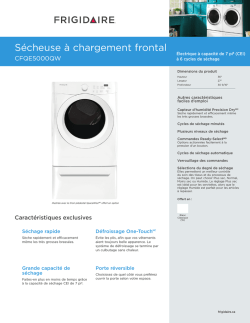
Séchage dans l’industrie chimique par François VACHET J 2 483 3 - 1993 Docteur-Ingénieur de l’Institut National Polytechnique de Grenoble Ingénieur de l’École Nationale Supérieure d’Électrochimie et d’Électrométallurgie de Grenoble Ingénieur Procédé Rhône-Poulenc Industrialisation 1. 1.1 1.2 1.3 1.4 Spécificités de l’industrie chimique ................................................... Importance ................................................................................................... Caractéristiques du produit à sécher ......................................................... Niveaux de production................................................................................ Liquides d’imprégnation, teneurs initiales et résiduelles ........................ 2. 2.1 2.2 Compléments théoriques....................................................................... Séchage par convection.............................................................................. Séchage par conduction ............................................................................. — — — 4 4 6 3. 3.1 3.2 3.3 3.4 3.5 3.6 Sécurité de l’opération de séchage .................................................... Caractéristiques de l’explosion .................................................................. Explosion de vapeurs organiques.............................................................. Explosion de poussières organiques ......................................................... Conditions d’explosion ............................................................................... Moyens préventifs de protection des sécheurs ........................................ Moyens curatifs de protection des sécheurs............................................. — — — — — — — 7 7 7 8 8 9 9 4. 4.1 4.2 4.3 Protection de l’environnement ............................................................ Nécessité de la protection........................................................................... Rétention des poussières du gaz d’exhaure.............................................. Rétention des vapeurs organiques ............................................................ — — — — 9 9 10 11 5. 5.1 5.2 5.3 5.4 Séchage et qualité d’usage du produit sec ...................................... Température dans le sécheur ..................................................................... Matériaux de construction du sécheur ...................................................... Agitation ....................................................................................................... Mise en forme .............................................................................................. — — — — — 11 11 12 12 12 6. 6.1 6.2 6.3 Critères de choix d’un sécheur ............................................................ Éléments à prendre en compte .................................................................. Situation actuelle ......................................................................................... Perspectives proches................................................................................... — — — — 12 12 13 13 7. 7.1 7.2 7.3 7.4 Sécheurs adaptés à l’industrie chimique .......................................... Sécheurs convectifs..................................................................................... Sécheurs conductifs .................................................................................... Sécheurs rayonnants................................................................................... Sécheurs mixtes .......................................................................................... — — — — — 13 13 15 16 17 Pour en savoir plus........................................................................................... J 2 483 - 2 — 2 — 2 — 3 — 3 Doc. J 2 484 l apparaît qu’il existe une certaine spécificité du séchage dans l’industrie chimique, surtout dans son activité « organique », qui se caractérise par une grande diversité des produits à sécher, et parfois par la présence d’un liquide à évaporer autre que l’eau. I Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 1 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ D’abord pourquoi sécher ? À cela plusieurs raisons : — le liquide résiduel est incompatible avec l’utilisation ultérieure du produit, pour des raisons chimiques ou physiques ; — le produit humide se conserve mal, soit qu’il subisse une dégradation chimique (hydrolyse de la molécule solide par exemple), soit que son aspect physique soit modifié (mottage d’une poudre par exemple) ; — le coût des manipulations du produit humide est grevé par la présence de liquide résiduel même si ce dernier ne gêne pas l’application (coût du transport par exemple) ; — le séchage, outre son objectif principal qui est d’éliminer le liquide, apporte une modification morphologique du solide intéressante pour son usage ultérieur (création de pores par exemple). Notations et Symboles Symbole Unité Définition C mi g · m–3 Cp J · kg–1 · K –1 Cpv J · kg–1 · K –1 CpG J · kg–1 · K –1 Emi mJ h W · m–2 · K–1 i k J · kg–1 kg · m–2 · s–1 LIE LSE Mv % volumique % volumique Concentration (en poussière) minimale d’inflammation Capacité thermique massique du gaz humide Capacité thermique massique du liquide vaporisé Capacité thermique massique du gaz Énergie minimale d’inflammation Coefficient de transfert thermique Enthalpie du gaz humide Coefficient de transfert de matière Limite inférieure d’explosion Limite supérieure d’explosion Masse moléculaire du liquide vaporisé Masse moléculaire du gaz Flux de matière évaporée Pression de vapeur du liquide à la température T Pression totale du gaz Flux de chaleur Température sèche du gaz Température de bulbe humide Température de saturation adiabatique Température de rosée Teneur en vapeur du gaz au niveau du bulbe humide Teneur en vapeur du gaz Enthalpie de vaporisation du liquide MG n pT kg · m–2 · s–1 Pa P q TG TH Pa W · m–2 K ou oC K ou oC TGS K ou oC Tr YH K ou oC kg vapeur/kg gaz sec YG ∆H v kg vapeur/kg gaz sec J · kg–1 J 2 483 − 2 1. Spécificités de l’industrie chimique 1.1 Importance L’article cité en [Doc. J 2 484] [17] présente la consommation énergétique des sécheurs dans différentes industries. On constate que le séchage des produits chimiques au sens large (composés minéraux et organiques, engrais, matières plastiques) tient un rang modeste. Toutefois, l’auteur fait remarquer que la multiplicité des produits rend l’évaluation incertaine. Dans un autre article [18] de synthèse sur le séchage en France, on note le peu de références concernant les produits de l’industrie chimique car il est difficile de trouver dans ce secteur des produits à très fort tonnage donc bien étudiés ; de plus, le foisonnement des produits rend délicate l’estimation de l’activité séchage dans cette industrie. 1.2 Caractéristiques du produit à sécher À la différence d’autres industries où le solide à sécher existe souvent antérieurement à celles-ci (cas des récoltes dans l’agroalimentaire, du minerai dans l’industrie minière, des fibres dans la papeterie...), l’industrie chimique a pour vocation de créer, à partir de quelques molécules simples souvent liquides et gazeuses, des molécules plus complexes donc plus lourdes et fréquemment solides dans les conditions ambiantes. Très généralement, le processus industriel conduisant à un solide est constitué par l’enchaînement des opérations suivantes : réaction → cristallisation → filtration → séchage La première crée la molécule, la deuxième donne naissance au solide divisé en le purifiant, les suivantes ont pour but principal d’éliminer le solvant liquide du solide, l’une par des moyens mécaniques, l’autre par des moyens thermiques. Lors de l’étape de filtration, il est fréquent de remplacer le solvant organique, lorsqu’il est nécessaire aux étapes en amont, par de l’eau à l’occasion du lavage du solide. Suivant ce processus industriel, appliqué à des constituants minéraux ou bien organiques en plus grand nombre, le solide se présente toujours sous forme divisée conduisant à une poudre. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE 1.3 Niveaux de production solide sec une forme ou une morphologie particulières pour une humidité initiale correctement choisie plus élevée que l’humidité minimale accessible par des moyens mécaniques. La diversité des produits issus de l’industrie chimique va de pair avec leur destination et leur niveau de production. Ainsi la teneur en eau du produit entrant dans le sécheur peut être variable en fonction des critères de qualité, de coût énergétique, des propriétés physico-chimiques et de la granulométrie du solide sec. 1.3.1 Commodités Pour des particules de quelques centaines de microns, non hygroscopiques, une centrifugation permet d’obtenir des teneurs en eau souvent inférieures à 10 %, alors que, pour des particules plus petites, de quelques dizaines de microns par exemple, un filtre à bande, voire un filtre-presse, fournissent un gâteau à quelques dizaines de pour-cent d’eau. Enfin, il est parfois intéressant de profiter d’une mise en forme du solide directement dans le sécheur ou de sauter les opérations unitaires de filtration, voire de cristallisation. Le milieu alimentant le sécheur est alors soit une suspension diluée de particules, soit une solution vraie. Ce sont des molécules relativement simples, apparaissant rarement en tant que telles sur le marché grand public ; elles constituent les grands intermédiaires de synthèse destinés à être utilisés par d’autres industries chimiques de transformation – par exemple l’acide adipique pour la fabrication du polyamide 6-6, l’oxyde de titane pour la préparation de peintures. C’est dans le secteur des commodités que l’on trouve les plus fortes productions en tonnage tant en chimie organique que minérale ; elles peuvent dépasser cent mille tonnes par an par unité de production. 