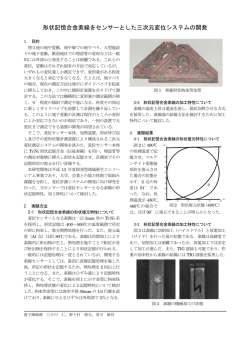
佐賀県工業技術センター研究報告書 a997) 二 アルミ ウム系材料の溶接継ぎ手に関する研究(第3報) 機械金属部 金属研究室 山田正 近年アルミニウム系材料の使用範囲の多様化により,材種の増大および使用量も非常に 多くなってきている.このため,製造工程の中で,かならず必要となる接合について種々 ある接合方法の中で幅広く使用されている TiG 溶接により,アルミニウム系合金を,溶 接電流,ガス流量,ルート間隙,材料清浄度等の条件について考察した.アルミニウム系 合金の TiG 溶接では,溶接作業場所の風を遮断し,シールドガスを毎分10りツトル以上 流すことにより,溶融金属を大気より保護することができ,内部欠陥の少ない溶接金属が 得られ,引張り強度も母材と同等の強度が得られ,曲げ試験においても欠陥のない溶接金 属を得ることが出来た 金で,船舶,建築用などに幅広く使用されているア ルミニウム材である.突合せ溶接の,板厚は呼び厚 3 mm の板材を用いた.試験片形状は図 1に示す 1.はじめに 最近の環境問題に関する認識の高まりにより,リ サイクルの行いやすい材料・,機器の軽量化による省 エネルギー対策として,アルミニウム系材料の使用 範囲が非常に多様化してきている.アルミニウム系 ような形状,寸法である.開先形状は 1形開先で, タック溶接を 3 力所(両端と中央)に行った.溶接 材料は,一般に鉄系材料に比ベると材料費が高いと 電流を,120A,140A の 2 じょうけんで,ルート間 隙を 2 mm,3 mm の2 条件ある,バックシールド としている Arガスを圧力 2Mpa で流量は毎分10 いう点はあるが,軽量,耐食性,装飾性,電気伝導 性,熱伝導性など非常に優れたi菩性質を持ち合わせ リットルで一定として,被覆ガスとしては Ar ガス ているため,家庭製品から航空機,陸運車両,タン ク類,建設関連,景観品等に至る種々の分野で使用 されるようになり,鉄につぐ第三の金属といわれる を圧力 2.5Mpa で,流量は毎分10 りツトル,15 リ ソトル流した場合と,溶接面に切削油が付着した機 械加工そのままの状況と,接合面を清浄化した場合 との2種類の供試材についての比較溶接実験を行っ までに成長してきている.しかしながら,最近,エ 業材料として求められる材料の特性はますます厳し く,高強度材料,耐食性,使用環境の多様化ヘの対 応を必要とし,さらに,低コスト化の要求に迫られ た 単位(mm) ている.このような要求に対応するためには,高能 率溶接方法である MiG 溶接を使用する方法がある が,この溶接方法は大物製品に対しては使用しゃす いが.小物や少量部品ではあまりメリットが期待で 易一暴 きない,また,被覆アーク溶接,ガス溶接方法では 熱による影響が大きく,高強度材料,耐食材料の接 合にはあまり利用されていない.そこで,下請け企 業としての企業で一般的に設置され,小物や多品種 で少量品が多い県内企業を対象として,小物や少量 品に対応しゃすく,技術移転が行いやすい TiG 溶 接方法による接合条件について検討を行った ←一→←一→ 2.実験方法及び供試材料 実験に使用した材料は,前年度まで実験に使用し た純アルミニウムとアルミニウム系材料の中で中程 図1 度の強度をもち耐食性にもすぐれている代表的な合 69 試'験片形状 アルミニウム系材料の溶接継ぎ手に関する研究(第3報) 3.