日本金属学会誌 第 77 巻 第 9 号(2013)339347
特集「先端材料の結晶方位分布と関連特性」
再結晶集合組織予測モデルの
タイプ 430 ステンレス鋼板への適用
森 本 敬 治1
吉 田 冬 樹1
楠 本 雄 二1
織 田 昌 彦1
柳 本 潤2
1株式会社中山製鋼所商品開発部
2東京大学生産技術研究所
J. Japan Inst. Met. Mater. Vol. 77, No. 9 (2013), pp. 339
347
Special Issue on Crystallographic Orientation Distribution and Related Properties in Advanced Materials
2013 The Japan Institute of Metals and Materials
Application of Recrystallization Texture Evolution Model
Steel Strip Production
to Type 430 Stainless
Toshiharu Morimoto1, Fuyuki Yoshida1, Yuji Kusumoto1, Masahiko Oda1 and Jun Yanagimoto2
1New
Product Development Department, Nakayama Steel Works, Ltd., Osaka 5518551
2Institute
of Industrial Science, The University of Tokyo, Tokyo 1538505
The ridging phenomenon of type 430 stainlesssteel originates from the texture due to crystal plasticity anisotropy. Thus, to
predict the antiridging property, we must continuously analyze the hotrolling, hotrolling and annealing, coldrolling, coldrolling and annealing textures. However, it has been previously difficult to analyze the recrystallization texture. We thus developed a
model to predict the recrystallization texture coupled with the Taylor rolling model. Furthermore, the ridging index was
calculated in order to estimate the plasticity in type 430 stainlesssteels. The plasticity prediction method was applied to type 430
stainlesssteel strips rolled at a low temperature with a high reduction rate in an actual tandem hot strip mill.
[doi:10.2320/jinstmet.JA201201]
(Received December 17, 2012; Accepted March 5, 2013; Published September 1, 2013)
Keywords: recrystallization texture, rolling texture, crystal plasticity, type 430 stainlesssteel, microscopic slip
組織予測モデルを用い再結晶集合組織の予測モデルを開発し
1.
緒
言
た19,20).そして開発した再結晶集合組織予測モデルをタイプ
430 鋼の薄板連続圧延における低温大圧下圧延に適用し,最
圧延温度,圧下率,冷却速度を制御して細粒鋼を造り込む
終製品のリジング性の予測を行った.
TMCP プロセスは 1970 年代,厚板の靭性を改善するため開
発され,現在では棒鋼圧延や熱間薄板圧延まで適用されてい
2.
タイプ 430 ステンレス鋼における熱間再現試験
る1).
フェライト系ステンレス鋼は耐食性や優れた外観から電気
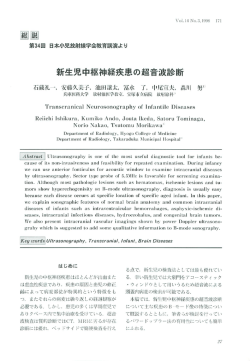
タイプ 430 ステンレス鋼の熱間再結晶挙動を調査するた
製品や家庭用器具に広く使われている.しかしながらフェラ
め, 1073 K から 1373 K の温度域において高さ方向に圧下
イト系ステンレス鋼は,熱間圧延中に再結晶し難くかつ熱間
率 75の圧縮試験を実施した.タイプ 430 ステンレス鋼の
圧延後に変態しないため鋳造組織が残りリジング欠陥を示し
成分は 0.06C 0.25Si0.60Mn 16.0Cr(mass)である. Fig.
やすい24).そのため,タイプ
430 ステンレス鋼を異径片駆
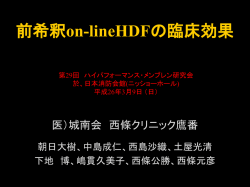
1 に平面ひずみ条件における熱間圧縮試験条件を示す.Fig.
動圧延機とスタンド間ラミナー冷却装置を保有した薄板連続
2 と Fig. 3 は圧縮温度が 1073, 1223, 1373 K における応力
圧延機により低温・大圧下圧延を行うことで最終製品のリジ
ひずみ曲線と金属組織を示す.圧縮温度が 1223 K と 1373
ング性に及ぼす影響を調査した5).