1.3.2 Spécialités Par ce terme, on désigne des molécules plus élaborées dont la synthèse est souvent protégée par des brevets déposés par l’entreprise. Elles caractérisent une gamme de produits attachée à l’image d’une ou de quelques entreprises qui maîtrisent leur production. Les produits issus de l’agrochimie en constituent un bon exemple. Les capacités de production, par atelier, vont de quelques centaines de tonnes à quelques dizaines de milliers de tonnes par an. 1.3.3 Produits pharmaceutiques Ces derniers constituent une famille de produits généralement destinés, après leur traitement galénique (pour utilisation sous forme de médicaments), au marché grand public. Les molécules à sécher sont alors souvent très complexes, thermiquement fragiles, avec de grandes exigences de qualité tant aux plans chimique que physique. Le niveau de production, par atelier, va de quelques centaines de kilogrammes à plusieurs milliers de tonnes par an. 1.4 Liquides d’imprégnation, teneurs initiales et résiduelles Le liquide d’imprégnation peut être l’eau ou des solvants organiques qu’il faut distinguer eu égard à leurs différences de propriétés physiques, d’une part, et de dangerosité, d’autre part. 1.4.1 Eau C’est le liquide le plus fréquemment rencontré lors du séchage d’un produit humide. En effet, toutes les fois que cela est chimiquement possible, l’industriel préfère réaliser les étapes amont de synthèse et de cristallisation dans ce milieu économiquement intéressant, hygiénique et potentiellement sans risque. Ses qualités sont telles que, bien souvent, le solvant organique nécessaire à la cristallisation est remplacé par de l’eau lors du lavage des cristaux. L’inconvénient majeur de l’eau réside dans son enthalpie de vaporisation élevée qui grève le coût énergétique de l’opération de séchage. C’est pourquoi l’industriel favorisera le système de séparation mécanique solide/liquide lui fournissant l’humidité minimale. Cela n’est pas une règle intangible, certains sécheurs conférant au Les valeurs de l’humidité résiduelle demandées en sortie de séchage des produits chimiques sont très variables, mais, de plus en plus, rarement supérieures à 1 %, avec une tendance marquée à descendre à quelques dixièmes de pour-cent, voire moins. Il y a là une différence fondamentale par rapport aux exigences d’autres industries comme celles traitant les produits d’origine naturelle (agroalimentaires, papiers, fibres naturelles...) pour lesquels l’humidité résiduelle, pour des raisons d’ordre biologique par exemple, avoisine 10 % d’eau. Les principales raisons qui incitent l’industrie chimique à rechercher des produits de très faible humidité tiennent essentiellement aux comportements des poudres trop humides : — mottage dans les silos ou dans les capacités de transport ; — encrassement des dispositifs de transfert de matière ; — corrosion des matériels métalliques favorisée par la présence d’un liquide solubilisant les ions néfastes ; — dégradation chimique par hydrolyse lente, l’ensemble de ces comportements traduisant l’impact de la teneur résiduelle en eau sur les qualités d’usage du solide sec. 1.4.2 Solvants organiques On les évite le plus possible s’ils n’apportent pas, par rapport à l’eau, un avantage particulier au cours du processus industriel. En effet, ces liquides, plus chers et plus nocifs que l’eau, doivent impérativement être récupérés à la sortie du sécheur, ce qui complique l’installation de séchage, tout en augmentant son coût de fonctionnement et d’investissement. De plus, en dehors de problèmes qu’ils posent d’hygiène sur les lieux de travail et d’impact sur l’environnement, ils sont souvent inflammables, voire explosifs, et se retrouvent à l’état de vapeur dans le sécheur, fonctionnant le plus souvent à température élevée, d’où d’importantes contraintes de sécurité. Dans le cas d’un solvant organique imprégnant le solide, l’industriel favorisera, beaucoup plus que dans le cas de l’eau, les moyens mécaniques de séparation solide/liquide permettant d’atteindre le taux d’humidité minimal. Le produit alimentant le sécheur ne se présentera donc pratiquement jamais comme une suspension diluée de solide dans le solvant, encore moins comme une solution. La teneur résiduelle en solvant exigée en fin de séchage est du même ordre de grandeur que celle exigée pour l’eau, et même souvent beaucoup plus faible (0,01 %), surtout lorsque le produit fini est destiné à être absorbé par l’homme ou les animaux car, à la différence de l’eau, les solvants organiques ont rarement la qualité « alimentaire ». Il est cependant parfois plus facile d’obtenir une faible teneur résiduelle en solvants organiques légers, car leurs enthalpies d’évaporation sont beaucoup plus faibles que celle de l’eau alors que leurs pressions de vapeur sont plus élevées. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 3 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ 2. Compléments théoriques Les mécanismes du séchage ont été exposés dans l’article Séchage. Théorie et calculs [J 2 480] de ce traité. Ce paragraphe a pour but d’apporter quelques compléments dans le cas où le liquide à évaporer n’est plus de l’eau. En effet, l’eau a des caractéristiques physiques assez particulières. Certaines propriétés, valables lors du séchage d’un milieu humide d’eau, ne sont pas rigoureusement généralisables à d’autres liquides. Figure 1 – Détermination de la température de bulbe humide T H 2.1 Séchage par convection La chaleur à transférer au milieu à sécher est apportée par un gaz vecteur chaud qui assure aussi le transport des vapeurs hors de l’enceinte de séchage. On distingue classiquement trois températures remarquables : — la température de bulbe humide (ou température humide) ; — la température de saturation adiabatique ; — la température de rosée. ■ La température de rosée (T r ) ne présente pas de difficultés, que le liquide évaporé soit de l’eau ou un solvant organique pur : c’est la température à laquelle apparaît la première goutte du liquide contenu dans un air de teneur en liquide vaporisé donnée à la pression considérée (saturation ) ; l’humidité relative (HR) atteint alors 100 %. La pression partielle du solvant, ou de l’eau, dans le gaz vecteur est celle correspondant à la pression de vapeur du liquide pur, à la température de rosée, déduite de sa courbe de pression de vapeur. ■ La température de bulbe humide (T H ) est la température que prend un thermomètre dont la partie sensible est entourée d’une mèche constamment humidifiée de liquide et placée dans le courant de gaz vecteur (figure 1). En régime permanent, pour une vitesse de gaz supérieure à 2 m/s, ce thermomètre indique une température stable fonction de la teneur en liquide vaporisé Y G et de la température sèche T G du gaz vecteur, valeurs qui ne sont pas modifiées par le faible effet de l’évaporation du liquide imprégnant le bulbe humide. m –2 l’évaporation du flux de matière (en kg · m–2 · s–1) n = k (Y H – Y G), d’où : YH – YG h (1) ---------------------- = – ---------------k∆H v TH – TG Cette équation permet de définir la température T H d’une surface humide exposée à un gaz non saturé en lui associant l’équation : MG pTH Y H = ----------- ⋅ ----------------------ML P – pTH M G et M L p TH masses moléculaires du gaz et du liquide, pression de vapeur du liquide à T H , P pression totale. (2) ■ La température de saturation adiabatique (T GS ) correspond à la température atteinte par le gaz vecteur sortant, saturé en vapeur du liquide, d’une enceinte adiabatique contenant le liquide à la température T S (figure 2). J 2 483 − 4 ■ La température de saturation adiabatique (T GS ) correspond à la température atteinte par le gaz vecteur sortant, saturé en vapeur du liquide, d’une enceinte adiabatique contenant le liquide à la température T S (figure 2). Soient Y GE et Y GS les teneurs en vapeur de liquide du gaz vecteur respectivement à l’entrée et à la sortie de l’enceinte, auxquelles sont associées les températures du gaz T GE et T GS . Si m˙ désigne le débit-masse de gaz vecteur, l’enthalpie de vaporisation, à T S , sans échange de chaleur avec l’extérieur, de la quantité de liquide m˙ ( Y GS – Y GE ) est compensée par la variation de chaleur sensible m˙ C p ( T GS – T GE ) du gaz vecteur sec avec sa vapeur, entre l’entrée et la sortie de l’enceinte, d’où : Y GS – Y GE Cp ----------------------------= – ------------∆H v T GS – T GE K –1 ) Si h (en W · · est le coefficient de transfert thermique, k (en kg · m –2 · s –1 ) celui de transfert de matière, tous deux rapportés à la même surface, et si ∆H v (en J · kg–1) est l’enthalpie massique de vaporisation du liquide, on peut écrire qu’en régime permanent le flux de chaleur (en W · m–2) q = h (T G – T H) permet avec Figure 2 – Détermination de la température de saturation adiabatique TGS (3) avec C p capacité thermique massique moyenne du gaz humide (en J · kg–1) : C p = Cp G + YG Cp v (4) L’enthalpie transférée au gaz vecteur provient de l’enthalpie prélevée sur le liquide. La température T GS devient égale à celle du liquide T S . L’équation (1) est similaire à l’équation (3) ; elles sont équivalentes si, à la même température : Cp h ------------- = -----------------∆H v k ∆H v soit h --------------- = 1 k Cp Le rapport h /k C p est appelé : rapport psychrométrique. L’analogie de Chilton-Colburn, hors rayonnement, en régime turbulent permet d’écrire : Sc de la vapeur h --------------- = ---------------------------------------------------Pr du gaz vecteur k Cp 2/ 3 (5) Les nombres de Schmidt et de Prandtl ci-dessus ne dépendent que des propriétés physiques du liquide et du gaz vecteur [Pr (air) = 0,71]. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE Le rapport psychrométrique est pour l’eau dans l’air voisin de l’unité, ce qui est fortuit, mais qui a pour conséquence l’avantage pratique suivant. En première approximation, la température de bulbe humide et la température de saturation adiabatique d’un air vecteur humide d’eau sont confondues et se situent à l’intersection de l’isenthalpe du gaz humide (T G , Y G) et de la ligne d’humidité relative HR = 100 %. L’écart à cette propriété est d’autant plus grand que la teneur en vapeur d’eau de l’air s’élève. Pour des liquides organiques, le rapport psychrométrique est différent de l’unité, comme le montre le tableau 1. (0) Tableau 1 – Rapport psychrométrique de quelques liquides s’évaporant dans l’air à pression atmosphérique et à température constante [27] h Rapport psychrométrique ---------------k Cp calculé mesuré Eau ........................................... Méthanol ................................. Propanol .................................. Toluène ................................... Chlorobenzène ........................ 0,90 1,23 1,51 1,91 2,11 0,95 1,25 1,56 1,85 1,88 En dehors du système air/eau, il n’est plus possible de confondre température de bulbe humide et température de saturation adiabatique. La figure 3 illustre les variations de la température de saturation adiabatique (TGS ) et de la température de bulbe humide (T H ) d’un air de séchage traversant un sécheur convectif adiabatique d’où il sort saturé respectivement d’eau et d’un solvant organique. On y constate que : — dans le cas de l’eau, après une période transitoire de mise en équilibre pour satisfaire l’équation (1), la température T H se confond, avec une bonne approximation, avec T GS et demeure stable bien que la teneur en eau et la température de l’air évoluent ; — dans le cas d’un solvant organique, après la période transitoire initiale, T H évolue constamment pour n’atteindre la valeur de T GS qu’une fois l’air saturé. On notera que, lorsque le rapport psychrométrique est supérieur à l’unité, T H est supérieur à T GS . Ainsi, durant la période de séchage où le liquide organique a le comportement thermodynamique du liquide pur (pression partielle de la vapeur égale à la pression de vapeur du liquide pur), la température de la surface du solide imprégnée de liquide n’est plus indépendante de la température de l’air de séchage. Les sécheurs convectifs, sans échangeurs intégrés, ayant globalement un comportement adiabatique, il est légitime d’assimiler, dans le cas du système air/eau, l’isotherme de bulbe humide à l’isenthalpe, ce qui facilite le calcul du sécheur, mais cela n’est plus possible dans le cas d’un système solvant organique-air. Figure 3 – Évolution des températures dans un sécheur convectif adiabatique La figure 4 présente l’allure des diagrammes de Mollier de l’air humide dans le cas de l’eau et d’un solvant organique. Les différentes lignes remarquables y sont représentées ainsi que les températures qui leur sont associées. ■ Application numérique Détermination par le calcul de la température de bulbe humide T H et de la teneur en vapeur associée Y H de l’air humide d’eau puis de toluène pour un air de caractéristiques connues : T G , Y G représenté par le point G sur la figure 4. La pression totale P est de 101,3 kPa. La méthode consiste à résoudre, par exemple graphiquement, les équations (1) et (2) en tenant compte des équations (4) et (5). Il faut, en outre, disposer d’une loi fournissant la pression de vapeur du liquide (eau, toluène) en fonction de sa température, soit le système d’équations suivant : YH – YG C p Sc ----------------------- = – ------------- -------∆ H v Pr TH – TG (loi d ′ Antoine) Mv pT H Y H = ----------- ⋅ ---------------------MG P – pT H B lg p H = A – ------------------TH + C 2/3 (6) Le même calcul peut être effectué pour déterminer la température de saturation adiabatique T GS et sa teneur en vapeur associée Y GS , du même air représenté par le point G, en remplaçant l’équation (6) par l’équation (3) : Y GS – Y GE Cp ----------------------------= – ------------∆H v T GS – T GE Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés (0) (0) J 2 483 − 5 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ Figure 4 – Diagramme de Mollier de l’air humide Cp G M (J · g–1 · ∆H v Cp v K –1) (J · g–1 · K –1) (J · Air ........................... 