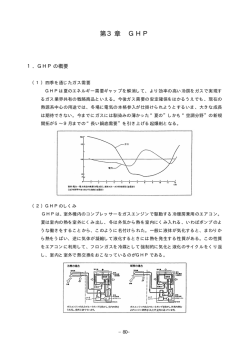
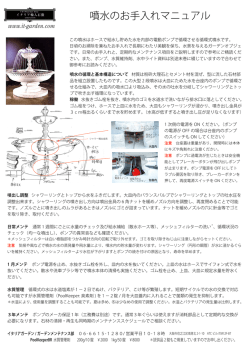
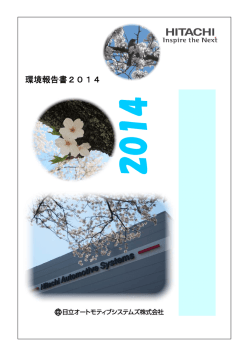
平成 15 年度∼17 年度 地球環境保全関係産業技術開発促進事業 京都議定書目標達成産業技術開発促進事業 技術開発促進事業終了報告書 低温廃熱回収発電装置の実用化開発 <公開版> 平成18年3月 I−35 RITE−大阪大正第2研究室 0 目 次 頁 1.まえがき・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 2.技術開発の概要・・・・・・・・・・・・・・・・・・・・・・・・・・ 3 2.1 アンモニアランキンサイクル・・・・・・・・・・・・・・・・・ 3 2.2 開発経過と実施内容・・・・・・・・・・・・・・・・・・・・・ 5 3.技術開発の内容 ・・・・・・・・・・・・・・・・・・・・・・・・・ 7 3.1 実証試験装置・・・・・・・・・・・・・・・・・・・・・・・・ 7 3.2 性能確認試験の方法・・・・・・・・・・・・・・・・・・・・・ 8 3.3 試験結果および考察・・・・・・・・・・・・・・・・・・・・・ 9 (1)アンモニアボイラ性能 (2)凝縮器性能 (3)タービン性能 (4)システム性能 3.4 実証試験装置の課題と対策・・・・・・・・・・・・・・・・・・ 12 (1) アンモニアタービン軸シールの漏洩対策 (2) アンモニア分解装置 3.5 耐久試験 ・・・・・・・・・・・・・・・・・・・・・・・・・ 15 (1)試験目的および試験方法 (2)試験結果および考察 3.6 アンモニア機器の解体・検査・・・・・・・・・・・・・・・・・・ 17 (1)解体・検査の目的 (2)アンモニア機器の解体 (3)機器の検査方法 (4)検査結果 3.7 コストダウン検討・・・・・・・・・・・・・・・・・・・・・・ 25 (1)現状設備の経済性 (2)タービン入口圧 (3)解体・検査結果に基づく最適化 4.技術開発成果の概要・・・・・・・・・・・・・・・・・・・・・・・ 27 4.1 実証試験装置の性能 ・・・・・・・・・・・・・・・・・・・・ 27 4.2 アンモニア機器の解体・検査 ・・・・・・・・・・・・・・・・ 27 5.あとがき・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 28 1 1.まえがき 京都議定書(COP3)の発効により、CO2 削減、省エネ、脱フロン等の課題に対する取 組みがさらに重要性を増してきている。このような状況において、鉄鋼、石油・化学、紙・ パルプ、窯業等各種の工場や、ガスタービン、ガスエンジン等の原動機から環境に大量に 排出される低温の排ガスや温排水等からのエネルギー回収はまだ進んでいない。 図1は、(財)省エネルギーセンターが調査した国内の工場における排熱量[1]をもとに整 理した結果である。200℃以下の排ガスと 100℃以下の温水の形態で、鉄鋼・化学・電力な どの業種を中心に1年間に約 2×1011 Mcal の熱量が排出されている。このような未利用の 低温廃熱からエネルギー回収できる装置を実用化すれば、効率 6%で換算すると約 1000MW の発電が可能となる。この場合の省エネによる CO2排出削減効果は年間 230 万 トンになる。 本開発は、新たな燃料を使用しないことで CO2 排出を抑えた低温廃熱発電システムの実 現を目的として、アンモニアランキンサイクルの実証試験装置によって性能試験と長期運 転を行ない、装置の信頼性と経済性を検証したものである。 化学35,611 鉄鋼24,133 電力95,451 20000 16000 排熱量 (Tcal/y) 12000 8000 4000 0 ガス100-199℃ ガス200-299℃ ガス300-399℃ ガス 400-499℃ ガス>500℃ 繊維 食品 化学 紙パ 樹脂 石油 鉄鋼 窯業 機械 非鉄 輸送 電気 業種 ガス 電力 他 清掃 温水40-79℃ 温水>80℃ [省エネセンター資料より] 図1 工場排熱の現状 2 2.技術開発の概要 2.1 アンモニアランキンサイクル アンモニアは、元々自然界に存在する無色透明の低沸点媒体で、その蒸発温度は大気圧 下で-33.3℃、4.0MPa でも 79.6℃である。熱物性が良く、また地球温暖化係数ゼロ、オゾ ン層破壊係数ゼロであり、環境負荷がほとんどない。一方特有の刺激臭があるものの、こ の刺激臭により漏洩時の検知が非常に容易となる。アンモニア冷媒は、フロンが使用され る以前から利用されており、現在でもアメリカやヨーロッパの多くの産業用冷凍設備の冷 媒として利用されている。日本では代替フロンが多いが、さらなる環境負荷低減の観点か ら、冷媒としてのアンモニアが見直されつつある。 排熱回収の代表的なシステムとしてランキンサイクルとカリーナサイクルが挙げられる。 図2はその概略プロセスであり、図3に回収熱量の比較を示す。ランキンサイクルは媒体 を加熱して高圧蒸気を発生させ、これによってタービンを回した後に凝縮液を再び蒸発器 (アンモニアボイラ)に戻すシンプルな熱サイクルである。