材( 375 MPa )に比べて 21 に低下した. A SP 材の saf は の saf が A 材よりも低下した原因についても,この SP 処理 320 MPa,BSP 材は 300 MPa であり,各々 A 材の 85, で導入される内部の引張残留応力の影響と考えられる.一 80 と, A 材よりやや低下した.これらの繰返し数 106 回 方,低サイクル数側で破断した試験片では, Fig. 12 に示す 以上のものは内部を起点とする破壊であった. SP 処理により形成された表面凹部が破壊起点となってい た.高応力振幅下ではこのような表面凹部での応力集中の影 Table 6 Plain fatigue limit of specimen. Specimen Fatigue limit, saf/MPa Fatigue limit ratio (saf of A=100) A 375 100 B 80 21 SP A 320 85 B SP 300 80 Fig. 9 Plain fatigue test result. 響が大きくなり,試験負荷応力との合成応力が内部より高く なったものと考えられる. Fig. 10 Fractograph of plain fatigue test specimen. (a) A, sa=380 MPa, Nf=2.3×106 cycles (b) B, sa=100 MPa, Nf=1.9×105 cycles 80 第 日 本 金 属 学 会 誌(2014) Fig. 13 Table 7 Specimen Fig. 11 Fractograph of plain fatigue test specimen. ( a) A SP, sa=340 MPa, Nf=4.2×106 cycles (b) BSP, sa=325 MPa, Nf=3.0×106 cycles Fig. 12 ×105) 3.3 78 Fretting fatigue test result. Fretting fatigue limit of specimen. Fatigue limit, saff/MPa Fatigue limit ratio (saff of A=100) A 70 100 B 60 86 SP A 180 257 SP B 220 314 Crack initiation site of ASP. (sa=350 MPa, Nf=2.1 フレッティング疲労試験結果 各試験片のフレッティング疲労試験による S N 曲線を Fig. 13 に,フレッティング疲労限 saff を Table 7 に示す. A 材, B 材の saff は,それぞれ 70 MPa , 60 MPa とほとん ど変わらなかった.しかし高応力振幅側になるにつれ, A 材と比較して,B 材の破断サイクル数が短くなった.ASP 材試験片と A 材パッドの組み合わせでの saff は 180 MPa で あり,A 材の約 260に向上した.BSP 材試験片と B 材パ ッドの組み合わせでの saff は B 材試験片と B 材パットの組 み合わせの場合に比べて約 360 に向上した.また, saf と saff を比べると, A 材および A SP 材の saff は saf と比べて A は 19,A SP 材は 56と大幅に下がっている.しかし, B 材の場合は saf と比べても saff との差があまりなく,その Fig. 14 Fractograph of fretting fatigue test specimen. (a) A, sa=100 MPa, Nf=9.7×105 cycles (b) B, sa=100 MPa, Nf=8.6×104 cycles (c) ASP, sa=250 MPa, Nf=4.5×105 cycles (d) B SP, sa=250 MPa, Nf=3.3×106 cycles 巻 2 第 号 Ti6Al 4V 合金のフレッティング疲労限に及ぼす炭素ドープ酸化処理およびショットピーニング処理の影響 原因に関しては,3.1 で説明した B 材表面に存在する化合物 81 理を施した効果によるものである. 層の影響から,疲労形態に関係なく化合物層と母材間で早期 saf は,研磨仕上げ材(A 材)が最も高い結果となった. に割れが発生しやすくなったためと考えられる.BSP 材の CDO 処理材( B 材)の saf が大幅に低下した原因は,表面化 場合は ASP 材の結果と比べても saf の低下が著しくないこ 合物層の影響であり,SP 処理材(ASP 材,B SP 材)の saf とが確認された.各試験片の代表的な破面を Fig. 14 ( a )~ が低下した原因は,SP 処理により導入された表面の圧縮残 (d)に示す.A 材の破壊起点はパッド接触面上に存在し,き 留応力をバランスする内部引張残留応力の影響である. 裂が試験片内部に向かって進展していた.B 材はパッド接触 面と側面のコーナに存在し,き裂は各面に沿って広がりなが saff は,BSP 材の試験片と B 材のパッドの組合せが 最も高い結果となった.組み合わせたパッドが A 材および ら進展していた. B 材試験片と B 材パッドの組み合わせが ASP 材に組み合わせたパッドと異なるため,単純に比較は 高応力振幅側で A 材試験片と A 材パッドと比較して寿命が できないが,BSP 材の saff が最も高くなった原因として, 低下し,さらに破壊形態が他の試験片と異なる原因について BSP 材表面の硬さおよび圧縮残留応力が高いことが考えら は前述したとおりである. れる. BSP 材の試験片と B 材のパッドの組み合わせが最も高い saff を示した.