29 1,0 Eau .......................... 18 ................ 1,91 2 495 Toluène .................. 92 ................ 1,13 412 Air TG point G ( oC) YG (kg/kg) iG (kJ/kg) Eau........................... 80 0,032 1 Toluène ................... 80 0,104 à 40,17 oC à 36,35 oC Sc --------Pr 7,36 7,426 ................ 0,95 7,885 ................ 6,65 1,85 à 40 oC Bulbe humide TH Saturation adiabatique iH (kJ/kg) T GS ( oC) YH (kg/kg) ( oC) Y GS (kg/kg) i GS (kJ/ kg) 165,4 40 0,048 6 165,2 40,17 0,049 1 166,8 132,5 40 0,267 7 162,6 36,35 0,223 137,4 Les valeurs nécessaires au calcul, ainsi que les résultats, sont rassemblés dans les tableaux ci-dessus. L’enthalpie de l’air humide est calculée à partir de sa définition : i = C p G T + Y ( ∆H v + C p v T ) Elle est rapportée au kilogramme d’air sec. Pour l’eau (figure 4a ), on constate que la température de bulbe humide T H est très voisine de celle de saturation adiabatique T GS . Les enthalpies des airs représentés par les points G, H, GS sont quasiment identiques, ce qui justifie la pratique courante d’obtenir leurs coordonnées à l’intersection de l’isenthalpe passant par G et de la courbe HR = 100 %. Dans le cas du toluène (figure 4b ), on trouve que la température de bulbe humide est supérieure de 3,65 oC à celle de saturation adiabatique. De plus, l’enthalpie i H du point H est nettement supérieure à celle (i G) du point G. La simplification précédente n’est plus valable. J 2 483 − 6 pT (kPa) g–1) 2.2 Séchage par conduction L’énergie thermique nécessaire au séchage est transférée au produit par contact direct de celui-ci avec une surface d’échange thermique séparant le milieu à sécher du fluide caloporteur proprement dit. Les vapeurs émises sont alors évacuées par l’aspiration d’un dispositif de vide ou balayées par un faible courant de gaz à pression atmosphérique. ■ Dans un sécheur fonctionnant sous vide, la température du milieu à sécher correspond, pendant toute la durée où le produit est saturé en liquide (activité du liquide voisine ou égale à l’unité), à la température d’ébullition du liquide sous la pression considérée. Avec les liquides organiques dont l’enthalpie de vaporisation est cinq à six fois plus faible que celle de l’eau, on assiste parfois, sur des solides très pulvérulents, à une forte expansion du milieu par les vapeurs du solvant fluidisant la poudre. Par l’intense agitation qu’il procure, renouvelant les contacts entre les particules humides et la surface d’échange thermique, ce phénomène accélère le séchage. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ■ Sous balayage de gaz à pression atmosphérique, la température du milieu, lors de la phase d’évaporation du liquide libre, dépend du rapport entre le débit de vapeur et celui du gaz de balayage ; ce dernier étant souvent faible, la température du milieu est proche de celle d’ébullition du liquide à la pression atmosphérique. 3. Sécurité de l’opération de séchage Les poussières organiques et (ou) les vapeurs chaudes de solvant en présence d’air font du sécheur, dans l’industrie chimique, un appareil potentiellement dangereux. Les molécules organiques constituées d’atomes d’hydrogène, de carbone, d’azote..., dont certains faiblement liés, constituent d’excellents carburants qui peuvent réagir avec l’oxygène de l’air, et dont l’action peut être renforcée par la présence éventuelle d’atomes d’oxygène au sein de la molécule. Un tel milieu, en présence d’une source d’amorçage, peut conduire à une explosion dans l’espace confiné du sécheur. Cette explosion primaire peut engendrer des explosions secondaires, par exemple en dispersant dans l’atelier, sous forme de poussières, le contenu du sécheur et des filtres, les dépôts sur les appareils, aggravant ainsi le risque. Les notions ci-après permettent de comprendre d’où vient le danger et comment le maîtriser. 3.1 Caractéristiques de l’explosion L’explosion, ou déflagration, débute par l’inflammation locale du milieu générant une onde de pression qui se développe à vitesse sonique ; la vitesse de propagation de flamme est de quelques mètres par seconde. La détonation, non prise en compte dans ce qui suit, s’en différencie par une onde de pression se développant à vitesse largement supersonique et une vitesse de propagation de flamme, qui lui est liée. Un milieu explosif est caractérisé par plusieurs grandeurs : — la teneur en comburant : l’oxygène de l’atmosphère du sécheur; — une quantité suffisante du carburant : • concentration minimale d’inflammation : C mi pour les poussières, • limite inférieure d’explosivité : LIE pour les vapeurs ; — une source d’énergie localisée délivrant une énergie minimale d’inflammation : E mi capable d’amorcer la réaction ; cette source peut être la température du milieu (dite d’auto-inflammation ) qui doit cependant être relativement élevée et supérieure à 300 oC pour de nombreuses molécules. Une flamme, une étincelle sont d’autres sources possibles. Des conditions initiales de température et de pression identiques associées à des compositions du mélange variables permettent de déduire la corrélation entre P max et V max : lg V max = k P max avec k constante. Pour une teneur en oxygène du mélange oxygène-azote constante, P max et V max varient avec la concentration en carburant du mélange. Ces mesures expérimentales constituent les informations de base d’une étude sur la sécurité, réalisée dans le cas du séchage à pression atmosphérique. 3.2 Explosion de vapeurs organiques L’exploitation des essais expérimentaux précédemment évoqués conduit à la courbe d’inflammabilité présentée sur la figure 6 se rapportant au mélange d’une vapeur organique avec de l’air à teneur variable en oxygène. L’explosion ne peut se produire que dans les conditions correspondant à la zone d’inflammabilité délimitée par : — la partie inférieure de la courbe, pratiquement horizontale, qui définit la limite inférieure d’explosivité (LIE ), teneur au-dessous de laquelle le carburant est en quantité insuffisante pour s’enflammer ; — la partie supérieure ascendante de la courbe qui détermine une limite supérieure d’explosivité (LSE ), croissant avec la teneur en oxygène et repérée par celle de l’air (21 %) : au-delà de la LSE , le comburant étant en quantité insuffisante par rapport au carburant, l’inflammation n’a pas lieu ; — le « cap », jonction entre les deux branches de courbe précédentes, qui détermine une teneur en oxygène de l’atmosphère en deçà de laquelle l’inflammation, donc l’explosion, n’est plus possible. Figure 5 – Pression initiale : 1,013 × 105 Pa. Courbe d’explosivité d’un mélange Dans les conditions normales de température et de pression, cette énergie initiale présente un minimum correspondant au mélange le plus susceptible d’exploser, c’est-à-dire souvent celui dont la composition est proche de la stœchiométrie de la combustion. L’effet explosif est caractérisé par : — la valeur maximale de la pression développée (P max ), qui est une caractéristique thermodynamique du milieu ; — la valeur maximale de la vitesse de montée en pression (V max ), qui est une caractéristique cinétique dépendant de la géométrie de l’enceinte et de l’aéraulique. La figure 5 indique l’évolution de la pression en fonction du temps, pour une pression, une température, une composition initiales du milieu connues. Figure 6 – Courbe d’inflammabilité de vapeurs Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 7 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ Les valeurs usuellement rencontrées avec les vapeurs organiques dans l’air, dans les conditions standards de température (25 oC) et pression (1,013 × 105 Pa) sont les suivantes : • P max = 0,7 à 0,9 MPa ; • V max = 15 à 60 MPa/s ; • « cap » : 7 à 11 % d’oxygène. Le tableau 2 rassemble, à titre d’illustration, quelques valeurs de LIE , de LSE et de E mi dans l’air dans des conditions initiales de pression et de température précisées : 1,013 × 105 Pa et 25 oC. (0) Tableau 2 – Grandeurs caractéristiques de quelques vapeurs organiques LIE (% vol.) Acétone ................................... Benzène................................... Cyclohexane ........................... Méthanol ................................. Octane ..................................... 2,6 1,3 1,3 7,3 1 LSE (% vol.) 12,8 7,9 8 36 6,5 E mi (mJ) 1,15 0,2 0,22 0,14 1,35 La notion de LIE est ici remplacée par celle de concentration minimale d’inflammation : C mi ; compte tenu de l’allure de la courbe (figure 7), la notion de LSE disparaît. Les valeurs observées, dans les conditions de référence précédentes de température et de pression initiales, concernant les effets de l’explosion : • P max = 0,6 à 0,9 MPa ; • V max = 15 à 60 MPa/s ; • « cap » : 8 à 11 % d’oxygène ; ne diffèrent pas fondamentalement de celles observées pour les vapeurs organiques. Le tableau 3 qui regroupe, à titre d’exemples, quelques valeurs de C mi et E mi de poussières organiques montre que les énergies minimales d’inflammation de nuages de fines poussières sont de l’ordre de quelques millijoules à quelques dizaines de millijoules, et sont donc très supérieures à celles observées sur les vapeurs organiques. (0) Tableau 3 – Grandeurs caractéristiques de quelques poussières organiques C mi 3.3 Explosion de poussières organiques Les notions fondamentales sont les mêmes que pour les vapeurs. Toutefois la courbe d’inflammabilité a une allure différente en ce qui concerne la partie de courbe relative à LSE , ici proche de la verticale, comme le montre la figure 7 , due au fait que la quantité de comburant reste constante lorsque la concentration en poudre croît ; la quantité croissante de solide ne dilue pas, comme une vapeur, l’oxygène initial. La plage de concentration en poussières explorée s’étend généralement de 0 à 600 ou 800 g/m3. La dimension des poussières est un paramètre important, la zone d’inflammabilité augmentant avec la taille des particules. Expérimentalement, les courbes d’inflammabilité de poussières organiques sont déterminées sur des particules de quelques dizaines de microns. Rappelons que l’explosion primaire de ces « fines » peut induire, celle, secondaire, de plus grosses particules. Figure 7 – Courbe d’inflammabilité de poussières J 2 483 − 8 (g/m3) E mi (mJ) 30 85 15 25 70 20 35 15 10 60 Acide benzoïque ............................. Acide fumarique ............................. Anhydride phtalique ...................... Éthylcellulose .................................. Vitamine C ....................................... Remarque : l’atmosphère présente dans le sécheur peut être à la fois constituée de poussières organiques et de vapeurs de solvant. Un tel milieu, dit « hybride », conduit à un effet de synergie élargissant la zone d’inflammabilité au-delà de celle de la poussière ou de la vapeur seule. 