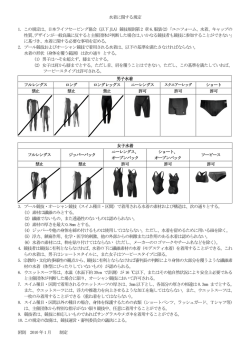
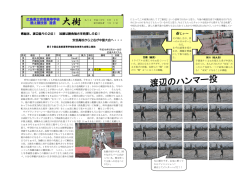
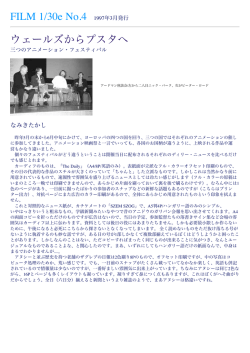
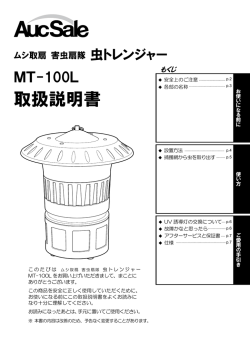
4 -アルミ電解コンデンサの信頼性 4-1 アルミ電解コンデンサの故障 故障モードは大きく分けると次の様に区分できます。 アルミ電解 破局故障 ・・・・・・・ 封口部の気密不良(ガス発生) コンデンサ自体の故障 故障モード オープン、ショート 劣化故障 ・・・・・・・ 容量減少、tanδ増加 (摩耗) コンデンサ周辺部の故障 漏れ電流増加 パターン断線 ・・・・ 腐食によるもの パターン間 ・・・・・・・イオンマイグレーション ショート 劣化故障は他のコンデンサではほとんど見られない故障モードです。 アルミ電解コンデンサは図-6に示すように時間が経過することにより故障率が増加し,いずれは全て故障 (オープン)してしまいます。 ① 破局故障はコンデンサの機能が完全に失われて 故障の場合は特性が徐々に変化するため,どの 故障率 しまうので故障と判断するのは容易ですが、劣化 ② ③ ①初期故障域 ②偶発故障域 ③ 摩耗故障域 コンデンサの寿命時 段階で故障とするのか,使用されている電子機器 の要求性能によって異なってきます。劣化故障の 場合,JIS-C5141に準じた当社納入仕様書,カタログ 規格値から外れた段階を目安として故障と判断し 時間 図-6 ております。 アルミ電解コンデンサの劣化故障 それぞれの故障モードと発生要因及び故障メカニズムとの関係を表-2に示します。 表-2 アルミ電解コンデンサの故障モード・メカニズム 故障モード 故障のメカニズム (内部現象) 製造の要因 使用上の要因 過電圧の印加 封口部気密不良 静電気容量の減少 tanδの増加 内部温度上昇 内圧の増加 過大リプル 陽極箔容量の現象 逆電圧の印加 陰極箔容量の現象 過酷な充放電 酸化皮膜の欠陥 酸化皮膜の劣化 高温度での使用 漏れ電流の増加 電解液のドライアップ ショート 皮膜・電解紙の絶縁破壊 リードの接続不十分 電解液量の不足 金属微粒子の付着 箔・リードのバリ リード接続不十分 オープン 周辺パターンの断線 ショート AC 電圧の印加 腐食 CR の侵入 機械的ストレス 液漏れ 封口材変形大 電解液量の過大 ☆ポイント:実装条件がコンデンサの信頼性に大きく影響する。 - 10 - 裏面・近傍の発熱部品 長時間の使用 リードにストレスを与える 過酷なリフロー条件 洗浄剤(有機)の使用 接着剤の使用 コーティング剤の使用 (1) 封口部気密不良(ガス発生) アルミ電解コンデンサは,図-7のようなメカニズムで皮膜の欠陥部を速やかに修復するという特徴がある 反面,電池と同様に陽極側で酸化があると陰極側で還元が起こり,水素ガスH2が発生します。 カタログまたは納入仕様書記載の保証条件内で使用される時に発生する水素ガスは極めて少なく,電解液の 減極作用あるいは封口体中を通じて,徐々に水素ガスは消散してしまうので,問題は生じません。 しかし,保証範囲を超える温度,過電圧,逆電圧過リプル電流が印加されますと皮膜の欠陥が著しく増加する ために,自己修復作用により水素ガスが激増し,短時間に内圧が上昇して,封口体及びアルミケースが膨れる 等の外観上の変化を来してしまう場合があります。 (2) オープン オープン故障は,次の①~④を伴うと発生 致します。 ① リード接続部の機械的な破損 ② 腐食性物質の侵入による腐食 ③ 気密性不良による電解液の蒸発 ④ 経時劣化の最終状態 (陽極) ①項は、製造時に接続が不十分であったり, (陰極) 2 A ℓ → 2 Aℓ 3+ 使用時に過度の応力・振動・衝撃が加わる 3 H2O → 6H と発生します。 2 Aℓ 3 2 6H + ②項は、製造時に塩素イオン(Cℓ‾) + 6e‾ + + 3O ‾ → + 6e‾ → 3 + 3O ‾ A ℓ2O3 3 H2 ↑ 図-7 自己修復メカニズム の浸入があったり,コンデンサを塩素系 の洗浄剤で洗浄したり,塩素系の化合物を含有する 樹脂類で補強したりすると,塩素系物質がコンデンサ内部に浸入してリードや電極箔を腐食・断線に導きます。 ③項は,前記①項で述べたように内部の電解液が蒸発して,ドライアップ状態となり,容量減少・tanδ 増加になります。 ④項は,封口体から電解液が徐々に透過し,容量減少・tanδの増加という劣化過程を経てコンデンサの 寿命(ライフエンド),すなわち劣化故障の終局段階として起こるものです。 (3) ショート アルミ電解コンデンサは皮膜修復性に優れた電解液を用いていますので,発生した皮膜欠陥部は速やかに 修復され,局部に電流集中が生じないため,ショート・破損というような破局故障に至ることは通常では 極めて希です。 しかし,金属微粒子・導電性微粒子あるいは電極箔・リードのバリ等の管理が不十分であるとか(製造要因), コンデンサを使用中リードへのストレス,振動・衝撃が過度に加えられると(使用上の要因),電解紙が破損 して陽極箔と陰極箔とが接触してショートに至ってしまう場合があります。 (4) 劣化故障(寿命) 電解液量と容量・tanδとの関係は図-8に示すようになり,アルミケース,封口材とリード線の接面と 封口材界面からの電解液透過・放出に伴い変化(容量減少とtanδ増加)していきます。 劣化の判定基準は,各々の商品により異なりますのでカタログ・納入仕様書の規格値をご確認ください。 図-8で留意頂きたいのは,容量・tanδ共に電解液量との関係がリニアでなく,ある程度まで電解液量が 減少すると特性が急激に変化することです。 - 11 - 図-8 特性劣化と電解液量 (5) コンデンサ周辺部の故障 アルミ電解コンデンサは,コンデンサ自体の故障以外にプリント配線板のコンデンサ周辺(特に配線パター ン)に影響を及ぼす場合があります。 使用している電解液は経年的に,図-9の2つのルートのいずれかからコンデンサの下に透過・放出される ため,次の現象のいずれかを引き起こす場合があります。 1) パターン断線 ………… 図-10に電解液を強制滴下して32V/mmの電圧を印加し,40℃ 90~95%RH にて 20h 放置した場合の写真を示します。(a) 2) パターンショート …… 同様に2本以上の電位差のあるパターン間に電解液が付いた場合はパターン 材質である銅や銀がイオンマイグレーションする可能性があります。(b) いずれにしてもこの現象は,環境条件(特に湿度の影響,結露の場合は要注意)や電界強度によって大きく 異なります。 アルミケース アルミ箔 封口体 座板 はんだフィレット 基板 パターン 図-9 アルミ電解コンデンサの電解液透過 (b) (a) 図-10 電解液強制滴下試験での腐食状況 - 12 -
© Copyright 2026 Paperzz