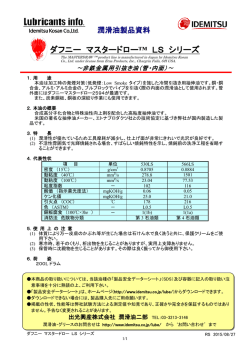
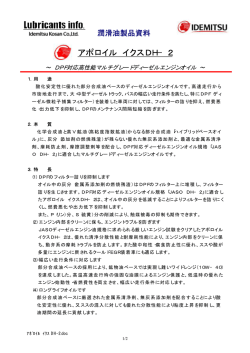
潤滑油製品資料 ダフニー マーグプラスED3 ~高速型彫り放電加工油 ~ 放 電 加 工 の現 場 では経 済 性 、作 業 環 境 改 善 の観 点 から高 効 率 、低 臭 気 、低 粘 度 であり、か つ良 好 な面 粗 度 が得 られる油 剤 が求 められております。ダフニーマーグプラスED3はそれらの ニーズを満 たすことのできる画 期 的な油 剤です。 1 用 途 型 彫り放 電加 工油 、細 穴 加工 全 般に適応 いたします。 2 本 質 高 度に精製 したパラフィン系 基 油に、放電加 工 速 度を向上 させる添 加 剤を効 果的 に 配 合 した高 速 放電 加 工 油です。 3 特 長 ①従来の高速放電加工油よりも加工速度を向上させる事ができます。 ②従来の高速放電加工油よりも粗加工条件、仕上加工条件共に高速度化を実現しました。 ③低粘度化により取り扱いが容易な上、加工屑の排出が容易で加工の妨げとなりません。 ④無色透明液体です。 ⑤低臭気により作業環境を悪化させません。 4 一般性状 分 析 項 目 代表性状 動粘度 mm2/s @40℃ 2.463 引火点 ℃ (COC法) 密度 98 g/cm3 0.8135 ダフニーマーグプラス ED3.doc 1/3 5 加工例 粗加工条件における放電加工速度試験結果(mg/min.) mg/min. 放 電 加 工 速 度 ( ) 粗加工条件(仕上げ加工より加工速度重視の条件) 250.0 加工機:M社製 198 200.0 167 157 140 150.0 137 ピーク電流(Ip):15 A、パルス幅(τ on) :256 μs 休止幅(τ off) :256 μs 加工時間:30 min. 100.0 ワーク:S55C(30×30×50 mm) 50.0 電極:タフピッチ銅(10×10×100 mm) 加 工 油 V 加 工 油 E 市 市 販 販 高 高 速 速 放 電 放 電 カッ トH ダ フニ ー ダ フニ ー ダ フニ ー マー マー グ フ グ フ ゚ラ スE D L2 5 5 ゚ラ スE D3 0.0 仕上げ加工条件における放電加工速度(mg/min.) 25.0 仕上げ加工想定条件 20.10 加工機:M社製 20.0 15.0 15.00 13.30 12.50 14.30 ピーク電流(Ip):5.5 A、パルス幅(τ on):16 μs 休止幅(τ off) :16 μs 10.0 ワーク:S55C(30×30×50 mm) 0.0 電極:タフピッチ銅(10×10×100 mm) V 電 加 工 加 工 電 カ ッ 高 販 市 市 販 高 速 放 速 放 ニ - ダ フ ダ フ 油 油 トH L2 5 D 5 E ス ラ マ - グ プ グ プ マー ダ フニ ー E 5.0 ラス ED 3 ) 加工時間:10 min. ニ - mg/min. 放 電 加 工 速 度 ( ダフニーマーグプラス ED3.doc 2/3 6.仕上面粗さデータ 仕上げ面粗さ試験結果(μm Rmax) 25 20 N=1 N=2 N=3 平均 15 10 μm Rmax 5 V 放 高 速 市 販 市 販 高 速 放 電 加 工 油 E 電 加 工 油 プ ラス ED 5 ーマ ーク ゙ ダ フニ ダ フニ ダ フニ ーマ ーク ゙ ーカ ット HL 25 プ ラス ED 3 0 加工条件(仕上げ加工想定条件) 加工機:M社製、ピーク電流(Ip):5.5 A、パルス幅(τ on):16 μs、休止幅(τ off) :16 μs、 加工時間:10 min.、ワーク:S55C(30×30×50 mm)、電極:タフピッチ銅(10×10×100 mm) ●本商品の取り扱いについては、当該油種の「製品安全データーシート」(MSDS)及び容器に記入の取り扱い 注意事項を十分に熟読の上、ご利用下さい。 ●「製品安全データーシート」は、ホームページ(http://www.idemitsu.co.jp/lube/)からダウンロードできます。 ●ダウンロードできない場合には、製品購入先にご用命願います。 ●掲載の性状、性能等は弊社試験方法による測定値や知見であり、正確さや完全さを保証するものではあり ません。予告なく変更されることがあります。 出光興産株式会社 潤滑油二部 TEL:03-3213-3146 潤滑油・グリースのお問合せは http://www.idemitsu.co.jp/lube/ から ‘お問い合わせ’ まで AK 2015/7/1 ダフニーマーグプラス ED3.doc 3/3
© Copyright 2026 Paperzz