3.4 Conditions d’explosion Une explosion ne se déclenche que si certaines conditions sont simultanément remplies : — présence d’oxygène en quantité suffisante ; au-dessous de 7 % d’oxygène, il n’y a pratiquement plus de risques, sans que l’on puisse toutefois faire de cette valeur une limite intangible ; — présence d’une source d’ignition ; « l’allumette » peut être très variable : paroi très chaude, flamme, choc intense d’un objet métallique fournissant une particule pyrophorique, étincelle électrostatique ou électrique... ; — présence d’un comburant organique sous forme de poussières en suspension, de vapeurs de solvants, ou des deux simultanément. La taille des poussières est déterminante quant au risque encouru. On considère, en règle générale, qu’au-dessus de 300 µm le risque est très faible ; qu’il est atténué pour des grains de dimensions comprises entre 200 et 300 µm ; qu’il est très important avec des « fines » inférieures à 100 µm. La concentration en comburant doit être comprise entre certaines limites : quand elle est trop faible ou trop forte (quelques kg/m3 pour les poussières), le risque disparaît. Les milieux « hybrides » sont les plus dangereux. Enfin, d’autres facteurs interviennent en ce qui concerne la gravité de l’explosion : la position de la source, la turbulence du milieu, la géométrie de l’installation, l’énergie dégagée, etc. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE 3.5 Moyens préventifs de protection des sécheurs 3.6 Moyens curatifs de protection des sécheurs Leur objectif étant donc d’empêcher l’explosion, leur action porte sur l’un des trois facteurs conditionnant l’explosion. Ils n’ont pas pour but de prévenir l’explosion, mais d’en limiter les conséquences quand elle a lieu. 3.5.1 Action sur la source d’ignition 3.6.1 Évents Pour réduire la probabilité d’une source d’inflammation, il faut veiller à l’entretien, à la surveillance de l’exploitation, à la propreté de l’appareil : liaison équipotentielle de toutes les parties métalliques, prise de terre, contrôle des parties mécaniques, surtout celles qui sont mobiles, absence d’outils ou de boulons oubliés... Cette première action, nécessaire, n’est pas suffisante. L’appareil est équipé de disques de rupture ou de trappes d’explosion qui s’ouvrent largement en cas de surpression prédéterminée. La montée en pression de l’appareil est ainsi limitée, la flamme est canalisée vers l’extérieur du bâtiment où se trouve le sécheur par un court conduit rectiligne de fort diamètre. Le dimensionnement, l’emplacement de tels dispositifs est l’affaire de spécialistes. Ce type de protection est contraignant par la place qu’il occupe sur le sécheur et par ses conséquences sur l’implantation des appareils dans l’atelier. 3.5.2 Action sur la concentration du carburant Il s’agit de contrôler la composition de l’atmosphère du sécheur de telle façon qu’elle soit largement hors de la zone d’explosivité du mélange (oxygène, poussières et éventuellement vapeurs) : — en sécheurs conductifs sous vide ou sous faible balayage de gaz : l’atmosphère est alors essentiellement constituée des vapeurs du liquide à évaporer ; si le débit d’air parasite (fuite pour un sécheur sous vide, air de balayage pour un sécheur à pression atmosphérique) est contrôlé et suffisamment faible, la composition de l’atmosphère du sécheur se trouvera dans la zone d’ininflammabilité du mélange comburant-carburant ; — en sécheurs convectifs atmosphériques : un fonctionnement avec un large excès d’air permet, dans certains cas, de placer le mélange air-carburant au-dessous de sa LIE ; le fonctionnement du sécheur au-dessus de la LSE n’est pas conseillé car il faut, pour l’atteindre, traverser la zone d’inflammabilité. 3.5.3 Action sur la teneur en oxygène L’action porte directement sur la concentration en comburant par injection, dans le sécheur, d’un courant d’azote destiné à réduire drastiquement la teneur en oxygène en deçà du « cap » de la zone d’inflammabilité. Pour que cette protection soit efficace, il faut contrôler le débit d’azote ou la teneur en oxygène de l’atmosphère du sécheur. L’azote étant un gaz cher, il est indispensable, pour les sécheurs convectifs au moins, de le recycler à l’entrée du sécheur après déshumidification puis réchauffage, ce qui complique l’installation de séchage et en augmente le coût. Le sécheur peut être en légère surpression , ce qui présente l’avantage d’éviter la pénétration de l’air dans l’appareil, mais aussi l’inconvénient d’un risque de fuite d’azote vers l’extérieur, conduisant au danger concomitant d’asphyxie pour les personnes intervenant à proximité de l’appareil et à l’émission de poussières vers l’extérieur, d’où la nécessité d’une construction étanche de l’appareil. Le sécheur peut fonctionner sous légère dépression ; il est alors nécessaire de disposer de contrôles redondants de la teneur en oxygène. Enfin, un autre moyen de réaliser une atmosphère inerte est le séchage à la vapeur d’eau surchauffée, lorsqu’il est possible. 3.6.2 Résistance mécanique du sécheur La pression maximale développée par une explosion de poussières ou de vapeurs atteint 0,7 à 0,8 MPa, quelquefois 1 MPa. Des sécheurs de géométrie simple et de dimensions modestes, fonctionnant de préférence en discontinu, peuvent être réalisés mécaniquement pour supporter de telles pressions. Encore faut-il que toutes les composantes de l’appareil : portes, annexes... résistent à la surpression. 3.6.3 Surpresseurs d’explosions Il s’agit d’appareils récents qui détectent l’explosion et quasi instantanément l’étouffent par injection d’un milieu inerte approprié : — gaz : halons sous pression ; — liquide : eau sous pression ; — poudre : phosphate d’ammonium. Nota : halons : dérivés fluorés, chlorés et bromés d’hydrocarbures employés comme liquides extincteurs et frigorifiques. Les références [19] [20] [21] traitent en détail des aspects liés à l’explosion de poussières et de vapeurs et aux moyens de protection. Le lecteur pourra également se reporter aux articles Combustibles gazeux. Gaz naturel [A 1 755] et Inflammation spontanée [A 1 625], dans le traité Génie énergétique. 4. Protection de l’environnement 4.1 Nécessité de la protection Les sécheurs convectifs à cocourant, dans lesquels le produit pulvérulent à traiter est entraîné pneumatiquement par le courant de gaz chaud, doivent obligatoirement disposer d’un moyen de séparation solide-gaz pour récupérer le produit commercial sec. D’une manière plus générale, sortent du sécheur, outre le produit sec désiré, des poussières, des vapeurs organiques ou de la vapeur d’eau, soit entraînées par le gaz caloporteur ou de balayage pour les appareils fonctionnant à pression atmosphérique, soit aspirées par le dispositif de vide pour les appareils travaillant en dépression. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 9 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ L’opération de séchage génère donc un flux d’air plus ou moins pollué qui ne peut être rejeté directement dans l’atmosphère. La simple rentabilité de l’exploitation oblige déjà à récupérer la fraction de la production entraînée par le flux gazeux ainsi que, le cas échéant, les vapeurs du liquide organique d’imprégnation. Ces produits récupérés sont généralement réintroduits en amont du procédé. Ces dernières années, le souci de la protection de l’environnement a conduit les industriels et les pouvoirs publics à établir des normes de rejet, variables suivant les produits, qui renforcent l’exigence de récupération afin que les sécheurs restituent à l’atmosphère un air sain. Cette protection de l’environnement concerne particulièrement l’industrie chimique. Le concepteur et l’exploitant doivent considérer le traitement du gaz d’exhaure (sortant du sécheur) comme partie intégrante du système de séchage. Le lecteur intéressé par la séparation des poussières consultera avec profit la référence [22]. Dans ce qui suit, on se limitera, dans le cadre du séchage appliqué aux milieux organiques, à ce qui se rapporte aux appareils le plus fréquemment rencontrés dans cette industrie. 4.2 Rétention des poussières du gaz d’exhaure Nota : le mot exhaure désigne l’évacuation du sécheur, qui peut être aussi bien la fonction que le moyen. La teneur du gaz d’exhaure en solide pulvérulent varie d’une centaine de grammes par mètre cube de gaz, pour un sécheur pneumatique, à quelques g/m3 pour un sécheur conductif à balayage. La dimension des poussières va de quelques dixièmes de micron jusqu’au millimètre. Une caractéristique importante de ce gaz humide et poussiéreux est que ses températures sèche et de rosée peuvent être élevées. 4.2.1 Cyclones Un cyclone est un séparateur mécanique, sans pièce mobile, qui agit par la mise en rotation rapide du courant gazeux entrant, générant un champ de force centrifuge dont l’effet est de plaquer les particules sur la paroi cylindro-conique de l’appareil. Les particules solides glissent vers le bas du cyclone où elles sont déchargées à travers une écluse rotative alors que le courant gazeux dépoussiéré remonte axialement vers la sortie de gaz épuré située au sommet. Toutefois, la séparation solide-gaz est imparfaite, surtout pour les fines particules de dimensions inférieures à une dizaine de microns, comme le montre la figure 8. Le rendement de captation (ou efficacité) d’un cyclone dépend : — des caractéristiques du solide : masse volumique, teneur dans le gaz et dimensions des poussières... ; — de la géométrie de l’appareil (type A ou B, figure 8) ; — de la vitesse d’entrée du gaz, comprise en général entre 10 et 25 m/s, donc de la perte de charge admissible au travers du cyclone de l’ordre de 1 à 2,5 kPa (soit 100 à 250 mm H2O), celle-ci diminuant lorsque la charge en poussières augmente. L’efficacité du cyclone chutant rapidement pour les particules microniques, il est parfois nécessaire de lui adjoindre un dispositif complémentaire : filtre, électrofiltre... Le cyclone est bien adapté aux gaz chauds, voire très chauds, et très chargés en poussières ; sa géométrie simple et l’absence de pièces mobiles en font un appareil économique, pouvant être réalisé en matériaux divers. Il présente une bonne souplesse de fonctionnement. J 2 483 − 10 Figure 8 – Influence de la géométrie des cyclones sur leur efficacité de captation Les difficultés peuvent provenir d’une part de phénomènes de condensation conduisant à des encrassements si la température de rosée du gaz est élevée (l’isolation thermique est alors nécessaire), d’autre part d’une insuffisance d’étanchéité du dispositif de déchargement du solide conduisant, suivant la répartition des pressions, à une entrée d’air à la base du cyclone pouvant perturber fortement l’évacuation de la poudre. 