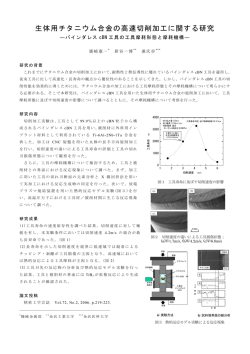
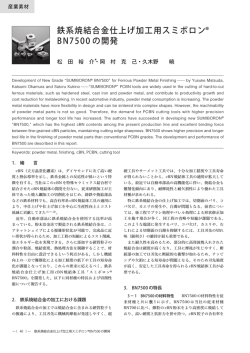
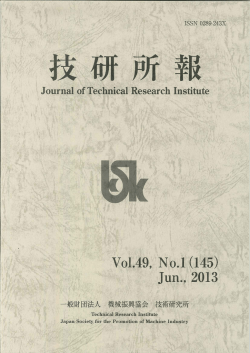
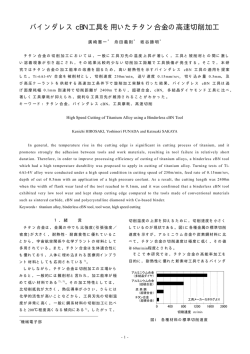
微細加工の現状と課題Ⅲ 飛田 英朗*1 TOBITA Hideaki 1.はじめに 従来、MEMSなどに必要なマイクロパターン加工や 回折格子の微細溝加工には、フォトリソグラフィ法やイ オンビーム法などの半導体製造プロセス技術が主に用い られてきた。 しかし、高価な製造装置や加工材料がシリコンなどに 限定されるためコストが高く、また、加工方法の制約か ら滑らかな斜面や曲面、コーナエッジが得られないなど の問題点がる。そこで、多くの材料に対し自由度が高く 効率よく加工ができる、切削加工への置き換え要求が高 まりつつある。切削加工において、微細加工を実現する ためには、工作機械の高精度化とともに、切削工具の高 精度化・微細化が必要とされる。 本稿では、微細切削工具の現状について、 「単結晶ダ イヤモンド切削工具」 と、 「cBN 焼結体を用いた切削工具」 について述べる。 2.単結晶ダイヤモンド切削工具 1.特徴 単結晶ダイヤモンド切削工具は、単結晶ダイヤモンド を工具切れ刃の素材とし、非常に鋭利で耐久性を兼ね備 えた切削工具である。この工具を用いた加工は、超精密 加工機によりナノメートルオーダーに制御された加工パ スを正確にワークへ転写し、ナノメートルオーダーの表 面粗さ、サブマイクロメートルの形状精度が得られる。 2.性能 ㈱アライドダイヤモンドは、世界最小の三次元マイク ロ加工用超精密ダイヤモンド切削工具を開発した。ここ では、その性能について述べる。 ①エンドミル スクウェアタイプのナノエンドミルは、微細な自由曲 線溝加工用エンドミルである。単結晶ダイヤモンドを用 いたエンドミルとしては回転径が世界最小のφ30μm。 写真1に、φ30μm スクウェアタイプ-ナノエンドミル の刃先を示す。 *1 雇用・能力開発機構 岩手センター 〒025-0001 岩手県花巻市天下田 69-1 写真1. φ30μm スクウェアタイプ-ナノエンドミル 写真右下にあるのが 0.5mm のシヤープペンシルの芯 であり、それに比べナノエンドミルの刃先は非常に微細 であることがわかる。ナノエンドミルの刃先は単結晶ダ イヤモンドを超精密研磨することにより非常に鋭利で真 直性が高く耐久性のある切れ刃に仕上げられている。こ の工具の用途としては、三次元の曲線溝から構成される 光学素子、医療用チップ、マイクロマシン部品などへの 適用が見込まれている。 ②超微細溝入れバイト ダイヤモンド切削工具で、世界最小の矩形切れ刃の刃 幅寸法は 900nm である。刃先のアスペクト比を必要最小 限にすることで、高い刃先剛性があり、刃先のアスペク ト比は5倍まで可能である。写真2に超微細溝入れバイ トの刃先写真を示す。 写真2 超微細溝入れバイトの刃先 これらの特徴により光学デバイスなどの精密金型のワー ク材料である無電解ニッケルリンめっきや銅、アルミニ ウムなどのさまざまな金型表面に超微細な溝入れ加工が 可能であり、半導体プロセス用途に技術展開されること を期待されている。 ③ボールエンドミル 円弧切れ刃の最小サイズは、単結晶ダイヤモンドボー ルエンドミルとしては世界最小の R30 ㎛である。円弧の 切れ刃の輪郭精度は 50 ㎚以下となっている。また、円 弧切れ刃中心とシャンク軸のずれは5㎛以下と高精度に セッティングされる。これらの特徴により、金型材に高 精度な円弧形状を転写でき、高精度な微細3次元マイク ロ加工を可能にする。写真3にボールエンドミルの刃先 を示す。 とで、粒径 100nm 以下の超微粒子からなる高純度な cBN 焼結体を作製することに成功した。さらに、この cBN 焼 結体を切削工具として、精密切削が可能な高精度加工装 置に組み込み、焼入れされたステンレス鋼の鏡面加工を ドライな条件下で実施し、加工面を鏡面にできることを 確認した。写真 4 に試験片外観、写真 5 に試験片の顕微 鏡観察像を示す。 写真 4.試験片外観 写真3. ボールエンドミルの刃先 3.cBN 焼結体を用いた切削工具 独立行政法人理化学研究所と独立行政法人物質・材料 研究機構は、粒径 100nm 以下の超微粒の立方晶窒化ホウ 素(cBN)焼結体を用いた切削工具を開発し、この工具を 使った精密切削で鉄鋼材料の鏡面加工を実現した。 金型加工分野での精密切削には、硬く耐摩耗性のある 単結晶ダイヤモンド工具が広く利用されている。この単 結晶ダイヤモンド工具は、アルミニウム合金などの非鉄 材料に対しては、切削時の刃先摩耗が小さく、正確に加 工することができるため、粗さの尐ない鏡面に仕上げる ことができる。しかし、鉄系材料のように加工時に熱を 多く発生する材料や、ダイヤモンドと化学反応性の高い 材料に対しては、刃先の磨耗が著しく、高精度加工を維 持することが困難になる。 そこで、 単結晶ダイヤモンドに代わる刃先用素材として、 ダイヤモンドに次ぐ硬度を持つ立方晶窒化ホウ素(cBN) が注目を集めている。研究グループは、六方晶窒化ホウ 素(hBN)を高温・高圧下で相転換し、同時に焼結するこ 写真 5.試験片の顕微鏡観察像 顕微鏡観察から被削材表面に加工によるキズや欠損 は認めらない。表面粗さは最大高さ粗さで 100nm 以下と なり、 最良面では 50nm 以下という高精度な加工を実現し た。 この cBN 焼結体工具による精密切削では、研磨などの 仕上げ加工をすることなく、複雑で自由な形状の高精度 な成型加工の最終仕上げが可能となる。cBN は耐熱性、 耐食性に優れた素材で、精密切削用工具としての利用だ けではなく、多種多様な被削材・切削環境下での適用が 考えられている。 4.まとめ 微細切削工具は、切削精度や工具摩耗特性の高度化な どが求められている。したがって、切削用工具材種はダ イヤモンド、cBN 焼結体が中心となる。しかし、これら の工具材種は、高硬度なため工具成形が難しい。今後の 課題は、更なる微小径化と、高精度・高能率な工具成形 方式の開発が考えられる。 参考文献 1)小林篤史: 「UPC」による最新の金型工具、型技術 Vol.24、型技術 2009 年 5 月号 2)小林篤史・小畠一志:超精密三次元マイクロ加工用 ダイヤモンド切削工具の開発、2007 年 7 月 SEI テクニカルレビュー・第 171 号 3) (独)理化学研究所 HP 「http://www.riken.go.jp」 4) 松岡甫篁:超微細・精密加工へのニーズと対応技術 機械と工具 Vol.54 ・2010 年 1 月
© Copyright 2026 Paperzz