K では小さな等軸粒が認められ部分再結晶が起きている
リジング現象は鋳造組織に基づく結晶異方性に起因する
が,圧縮温度 1073 K の場合,ほぼ未再結晶である.また
が69),リジング性を予測するには熱間圧延集合組織,熱延
1073 K での応力は 1223 K や 1373 K の応力より高く,圧縮
板焼鈍集合組織,冷間圧延集合組織,冷延板焼鈍集合組織を
後にひずみがより残存していると推定できる.Fig. 4 にタイ
連続して予測しなければならない.しかし従来は再結晶集合
プ 430 ステンレス鋼の圧縮試験後の後方電子散乱解析(以後
組織の予測が困難であった1018) .そこでテイラー圧延集合
EBSD と称す)による板厚中心の逆極点図を示す.タイプ
430 は変態しないため典型的な圧延集合組織が認められる.
Mater. Trans. 53(2012) 18371846 に掲載
さらに後述するように圧縮温度が 1373 K の場合,圧縮中も
340
日 本 金 属 学 会 誌(2013)
しくは圧縮後の部分再結晶の影響も認められる.
第
77
巻
機で板厚 3 mm の熱延鋼板を造り込んだ.ここで粗圧延条件
は同じで仕上条件が異なる熱延鋼板を比較する.粗圧延での
3.
タイプ 430 ステンレス鋼の実機圧延
最終 3 段の圧下率は 27.0(R5),31.6(R6),28.6(R7)
そして粗圧延終了温度は 1293 K である.高温大圧下圧延と
Table 1 と Table 2 に実機圧延条件を示す.タイプ 430 ス
なる粗圧延ではタイプ 430 ステンレス鋼は充分再結晶して
テンレス鋼の成分は 0.06C0.25Si0.60Mn16.0Cr(mass)
いることを確認している.次に条件 1 の仕上圧延終了温度
である.厚さ 250 mm のスラブを 1433 K に加熱し, 7 パス
が 1238 K , 条 件 2 の 仕 上 圧 延 終 了 温 度 が 1100 K で あ っ
の粗圧延により板厚 36.5 mm に粗圧延後, 6 台の仕上圧延
て,仕上圧延最終 3 段の圧下率は条件 1 も条件 2 も 31.7
(F4),27.7(F5), 25.3(F6)である.つまり,条件 1 が
高温大圧下圧延,条件 2 が低温大圧下圧延である.
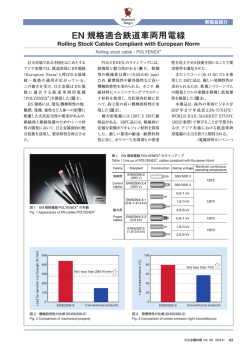
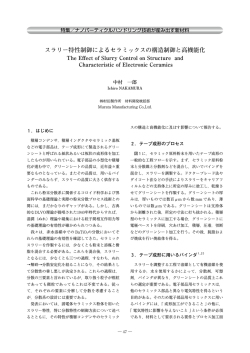
Fig. 5 に 2 種類の仕上圧延条件での板厚中心部の金属組織
を比較する.条件 2 の熱延鋼板粒が条件 1 の熱延鋼板粒よ
り延伸していることがわかる.Table 3 に両熱延板の機械特
性を示す.条件 2 の熱延鋼板の引張強度が条件 1 の熱延鋼
鈑より大きく,条件 2 の熱延鋼板の方が条件 1 の熱延鋼板
よりひずみが累積していることを X 線測定の半価幅にて確
認している.次に両熱延鋼板とも 1123 K で 8 時間の熱延板
焼鈍に処し,板厚 0.5 mm まで冷間圧延後, 1193 K で 2 分
の冷延板焼鈍に処した.Fig. 5 と Table 3 に熱延板焼鈍と冷
延板焼鈍での金属組織と機械特性を比較する.熱延板焼鈍で
も冷延板焼鈍でも,条件 1 の引張強度が条件 2 の引張強度
より低い.その理由として条件 1 の熱延鋼板は条件 2 より
Fig. 1 Thermomechanical compression pattern and plain
strained piece.
Fig. 2
Strainstress curve of type 430 stainlesssteel.
