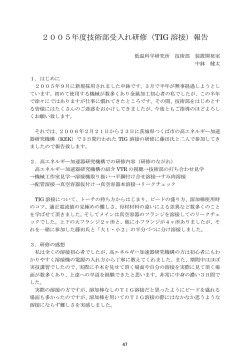
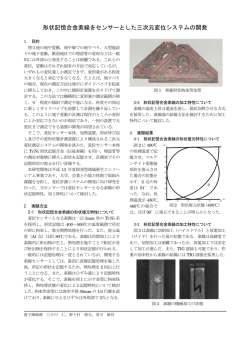
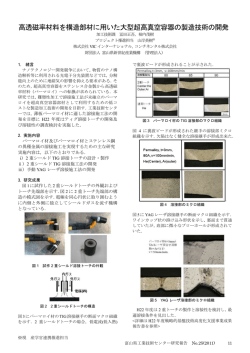
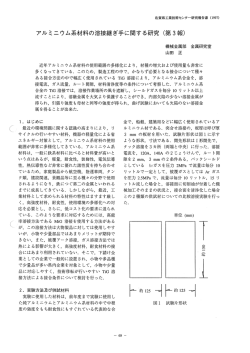
アルミニウム溶接への取り組み 齋藤 琢也 東北大学多元物質科学研究所 技術室 機械工場 1. はじめに 私は 2007 年 4 月に東北大学多元物質科学研究所の機械工場に就職しました。最初の半年間は新人研 修で CAD を使った設計、旋盤・フライス盤など汎用機械を使った加工、ワイヤ放電加工機や形彫放電 加工機を使った放電加工、そしてこれらの工程を経て出来た部品の組み立て等を行う仕上げ作業の実習 を行ってきました。 現在は、研修で学んだ事を活かしながら、実験装置の設計、製作を行っています。その中でも溶接に は特に興味を持って取り組んでいます。今回、私が最近挑戦しているアルミ溶接について報告致します。 2. TIG 溶接について 私達が行っている溶接は「TIG 溶接(Tungsten Inert Gas Arc Welding)」と呼ばれるもので、タング ステン電極を使用し、不活性ガス(主にアルゴンガス)中で母材を溶接する方法です。 (図 1,参照) 溶接トーチ アーク タングステン電極 母材 ビード 図①、TIG 溶接略図 TIG 溶接の長所 ① 不活性ガスのシールドで、溶接金属への不純物混入がきわめて少なく、高品質な溶接結果が 得られる。 ② 工業的に使用されるほとんどすべての金属の溶接が可能である。 ③ スパッタ(アーク溶接時に発生する微粒子)の発生がなく、溶接の作業環境がよい。 ④ あらゆる継手形状に適用でき、かつ溶接姿勢に制限がない。 ⑤ 小電力でも安定したアーク(電気の放電現象の一種)が得られ、薄板溶接にも適用でき、また 裏波溶接(開先のある表側から溶接して反対の裏側に溶接の波状形を出すこと)もやりやすい。 TIG 溶接の短所 ① 溶接速度が溶極式アーク溶接法に比べて遅い(溶接作業効率が劣る) 。 ② 比較的高価な不活性ガスを必要とする。 ③ ガスシールドが風の影響を受けやすい。 (シールドが風によって壊されてしまう。 ) 3. アルミ溶接について 2007 年 12 月に音響機材の運搬用ラックの試作依頼があ りました。色々な場所に持ち運ぶため軽い方が良いという ことだったので、アルミの角パイプを溶接して製作するこ とにしました。私はそれまでステンレスの溶接しかやった ことがなかったのですが、挑戦のつもりで取り組んでみま した。 まずアルミ溶接の練習から始めました。最初は薄板にビ ードを置く練習を行いました。母材の溶け具合や、溶加棒 の挿入のタイミングなどがステンレスと全く違い、初めは 全然うまく出来ませんでしたが、練習を重ねて写真①のよ うに溶接が出来るようになってきました。 写真① 次に薄板での突合せ溶接を行いました。今度はビードを置く練習とは違い、「溶け込み」が重要に なってきます。写真②は5枚ほどの板を溶接したものを、万力に挟んで曲げて、強度試験をやった跡 です。中央の3つは、しっかり溶け込んでいるので、曲げても割れていないですが、右端の部分はあ まり溶け込んでおらず割れてしまいました。 写真③のように、割れてしまった部分は母材と溶加棒が溶け合わず、母材の上盛られているだけの 状態なので、十分な強度を得ることはできません。製品でこのような欠陥があっては許されないので、 しっかり溶け込む感覚をこの練習で身につけました。 しっかり溶接された箇所 強度試験で割れた箇所 写真② 写真③ 最後に角パイプでの突合せ溶接の練習を行いました。 今までの薄板とは違い、母材が大きく熱が逃げやすいた め、電流を上げて行いました。運搬用ラックを製作する 時も同様の溶接方法なので、納得のいく溶接が出来るま で何度も練習をしました。練習を重ね、写真④のように 溶接が出来るようになってきました。そして、溶接の技 術の練習と同時にアルミの溶接上の特徴も独自に勉強 しました。 写真④ 4. アルミニウム溶接とステンレス溶接の違い ステンレス溶接が直流電流行うのに対して、アルミ溶接は交流電流で行います。また、溶接電流に は「直流正極性」 「直流逆極性」 「交流」の 3 つの種類があります。 「直流正極性」とは直流電流の一種でタングステン電 極をマイナス電極、母材をプラス電極で行う溶接で、一 般的に棒マイナスと呼ばれています。この電源の特徴と して、クリーニング作用が無く、電極の消耗も無く、母 材への溶け込みは深く狭いという特徴があります。この 方式は一般的な直流電源で用いられ、ステンレスや鉄の 溶接はこの方式で行われています。 