原子力や火力を利用した商用 蒸気タービン発電は基本的に水ランキンサイクルであるが、高効率を達成するために高温 高圧の水蒸気を用いる。これに対してアンモニアは、低温熱源で容易に高圧蒸気が得られ る利点がある。 カリーナサイクル[2]は、水とアンモニアの混合物を媒体とするため、蒸発・凝縮の過程 でそれぞれ非等温蒸発・非等温凝縮(吸収)することにより、多くの熱回収が図れる。また タービン出口ではアンモニア蒸気を低濃度アンモニア水に吸収させて背圧を下げ、タービ ン出力を増加させている。ただしランキンサイクルよりも回収熱量が増加する一方で、構 造が複雑になること、蒸発器と凝縮器(吸収器)の伝熱面積が大きくなるなどの問題があり、 コスト面では不利になる。また2流体の腐食環境についても注意を要する。 表1は各種熱サイクルの比較結果である。アンモニアランキンサイクルは作動圧力が高 く、また効率がカリーナサイクルに比べて若干劣るが、システムが単純で熱交換器が少な く、伝熱面積も少なく済むこと、高価な耐腐食性材料を使用する必要が無いために発電単 価では優位にある。 本開発は、このようなアンモニアランキンサイクルの特長を生かした低温廃熱発電シス テムを実用化することを目的として実施した。開発に当たっての課題は、実用装置の設計 に必要な性能データの取得と、装置の信頼性、安全性の確認、また実用化に向けたコスト 削減のための検討も必要となる。ここで想定している実用装置は、出力は 200kW∼数 MW の範囲で、例えば 1MW の出力が得られる廃熱量の目安は、200℃の排ガスで約 45 万 Nm3/h、 100℃の温水で約 1200t/h となる。実証実験装置はこれよりも小さいが、実用化のための 技術的課題を解決するためには充分な出力と機能を備えたものとした。 3 ランキンサイクル カリーナサイクル タービン 入熱 蒸発器 タービン 蒸発器 凝縮器 凝縮器 入熱 放熱 放熱 ポンプ ポンプ 図2 ランキンサイクルとカリーナサイクル T 温熱源 非等温蒸発 カリーナサイクル ランキンサイクル 非等温凝縮(吸収工程) 冷熱源 S 図3 表1 回収熱量の定性的比較 各種熱サイクルの比較 サイクル名 使用媒体 圧力(MPa) 効率(比) 装置単価(比) 耐腐食性 アンモニアランキン NH3 高(3∼4) △(1) ◎(1) ○ 水ランキン 水 低(0.1) △(1.1) ○(1.2) ○ カリーナ NH3+水 NH3+水 ○(1.2) △(2.7) △ 4 2.2 開発経過と実施内容 本開発は、平成14年度に新エネルギー・産業技術総合開発機構(NEDO)の助成事 業により主要機器を製作し単体機器の性能実験を行なった後、平成15年度から17年度 まで本助成事業により、全体試験装置の製作と性能試験(15年度)、試験装置の改造と耐 久試験(16年度)、試験装置の解体・検査(17年度)を行なった。それぞれの実施内容 について、以下に述べる。 (1)実証試験装置の製作 平成14年度に主要機器(温水発生器、誘引ファン、アンモニアタービン、アンモニア 熱交換器、ポンプ等)を製作し、単体性能試験を実施した。平成15年度は熱風発生装置、 アンモニアユニット、制御盤、冷却装置等を製作し、その後据付・配管・電気工事を行な い、平成15年11月末に実証試験装置が完成した。試験装置はユニバーサル造船(株) 有明工場(九州)のガスタービン発電設備に併設して建設した。 (2)性能確認試験 実証試験装置の性能確認試験は、平成16年3月末にかけて実施した。ガスタービン(GT) 発電装置の排熱回収ボイラ出口から 150℃の排ガスを導入し、熱風発生装置により 200℃ま で昇温して使用した。試験項目として「定格負荷試験」、 「部分負荷試験」、「冷却水温度変 化試験」、「負荷変化試験」を計 304 時間余りにわたり実施した。 (3)実証試験装置改造 性能確認試験後、平成16年度上期に試験装置の自動化改造等、試験の効率化のための 工事を行なった。また試験運転でタービン軸シールからのアンモニア漏洩量の異常増加が 発生し、調査の結果アンモニアの液滴浸入が影響したためと判断されたので、シール構造 の変更・改造も行なった。 (4)耐久試験 装置改造後、平成 16 年度末までの耐久試験においては、ガスタービン発電装置の運転 に合わせてほぼ毎日発停(DSS)運転を行なった。これにより、平成 15 年度の性能確認 試験からの通算で、アンモニアタービンについて 1008 時間、熱交換器等の循環システム について 1522 時間の試験運転を行なった。またこの間、タービン起動回数は 145 回、熱 交システム起動回数は 173 回を数えた。 (5)アンモニア機器の解体・検査 平成 17 年度はタービン、熱交換器などのアンモニア機器を解体・検査し、アンモニア による応力腐食割れやその他の腐食、浸食等の状況を確認した。 (6)コストダウン検討 低温廃熱回収発電の実用化が図られるためには、投資回収効果の高い装置であることが 重要である。技術面での実証と共にコスト面でも実現性のあるシステムを念頭に、各機器 のコストダウン要素を検討した。 これにより、下記の成果を得た。 5 ガスタービン発電設備の排熱回収ボイラ出口廃ガスを熱源とする実証試験装置を設計 製作し、性能確認試験によって、サイクル性能として計画出力(25kW)を得た。