Fig. 3
熱延鋼板よりひずみが少ないため熱延板焼鈍時の回復が早
く,さらに冷延板焼鈍においては条件 1 の粒成長が条件 2
Fig. 4 Inverse pole figures of type 430 stainlesssteel at the
thickness center by thermomechanical compression.
Microstructure of type 430 stainlesssteels by thermomechanical compression.
第
9
号
Table 1
Roughing roll schedule of type 430 stainlesssteel at the tandem hot strip mill.
R1
R2
R3
R4
R5
R6
R7
Thickness (mm)
211.1
172.8
136.6
102.4
74.8
51.2
36.5
Reduction ()
16.0
18.2
20.9
25.0
27.0
31.6
28.6
Rolling velocity (m/s)
1.99
2.52
3.2
3.53
3.93
4.44
4.61
12
12
12
13
13
15
Interval time between rolls (s)
Table 2
F2
F3
F4
F5
F6
Thickness (mm)
19.9
13.0
8.2
5.6
4.1
3.0
Reduction ()
45.0
35.0
36.5
31.7
27.7
25.3
Thickness (mm)
19.9
13.0
8.2
5.6
4.1
3.0
Reduction()
45.0
35.0
36.5
31.7
27.7
25.3
Rolling velocity (m/s)
1.39
2.23
3.44
5.94
8.46
9.98
Interval time between rolls (s)
3.9
2.5
1.6
0.9
0.7
7.5
Case 2
Fig. 5
20
Reheated temp.
(K)
Roughing delivery temp.
(K)
1433
1293
20 s means that transferring time from roughing
roll to finishing roll.
Finishing roll schedule of type 430 stainless steel at the tandem hot strip mill.
F1
Case 1
341
再結晶集合組織予測モデルのタイプ430ステンレス鋼板への適用
Finishing delivery temp.
(K)
Coiling temp.
(K )
1238
1101
1100
1005
7.5 s means that transferring time from finishing roll to
coiling.
Optical microstructure of type 430 stainlesssteel hotrolling, hotrolling and annealing, coldrolling and annealing strips.
342
第
日 本 金 属 学 会 誌(2013)
Table 3 Mechanical properties of type 430 hot rolling, hot rolling and annealing, and cold rolling and annealing.
Hot rolling
Hot rolling and annealing
Cold rolling and annealing
Case
Case
Case
Case
Case
Case
1
2
1
1
1
2
0.2 proof
stress
(MPa)
Tensile
strength
(MPa)
Total
elongation
()
356
451
249
251
285
297
516
583
439
448
483
489
27.6
20.1
33.5
34.5
32.1
30.5
77
巻
で割り求めている.相当応力は実測した圧延荷重からオロワ
ン圧延理論より計算した21).
ここで Xi(i=1, 2, 3)を直行座標系におけるベクトル X の
成分とする.変位速度ベクトル u· は式( 1 )のようになる.
u· = ·g(x・a)b
(1)
ここで ·g, x, a, b は滑り速度,位置,滑り面単位ベクトル,
滑り方向単位ベクトルを示す.塑性ひずみ速度テンソル D P
と塑性スピンテンソル W P は式( 2 ),式( 3 )で表すことが
できる.
Table 4
(&&x·u +&&x·u )= 12 ·g(a b +a b )=P ·g
1 & ·u & ·u
1
-
= ·g(a b -a b )=Q ·g
W =
2 ( &x &x ) 2
D Pij =
Formability of type 430 cold band annealed.
Ridging height Ridging density
Average
( mm )
(/20 mm)
Lankford value
Grain
size (mm)
Case 1
18.2
21.3
1.16
16.7
Case 2
12.1
24.3
1.27
14.1
1
2
P
ij
j
i
i
j
j
i
i
j
ここで
Pij=
Qij=
i j
j i
ij
(2)
i j
j i
ij
(3)
1
( a i b j+ a j b i)
2
1
( a i b j - a j bi )
2
(4)
(5)
ここで塑性ひずみ速度テンソル D P はひずみ速度テンソル D
と D PD としてオロワン圧延理論から求めた.
BCC 金属の滑り系は 12 個の{ 110}〈 111〉滑り系, 12 個の
{ 112}〈 111 〉滑り系, 24 個の{ 123 }〈 111〉滑り系からなる.
