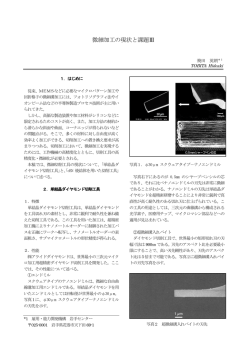
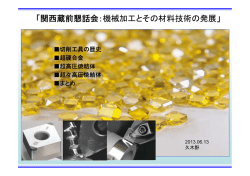
生体用チタニウム合金の高速切削加工に関する研究 ― バ イ ン ダ レ ス cBN 工 具 の 工 具 摩 耗 形 態 と 摩 耗 機 構 ― 廣崎憲一* 新 谷 一 博 ** 兼 氏 歩 *** 研究の背景 これまでにチタニウム合金の切削加工において,耐熱性と熱伝導性に優れているバインダレス cBN 工具を適用し, 従来工具に比して高速化・長寿命の観点から優位性のあることを示してきた。しかし,バインダレス cBN 工具の切 削性能を効果的に導くためには,チタニウム合金の加工における工具摩耗形態とその摩耗機構について明らか に す る必要がある。そこで本研究は,バインダレス cBN 工具を用いた生体用チタニウム合金の旋削加工において,工具 摩耗形態に及ぼす切削速度の影響について調べるとともに,その摩耗機構について考察を行った。 研究内容 4000 切 削 加 工 実 験 は ,工 具 と し て 99.9% 以 上 の cBN 粒 子 か ら 構 成 さ れ る バ イ ン ダ レ ス cBN 工 具 を 用 い ,被 削 材 に 外 科 用 イ ン 供 し た 。 加 工 は CNC 旋 盤 を 用 い た 丸 棒 の 長 手 方 向 旋 削 加 工 を 行 い ,切 削 速 度 の 違 い に よ る 工 具 寿 命 の 評 価 と 工 具 の 切 れ 3000 工具すくい面に 大きな剥離発生 (VB:0.04mm) 工具寿命 m プ ラ ン ト 材 料 と し て 利 用 さ れ て い る Ti-6Al-2Nb-1Ta 合 金 を 切り込み量:0.5mm 工具寿命判定:逃げ面摩耗幅,VB 0.1mm 送り速度:0.15mm/rev 切削環境:湿式 (クーラント供給圧力30MPa) 2000 1000 刃損傷形態について観察を行った。 さ ら に ,工 具 の 摩 耗 機 構 に つ い て 検 討 す る た め ,工 具 と 被 0 削 材 と の 界 面 に お け る 反 応 現 象 に つ い て 調 べ た 。ま ず ,加 工 1 2 3 4 5 6 切削速度 m/s に用いた工具の切れ刃断面の元素分析と X 線回折法を用い 図1 工具寿命に及ぼす切削速度の影響 て 実 加 工 に お け る 反 応 生 成 物 の 同 定 を 行 っ た 。次 い で ,放 電 プ ラ ズ マ 焼 結 装 置 を 用 い た 熱 的 反 応 モ デ ル 実 験 (図 3 )を 行 (b) (a) い ,高 温 圧 力 下 に お け る 工 具 材 / 被 削 材 間 に 生 じ る 反 応 現 象 について調べた。 (c) 研究成果 (1)工 具 寿 命 の 速 度 依 存 性 を 調 べ た 結 果 , 切 削 速 度 に 対 し て 極 0.1mm 値 を 有 し , 本 実 験 条 件 に お い て は 切 削 速 度 4.2m/s の 場 合 が 最 図2 切削速度の違いによる工具損傷状態; (a)V:1.7m/s, (b)V:4.2m/s, (c)V:6.0m/s も 長 寿 命 で あ っ た 。 (図 1) (2) 長 寿 命 を 示 し た 切 削 速 度 を 境 界 に 低 速 域 で は 凝 着 に よ る 荷重 チッピング・剥離が工具損傷の主因となり,高速域において 工具材 電極 は 熱 的 反 応 に よ る 工 具 摩 耗 が 主 因 と な る 。 (図 2) (3) 工 具 刃 先 の 反 応 物 の 分 析 及 び 熱 的 反 応 モ デ ル 実 験 を 行 っ グラファイト 炭素繊維 チタン合金 10μm セラミックス た 結 果 ,工 具 と 被 削 材 の 界 面 に は TiB 2 が 拡 散 反 応 に よ り 生 成 赤外線 温度計 (N) 工具材 (バインダレス cBN) 論文投稿 精密工学会誌 Vol.72, No.2, 2006. p.219-223. 電極 強 度 (a.u.) されることが確認された。 (B) チタン合金 (Al) (Ti) 荷重 位 置 * 機械金属部 ** 金沢工業大学 *** 金沢医科大学 (a) 実験方法 (b) 試料境界面の線分析 図3 熱的反応モデル実験による反応現象
© Copyright 2026 Paperzz