4.2.2 Filtres à manches Le gaz chargé de poussières traverse à faible vitesse (quelques centimètres par seconde) un média filtrant constitué par des manches cylindriques fermées à une extrémité et sur lesquelles se déposent les particules solides. Au fur et à mesure de l’augmentation d’épaisseur du dépôt de solide, la perte de charge augmente et l’efficacité du filtre baisse. Il est donc nécessaire de décolmater périodiquement le média filtrant. Ce décolmatage peut être mécanique, assisté éventuellement d’un faible contre-courant gazeux à l’intérieur de la manche, ou bien pneumatique, la manche étant alors traversée pendant quelques dixièmes de seconde par un jet de gaz comprimé créant une onde de pression qui la déforme et détache ainsi le dépôt pulvérulent déposé à l’extérieur. Les manches sont réalisées en matériaux variés, tissés ou bien feutrés. Ce média sert essentiellement de support aux fines particules solides qui s’y incrustent et qui forment, en fait, le véritable milieu filtrant. Ces matériaux vont du coton aux fibres synthétiques : polypropylène, polyester, polyamide, voire polymères fluorés, et fibres de verre pour des usages jusqu’à 250-300 oC. Le débit de gaz à traiter et sa charge en solide peuvent être très importants : plusieurs dizaines de milliers de m 3 / h contenant jusqu’à 1 kg de solide par mètre cube. L’efficacité est voisine de 100 % ; seules les « ultrafines » de moins de quelques dixièmes de micron se retrouvent dans le gaz épuré dont la teneur en solide varie de quelques mg/m3 à quelques dizaines de mg/m3. La perte de charge va de 0,5 à 1,5 kPa (soit 50 à 150 mm H2O). Le filtre à manches est un appareil bien adapté à la protection de l’environnement ; il est peu sensible aux fluctuations de débit et de concentration en poussières. Il est par contre encombrant et peut être le siège d’explosions, surtout lors de la phase de décolmatage Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE qui libère brusquement un nuage de poussières riche en « fines ». Dans le cas où ce milieu s’avérerait explosif, l’appareil doit être protégé. La source d’ignition peut provenir de l’électricité statique due aux fines particules chargées, accumulées sur les manches et constituées de matériaux non conducteurs ; le rôle de la vapeur d’eau présente dans le gaz devient alors ambigu. D’une part elle favorise l’élimination de l’électricité statique, concourant ainsi à la sécurité de l’appareil ; d’autre part elle risque, en se condensant, sur les manches en particulier, de perturber fortement la capacité d’épuration du filtre. 4.2.3 Laveurs de gaz Leur principe consiste à mettre en contact les poussières du gaz à traiter avec un liquide de lavage qui les retient en son sein. Ils sont employés pour des gaz peu chargés ; le liquide utilisé est souvent celui imprégnant le produit à sécher, la suspension qui en résulte retournant alors à l’amont du procédé. Une certaine solubilité du solide améliore sa mouillabilité, ce qui est favorable. Les réalisations le plus fréquemment rencontrées en association avec un sécheur sont : — les colonnes de lavage à pulvérisation de liquide, souvent sans garnissage : de réalisation simple, elles ne permettent pas d’arrêter efficacement les particules inférieures à une dizaine de microns ; par contre, leur perte de charge est faible : 0,2 à 0,5 kPa (soit 20 à 50 mm H2O) ; — les laveurs à barbotage, dans lesquels le gaz poussiéreux est forcé de traverser le liquide en suivant un trajet plus ou moins compliqué : ils ont une efficacité convenable : 85 à 95 % des particules de quelques microns sont arrêtées ; au-dessous de cette taille, leur efficacité chute rapidement ; — les venturi laveurs : ils mettent en œuvre le régime aéraulique du système venturi et captent très efficacement les particules submicroniques. Dans le convergent, il se produit une détente du gaz avec évaporation de liquide ; au col, la turbulence intense crée une fine dispersion de gouttelettes générant une forte perte de charge ; au divergent, la compression du gaz induit la condensation des vapeurs du liquide sur les fines particules présentes agissant comme amorces de la condensation ; ensuite les gouttes grossissent par chocs mutuels. Sur ce principe, il existe différentes réalisations adaptées à l’objectif à atteindre, car la perte de charge du dispositif est d’autant plus élevée que les performances demandées sont grandes. Une excellente efficacité est obtenue sur des particules submicroniques moyennant des pertes de charge atteignant 10 à 15 kPa (soit 1 000 à 1 500 mm H2O). Les laveurs de gaz nécessitent en sortie un dévésiculeur dont le rôle est de retenir les fines gouttelettes entraînées par le gaz. Ils permettent de refroidir le gaz d’exhaure du sécheur et de récupérer une partie des vapeurs sous forme liquide. En contrepartie, le liquide de lavage, partiellement recyclé au laveur, doit être refroidi à travers un échangeur de chaleur, avec un risque d’encrassement de ce dernier dans le cas où la solubilité du solide dans le liquide diminue avec la température. 4.3 Rétention des vapeurs organiques Lorsque le liquide à évaporer est un produit organique, les raisons économiques de le récupérer s’ajoutent aux impératifs de protection de l’environnement. ■ La condensation d’une vapeur diluée dans un gaz incondensable étant difficile, les sécheurs conductifs sous vide sont préférables car ils fournissent une vapeur pure facilement récupérable sur un condenseur classique. Un filtre à poussières est nécessaire entre le sécheur et le condenseur afin d’éviter l’encrassement de ce dernier. ■ Dans les sécheurs conductifs sous pression atmosphérique, le gaz de balayage est souvent, pour des raisons de sécurité, l’azote. L’utilisation d’une tour de lavage permet alors de refroidir le gaz d’exhaure tout en récupérant le liquide organique. La température du liquide de lavage, de nature identique à celui récupéré, doit être suffisamment basse pour que la teneur résiduelle en solvant organique de l’azote à recycler au sécheur après réchauffage soit faible, afin de ne pas ralentir le séchage. 5. Séchage et qualité d’usage du produit sec Le séchage constitue souvent, pour les commodités et les spécialités (§ 1.3), la dernière opération de génie chimique avant leur conditionnement final pour la livraison au client. La situation est différente pour les produits pharmaceutiques pulvérulents fréquemment soumis à des opérations terminales de mise en forme galénique (comprimés, pastilles...). Quelle que soit la destinée finale du produit pulvérulent sec, le séchage constitue une étape influant, en bien ou en mal, sur les caractéristiques du produit sec, c’est-à-dire ses propriétés d’usage : coulabilité, solubilité, compressibilité... Le sécheur est en effet un appareil thermique agité, qui, outre l’effet principal d’évaporation du liquide, est le siège de transformations diverses, liées à différents facteurs examinés ci-après. 5.1 Température dans le sécheur Les produits organiques sont sensibles à la température qui peut provoquer, lorsqu’elle est excessive et lorsque la durée d’exposition des produits est longue, une dégradation chimique de la molécule. L’obtention d’une humidité résiduelle faible, voire très faible, nécessite de bien contrôler le couple température-durée par une conception appropriée du sécheur fournissant une faible dispersion des temps de séjour du produit. Cet effet est surtout important dans la phase de séchage à vitesse décroissante où la température du milieu n’est plus limitée à celle d’évaporation du liquide libre (température de bulbe humide en séchage convectif, température voisine de celle d’ébullition du liquide en séchage conductif). De plus, la variation de température du milieu en cours de séchage a pour corollaire la variation de solubilité du solide dans le liquide d’imprégnation, cette dernière croissant généralement avec la température. Ainsi, au cours du séchage, le liquide à évaporer, solution de solide dans le liquide, dépose par cristallisation des cristaux de soluté lors de l’évaporation du solvant, ce qui crée des croûtes sur les parois du sécheur et des agglomérats de particules. Le risque d’amplifier ces phénomènes croît lorsque la température de traitement augmente. De plus, si certaines impuretés, présentes à l’état de traces dans le milieu initial, sont particulièrement solubles dans le liquide d’imprégnation, elles se déposeront en fin de séchage, donc à la surface des particules solides et pourront être sources de problèmes pour certains usages ultérieurs du produit sec. Enfin, la température peut modifier la structure du solide. Par exemple, un séchage poussé de molécules hydratées jusqu’au départ de l’eau d’hydratation permet d’obtenir une certaine porosité du solide final. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 11 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ 5.2 Matériaux de construction du sécheur Le milieu à sécher est, par définition, humide et chaud. Le liquide, en particulier l’eau, peut y concentrer des ions corrosifs tels que les chlorures, en situation favorable pour aggraver la corrosion du matériau métallique constituant le sécheur, d’où deux risques : — la pollution du produit sec par des métaux indésirables ; — la dégradation rapide du matériel. Il est donc important de veiller, lors de l’étude du séchage, à la compatibilité du matériau du sécheur avec le milieu à sécher, ce qui peut limiter le choix des technologies adaptées au cas à traiter. Le sécheur n’est toutefois pas un appareil bien adapté à une mise en forme précise du produit en cours de séchage. Par contre, il est tout à fait possible de réaliser la mise en forme du produit suffisamment humide pour être malléable à l’entrée du sécheur et de conserver cette forme lors du séchage. On choisira alors des appareils transportant le produit sur une bande par exemple, dans des conditions thermiques appropriées pour maîtriser les phénomènes de croûtage en surface, de retrait et de fissuration. 