ひずみの釣り合い式,各滑り系のせん断応力,せん断応力の
粘 塑性 モデ ル, 境界条 件 を式 ( 6 )から 式( 9 )に示 す. 式
( 6 )は,滑り系 k の滑り量 g(k) にシュミット因子 P (ijk) を掛
けたものの和が結晶のミクロひずみ e に等しいことを示す.
式( 7 )は結晶のミクロ応力 s とすべり系上の分解せん断応
力 t(k) の関係を,式( 8 )はアサロの粘塑性モデルを示し,m
はパラメータである22) .テイラーの境界条件として式( 9 )
のようにマクロひずみ E がミクロひずみ e とする.
deij=∑P (ijk)dg(k)
(6)
k
t(k)=∑
∑P (ijk)sij
i
(i, j=1, 2, 3)
(7)
j
1/m
( )
dg(k)= ·g0dt
t ( k)
ty
sign(t(k))
e= E
(8)
(9)
ここで ·g0, ty, dt は参照ひずみ速度,臨界分解せん断応力,
時間増分である.臨界分解せん断応力はテイラー因子 M と
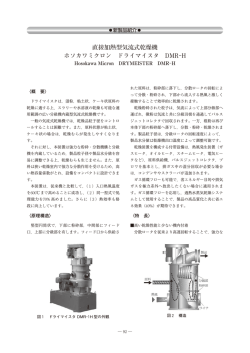
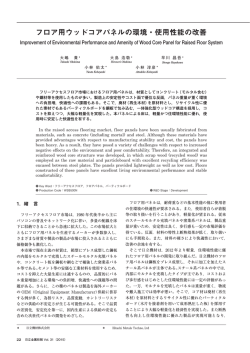
Fig. 6 Measured ridging heights of type 430 stainlesssteel
coldrolling and annealing strip. (a) case 1, (b) case 2.
相当応力 S から式(10)のように求めた.
ty=S/M
(10)
BCC 金属の平面ひずみ状態での初期テイラー因子は 2.75 と
した23) .平面ひずみ状態のマクロひずみテンソル E は式
の粒成長より速かったためと推定している.測定した冷延焼
(11)で示される.
鈍板のリジング量を Table 4 と Fig. 6 に示す.条件 2 の方
exx
が条件 1 よりリジング高さが小さくリジング密度が大きい
E= exy
0
ことがわかる.
exy
-exx
0
0
0
0
(11)
ここで x, y, z は圧延方向,板厚方向,幅方向である.
圧延集合組織解析と再結晶集合組織解析
4.
4.1
テイラー圧延集合組織予測モデル
弾塑性分解24)より変形勾配テンソル F は式(12)になる.
F=F ・FP
FP
(12)
は弾性除荷と結晶回転を除いた後の結晶に残る変形勾配
本解析では,滑り系の臨界分解せん断応力はすべて等しい
で滑り系の滑りに起因する. Fは弾性変形が小さいとして
と仮定し,臨界分解せん断応力は相当応力からテイラー因子
無視し結晶の格子回転に起因する変形勾配と考える.速度勾
9
第
号
343
再結晶集合組織予測モデルのタイプ430ステンレス鋼板への適用
配テンソル L は式(13)のように変形でき
見なす.
-1
L=D+W=F_ ・F-1=F_ ・F -1+F ・F_ P・F P ・F -1
= V+D P +W P
G=∑dg(k)
(13)
非対称成分だけ取り出すと,格子スピンテンソル V はトー
タルスピンテンソル W と塑性スピンテンソル
WP
(19)
前報20) において,熱延板焼鈍の場合は総滑り量の小さい粒
より式
が優先核生成になり,冷延板焼鈍の場合は総滑り量の大きな
( 14 )と式( 15 )のように表すことができる.トータルスピン
粒が優先核生成になることを確認した.本報で対象とする熱
間圧延における静的再結晶において,Fig. 4 のように圧縮試
テンソル W はオロワン圧延理論から求めた.
V = W - W P ( W = 0)
(14)
験の EBSD 解析結果から総滑り量の小さい粒が優先核生成
(15)
になると考えた26).Fig. 7 は熱間圧延中の再結晶集合組織予
回転テンソル R は式( 16 )と式( 17 )になる. I は単位テン
測モデルのフローチャートを示す.熱間集合組織予測モデル
V= W- W P
板厚中心
板表層
ソルである.