アンモニ アタービン及びアンモニア熱交換器(ボイラ及び凝縮器)については計画仕様を上回るデ ータが得られ、アンモニアタービンの効率は計画値の約 1.2∼1.3 倍、アンモニアボイラ、 凝縮器の熱通過係数は計画値の各々約 1.8∼2.1 倍、約 1.7 倍となった。 タービン軸シールについては当初シングル方式を採用したが、運転停止時や起動時に発 生するアンモニア液滴の気化等の影響によるシールリングの変形が生じたため、高温アン モニアガスをシール部に注入する方式に改造し解決した。 実証試験装置の長期試験を実施して、タービン通算 1008 時間、システム通算 1522 時間 の運転を行ない、タービン、タービン軸シール、アンモニア熱交換器のそれぞれ性能変化 を計測するとともに、システムの自動運転により、安全性・信頼性を確認した。 運転終了後にタービン、ボイラ、凝縮器を解体し、目視検査、MT(磁気探傷)検査及 びサンプリングによる断面検査等を行なった結果、いずれも応力腐食割れ等の異常な状況 は生じていないことを確認した。軸シールについては分解検査で一部部品の欠陥が見つか り、品質管理上の留意点とした。 投資回収年数は1MW クラスで数年程度であるが、規模が小さくなるほど回収年数が長 くなる傾向にあり、その他コストダウン方法についても検討した。 以上の試験により、実用機へ適用するための設計データを取得した。 6 3.技術開発の内容 3.1 実証試験装置 試験装置の概要を図4に示す.本装置は廃熱回収部、アンモニアユニット部、冷却装置 部の 3 部分から構成されている。6000kW ガスタービンコジェネシステムの排ガスの一部 を煙突手前で引き込み、実験のため 200℃までの範囲で加熱した後、温水発生器で熱回収 により温水を発生させた。温水をアンモニアユニット部に送り、蒸発器で熱交換して発生 したアンモニア飽和蒸気(75℃,3.7MPa)によりタービンを回して動力回収する。タービ ンを出たアンモニア蒸気(41℃,1.6MPa)は、凝縮器で冷却され、液化して再び蒸発器に 送られる。凝縮器の冷熱は冷却塔循環の冷却水を利用している。 写真1に示すアンモニアユニットは、外形寸法が 6m長×2.7m 幅×3.6m 高で、25kW 出力の軸流タービン、アンモニア凝縮器、アンモニアボイラ、給液タンクとポンプをそれ ぞれ配置している。アンモニア漏れ対策としては、完全密閉型のキャンドポンプで液送を 行なうと共に、タービン軸封部にはシングルドライガスシールを採用した。 本ユニットは法規的には高圧ガス設備であり、ガスタービン発電装置が危険物取扱設備 であるため、写真2に示す廃熱回収部を発電装置側に置き、両設備を 20m 以上離した位置 にレイアウトした。この方式は、大口径の排ガス配管または高圧アンモニア配管を長距離 設置する必要がないこと、温水配管で熱源を集中することにより複数の離れた排ガス源が ある場合にもアンモニア循環設備をコンパクトにまとめることが出来るなどの利点がある。 排ガスボイラ ガスタービン 排ガス 煙突 タ 誘引ファン 動力計 ボイラ 熱風発生装置 凝縮器 ポンプ 温水発生器 ポンプ 冷却装置部 廃熱回収部 アンモニアユニット部 図4 試験装置概要 7 写真1 アンモニアユニット部 写真2 3.2 廃熱回収部 性能確認試験の方法 純アンモニアの装置への充填はシステムユニット系内を真空ポンプによって脱気してか ら凝縮器及び給液タンクに液体アンモニアボンベを接続して行なった。充填量は約 1000 kg である。 各熱交換器の熱・物質収支およびタービン出力は、データロガーを介してパソコンに取 り込んだ。計測項目および計測システムを図5に示す。計測は、タービン回転数が定格の 3600rpm に到達後、動力計の負荷トルクを設定し、定常状態のデータを取得した。 8 温水焚アンモニアボイラ アンモニアタービン アンモニア凝縮器 温水入口温度 回転数 凝縮圧力 温水出口温度 動力計負荷トルク 冷却水入口温度 媒体流入温度 入口蒸気圧力 冷却水出口温度 液面高さ 入口蒸気温度 蒸気温度 蒸気温度 排気温度 凝縮液温度 排気圧力 液面高さ 制御盤 データロガー パソコン 図5 計測システム 3.3 試験結果および考察 実証実験装置の全体性能および各機器の性能は以下の定義に基づいて求めた。 (1)アンモニアボイラ性能 アンモニアボイラ性能は、(3.1)式により、熱通過係数(KB 値)にて性能を検証した。 KB = QB [W/m2K] ∆TB AB (3.1) Q:ボイラ入熱量[W] ここで ΔTB:対数平均温度差[K] AB:ボイラ伝熱面積[m2] ボイラへの入熱量が計画値に最も近いデータで比較すると下記の値となった。 熱負荷 QB 0.943 計測値/計画値 熱通過係数 KB 1.48 計画値を上回る熱通過係数が得られたが、これは設計段階で汚れ係数を大きく見積もった ことによると思われる。 (2)凝縮器性能 9 凝縮器性能は、(3.2)式の熱通過係数(KC 値)にて性能を検証した。 QC [W/m2K] ∆TC AC KC = ここで (3.2) QC:凝縮器交換熱量[W] ΔTC:対数平均温度差[K] AC:凝縮器伝熱面積[m2] これまでの性能比較と同じくボイラへの入熱量が計画値に最も近いデータで比較結果は 下記の通りで、計画値を上回る性能値を得た。これもボイラの場合と同じく汚れ係数を大 きく見積もったことによると思われる。図6にアンモニア熱交換器の試験性能を示す。 