6. Critères de choix d’un sécheur 5.3 Agitation Le produit humide pulvérulent, ou même mis en forme préalablement (macaronis, cachous...) subit des effets mécaniques plus ou moins intenses, dus soit à une agitation voulue (sécheur conductif), soit aux mouvements induits par le transport du produit (vis transporteuse), soit encore à l’action de la vitesse du gaz de séchage (sécheur convectif ). Cette action mécanique peut agir seule ou couplée avec les phénomènes déjà décrits de variation de la solubilité due aux variations de température ; les conséquences pour le produit sec sont les suivantes. ■ Attrition L’agitation communiquée aux particules est telle que les chocs, entre elles ou sur les parois du sécheur, brisent les cristaux, réduisant ainsi parfois profondément leur taille moyenne tout en élargissant la répartition granulométrique de la poudre sèche par génération de « fines ». Une conséquence classique d’une telle attrition, en termes de propriété d’usage, est la chute de la coulabilité de la poudre et de possibles ennuis lors de la manutention ultérieure. Il va de soi que cet effet dépend de la solidité intrinsèque du cristal, mais certains sécheurs sont plus brisants que d’autres, en particulier les sécheurs convectifs à vitesse de gaz élevée, tels les sécheurs pneumatiques ou encore ceux à agitation mécanique rapide. La géométrie du sécheur amplifie parfois le phénomène (présence de coudes, par exemple), mais peut aussi le réduire (formes sphériques ou cylindriques). L’attrition est rarement désirée lors du séchage, le sécheur pouvant devenir un broyeur non contrôlé et méconnu. ■ Agglomération Le phénomène de coalescence de particules en agglomérats de plus grande taille dépend du facteur physico-chimique décrit au paragraphe 5.1, qui permet la création de « ponts » entre les particules par dépôt de soluté lors de l’évaporation du solvant, et d’un facteur mécanique favorisant la rencontre des particules entre elles. Certains sécheurs ont une géométrie associée à une agitation qui favorise ce phénomène (sécheurs conductifs cylindriques ou sphériques, sécheurs convectifs à lit fluidisé...). Lorsqu’elle est recherchée, l’agglomération peut être améliorée et contrôlée par un dispositif annexe dispersant sur les particules une solution judicieusement choisie d’un soluté inoffensif pour l’usage du produit. Lors de l’évaporation du solvant, le soluté se dépose entre particules d’où l’apparition d’agglomérats dont la forme plus ou moins régulière dépend de l’agitation et de la géométrie du sécheur. On conçoit donc que l’agitation doit être alors surveillée pour ne pas détruire l’effet recherché. 5.4 Mise en forme Si l’agglomération génère des particules relativement identiques et assez grosses, une certaine mise en forme peut être réalisée sur le produit sec. J 2 483 − 12 6.1 Éléments à prendre en compte La sélection d’un appareil de séchage adapté au problème à résoudre nécessite l’élaboration d’un cahier des charges détaillé. La seule exigence d’une valeur d’humidité résiduelle du produit sec est insuffisante et risque de conduire à de nombreux déboires lors de l’exploitation ; il faut, dès le départ, y associer la notion de qualités d’usage du produit sec, qui prend en compte les aspects autres que la stricte évaporation du liquide. Les constructeurs proposent une grande variété d’appareils qui, même regroupés par familles technologiques, présentent encore des différences, ne serait-ce que dans leur conception mécanique. Par ailleurs, l’opération de séchage met en œuvre, outre le sécheur lui-même, un ensemble d’équipements annexes nécessaire au bon fonctionnement du sécheur et dont la nature dépend du mode de séchage retenu. Le choix concerne donc plus un groupe d’appareils qu’un appareil isolé : le sécheur. La sélection d’un procédé de séchage est l’affaire de spécialistes et doit résulter d’une coopération entre le client connaissant le produit et le procédé, et les constructeurs maîtrisant la technologie. Les critères de choix sont donc liés aux paramètres décrits ci-après. ■ Nature du produit Il convient d’abord de préciser les caractéristiques physiques et chimiques du produit : solubilité, thermosensibilité, corrosivité, toxicité, etc. La description de la présentation du produit humide (liquide, pâteux, pulvérulent...) est aussi un critère important du choix car elle conduit à exclure d’emblée certaines familles technologiques de sécheurs. L’humidité initiale du produit, liée à sa présentation, est un paramètre aussi essentiel que son humidité finale ; remarquons ici qu’un surséchage inutile entraîne un surdimensionnement coûteux. La présentation du produit sec, sa morphologie, peut s’avérer un élément primordial. Faut-il préformer le produit avant séchage ? Supporte-t-il l’attrition ? Que deviennent la coulabilité du milieu en cours de séchage et sa tendance au mottage ? Ce sont quelques-unes des questions à débattre. Dans les critères se rapportant au produit, il faut aussi inclure les aspects liés à la sécurité, à la protection de l’environnement, à l’hygiène sur le lieu de travail, à la corrosion du sécheur, à la valeur économique du produit... ■ Procédé Les critères de choix relatifs au procédé concernent : — le tonnage à traiter ; — les liaisons avec l’amont et l’aval ; — les stockages intermédiaires ; — le choix de la pression de travail (séchage atmosphérique ou sous vide) ; — la récupération ou non du liquide après évaporation ; Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE — la gestion des « fines » provenant du dispositif de séparation solide-gaz ; — la nécessité ou non de refroidir le produit sec ; — le type de fonctionnement de l’atelier (continu, discontinu, par campagne, par lots) ; — les aspects énergétiques ; — les niveaux de contrôle ; — les moyens de régulation et d’automatisation. ■ Technologie Les critères s’y rapportant ont à prendre en compte : — la fiabilité mécanique de l’appareil liée à son niveau de complexité et celle des divers composants constituant le système de séchage (en particulier les sas dans le cas d’un dispositif continu sous vide), avec le souci d’un ensemble homogène sans point faible ni superflu ; — l’encombrement du système de séchage ; — les possibilités de réalisation dans des matériaux compatibles avec le milieu à sécher ; — les facilités d’entretien, de nettoyage, de conduite de l’installation ; — les coûts d’investissement et de fonctionnement ; — les références industrielles de la technologie proposée pour le même produit ou un produit similaire ; — la réputation des constructeurs et les garanties qu’ils offrent ; — etc. effectuer des essais expérimentaux chaque fois que l’on a affaire à un produit manquant de références ou que les exigences sur les qualités d’usage du produit sec sont importantes. 7. Sécheurs adaptés à l’industrie chimique L’article [J 2 482] Séchage. Appareillage et choix d’un procédé, détaille les matériels couramment rencontrés dans l’industrie. Dans ce qui suit, les sécheurs, présentés par familles : convectifs, conductifs, rayonnants, mixtes, sont étudiés strictement en rapport avec leurs applications dans l’industrie chimique, l’objectif étant de faire ressortir, d’une manière générale, leurs avantages et leurs inconvénients, étant entendu que des cas particuliers peuvent toujours exister. 7.1 Sécheurs convectifs L’énergie thermique est apportée au produit par un courant de gaz chaud à pression atmosphérique, qui évacue aussi les vapeurs du liquide à éliminer. 6.2 Situation actuelle 7.1.1 Lits traversés La liste des principaux, et déjà nombreux, critères de choix parmi la grande diversité des matériels du commerce montre que ce choix résultera d’un compromis conduisant à un optimum technicoéconomique. Les grilles de sélection, proposées dans la littérature [23] [24] [25] [26] ne peuvent valablement embrasser la totalité des contraintes et des réponses technologiques. Tout au plus permettent-elles d’éclaircir la situation et d’orienter vers une présélection d’appareils. La méthode de sélection généralement appliquée est essentiellement expérimentale : — étude de la cinétique de séchage du milieu ; — identification des principales contraintes en fonction des objectifs spécifiques du cas à traiter ; — choix préliminaire d’une ou de deux familles technologiques et, à l’intérieur de celles-ci, des appareils paraissant le mieux adaptés en fonction de l’expérience antérieure du client, du fournisseur (références) ; — essais pilotes, sur des appareils de taille suffisante, représentatifs des technologies présélectionnées, sur une durée assez longue ; — analyse des résultats, bilans matières et énergétiques, comparaison avec les objectifs, remèdes aux dérives, dimensionnement. Des logiciels facilitent l’exploitation des résultats expérimentaux mais ne peuvent dispenser des essais. 6.3 Perspectives proches Les grilles de sélection manuelles, peu pratiques car limitées, vont être remplacées par des logiciels d’intelligence artificielle, dits systèmes experts, qui intégreront facilement de nombreux critères et de multiples données sur les appareils, et deviendront alors un guide efficace. Déjà certaines grandes sociétés de l’industrie chimique, tant en France qu’à l’étranger, disposent de leur propre système expert adapté à leurs besoins ; le consortium scientifique SPS [26] développe un tel système pour ses adhérents. Toutefois, vu la multiplicité des interactions, tant physiques que chimiques, possibles lors du séchage, ces systèmes experts ne dispenseront pas d’avoir à Le produit humide à sécher est disposé sur une bande transporteuse laissant passer, par des ouvertures, le flux gazeux. ■ Principaux avantages — Le respect de la morphologie du produit (peu d’attrition). — Une grande souplesse d’utilisation du gaz de séchage : circulation à cocourant ou à contre-courant, possibilité de différents niveaux de température permettant un traitement contrôlé des produits sensibles et une bonne gestion de l’énergie. — Une conception mécanique du sécheur peu complexe. — Un refroidissement possible du produit dans la partie finale de l’appareil. ■ Principaux inconvénients — Leur usage est réservé aux produits humides créant un lit de forte porosité (les produits pulvérulents nécessitent une mise en forme préalable). — Leur fonctionnement est surtout adapté aux traitements continus. — Leur encombrement est important. — Leur productivité, en termes de débit de solide par unité de surface de bande, est modeste. 7.1.2 Lits fluidisés Le courant gazeux traverse de bas en haut une grille fixe sur laquelle se trouve le produit. La vitesse du gaz est telle que le milieu à sécher acquiert les propriétés hydrodynamiques d’un fluide. ■ Principaux avantages — Bonne cinétique d’évaporation tant du liquide libre que du liquide lié. — Attrition du solide faible à modérée. — Nettoyage du sécheur relativement aisé. — Bonne productivité par rapport à l’encombrement. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 13 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ — Mécaniquement simple, le sécheur est souvent vibré. — Refroidissement possible en fin de séchage. — Élimination possible des « fines » par envolement. — Fonctionnement continu ou discontinu. — Large gamme de tailles de sécheurs. ■ Principaux inconvénients — Le produit doit être fluidisable, c’est-à-dire pulvérulent et peu humide. — L’envolement des fines nécessite un dispositif efficace de séparation solide-gaz. — La grille de fluidisation constitue un élément sensible ; elle assure la répartition du gaz, évite le pleurage du solide mais peut être source d’encrassement... — Il y a risque d’explosion des poussières lors du séchage sous air. 7.1.3 Lits transportés pneumatiquement Le courant gazeux a une vitesse telle qu’il entraîne avec lui le solide à sécher. ■ Principaux avantages — La cinétique de séchage est extrêmement rapide, d’où un temps de séjour du produit chauffé inférieur à 1 min. — Le gaz peut donc être à haute température (250 à 300 oC) sans risque majeur pour le produit ; le rendement énergétique est alors excellent. — Divers systèmes d’introduction du produit humide permettent de traiter une large gamme de taux d’humidité initiale. — La chambre de séchage est géométriquement simple : tube, cylindre ; son encombrement est souvent réduit. ■ Principaux inconvénients — La taille des particules de solide doit être faible, inférieure au millimètre. — L’attrition du solide peut être importante. — Une très faible humidité résiduelle n’est guère accessible. — Le procédé est uniquement continu. — Un dispositif performant de séparation solide-gaz est indispensable. — Le séchage à l’air introduit un risque d’explosion. La figure 9 présente une réalisation compacte de ce type d’appareil. Dans la chambre de séchage, l’air prend un mouvement giratoire et l’agitateur disperse le solide pulvérulent. 