結果及び考察 表1に使用材料の化学組成,表2に機械的性質を 最初に,機械加工のままでルート間隙を2 示す. mm で溶接電流を 10O A,120 A, 140 Aと変化させ実 験した.120 Aについては裏波の幅も高さも良好な 表1 試験材の化学成分 合金番号1085 単位% Si Fe CU Mn Mg Zn 0.10 0.12 0.03 0.02 0,02 0.03 99.85 以下 以下 以下 以下 以下 リ、下 以上 溶接外観を得ることが出来た.溶接電流が140Aに ついては材料の 5052 材但Hントさなアンダーカット が発生した.これは材料内成分のMg, znおよび 材料に付着している油脂類等の燃焼により材料の蒸 発を併発し母材ヘの食い込みが生じたものと考えら れる.ルート間隙を 2 mln と一定とした時の溶接 A1 その他の元素0.01%以下 では,溶接電流が10OAのときは溶け込み不良個所 がみられ,溶接電流が 120 A,140 Aでは良好な溶 接が出来た.ルート間隙を 3 mm と広くした場合 合金番号5052 単位% は裏波の幅,高さとも大きくなり,溶接金属量が多 くなった影響で角変形,回転変形が発生した.この ようなことからルート間隙を3 nlnl と広くした場 Si Fe CU Mn Mg Cr Zn 合はタック溶接の間隔をせまくし,逆ひずみを多く するか拘束溶接方法を用いることが必要である.な 025 0.40 0.10 0.10 22 0.15 0.10 お,ガス流量については,引張り試験の結果より3 条件とも良好な被覆状態が保たれていたものと考え 以下 以下 以下 以下 られる. 2.8 溶接面の清浄度についての実験では,試験片の加 工用切削油が付着したままの状態で溶接をしたもの 以下 035 その他の元素合計0'15 %以下 は油脂類の燃焼により溶融金属が沸騰し,凝固後は ブローホールおよぴアンダーカットが発生した.ま た,水が付着している材料をそのまま溶接を行った ところスタートより20mm程度の範囲では付着水 表2 試験材の機械的性質 分が水蒸気となり溶接金属にブローホールが発生 合金番号1085 引張り強さ N/mが 75以上 し,後の方は溶接熱により付着水が,溶接熱により 蒸発し良好な溶接金属が生成したものと考えられ ^ 耐力 N/'m' 伸 35以上 13 以上 る.そこで,付着している油,水等を拭き取って溶 接を行った場合は良好な溶接が出来た.したがって, 溶接前にアセチレンガスを用いて余熱することによ % り水,油等を除去することができ良好な溶接が出来 る.このような結果より特別の付着物がついてない 限り,テスリとか景観品等の製品に対応できる溶接 金属を得ることが出来た. 合金番号5052 ゛ 引張り強さ N/'1nm2 耐力 N ノノ、'1n m2 伸 175以上 65以上 20以上 4.おわりに 実験に使用したアルミニウム材料について基本的 % な溶接条件で実験を行い,問題点を把握した.今後 技術指導,訪問指導,講習会等により企業育成を進 めていく上で重要な基礎的溶接条件を見いだすこと 2 1 5 以下 が出来た. ①空気移動のあまりない室内の作業環境であれば ガスを毎分10りツトル流すことにより溶接部を十 70 佐賀県工業技術センター研究報告書 Q997) 分に被覆することが出来る (2)今回の実'験ではルート間隙が2 mm の場合,溶 接電流を 120A,ルート間隙3 mm で溶接電流を 140Aの溶接条件での溶接が良好な結果が得られた (3)接合面の清浄度にっいては機械加工時の油,水 等をふき取ることにより,手すりなど高強度を必要 としない景観製品等であれば,採用できる溶接結果 が得られた 5.参考文献 D 材料技術研究協会編複合材料と界面 総合技術出版 2)渡辺正紀著溶接設計と管理オーム社 産報出版 3)溶接学会編溶接技術入門 71
© Copyright 2026 Paperzz