マイナス電極 プラス電極 図② 直流正極性 「直流逆極性」は名前からわかる通り先ほどの直流正 極性の電流を反対にしたものであり、タングステン電極 をプラス電極、母材をマイナス電極で行う溶接で、棒プ ラスと呼ばれています。特徴としては、クリーニング作 用が非常に良いが、電極の消耗が著しく激しく、母材へ の溶け込みが浅く広くなる特徴もあります。 プラス電極 マイナス電極 図③ 直流逆極性 アルミの表面には酸化皮膜というものがあり、それを取り除かないと良好な溶接が出来ません。こ の酸化皮膜を除去するために利用するのがクリーニング作用です。クリーニング作用のメカニズムは、 一般的には正電荷を持つアルゴンイオンが母材表面に衝突し酸化皮膜を除去しているのだと説明さ れています。この作用によって母材表面の酸化皮膜を溶接を行いながら除去することが出来るのです が、この方式だとタングステン電極の消耗が激しいので、一般的には使用されません。 そこで、直流正極性と直流逆極性が交互に現れる交流電流を用いてアルミニウム溶接を行います。 適度なクリーニング作用とともに溶け込みも両者の中間的なものとなり、また電極の消耗もそれほど 激しくないので、アルミニウム溶接に最も適している方式と言われています。 アルミニウム溶接、ステンレス溶接上の最も大きな違いは、アルミニウム合金の融点は約530~ 660℃と低いので、簡単に溶融しそうですが、溶融潜熱・比熱・熱伝導率が大きいので、熱の分散 が大きく、溶接の際には多量の熱を集中的に加えないと溶融しないという点です。アルミニウム溶接 を始めて間もないころは、このことをよく理解してなかったので、うまく溶接が出来ませんでした。 ステンレスと比べて溶けるのに非常に時間がかかるので、どのタイミングで溶加棒を挿入していいの か分からず、早すぎれば溶加棒が溶けるだけで母材に溶け込まず、遅ければ溶けすぎて穴が開いてし まい最適なタイミングを見つけるのに苦労しました。 また、一度溶融したアルミニウムは粘性係数・表面張力が低いことから、溶融プール(溶接中、溶 融した母材が溶けて池のようになった部分)が広がり、流れやすいために溶接条件が安定しにくいの です。これは上記したことに関連してくるのですが、初めは母材が温まりにくく非常にゆっくりとし たペースで溶接を行っていくのですが、母材が温まってくるとそのペースでは遅く、溶けすぎて溶接 部が窪んでしまうことがしばしばありました。そのため、母材の溶け具合を確認しながら溶接スピー ドを変えなければならず慣れるまで大変でした。 さらに、アルミニウム合金は線膨張係数が大きく凝固時の体積収縮率が高いので溶接による歪み・ 変形が起きやすく、合金の種類によっては凝固収縮の際に溶接金属中や、熱の影響を受けた部分に割 れが発生することがあります。今回私が製作したのは角パイプを組み合わせた運搬用ラックで、重量 物を運ぶので割れには細心の注意を払って溶接しました。 アルミニウム溶接はアルミニウム合金の種類によって溶接結果が大きく変わってきます。溶接金属 の成分は母材と溶加棒が混合された鋳物組織となります。組み合わせ方によっては溶接部が割れてし まったり、強度、靭性が劣ったりしてしまうので注意が必要です。今回は母材A6063に対して溶 加棒A4043を使用しました。A4043はAl-Si系合金で、高温割れに対する抵抗が強く主 に6000系合金またはアルミニウム鋳物などの溶接に用いられます。 このように様々なことを勉強してから、アルミニウム製運搬用ラックの製作を行いました。写真⑤ は完成間近の様子です。この頃になるとかなり大きくなってきて立って溶接しなければならなくなっ てきます。また、製作していると右手で溶接を行うのが困難な箇所が出てきます。そのような時には 左手で溶接を行いました。このような大きな物を作る時には、両手で溶接出来るということはとても 重要だと今回の製作で実感しました。写真⑥が完成した運搬用ラックです。写真を見てもらえばわか りますが、溶接個所が沢山ありとてもやり応えがありました。初めてのアルミニウム溶接で、自分に 出来るのか不安でしたが、練習を重ねて完成にさせることができ、とても自信になりました。 写真⑤ 写真⑥ 5.これからの目標 アルミニウムの溶接作業を通して、技術を身に付けるにはアルミニウムについての知識が必要不可 欠だと実感しました。母材の材質の種類から始まり、母材同士の組み合わせ、溶加棒の選定、溶接の 前処理、開先(母材同士の溶け込みを良くする為に母材の一部を加工すること)の設計、アルミニウ ムの溶接上の特徴など様々な知識が無いと良好な溶接は出来ません。私もアルミニウム溶接を始める 前に資料を読んで、一通り勉強してから溶接を行いましたが、まだまだ勉強不足なのでこれからも引 き続き勉強していきたいと思います。 最近はアルミニウム製真空容器の製作も行いました。これからもアルミ溶接の技術を磨いて超高真 空チャンバーの製作等にもチャレンジしてみたいと思います。
© Copyright 2026 Paperzz