7.1.4 Atomiseurs Le produit humide entrant est pulvérisé par une buse ou bien par un disque tournant à grande vitesse, dans le courant de gaz chaud. ■ Principaux avantages — Les atomiseurs sont bien adaptés aux suspensions et aux solutions pour lesquels sont réalisés, dans le même appareil, la cristallisation et le séchage, en évitant la filtration intermédiaire. — Une certaine mise en forme du solide est possible par un choix judicieux du dispositif d’alimentation. — Le temps de séchage est très court, inférieur à 1 min, d’où la possibilité d’un gaz entrant à haute température (250 à 300 oC). — Une grande partie du solide est séparée du gaz dans la chambre de séchage. ■ Principaux inconvénients — Une très faible humidité résiduelle n’est guère accessible. — Le procédé est uniquement continu. — La chambre de séchage est volumineuse. La figure 10 présente une réalisation particulière, sans buse ni disque tournant, de ce type d’appareil, dans lequel la pulvérisation de la suspension à sécher est directement réalisée par les gaz chauds de séchage. Elle n’est assistée par aucun moyen annexe tel que buse sous pression, buse bifluide ou turbine, ce qui confère au système une grande fiabilité. Figure 9 – Sécheur pneumatique compact Spin-Flash® (d’après documentation APV Baker SA) J 2 483 − 14 Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ment à l’entrée du sécheur après passage dans un dispositif de réchauffage. L’accroissement de température nécessaire est généralement faible ; le fonctionnement exergétique du sécheur est correct ; sa consommation énergétique par unité de masse de liquide évaporé est bonne. Remarque : en séchage convectif, le gaz chaud et humide est rejeté à l’atmosphère où son enthalpie est perdue, ou bien est recyclé (cas de l’azote) après déshumidification à basse température et baisse concomitante de son enthalpie. Les dispositifs possibles de récupération d’énergie compliquent l’installation. ® Figure 10 – Sécheur par atomisation Leaflash (d’après documentation Rhône-Poulenc, Centre de Recherches d’Aubervilliers et Aoustin SA) Le principal avantage du procédé réside dans le caractère cocourant des trajectoires du gaz et des particules avec absence de recyclage dans la chambre, ce qui limite le surséchage ou la thermodégradation des fines particules. Les gaz chauds sont mis en rotation dans le système de pulvérisation (A) par une arrivée tangentielle. Une série de chicanes (B) rend le mouvement parfaitement symétrique. Les gaz convergent alors au travers d’un diaphragme (C) au centre duquel est distribuée (sans pression) la suspension par un injecteur (D). La pulvérisation est homogène et symétrique compte tenu de la vitesse élevée d’éjection des gaz (> 200 m/s) et de leur mouvement de rotation. Le diaphragme (C) ainsi que le tube d’alimentation (E) et la double enveloppe (F) sont refroidis par circulation d’eau (er). Le séchage s’effectue dans une chambre de forme biconique (G) à la sortie de laquelle se trouve le dispositif de séparation gaz/solide (H), cyclone ou filtre. 7.2 Sécheurs conductifs 7.2.1 Présentation Le circuit du fluide caloporteur (vapeur, eau chaude, liquide organique...) est séparé de l’enceinte de séchage. L’énergie thermique est transmise au milieu à sécher par l’intermédiaire d’une paroi d’échange thermique. Les vapeurs du liquide évaporé sont soit évacuées par un courant de gaz à pression atmosphérique, soit aspirées par un circuit de vide. La séparation des fonctions apport de chaleur par un fluide, d’une part, et évacuation des buées par un autre, d’autre part, améliore la gestion de l’énergie. En effet, le fluide caloporteur n’étant pas chargé des vapeurs de liquide évaporé, il peut être recyclé directe- L’évacuation des buées par un faible courant gazeux ou sous vide permet d’utiliser, si nécessaire, des annexes de faible taille pour la filtration et la condensation de ce débit gazeux. En pratique, la température du milieu à sécher est au moins égale à celle d’ébullition du liquide à évaporer sous la pression de travail. En séchage conductif, la diminution de la température de séchage s’obtient en opérant sous pression réduite. L’agitation du milieu à sécher, en séchage convectif, est souvent réalisée par le gaz caloporteur. En séchage conductif, la séparation des fonctions entre les deux fluides permet de réduire le flux gazeux dans le sécheur. L’agitation, souvent nécessaire pour améliorer les transferts et homogénéiser le produit, ne peut plus être aéraulique et devient mécanique. Tous ces impératifs de fonctionnement conduisent à un grand nombre de conceptions de sécheurs conductifs qui se différencient par : — l’agitation : • calandre tournante, • calandre fixe, mobile interne ; — l’échange thermique : • par la calandre, • par des échangeurs internes ; — le mode d’évacuation des buées : • par balayage à pression atmosphérique, • par aspiration sous vide. La classification adoptée ci-après repose sur ce dernier critère, étant entendu que plusieurs combinaisons sont possibles pour tenir compte des deux autres. 7.2.2 Balayage à pression atmosphérique Les principaux avantages sont : — peu ou pas d’attrition car l’agitation mécanique est généralement lente voire absente (étuve ventilée) ; — un coefficient important de remplissage de l’appareil par le produit ; — une distribution étroite des temps de séjour du produit ; — une large gamme de présentations et d’humidités initiales du produit à traiter ; — un inertage par un courant d’azote à débit modéré ; — une très large gamme de tailles de sécheurs. Les principaux inconvénients sont : — une température de séchage voisine de celle d’ébullition normale du liquide à évaporer ; — un risque d’agglomération du produit, combattu plus ou moins efficacement par des émotteurs mécaniques ; — un risque d’encroûtage des parois d’échange thermique avec une baisse concomitante de l’efficacité des transferts thermiques ; — une durée de séchage relativement longue, conduisant à des volumes d’appareils importants ; — un entretien nécessaire des parties mécaniques tournantes ; — le refroidissement dans un autre appareil mais qui peut être du même type. La figure 11 présente deux modes de fonctionnement de ce type d’appareil. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 15 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ Figure 11 – Sécheur conductif ® à balayage atmosphérique Nara (d’après documentation Chimie Équipement Feucht SA) 7.2.3 Séchage sous vide Ces sécheurs sont fréquemment utilisés pour des opérations discontinues. Certains appareils continus fonctionnant sous balayage de gaz peuvent être modifiés pour travailler sous vide ; il est alors nécessaire d’alimenter et d’évacuer le produit par des sas qui peuvent s’avérer être des sources de difficultés pour des poudres cohésives humides ou sèches. Les principaux avantages et inconvénients des sécheurs sous vide sont globalement les mêmes que pour les appareils précédemment décrits (§ 7.2.2) avec les différences suivantes : — température de séchage modérée à faible, adaptée aux produits thermosensibles ; — traitement par lots ayant la même histoire ; — fonctionnement sûr, l’oxygène ne provenant que de légères fuites possibles ; — refroidissement dans le même appareil après séchage ; — géométrie simple, nettoyage facile ; mais avec les inconvénients suivants : — vidange parfois délicate du produit sec dans de bonnes conditions d’hygiène ; — coût relativement élevé dû aux soins à apporter à la réalisation (étanchéité des parties tournantes en contact avec les poudres chaudes ou le solvant, résistance mécanique) ; J 2 483 − 16 — durée de séchage pouvant atteindre plusieurs heures, surtout pour les grandes capacités car le rapport surface d’échange/ volume décroît quand la taille augmente. La figure 12 illustre une réalisation industrielle de ce type de sécheur. 7.3 Sécheurs rayonnants 7.3.1 Principe L’énergie est apportée à certains matériaux par la composante électrique d’un rayonnement électromagnétique. Les rayonnements électromagnétiques utilisables en séchage sont, par longueur d’onde décroissante : — les hautes fréquences (HF) : plusieurs mètres ; — les micro-ondes (MO) : une dizaine de centimètres. L’énergie électrique est convertie en chaleur au sein du matériau s’il est polaire, polarisable ou ionique. L’eau, à l’état liquide, constitue un excellent milieu absorbant les rayonnements HF et MO. La pénétration de l’onde dans le volume du matériau absorbant est d’autant plus importante que sa longueur d’onde est grande. Ces rayonnements ont un effet thermique volumique. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés ___________________________________________________________________________________________________ SÉCHAGE DANS L’INDUSTRIE CHIMIQUE 7.3.3 Séchage par micro-ondes Encore peu fréquent dans l’industrie chimique, le séchage par micro-ondes se développe toutefois plus que celui par haute fréquence. Les avantages qu’on lui reconnaît sont : — l’obtention de qualités particulières par son effet de chauffage volumique du produit (par exemple la réduction du croûtage en surface ou la modification de la porosité) ; — la propreté par l’absence d’un vecteur matériel de transfert de la chaleur ; — l’absence d’inertie thermique ; — la facilité de régulation propre à l’électricité ; — une densité de puissance thermique élevée, permettant de réduire la taille des appareils. Les sécheurs MO peuvent être utilisés en continu, en discontinu, à pression atmosphérique ou sous vide. Leur utilisation pour les produits de l’industrie pharmaceutique se développe. Les inconvénients les plus apparents proviennent : — des risques de surchauffe locale du solide à sécher s’il s’avère sensible aux micro-ondes ; — de la limitation en puissance thermique (environ 100 kW actuellement) ; — des coûts d’investissement et de maintenance encore élevés (durée de vie des sources MO voisine de 5 000 h) ; — des risques de condensation de buées sur les parois froides du sécheur ; — de la formation d’un plasma en fonctionnement sous vide trop poussé. 