本研究で試験片とパッドの組み合わせは同処 文 献 理材の SP 有無のみであり,試験片とパッドが A 材と B 材 の組み合わせではないため,単純に比較することはできな い.しかし,実験結果から saff が向上した原因は,表面硬さ および表面圧縮残留応力の向上であると考えられ,このいず れもが A SP 材と比べて B SP 材の方が上回っているた め,例えば, B SP 材の試験片と A 材のパッドを用いてフ レッティング疲労試験を行った場合でも,BSP 材の saff が ASP 材を上回るものと期待できる. 結 4. 言 本研究では,チタン合金として最も普及している Ti6Al 4V 合金を使用して,炭素ドープ酸化処理(CDO 処理)または ショットピーニング( SP )処理を施した試料,およびこの二 つの処理を組み合わせた試料を作製し,その諸特性,通常疲 労試験における疲労限 saf およびフレッティング疲労試験に おける疲労限 saff を評価した結果,以下の結論が得られた. Ti6Al4V 合金に CDO 処理を施すことで,表面に厚 さ約 3 mm の化合物層が形成され,さらにその化合物層の直 下には,約 15 mm の深さまで酸素の拡散層が形成された. CDO 処理と SP 処理を組み合わせた試験片(BSP 材) の表面における最高硬さは 620 HV であり,この硬さの上昇 は SP 処理と酸素拡散層の影響によるものである. SP 処理により導入された圧縮残留応力は,CDO 処理 と SP 処理を併用した試験片(BSP 材)が最も大きく,この 大きな圧縮残留応力は,降伏応力の高い酸素拡散層に SP 処 1) F. M. Kustas and M. S. Misra: ASM Handbook, 18, (Materials Park, OH, 1992) pp. 778784. 2) A. Bloyce: Surface Performance of Titanium Alloys, (TMS, Warrendale, PA, 1996) pp. 155169. 3) T. I. Khan and D. Fowles: Surf. Eng. 13(1997) 257259. 4) D. G. Bansal, M. Kirkham and P. J. Blau: Wear 302(2013) 837 844. 5) R. A. Antoniou and T. C. Radtke: Mater. Sci. Eng. A 237(1997) 229240. 6) N. Maruyama, M. Sumita and N. Kozo: TetsutoHagane 76 (1990) 262269. 7) N. Maruyama, M. Sumita and N. Kozo: TetsutoHagane 77 (1991) 290297. 8) B. Rajasekaran and S. G. S. Raman: Mater. Lett. 62(2008) 24732475. 9) T. Yashiki, T. Nakayama and J. Kato: TetsutoHagane 81 (1995) 11561161. 10) Y. Fu, J. Wei and A. W. Batchelor: J. Mater. Process. Technol. 99(2000) 231245. 11) M. Furuya, M. Tokiwai, N. Tanaka and M. Horie: Ti2007 Science and Technology, JIMIC 5, Vol. , (2007) pp. 1727 1730. 12) B. B. He: Proc. 20th ASM Heat Treatment Society Conf., (2000) pp. 408 417. 13) F. Yildiz: Surf. Coat. Technol. 202(2008) 24712476. 14) M. J. Donachie, Jr: Titanium A Technical Guide, (ASM International, 1988) p. 166. 15) K. Takamori, S. Suzuki and K. Kumagaya: Hozengaku 3(2004) 5258. 16) T. Matsue, T. Hanabusa, Y. Ikeuchi, Y. Miki and E. Maitani: J. Soc. Mater. Sci., Japan 49(2000) 735741. 17) K. Yasuda, S. Ohsawa, Y. Matsuo and S. Kimura: J. Soc. Mater. Sci., Japan 41(1992) 482487. 18) Y. T. Lee and G. Welsch: Mater. Sci. Eng. A 128(1990) 7789. 19) T Morita, M. Shimizu and K. Kawasaki: Trans. Jpn. Soc. Mech. Eng. A 59(1993) 16501665.
© Copyright 2026 Paperzz