熱通過係数 KC 熱負荷Qc 0.95 計測値/計画値 1.73 熱通過係数比(対計画値) 3.0 ;蒸発器 ;凝縮器 2.0 1.0 0 0 0.5 1.0 1.5 計画熱負荷に対する割合[-] 図6 アンモニア熱交換器の試験性能 (3)タービン性能 断熱効率ηT にて性能を検証する。 ηT = L [-] G∆h ここで (3.3) L:タービン出力[W] G:タービン入口アンモニア蒸気量[kg/s] Δh:断熱熱落差[J/kg] 出力が計画値に最も近い条件のデータでの比較結果を次ページに示す。 10 TB 出力 ボイラ熱負荷 凝縮器圧力 断熱効率 L[kW] Qb[kW] [MPa] ηT [-] 計画値 25 1048 1.59 0.255 計測値 24.8 973.2 1.44 0.311 計測結果は計画を上回る効率を得たが、これは設計段階における余裕率によるものと思 われる。タービン出力を変化させて(部分負荷)効率と出力の関係を整理したものを図7 に示す。 冷却水の温度を変化させた場合のタービン出力性能を図8に示す。本図から冷却水温度 低下に対して 1℃あたり約 4%の割合で出力が増加していることがわかる。 1 .6 1 .4 ター ビン出力(対計画値) タービン効率比(対計画値) 2.0 1.5 1.0 0.5 1 .0 0 .8 計画値 0 .6 0 .4 0 .2 0 0 0.5 1.0 0 .0 1.5 10 定格出力対する割合[-] 図7 1 .2 15 20 25 30 35 40 冷却水入口温度 ℃ 図8 アンモニアタービンの試験性能 タービン出力の冷却水温度による影響 (4)システム性能 ボイラ入熱量とタービン出力の計測値と計画値の比較結果は下記の通りである。 ボイラ入熱量 計測値/計画値 0.943 タービン出力 システム効率 1.06 1.13 計画に対し、入熱が約 6%少ないにもかかわらず出力は計画の 6%増である。そのため、 システム効率は計画値の 13%上回った。原因はタービン効率が計画値以上であったことに よる。実機ベースの目標値 6%に比べるとかなり低いが、本試験装置では既存の型のター ビンを転用して使っており、非常に小さな部分負荷と同等での使用のため、タービン効率 ηT はかなり小さい。実用機レベルではタービン出力が大きくなるのでηT が 50∼60%程 度になればシステム効率 5∼6%の達成も可能と思われる。 11 3.4 実証試験装置の課題と対策 性能確認試験の結果、装置に生じた課題と対策を実施し、長期耐久運転のために安全性 向上とアンモニアタービンを中心とした装置の自動化を行なった。以下に改造内容を述べ る。 (1)アンモニアタービン軸シールの漏洩対策 図9にアンモニアタービンのドライガスシール構造を示す。シール面を通ったアンモニ アはバッファガスによりタービン周辺外部に漏れ出すことなく排気ラインへ導かれ排出さ れる。ドライガスシールは漏洩量が少ないこと、消費動力が少ないこと、メンテナンスが 容易であることを特長としている。ドライガスシールは回転環のメイティングリング(Si C製)と固定環のプライマリーリング(カーボン製)によりシール面を形成している。メ イティングリングには螺旋状の溝があり、回転することでこの溝にシールガスが流れ込み 動圧を発生する。この動圧によりプライマリーリングが数μm 浮上し、非接触にてシール している。 プライマリーリング バッファガス流入 バッファガス排気 ラビリンスシール :固定部 :回転部 ケーシング アンモニア シール面 メイティングリング タービン軸 図9 ドライガスシール構造 (A) アンモニア漏洩状況 性能確認試験の経過とともに、タービン軸シールからのアンモニア漏洩量が徐々に増大 し、最終的な漏洩量としては両側シールをあわせて設計値の約 13 倍に達した。更にその 後の調査で、漏洩はカップリング側シールより生じていることが判明した。 (B) 漏洩原因 12 調査の結果、漏洩の原因はプライマリーリングの変形であることがわかった。ただし、 漏洩の生じたカップリング側と漏洩しなかったガバナ側は共に変形していたが、そのメカ ニズムは異なっていた。 ① カップリング側 プライマリーリングはシール面に対し凸型(中高)に変形していた。図10に変形の状 態を示す。 変形量 メイティングリング プライマリーリング 変形前(正常) 図10 変形後 変形の状態(カップリング側) 漏洩は以下の状況により発生したと考えられる。回転しているシール面にアンモニアド レンが浸入し、シール面の接触による摩擦熱が発生し、リングの裏側と表側の温度差で変 形を生じ、起動停止時にこれが繰り返されることでプライマリーリングが中高の塑性変形 に至ったと思われる。プライマリーリングが中高に変形したことによりアンモニアの圧力 でシール面に大きく開く力が加わり、大量のアンモニアが漏洩したものと思われる。 ② ガバナ側 プライマリーリングはシール面に対し凹型(外高)に変形していた。図11に変形の状 態を示す。変形量はカップリング側ほど大きくはなかった。 変形量 プライマリーリング メイティングリング 変形前(正常) 図11 変形後 13 変形の状態(ガバナ側) 回転しているシール面にアンモニアドレンが浸入し、シール面にて蒸発するときの蒸発 潜熱にてプライマリーリングが冷やされ、これが繰り返されることでプライマリーリング が外高の塑性変形に至ったと思われる。 