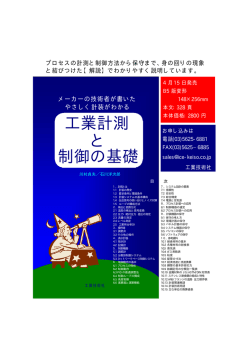
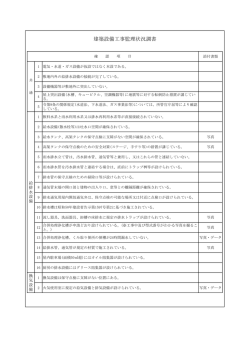
アルミニウム・アルミニウム合金の溶接 アルミニウムおよびアルミニウム合金の溶接部に発生しやすい欠陥にはブローホー ルと高温割れがあります。以下にこれらについての防止策を示します。 1.ブローホールの防止 アアルルミミニニウウムム・・アアルルミミニニウウムム合合金金のの溶溶接接 ブローホールは溶融金属に溶けた水素が凝固時に気体となって発生するものです。 ブローホール防止には溶接部から水素源を取り除くことが重要になります。以下に 要点を示します。 ① 溶接材料の取扱い 乾燥した場所に保管してください。 防塵や汚れ付着防止のためポリエチレンの袋に入れて置いてください。 きれいな手袋を用い、素手や油などで汚れた手袋で触れないでください。 ② 母材の取り扱い(溶接前処理) 有機溶剤(アセトンなど)で表面に付着している油分を除いてください。 表面の酸化皮膜を取り除いてください。 ステンレスブラシやアルミニウム用のグラインダを用いる機械的な除去方法と 硝酸や水酸化ナトリウムを用いる化学的な除去方法があります。 ③ 溶接作業場 作業場の湿気やほこりはできるだけ少なくしてください。 大気中の湿分が大きく影響しますのでガスシールド効果が阻害されないように 充分な防風対策を施してください。 相対湿度が8 5%を超えるとブローホールは急激に増加します。 また、0. 5〜1. 0m/min程度の微風でも悪影響がでます。 ④ 溶接機器 シールドガスホースは吸湿するゴムホースは避けステンレスやテフロン製のチ ューブを用いてください。 溶接作業を開始する前に3〜5 /minのシールドガスを1 5分間程度溶接トーチ から流してください。 トーチ出口のアルゴンガスの露点は−4 5℃程度以下にする必要があります。 ⑤ 溶接施工 仮付け部の黒粉・酸化膜は充分に取り、仮付けが大きいためアークが不安定に なる場合は仮付け部の余盛を小さく成形してください。 横向・上向姿勢はブローホールが発生しやすいため、できるだけ下向姿勢で溶 接してください。 ブローホールに対して最適なアーク長があります。スプレーアークで時々短絡 音が混じる程度のアーク長に調整してください。 溶接スタート部はブローホールが発生しやすいので、タブ板を用いるかプリフ ロー時間を充分に取ってください。 ―3 6 0― 2.割れの防止 ① 溶接金属の割れと溶接材料の選定 アルミニウム合金の溶接割れの傾向は下図のように一定の合金成分範囲で最も割 れやすくなっています。 Cm=1〜3% Cu 1〜2% Mg 0.6〜0.8% Si 〜1% Mg2Si 割 れ 長 さ 合金成分(%) アルミニウム二元合金の溶接割れ傾向 共金で溶接割れを起こす材料は、母材の成分がこの割れやすい成分範囲に入って います。しかしこのような母材でも成分系の異なる溶接材料で溶接することで溶 接金属の化学成分を割れやすい域から外すことができます。 このようなことも考慮して一般の構造材に対する溶接材料の選定指針がJIS Z 3 6 0 4に示されています。 3 6 4, 3 6 5ページにその選定指針を示します。 ② 溶接施工 開先ギャップが大きいと溶接速度が早い場合に割れやすくなります。 部材の取付け精度を向上させるか、溶接速度を落としてください。 熱影響部や溶接部の前層に微小割れが発生する場合は溶接入熱をさげてくださ い。 微小割れ防止のため、パス間温度は7 0℃以下にしてください。 予熱は微小割れを助長するほか、加工硬化材、熱処理材といった母材の強度低 下をきたすため一般には行いません。 クレータ部は割れやすいためクレータ処理を充分に行ってください。 両面溶接では裏はつり量が大きすぎると前のビードに微小割れが発生する傾向 があります。 補修溶接では裏はつり量と補修回数が問題になります。 