7.4 Sécheurs mixtes Figure 12 – Sécheur conductif agité sous vide (d’après documentation Guedu SA) Pour que ces rayonnements soient efficaces en milieu anhydre, il faut que la molécule liquide à évaporer soit polaire ou polarisable, par exemple l’éthanol ; sinon (cas d’un hydrocarbure), il n’y a pas d’effet thermique et ce mode de transfert d’énergie est inopérant. L’absorption d’énergie rayonnante en MO et HF par un solide polaire ou polarisable est généralement faible, les molécules étant peu mobiles (cas de la glace par exemple) ; mais l’absorption d’énergie par le solide peut croître très vite avec sa température, d’où des risques, au cas où l’énergie transmise est mal répartie ou contrôlée, de fusion locale, voire de destruction thermique du solide. Il vaut mieux ne pas compter sur l’absorption du rayonnement par le solide organique pour chauffer le liquide à évaporer ; cela est moins valable pour les corps minéraux ioniques à température de fusion élevée, par exemple le titanate de baryum. Dans ce mode de transfert thermique, la cinétique de séchage n’est plus réglée par les conditions aérauliques dans la phase d’évaporation du liquide libre, mais par la puissance de la source et la capacité d’absorption du milieu ; dans la phase d’évaporation du liquide lié, la diffusion intervient mais aussi le couplage entre le rayonnement et le milieu. La température du liquide s’évaporant dépend de la pression totale du système et de la quantité du gaz de balayage injecté pour éliminer les vapeurs produites. 7.3.2 Séchage par hautes fréquences Il est peu utilisé dans l’industrie chimique, mais concerne surtout l’industrie textile, la papeterie... Les générateurs à hautes fréquences peuvent avoir de fortes puissances thermiques unitaires, plusieurs centaines de kilowatts si nécessaire. L’exposé des principaux avantages et inconvénients des sécheurs purement convectifs, conductifs ou rayonnants montre qu’il peut être avantageux de combiner les différents modes de transfert d’énergie afin d’en diminuer certaines faiblesses. On rencontre ainsi dans l’industrie chimique les familles de sécheurs mixtes décrites ci-après. 7.4.1 Sécheurs convectifs-conductifs Le transfert thermique conductif est obtenu, le plus souvent, soit en immergeant un échangeur tubulaire ou à plaques dans un lit fluidisé de forte épaisseur, soit encore en balayant par un courant de gaz chaud le produit à traiter réparti et agité sur une grande surface d’échange conductive. Le séchage convectif permet de contrôler la température du produit durant la phase d’évaporation du liquide libre, ce qui limite de possibles encroûtages et agglomérations qui apparaîtraient à plus haute température. En jouant sur la répartition des transferts conductifs et convectifs, un séchage à températures étagées, adapté à l’évolution du produit, est réalisable. Le mode conductif apporte l’avantage de son rendement énergétique intéressant dans le cas de fortes capacités évaporatoires d’eau. Par rapport au séchage purement convectif, et pour un même résultat final, la compacité de l’appareil est améliorée, les installations annexes de traitement du gaz caloporteur sont réduites. Ces appareils sont généralement peu brisants et peuvent inclure une zone finale de refroidissement. Leur désavantage résulte de l’accroissement des parties mécaniques, ce qui augmente les coûts. Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés J 2 483 − 17 SÉCHAGE DANS L’INDUSTRIE CHIMIQUE ___________________________________________________________________________________________________ 7.4.2 Sécheurs convectifs-rayonnants Les sécheurs à micro-ondes travaillant à pression atmosphérique nécessitent un balayage de gaz tiède pour évacuer les buées et éviter leur condensation sur les parois de l’enceinte, d’où la tendance actuelle au séchage mixte avec un courant modéré de gaz chaud qui participe effectivement au séchage. 7.4.3 Sécheurs conductifs-rayonnants Cette association est proposée pour certains sécheurs conductifs discontinus sous pression réduite et avec une durée de séchage qui peut être longue. Une façon élégante d’améliorer fortement la capacité évaporatoire de tels appareils est de fournir une partie de l’énergie nécessaire par l’intermédiaire d’un rayonnement par microondes lorsque le milieu et la géométrie de l’appareil s’y prêtent. Les inconvénients peuvent provenir de la formation d’un plasma, de la limitation de la puissance énergétique MO injectable, en raison de la place nécessaire aux sources de rayonnement MO. La figure 13 présente une réalisation récente de ce type de sécheur. ® Figure 13 – Sécheur conductif-rayonnant sous vide Turbo-sphère (d’après documentation Moritz SA) J 2 483 − 18 Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. © Techniques de l’Ingénieur, traité Génie des procédés P O U R Séchage par E N André CHARREAU Ingénieur de l’École Spéciale de Mécanique et d’Électricité (ESME) Roland CAVAILLÉ Docteur-Ingénieur de l’Institut des Sciences de l’Ingénieur de Montpellier Comessa SA et François VACHET Docteur-Ingénieur de l’Institut National Polytechnique de Grenoble Ingénieur de l’École Nationale Supérieure d’Électrochimie et d’Électrométallurgie de Grenoble Ingénieur Procédé Rhône-Poulenc Industrialisation Bibliographie Références [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [12] [14] [15] [16] [17] [18] [19] [20] [21] [22] PERRY (R.H.) et CHILTON (C.H.). – Chemical engineer’s handbook. 5e édition, Mc Graw Hill Book Co. New York (1963). VAN ARSDEL (W.B.), COPLEY (M.J.) et MORGAN (A.J.). – Food dehydration. Avi Publishing Co. Wesport, 347 p. (1973). VAN BRAKEL (J.). – Mass transfer in convective drying. Advances in drying, vol. 1, 217 p. (1980). WOLF (W.), SPIESS (W.E.) et YOUNG (G.). – Wasserdampf-Sorptionsisothermen von L e b e n s m i t t e l n . M a s c h i n e n b a u - Ve r l a g Frankfurt, 485 p. (1973). LARRETURE (A.). – Le séchage dans l’industrie en France. Informations Chimie, no 332, p. 130 à 133, oct. 1991. MOYNE (C.) et PUIGGALI (J.R.). – Le séchage : bilan et perspectives. Revue générale de thermique, no 356-357, p. 508 à 516, 63 réf., août-sept. 1991. CLEUET (A.) et GROS (P.). – Les mélanges explosifs. 147 p., INRS, Paris (1989). MÉDARD (L.). – Les explosifs occasionnels. 2 tomes, 855 p., Éd. Technique et Documentation Lavoisier, Paris (1987). ABOTT (J.A.). – Preventions of fires and explosions in dryers. 122 p., The Institution of Chemical Engineers (1990). LICHT (W.). – Air pollution control engineering. 2e éd., 477 p., Marcel Dekker Inc., New York (1988). [23] [24] [25] [26] [27] STRUMILLO (C.) et KUDRA (T.). – Drying : principles, application and design. 488 p., Gordon and Breach Science Publishers, New York, Paris (1986). MUJUMDAR (A.S.). – Handbook of industrial drying. 948 p., Marcel Dekker Inc., New York (1987). BHATRA (M.V.). – Transfert operations in process industries. Design and equipment. Technomic (1983). KEEY (R.B.). – Drying of loose and particulate materials. 504 p., Hemisphere Publishing Corp. (1992). KEEY (R.B.). – Drying principles. 346 p., Pergamon Press (1972). Revues françaises et étrangères Il n’existe pas de revue traitant uniquement du séchage. Les revues ci-contre publient régulièrement des articles sur le séchage. — Industries Alimentaires et Agricoles (IAA). — Revue Générale de Thermique. — Chemical Engineering. — Les Documents Techniques du CETIAT. Drying Technology, éditée par MUJUMDAR (A.). Mac Gill University Montreal, Canada, publiée par Marcel Dekker Inc. Congrès International Drying Symposium (congrès biennal). Doc. J 2 484 3 - 1993 [11] [13] BIMBENET (J.J.). – Le séchage dans les industries agricoles et alimentaires. SEPAIC Paris, 31 p. (1978). CRANK. – Mathematics of diffusion. Clarendon Press Oxford, 347 p. (1967). DASCALESCU. – Le séchage et ses applications industrielles. Dunod Paris, 536 p. (1969). GARDNER. – Industrial drying. George Godwin Ltd Londres, 310 p. (1976). GOMARIN (C.). – Le séchage par fluidisation de produits humides en surface. CPIC Nancy, 65 p. KEEY (R.B.). – Drying principles and practice. Pergamon Press Oxford, 376 p. (1972). FRIEDMAN (S.J.) et MARSHALL (W.R.). – Chem. Eng. Prog., 45, p. 573 (1949). KEEY (R.B.). – Introduction to industrial drying operations. Pergamon Press Oxford, 376 p. (1978). VAN MEEL (D.A.). – Chem. Eng. Sci., 9, p. 36 (1957). SCHLUNDER (E.V.). – Handbook of heat transfer. Section 3 : Dryers, Hemisphere Publishing Corp, (1983). KNEULE (F.). – Le séchage. Eyrolles Paris, 459 p. (1964). KRISCHER (O.) et KRÖLL (K.). – Technique du séchage. CETIAT Orsay, 599 p. Traduction de Die Wissenschaftlichen Grundlagen der Trocknungstechnik. Springer Verlag Berlin (1963). Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. − © Techniques de l’Ingénieur, traité Génie des procédés Doc. J 2 484 − 1 S A V O I R P L U S P O U R E N S A V O I R SÉCHAGE _____________________________________________________________________________________________________________________________ Normalisation Association Française de Normalisation AFNOR NF E 31-201 4-71 Réchauffeurs. Pulseurs d’air. Caractéristiques. Méthode générale d’essais en plate-forme. NF E 31-202 9-74 Batteries de chauffage d’air. Caractéristiques. Méthode générale d’essais en plate-forme. E 33-060 11-75 NF EN 255-1 6-89 E 51-001 1-68 Séchoirs industriels. Guide d’essais de réception. Pompes à chaleur. Pompes à chaleur avec compresseur entraîné par moteur électrique pour le chauffage ou le chauffage et la réfrigération. Partie 1 : termes, définitions et désignations (remplace NF E 38-100 de 11-83). Ventilateurs. Vocabulaire. Classification. NF S 30-101 9-73 Vocabulaire de l’acoustique. Définitions générales. U 31-601 9-86 Séchoirs continus à grains. Détermination des performances. 12-86 Règles d’essais aérauliques en plate-forme des ventilateurs à enveloppe refoulants et aspirantsrefoulants. Méthode du caisson réduit au refoulement. X 10-231 4-84 Distribution et diffusion d’air. Technique de mesure du débit d’air dans un conduit aéraulique. X 11-695 11-87 Granulométrie. Caractérisation des séparations granulométriques. NF X 15-010 11-72 NF X 44-001 2-81 Séparateurs aérauliques. Vocabulaire. NF X 44-051 7-78 Dépoussiéreurs. Classification et principes de mesure de leurs caractéristiques. Mesure de l’humidité relative. En ce qui concerne les normes étrangères (DIN, BSI, ASTM, SAE...) et internationales (ISO) correspondantes, s’adresser à l’AFNOR qui diffuse les textes des normes étrangères et leur traduction. Il est également possible d’obtenir la traduction des normes étrangères auprès de l’Association de Documentation pour l’Industrie Nationale (ADIN). Constructeurs Agrochem. Guedu. Aoustin et Cie. Kestner SA. APV (Sté). Maguin SA. Chimie Équipement Feucht SA. Neu Process International. Niro Atomiser (Sté). Corneloup SA. Guedu Malaxeurs-Mélangeurs. P L U S NF X 10-200 Sécheurs agricoles Italvacuum. Maury SA. Krauss Maffei France. Comia FAO (Construction de Matériels Industriels et Agricoles). Moritz SA. Promill (Sté). Rosin Engineering Co. Ltd. Ventilateurs Sécheurs industriels S’adresser à l’UNICLIMA ou au CETIAT (§ Organismes français). Comessa SA. Brûleurs De Dietrich et Cie. S’adresser au CETIAT. Duprat et Cie SA. Organismes français et étrangers Centre Technique des Industries Aérauliques et Thermiques (CETIAT). Comité Européen des Constructeurs de Matériel Aéraulique EUROVENT. Institut Français de l’Énergie (IFE). Union Intersyndicale des Constructeurs de Matériel Aéraulique Thermique, Thermodynamique et Frigorifique UNICLIMA. Syndicat National des Industries d’Équipement MTPS. Branche constructeurs de fours et d’équipements thermiques. Doc. J 2 484 − 2 Agence Française pour la Maîtrise de l’Énergie (AFME). Association Française de Séchage dans l’Industrie et l’Agriculture (AFSIA). (Siège social à l’ENSIGC - INP Toulouse) Agence de l’Environnement et de la Maîtrise de l’Énergie (ADEME). Separation Process Service (SPS). Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite. − © Techniques de l’Ingénieur, traité Génie des procédés
© Copyright 2026 Paperzz