プライマリーリングが外高に変形した場合には、アンモニアの圧力でシール面が開く力 は加わらない。また変形量が小さいこともあり、漏洩には至らなかった。 (C)軸シール漏洩対策 図12に対策後のドライガスシール構造を示す。図中に改造した部分を赤く示す。起動 前のドレン除去と周辺のドレンおよびタービン排気中のドレン浸入防止のため、シール面 への高温アンモニア蒸気の供給を行ない、さらにラビリンスシールを設けた。シール面へ 高温のアンモニア蒸気を供給することで系内の飽和または湿り蒸気はシール面に浸入する ことはなく、供給するアンモニア蒸気はシール面の飽和温度より高温のため、ドレンが発 生することはない。タービンの起動は新たに取り付けたシール面の温度センサーにより、 十分暖まったことを確認してから行なうこととした。 バッファガス流入 バッファガス排気 シールガス流入 :固定部 :回転部 ラビリンスシール タービン軸 図12 対策後のドライガスシール構造 (2)アンモニア分解装置 タービン軸シールから漏洩するアンモニアを無害化するため、アンモニア分解装置を設置 した。軸シールから漏洩するアンモニアはバッファガス出口配管でエアーと共に排出され る。そこで、バッファガス内のアンモニアの濃度とバッファガスの流量を計測することで 14 アンモニア漏洩量を計算した。アンモニア濃度は 0.5L/min にて10分間サンプリングし、 0.5wt%ホウ酸水溶液に吸収させ、そのホウ酸水溶液中のアンモニア濃度をインドフェノー ル吸光光度法にて計測することで算出した。サンプリングのフローを図13に示す。 バッファガス流量計 アンモニア分解装置へ タービン 軸シール部 サンプリング 0.5L/min バッファガスライン 図13 サンプリングのフロー アンモニア分解反応は発熱反応であり、その熱を熱交換器により回収することで、外 部から加熱することなく分解反応が持続可能となる。アンモニアの分解状況は触媒出口 温度で知ることが出来、その温度からアンモニア濃度が推定できる。これによって、タ ービン軸シールのアンモニア漏洩量が推定できるため、異常を検知することが可能であ る。触媒出口温度からのアンモニア漏洩量計算結果は計測値とほぼ一致しており、漏洩 量計測器や、軸シール異常検知器として機能することが確認できた。 (3)タービンバイパス弁 改造前のタービンバイパス弁はエアレス開の調節弁であったため、停電時の動作に問題 があった。即ち、停電時には無停電電源のあるプログラマブルロジックコントローラのみ 動作するが、エアーコンプレッサーの停止により、エアーの圧力が下がりタービンバイパ ス弁は開となる。そのためアンモニアボイラの蒸気が、開いたバイパス弁を通って凝縮器 に流れ込むが、冷却水ポンプが停止しているため凝縮器の圧力が急上昇する。このような 危険を回避するため、エアレスで閉の調節弁に改造した。 3.5 耐久試験 (1)試験目的および試験方法 平成 16 年度に上記の改造を行ない、これらの性能が長期的に安定して維持されるか、 またアンモニアに関連した安全性が長期間維持出来るか、更に長期的なトラブルレスの信 頼性があるかを確認するために長期耐久試験を行なった。 本試験では熱風発生器を運転せず、排ガスは約 150℃のガスタービン排ガスのままで行 なった。耐久試験時は朝起動、夕方停止(DSS)運転を基本としたが、廃熱供給源である 発電所のガスタービン運転にあわせ 24 時間運転も時々行なった。 15 データ計測は、15 年度の性能確認試験と同じく各点の温度、圧力、流量やタービン回転 数などのデータについて30分から1時間程度の平均値を用いて各熱交換器の熱・物質収 支やシステムの効率などを計算した。 (2)試験結果および考察 平成 16 年度の耐久試験は平成 15 年度の性能確認試験の分も含めてシステムの運転時間 1,522 時間、タービンの運転 1,008 時間まで行ない、この間システムの起動回数は 173 回、 タービンのそれは 145 回を数えた。耐久試験ではタービン及びタービン軸シール、アンモ ニア熱交換器は予想範囲内の性能で推移した。またアンモニア漏洩等トラブルもシール部 改造後は無く試験期間内の安全性、信頼性は確認できた。 図14に対策前後のアンモニア漏洩量を示す。軸シール改造後のアンモニア漏洩量は設 計値以下となった。タービン運転時間が 650h を超えたあたり(12月中旬)から漏洩量 がやや上昇している。これは後述の分解時に発覚したリング割れが主要因であるが、外気 温が低下してきたためごく少量のドレンがミスト状態でシール面を通過したためと推定さ れる。暖気には注意を払っていたが、起動時にシール面にミストが若干残った状態で回転 させたことにより変形した可能性もある。 14 漏洩量(設計漏洩量を1) 12 サンプリング計測値 10 設計値 8 6 4 2 0 0 200 400 600 800 タービン運転時間[h] 図14 アンモニア漏洩状況 16 1000 アンモニア熱交換器の性能推移を図15に示す。横軸はシステムの運転時間、縦軸は熱交 換器の汚れ係数比である。汚れ係数比とは設計時に見込んだ汚れ係数を1とした比を示し ており、数字が大きい方がより性能低下していることを示す。ゼロ以下は設計性能(汚れ ゼロ)よりも良い性能であることを示している。