補修溶接は微小割れの発生を助長するほか、回数が増すと溶接部の強度を低下 させるので3回以内に抑え、裏はつり深さと補修溶接の入熱は必要最小限にと どめてください。 ―3 6 1― アアルルミミニニウウムム・・アアルルミミニニウウムム合合金金のの溶溶接接 Cm 母材の組合せによる溶接材料の選定指針(JIS Z 3 6 0 4より) 母材 AC7A AC4D A7 0 0 3 A7N0 1 A6 0 6 1 A6N0 1 A6 0 6 3 A6 1 0 1 母材 A5 0 8 6 A5 0 8 3 A5 0 5 6 A5 1 5 4 A5 2 5 4 A5 4 5 4 A5 0 5 2 A5 6 5 2 A5 0 0 5 A5N0 1 A2 2 1 9 A2 0 1 4 A2 0 1 7 A3 0 0 4 A1 2 0 0 A1 1 0 0 A3 0 0 3 A3 2 0 3 A1 0 7 0 A1 0 5 0 A1 0 7 0 A1 0 5 0 (2( )5) A4 0 4 3 (6) A4 0 4 3 (5( )6) A4 0 4 3 (2( )4( )5) A5 3 5 6 (5( )7) A4 0 4 3 (2) (2( )4( )5) A5 3 5 6 A5 3 5 6 (2( )5) A4 0 4 3 (1( )4( )5) A1 1 0 0 (4( )5) BA4 1 4 5B BA4 1 4 5B (2( )5) (1( )4( )5) (1( )4( )5) (1( )4( )5) A4 0 4 3 A1 2 0 0 A1 1 0 0 A1 0 7 0 A1 1 0 0 A3 0 0 3 A3 2 0 3 )5) (2( A4 0 4 3 (6) A4 0 4 3 (5( )6) A4 0 4 3 (2( )4( )5) A5 3 5 6 (5( )7) A4 0 4 3 (2) (2( )4( )5) A5 3 5 6 A5 3 5 6 (2( )5) A4 0 4 3 (1( )4( )5) A1 1 0 0 (4( )5) BA4 1 4 5B BA4 1 4 5B (2( )5) (1( )4( )5) (1( )4( )5) A4 0 4 3 A1 2 0 0 A1 1 0 0 A1 2 0 0 )5) (2( A4 0 4 3 (6) A4 0 4 3 (5( )6) A4 0 4 3 (2( )4( )5) A5 3 5 6 (5( )7) A4 0 4 3 (2) (2( )4( )5) A5 3 5 6 A5 3 5 6 (2( )5) A4 0 4 3 (1( )4( )5) A1 2 0 0 (4( )5) BA4 1 4 5B BA4 1 4 5B (1( )4) (1( )4( )5) A1 2 0 0 A1 2 0 0 A3 0 0 4 (2) A4 0 4 3 (5) A4 0 4 3 A4 0 4 3 (2( )3( )4) A5 3 5 6 (2( )3( )5( )7) A4 0 4 3 (2) A5 3 5 6 (2( )3) A5 3 5 6 (2( )3( )4( )5) A5 3 5 6 (2( )3( )4) A5 3 5 6 (4( )5) (2( )3( )4) BA4 1 4 5B BA4 1 4 5B A5 3 5 6 − BA4 1 4 5B − − − BA4 1 4 5 (9) (9) BA4 1 4 5B BA4 1 4 5B (5) A4 0 4 3 (5( )6) A4 0 4 3 − (5) A4 0 4 3 (5) A4 0 4 3 (5( )6) A4 0 4 3 (4( )5( )6) A2 3 1 9 (2( )3) A5 3 5 6 (2( )3( )5( )7) A4 0 4 3 (2) A5 3 5 6 (2( )3) A5 3 5 6 A2 0 1 4 A2 0 1 7 A2 2 1 9 (6) A2 3 1 9 BA4 1 4 5B − (5) A4 0 4 3 (4( )5( )6) (4( )5) A2 3 1 9 BA4 1 4 5B A5 0 0 5 A5N0 1 )3) (2( A5 3 5 6 (5) A4 0 4 3 A5 0 5 2 A5 6 5 2 )3) (2( A5 3 5 6 (5) (2( )3( )5) A4 0 4 3 A4 0 4 3 (2( )3) A5 3 5 6 (2( )3( )5( )7) A4 0 4 3 (2) A5 3 5 6 (2( )3) A5 3 5 6 A5 1 5 4 A5 2 5 4 A5 4 5 4 )3) (2( A5 3 5 6 − (2( )3( )5) A4 0 4 3 (2( )3) A5 3 5 6 (2( )3( )4) A5 3 5 6 (2( )3) A5 3 5 6 (2( )3) A5 3 5 6 A5 0 8 6 A5 0 8 3 A5 0 5 6 (2) A5 3 5 6 − (2( )4( )5) A5 3 5 6 (2) A5 3 5 6 (2) A5 3 5 6 (2) A5 1 8 3 A6 0 6 1 A6N0 1 A6 0 6 3 A6 1 0 1 A7 0 0 3 A7N0 1 AC4C ADC1 2 (2( )3( )4( )5) (5( )6) (2( )3( )5) (2( )3( )4( )5) A5 3 5 6 A4 0 4 3 A4 0 4 3 A5 3 5 6 (2( )3) A5 3 5 6 2 3 5 (5) (2( )3( )5) A4 0 4 3 A4 0 4 3 5 6 )( )) (( A4 0 4 3 (( )) A4 0 4 3 − )6( )8) (5( A4 0 4 3 AC4D AC7A (5) A4 0 4 3 5 8 (( )) A4 0 4 3 )3( )8) (2( A5 3 5 6 ―3 6 4― (2) A5 3 5 6 (2( )3( )5) A4 0 4 3 (2( )3( )4( )5) (2( )3( )4( )8) A5 3 5 6 A5 3 5 6 (2( )3( )4) A5 3 5 6 1 0 0またはA1 2 0 0を用いてもよい。 注(1)A1 3 5 6, A5 5 5 6またはA5 1 8 3を用いてもよい。 (2)A5 6 5 4またはA5 5 5 4を用いてもよい。 (3)A5 0 4 3を用いてもよい。 (4)用途によってA4 0 4 7を用いてもよい。 (5)A4 1 4 5Bを用いてもよい。 (6)BA4 色調差を生じてはならないときは、 A5 3 5 6を用いた方がよい。 (7)陽極酸化処理後、 (8)母材と同組成の溶加材を用いてもよい。 3 1 9を用いてもよい。 (9)A2 備考1. この組合せは、 常温および低温で使用される一般的な溶接構造物を対象としたものである が、 使用温度が6 5℃を超える可能性のある場合には、 A5 3 5 6, A5 1 8 3, A5 5 5 6およびA5 6 5 4の 使用は避けた方がよい。 2. ミグ溶接ソリッドワイヤおよびティグ溶接材料を示すWYおよびBYは、 省略した。 3. 母材のうち展伸材の形状を示す記号は省略したが、 いずれの形状のものにも適用できる。 4. BA4 1 4 5Bは、 JIS Z 3 2 6 3に規定されているものであるが、 2 0 0 0系合金の溶加材としては有 効な場合がある。 ―3 6 5― アアルルミミニニウウムム・・アアルルミミニニウウムム合合金金︵︵ミミググ溶溶接接//ソソリリッッドドワワイイヤヤ・・テティィググ溶溶接接︶︶ アアルルミミニニウウムム・・アアルルミミニニウウムム合合金金︵︵ミミググ溶溶接接//ソソリリッッドドワワイイヤヤ・・テティィググ溶溶接接︶︶ AC4C ADC1 2
© Copyright 2026 Paperzz