は,オロワン圧延モデル,テイラー圧延集合組織モデル,再
R_ =V・R
(16)
結晶モデルからなる.計算ステップは圧延時間の 50 分の 1
(17)
として,テイラー因子は計算ステップ毎に更新した.タイプ
アサロの粘塑性モデルのパラメータは前回の報告19) と同
430 鋼は熱間圧延中に動的再結晶を起こしにくいため,動的
R=exp
VdtI+dtV+1/2dt 2V2
じ ·g0 が 100,m が 0.05 である.数式のプログラムは高橋の
ものを引用した25).
4.2
再結晶率はゼロと考えた.
4.3
再結晶集合組織予測モデル
再結晶集合組織予測モデルの実機熱間圧延への適用
最初に Table 2 で示す 2 種類の熱間仕上圧延条件における
本解析では以下の仮定をおいた.再結晶集合組織は優先核
再結晶集合組織への影響を解析する.熱間での静的再結晶速
方 位説10) に従い ,再結晶 は転位が 累積した 粒界から 起こ
度は木村らの極低炭素フェライト系ステンレス鋼の値を参照
る.ミクロ滑りは式(18)のように可動転位の数と等しい.
した4)
d g= r b x
(18)
t0.5=8.4×10-11×d0× še-1.5×e_š -0.4×exp (Q/RT )
(20)
ここで dg, r, b, x はミクロ滑り量,可動転位数,バーガーズ
ここで t0.5, d0, še, eš_ は 50再結晶時間,初期粒径,相当ひず
ベクトル,変位である.ミクロ滑り量の積算和を式( 19 )の
み,相当ひずみ速度,Q (200 kJ/mol), R, T は活性化エネ
ように総滑り量 G とおき,粒界に堆積した転位量と等価と
ルギー,ガス定数,温度を示す.仕上圧延各スタンドの再結
Fig. 7
Flow chart of hotrolling texture calculation model.
344
日 本 金 属 学 会 誌(2013)
第
77
巻
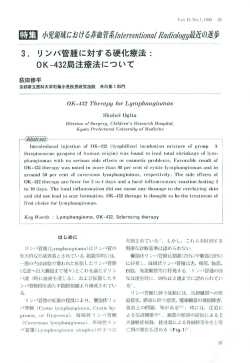
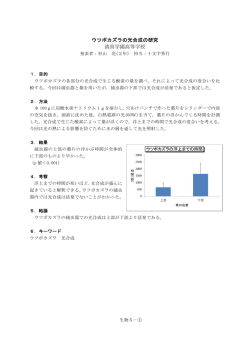
晶率の予測値を Fig. 8 に示す. Fig. 9 は 2 種類の仕上圧延
方が予測の極密度より大きく,その理由として本予測モデル
条件における実測と解析の熱延板の集合組織を比較する.実
では結晶粒径をすべて等しいとおいたが,実圧延では再結晶
測と解析の集合組織には差異が認められる.実測の極密度の
粒が未再結晶粒より小さく EBSD のよる測定点数の差の影
響を受けているためであろう.また多結晶解析モデルは粒界
の影響を受けないため実鋼鈑より結晶の回転が大きいという
報告もある27).
次に,タイプ 430 鋼板の冷延板焼鈍後のリジング性に対
する熱延条件の影響を,開発した再結晶モデルを使い解析す
る.Fig. 9 の熱延板集合組織を予測した結果から,結晶の総
滑り量の少ない下位 10の粒を選択し熱延板焼鈍後の方位
とし,続いてテイラー変形集合組織モデルで冷間圧延集合組
織を予測,最後に冷間圧延集合組織を予測した結果から結晶
の総滑り量の多い上位 10の粒を選択し冷延板焼鈍集合組
織を予測した20). Fig. 10 に実測と予測した冷延板焼鈍集合
組織を比較する.本手法は再結晶集合組織を予測する一次近
似モデルであるが比較的良い一致を示す.しかしながら多く
の問題がある.例えば結晶の成長速度の結晶方位に対する影
響を考慮していない等である.またタイプ 430 鋼のような
BCC 金属だけが予測可能であり,交差滑りや双晶が起こり
Fig. 8 Estimated static recrystallization ratio of each finishing
roll stands.