ボイラの性能については伝熱面積を使用 する際に液面の高さを考慮した汚れ係数としている。設計時の汚れ係数は通常の使用によ る熱交換器の汚れ分として一般的な値を使用している。 1.2 計画値 1.0 アンモニア凝縮器 0.8 汚れ係数比 アンモニアボイラ 0.6 0.4 0.2 図4 0.0 アンモニア熱交換器の性能推移 -0.2 -0.4 0 200 400 600 800 1000 1200 1400 1600 システム運転時間[h] 図15 アンモニア熱交換器の性能推移 アンモニアボイラの汚れ係数はゼロ周辺を維持しており、性能的に問題ないことが確認 された。一方、凝縮器については、運転開始時は汚れの蓄積により性能が低下傾向にあっ たが、800 時間程度で落ち着いた。その後 1200 時間を超えると再び性能低下が見られた。 この時期は冷却水の凍結防止のため、頻繁に冷却水の抜き入れをしており、冷却水の薬液 の無い状態で運転したためスケールやスライムの発生が起こったためと推定される。冷却 塔内では発泡現象が確認されており、冷却水の水質管理が性能維持に必要不可欠であるこ とが確認された。ただし、最も高い汚れ係数でも通常想定される汚れ係数の範囲内である。 3.6 アンモニア機器の解体・検査 (1)解体・検査の目的 耐久試験結果を確認するためにアンモニア機器を解体し、検査を行なった。アンモニア 液によるタンク、熱交換器の応力腐食割れについてはアンモニア中の微量成分、特に空気 の共存で発生し、降伏点相当の応力が付加されると生じ、冷間加工、溶接、応力により加 速される。また高強度鋼ほど割れ易い。この対策としては一般に下記が考えられる。 ① 加工後の応力除去のための焼鈍 17 ② 液体アンモニア中の空気の完全除去 ③ 高張力鋼の使用回避 ④ アンモニア液中への水の添加 実証試験装置の熱交換器は、安価で割れの可能性の少ない炭素鋼(SMB材)を使用し、 溶接・製作後の本体・伝熱管群共、丸ごと焼鈍を行なって、割れに対しては万全の策を施 している。従って分解・検査は、実証機の設計思想がそのまま実用機へ適用可能となるた めの確認に主眼を置いた。 (2)アンモニア機器の解体 ① タービン及び軸シール タービンはアンモニア機器ではあるが作動範囲では常時蒸気に接する機器であり、アン モニア液による応力腐食割れの可能性は少ないが、念のためタービンケーシング部、ロー タ・軸部、軸シール部に分解した。 ② ボイラ及び凝縮器 アンモニア液に接するボイラの断面とサンプリング位置、解体時の切断線を図16に、 凝縮器の断面を図17に示す。常時高温のアンモニア液で満たされているボイラ胴部でも MT 検査の結果で異常が無かったので、凝縮器の内部溶接部の MT 検査は省略した。目視 及び MT 検査のほかに、念のためボイラと凝縮器のアンモニア液に接する胴内側溶接部の 代表的なサンプリング個所について顕微鏡写真による断面検査を行なった。 (3)機器の検査方法 タービン本体、ボイラ、凝縮器について、汚れ・腐食等を目視により、割れをMT検査 (磁気探傷検査)ならびに顕微鏡により、表面汚れをファイバースコープによりそれぞれ 検査した。各機器の検査項目は下記の通りである。MT 検査の状況を写真3に示す。 (A) タービン(軸シールを除く) ①各部の目視検査 ②動翼、静翼のMT検査 (B) 軸シール ①タービン停止時のシール面からの漏洩ガス量を計測。 ②タービン軸からシールセットを外した後、シールメーカの漏れ計測装置で 停止時の漏洩ガス量を計測。(タービンによる不具合確認のため) ③上記②の後、シールメーカの工場にて細部まで分解し各部品の状況を検査。 主要部品の寸法変化、磨耗量、表面粗さ、歪量計測調査。 なお、①、②はガスとして窒素を使用し、タービン内圧を 0∼1.6MPa(常用作動圧)まで 変化させて漏れ量の変化を見た。 (C)ボイラ 18 ①全体の目視検査 ②冷間加工部、溶接部、接液部の MT 検査 ③サンプリングによるサンプル断面の顕微鏡検査 (伝熱管直管部の肉厚検査を含む) ④ファイバースコープによる表面観察 (D) 凝縮器 ①全体の目視検査 ②サンプリングによるサンプル断面の顕微鏡検査 (伝熱管の肉厚検査を含む) ③ファイバースコープによる表面観察 ボイラ胴切断線 ボイラ断面 ボイラ伝熱管群切断線 伝熱管群 管板正面図 伝熱管/管板サンプル 図16 ボイラ解体・サンプリング概要 19 図17 凝縮器断面図 ①ハンドマグナにて磁場をかけながら湿 式蛍光磁紛を吹きかける ②ブラックライトで照らして 蛍光の線が出ると割れがある ブラックライト 蛍光磁紛 写真3 MT検査状況 (4)検査結果 (A)タービン本体 タービンについてはタービンケーシングを上下に分解、軸受け部分解、軸シール部、ロ ータを取り出し、中間段の静翼部も外し全体の目視検査で異常は認められなかった。但し ケーシング下部に若干のドレン跡は見られた。タービン動翼、静翼共付け根から羽本体部 を MT 検査したが異常は認められなかった。 (B)軸シール 軸シールはタービンのロータの両側に各 1 個設けられているが、その内ガバナ側のシー ルからの漏洩量は通常の作動圧付近で設計期待値に近かったが、反対側(カップリング側) よりも約一桁多かった。軸シールを分解した結果、ガバナ側シール面のカーボンリング(プ 20 ライマリーリング)に割れが発見された。(写真4) 詳細に見ると半径方向内周部側には割れの開口部があり、外周部側は割れが止まってい る。即ち外周側は繋がっている。また割れは外周部付近はアンチモンの黄色い線に沿って 直ぐ横を並行して走っている。これはカーボンリングの加工時に生じた割れ目に後工程の アンチモン含侵時にアンチモンが入り込み強化されたため、その近辺の比較的弱いカーボ ン部分が割れたものと思われる。(写真5) これらの状況から今回のカーボンリングの割れは原材料のカーボンリング成形時の割れ が原因と思われる。カーボンリング組付前の検査を徹底することが課題といえる。 → 写真4 プライマリーリングの割れ 写真5 外径方向 シール面割れ中央部拡大写真(120 倍) (C) ボイラ ボイラ部は、図16に示す位置で切断してサンプリングならびに内面検査を行なった。 アンモニア蒸気出口ノズルのデミスターも取り外して目視検査した結果、下記の通りで特 に異常は認められなかった。 ① 全体的に表面が黒ずんで酸化膜を形成していると思われるが、液面と思われるレベル 以下の部分は特に顕著であった。全体的に所々に赤茶けた錆が出ていたが、試験運転終了 後に発生したものと思われた。 ② デミスターのワイヤメッシュは新品同様の光沢を維持していた。 ③ 伝熱管表面は少し黒ずんだ酸化膜に若干埃状の物がついていたが、指で触ると鈍い光 沢が少し出る程度で汚れとしては正常と思われた。 ④ 温水側には管板の赤錆が少し認められたが、伝熱を阻害するほどの物ではなかった。 ⑤ 伝熱管の肉厚は正常であった。 MT 検査は割れの生じ易い液面付近と溶接線付近を中心に行なったが、異常は見つからな かった。 21 (D) 凝縮器 アンモニア側はサンプルの切り出し採取を行ない、断面を顕微鏡で検査したが伝熱管の 肉厚検査も含め異常は全く無かった。サンプル採取後の開口部からアンモニア側伝熱管表 面を観察したところ、薄い若干の赤錆があったが概ね金属面の光沢も見られるほどきれい な状況であった。(写真6) 写真6 凝縮器伝熱管アンモニア側 水側については、写真7に示す様にかなり汚れていた。伝熱管内部はファイバースコー プで目視観察したが、管内壁に汚れが見られた。これは試験終了前の冬季運転において凍 結防止のため毎日冷却水を抜く作業を行なったため、水質管理が不十分になったことが原 因と思われる。 入口:下部 出口側付着スケール 出口:上側 写真7 凝縮器冷却水側管板部汚れ状況 検査結果のまとめを表2に示す。実装置への適用に際しては、軸シールの信頼性向上と 熱交換器の水側汚れについての配慮が必要である。 ①軸シール 分解検査の結果、カーボン製のシールリング(プライマリーリング)の1個(ガバナ側) に割れが見つかった。リングの磨耗量、歪量計測、顕微鏡の表面検査等詳細調査を行なっ 22 た結果、リングの磨耗量、歪量はかなり大きかったが、運転そのものには支障の無い程度 であった。 調査の結果、割れの原因は部品製造段階からの小さいヒビまたは巣に応力集中が起こっ たものと分った。またもう一方のリングは正常な磨耗状態であり、装置自体の原因ではな いといえる。しかし、部品の欠陥は装置の信頼性に大きく影響するため部品の品質管理が 重要である。対策としてはシール組み立て前のリング検査の徹底、即ち従来高圧ガス(5 ∼15MPa)機器に適用していた加圧試験をおこなうことが有効である。 タービンの長期安全性・信頼性向上のため、アンモニア液滴のシール部への進入防止の 徹底が求められる。可能な限り、シールガス温度を高く、流量を多くするとともに、ター ビンの発停回数を少なく、タービン起動前の暖気時間を長くすることが有効である。 ②ボイラ、凝縮器の汚れ係数 耐久試験の間、アンモニアボイラの汚れ係数は初期段階から一定の範囲を保っており実 機段階では計画値の 30%程度を見ておけば問題無いように思われた。分解検査によっても ボイラのアンモニア側、温水側とも伝熱面の汚れは殆ど無かった。 凝縮器については、平成 16 年度の耐久試験において初期汚れが安定した後、運転時間 が 1400 時間を越えた頃から汚れが再び増している。この原因は冬季の試験において夜間 停止時の凍結防止のため、水抜き/水張りを繰り返して水質管理が出来ず、水側の汚れが 増進したものと思われる。分解検査の結果でも凝縮器冷却水側の汚れは著しかった。 寒冷地のDSS運転プラントの場合は、冷却水の水質管理とともに系内の冷却水を装置 停止時のみ貯留するタンク等の設備が必要である。一般的に大気開放式の冷却塔では冷却 水系統は汚れ易く、実機においてもボイラほど汚れ係数の低減は図れない。ボイラ、凝縮 器と実機設計の段階での汚れ係数の決定には、冷却水、使用水の種類、薬注等冷却システ ムと合わせて考える必要がある。 