Fig. 9
やすくひずみの堆積しにくい FCC 金属の予測には適用でき
Hot rolling texture prediction in case 1 and case 2 in the type 430 stainlesssteel.
第
9
号
再結晶集合組織予測モデルのタイプ430ステンレス鋼板への適用
Fig. 10
345
Cold band annealing texture prediction in case 1 and case 2 in type 430 stainlesssteel.
ない可能性がある.Fig. 11 は Wuh に倣い6),15引っ張っ
た後のリジングを予測した結果を示す.条件 1 の板厚方向
のひずみの標準偏差が 0.014,一方,条件 2 の板厚方向のひ
ずみの標準偏差が 0.012 であり,条件 2 の予測したリジング
量が条件 1 よりわずかに優れている.一方,条件 1 の実測
のリジング高さは 18.2 mm ,条件 2 は 12.1 mm であり,我
々のリジング予測は過小評価している.しかし開発した再結
晶集合組織予測モデルは,リジング性に対する熱延条件や冷
延条件の最適化のための役立つ可能性がある.
5.
考
察
我々は結晶の総滑り量に基づく再結晶モデルを提案した.
結晶の総滑り量が小さい粒が優先核生成となることは高傾角
粒界のバルジング現象を指している28) .一方,結晶の総滑
り量が大きい粒が優先核生成となるのは小傾角粒界での再結
晶を指している29,30).両者の差異を説明するため,テイラー
モデルで多結晶体の冷間圧延後のミスオリエンテーションを
計算した結果を Fig. 12 に示す.初期方位をランダムとして
冷間圧延後のミスオリエンテーションは小傾角粒界と大傾角
Fig. 11 Predicted ridging heights of type 430 stainlesssteel
coldrolling and annealing strip. (a) case 1, (b) case 2.
346
第
日 本 金 属 学 会 誌(2013)
Fig. 12
Table 5
Model
77
巻
Stable orientation and misorientation histogram using rolling texture analysis model.
Distinction of two recrystallization models.
6.
結
論
Bulging model
Nucleation model
Nucleation site
High angle grain boundary
Low angle grain boundary
Dislocation cell
Process
Hot rolling
Hot rolling and annealing
Cold rolling and annealing
とでリジング性の良い鋼板を製造した.開発した集合組織予
Another name
Low energy block theory
High energy block theory
測モデルの精度を検証し,最終製品の成形性に対して熱延条
我々はタイプ 430 ステンレス鋼を低温大圧下圧延するこ
件から冷延条件までの影響を定量化できる可能性を示した.
最後に 2 種類ある再結晶モデル,高傾角粒界のバルジング
粒界の集団に分かれる.Table 5 に示したように高傾角粒粒
と小傾角粒界の再結晶について,熱間圧延材と冷間圧延材で
界からのバルジングが低エネルギーブロック説,小傾角粒界
提案した.
における再結晶が高エネルギーブロック説,つまり転位セル
からの再結晶であろう.熱間圧延においては転位密度が低く
文
献
ひずみ誘起粒界移動が起きる一方,冷間圧延においては転位
密度が高く転位セルが形成される.そして転位セルを焼鈍す
ることで,転位が減少し再構成されサブグレインにな
る31,32).多くの研究者が提案した高エネルギーブロック説と
低エネルギーブロック説は両者とも正しく,どちらの現象が
最終的な再結晶集合組織を支配するかはそれぞれ条件におけ
る結晶の成長速度が閾値になると思われる.成長速度を
V ,易動度を Mo ,駆動力を E ,粒界エネルギー g ,結晶半
径 R をとすると式( 21)で表すことができる33) .この中で易
動度と粒界エネルギーはミスオリエンテーションの関数であ
るがまだ精度が充分でない34).
V=Mo(E-g/R)
(21)
また熱間圧延であっても高圧下率圧延で転位セルが形成され
る場合は転位セルからの再結晶が35) ,または冷間圧延であ
っても冷延率が低い場合はひずみ誘起粒界移動もあろう36).
1) J. Yanagimoto, T. Morimoto, R. Kurahashi and I. Chikushi:
Steel Research Int. 73(2002) 5662.
2) H. Takechi, H. Kato, T. Sunami and T. Nakayama: Trans. JIM
8(1967) 233239.
3) T. Sakai, Y. Saito and M. Matsuo: ISIJ Int. 31(1991) 8694.
4) K. Kiumura and A. Takahashi: Nippon Steel Technical report
389(2009) 5155.
5) T. Morimoto, T. Mukaihara, Y. Kusumoto, M. Oda, K.
Takeshima and H. Yatoh: Steel Research Int. 82(2011) 155
163.
6) P. D. Wu, H. Jin, Y. Shi and D. J. Loyd: Mater. Sci. Eng. A 423
(2006) 300305.
7) M. Brouchu, T. Yokota and S. Satoh: ISIJ Int. 37(1997) 872
877.
8) H. J. Shin, J. K. An, S. H. Park and D. N. Lee: Acta Mater. 51
(2003) 46934706.
9) I. Jung, J. Mola, D. Cooman and D. Chae: Steel Research Int. 81
(2010) 10891096.
10) W. G. Burgers and T. J. Tiedma: Acta Metall. 1(1953) 234238.
11) I. L. Dillamore, P. L. Morris, C. J. E. Smith and W. B.
Hutchinson: Proc. R. Soc. Lond A 329(1972) 405420.
第
9
号
再結晶集合組織予測モデルのタイプ430ステンレス鋼板への適用
12) W. B. Hutchinson: Met. Sci. 8(1974) 185196.
13) O. Akisue: J. Japan Inst. Metals 40(1976) 206210.
14) W. B. Hutchinson: International Metals Reviews 29(1984) 25
42.
15) O. Akisue: TetsutoHagane 72(1986) 13201327.
16) J. J. Jonas and L. S. Toth: Scr. Metall. 27(1992) 15751580.
17) T. Urabe and J. J. Jonas: ISIJ Int. 34(1994) 435442.
18) M. Muraki, T. Toge, K. Sakata, T. Obara and E. Furubayashi:
TetsutoHagane 85(1999) 751757.
19) T. Morimoto, F. Yoshida, Y. Kusumoto and O. Akisue: ISIJ Int.
50(2010) 16831688.
20) T. Morimoto, F. Yoshida, Y. Kusumoto and A. Yanagida: ISIJ
Int. 52(2012) 592600.
21) E. Orowan: Proc. Inst. Mech. Eng. 150(1943) 140146.
22) R. J. Asaro and A. Needleman: Acta Metall. 33(1985) 923953.
23) J. M. Rosenberg and H. R. Piehler: Metall. Mater. Trans. B 2
(1971) 257
259.
24) E. H. Lee: J. Appl. Mech. 36(1969) 16.
25) H. Takahashi: Polycrystal Plasticity, (Corona Publishing Co.,
Ltd., Tokyo, 1999) pp. 1164.
347
26) Y. Fukutomi, M. Hasegawa and M. Yamamoto: J. Japan Inst.
Metals 65(2001) 7174.
27) H. Takahashi, M. Mashiko, H. Motohashi and S. Tsuchida:
Jour. Jpn. Soc. Mech. Eng. A 60(1994) 12101215.
28) I. L. Dillamore and H. Katoh: Met. Sci. 8(1974) 7383.
29) C. G. Dunn: Acta Metall. 1(1953) 163175.
30) Y. C. Liu and W. R. Hibbard: JOM 7(1955) 381386.
31) J. Takamura: Zairyokyodonokiso, (Kyoto University Press,
Kyoto, 2003) pp. 278280.
32) S. Ohtani: KOBELCO Research Technical Report 14(2005) 7
9.
33) M. Morinaga, T. Furuhara and H. Toda: Kinzokuzairyono
kakotososhiki, (Kyoritu Shuppan, Tokyo, 2010) pp. 98100.
34) T. Omura and Y. Hayakawa: J. Japan Inst. Metals 75(2011)
485492.
35) T. Morimoto, I. Chikushi, R. Kurahashi and J. Yanagimoto: ISIJ
Int. 47(2007) 14751484.
36) A. Yamamoto, M. Tsukamoto and D. Okai: Mater. Trans. 52
(2011) 877881.
© Copyright 2026 Paperzz