23 表2 検査対象 検査結果のまとめ 検査の種類 目視 タービン MT 検査部分 検査結果 ケーシング 異常なし 軸受 ↑ ロータ ↑ 動翼 ↑ 静翼 ↑ 動翼 ↑ 静翼 ↑ 備 考 割れあり(ガバナー側のみ) カーボンリング プライマリーリング 磨耗・ひずみ(ガバナー側大) 品質管理強化が 軸シール 正常(カップリング側) 目視 顕微鏡 若干磨耗あり O リング 異常なし その他部品 ↑ 胴内部 ↑ 伝熱管外面 目視 ボイラ メイテインリング (アンモニア側) ↑ 温水側管板部 ↑ 胴内部 ↑ 伝熱管屈曲部 ↑ FS 伝熱管(温水側) ↑ 断面組織 採取サンプル ↑ MT 伝熱管外面 (アンモニア側) 目視 冷却水側管板部 凝縮器 FS 断面組織 MT:磁気探傷検査 伝熱管内面 (冷却水側) 採取サンプル 24 伝熱管直管部 肉厚検査を含む ↑ 汚れあり 冷却水の水質管 理考慮 ↑ 異常なし FS:ファイバースコープによる表面検査 断面組織:顕微鏡による断面組織検査 必要 伝熱管直管部肉 厚検査を含む 3.7コストダウン検討 (1)現状設備の経済性 省エネルギー設備の導入条件としてはいろいろな考え方があり、一方で購入電力料金や 自家用発電コスト、補助金の有無等によっても変動するため、設備の経済性は一概には決 まらない。ここでは投資回収年数3年程度を目途として、下記条件で 1000kW 発電装置の 目標設備コストを36万円/kW とした。すなわち、電力会社からの買電単価を 10 円/ kWh、廃熱回収装置の年間稼働時間を 8000h、設備導入時補助金を1/3とすると、以下 の値となる。 10(¥/kWh)×8000(h/y)×3(y)/{1−(1/3)}=360,000(¥/kW) 1カ所当たりで発生する廃熱量が少ない場合は適用する発電設備の規模も小さくなる。 現状での廃熱量と発電量・設備コストの関係は、図18のようになる。廃熱量(排ガス流 量)が増えるに従って発電量は増加し、設備単価は小さくなる。図19は発電規模の大小 による設備費の内訳である。小規模発電の場合は熱交換器に比べてタービンの割合が大き 1200 1.2 1000 1 800 0.8 600 0.6 400 0.4 200 0.2 0 0 0 10 20 30 40 50 60 排ガス流量(万Nm3/h) 図18 排ガス量と発電量、設備単価の関係 100% 90% タービン 80% 70% 60% 熱交換器 50% 40% 30% 20% 10% 0% 補機 工事費 その他 200kW 図19 1500kW 発電規模による設備費の内訳 25 設備単価の比 発電量(kW) いが、大規模になるとその割合が逆転する。 (2)タービン入口圧 図20はタービン入口圧力と熱交換器伝熱面積の関係を示す。図からタービン入口圧力 が 4.1MPa 辺りの合計伝熱面積が最も小さくなっており、伝熱面積はコストに比例するので、 kW 単価も最も小さくなると言える。その効果は現状の実験機条件より4%程度コストダウ ンとなる。従って、タービン入口圧力の設定もコストに大きく影響する。 2.0 伝熱面積合計 1.8 1.6 伝 熱 面 積 比 1.4 1.2 1.0 凝縮器伝熱面 0.8 0.6 ボイラ伝熱面積 0.4 0.2 0 3.5 4.0 4.5 5.0 タービン入口圧力[MPa] 図20 タービン入口圧力と伝熱面積の関係 (3)解体・検査結果に基づく最適化 解体・検査によって、応力腐食割れや構造上の欠陥等がないことが明らかになったため、 性能確認試験や耐久試験結果がそのまま適用できる。従ってアンモニア熱交換器の設計余 裕(汚れ係数)の削減が可能となる。本発電プラントでは容量が大きいほど熱交換器の全 体に占めるコスト割合は大きく、コストダウン効果は大きい。今回の結果からアンモニア ボイラは当初想定伝熱面積を約 60%に、凝縮器のそれは約 80%に削減できることがわか った。 更にタービン性能には約 30%の余裕を確認した。その分アンモニア蒸気量を減らせるこ とになり、熱交換器の容量を小さく、配管その他装置全体にコストダウンが期待できる。 26 4.技術開発成果の概要 4.1 実証試験装置の性能 アンモニアランキンサイクル発電の実証実験装置を製作し、性能確認試験を行なった。 アンモニアタービンの効率は定格点で計画値を上回るデータが得られた。これについて もタービン設計時の余裕率の妥当性を検証した。タービン性能を含む装置全体の性能を耐 久試験で検証し、さらに冷却水の温度低下によって出力が増加する効果を確認した。 これらの性能確認試験の結果から実機ベースでの性能を精度良く推定することが可能と なった。タービンの軸シールは、当初ドライガスシールのシングル式を採用したが、性能 試験時にアンモニア液滴の浸入によりシール部が変形して性能が著しく悪化した。浸入防 止対策を講じた新しいシール方式に改造し、長期運転においてもシール性能が保たれるこ とを確認した。 またドライガスシールに混合される漏洩アンモニアを触媒作用で分解処理する装置を設 置し、系外へのアンモニア放出をほぼ抑えることが出来た。また分解装置出口温度を計測 することによってアンモニア漏洩量の検知を可能にした。 アンモニア熱交換器(ボイラ、凝縮器)はいずれも設計性能を上回り、定格点の熱通過 係数、汚れ係数や、設計マージンを考慮して伝熱面積の最適化を図ることが可能となった。 長期耐久試験において、アンモニアボイラは初期性能からの変化はなかったが、凝縮器は 徐々に性能の低下がみられ、冷却水側の汚れが進んでいたことから、水質管理が性能維持 に重要である事が確認された。 システムは通算 1522 時間、タービンは通算 1008 時間の耐久試験を行なった。改造後の 耐久試験では、改造した軸シールからのアンモニア漏洩量も正常値を維持できたことから 軸シール方法が確立できた。その他配管や、継ぎ手部からのアンモニア漏洩はなく、装置 の信頼性と安全性が確認された。 4.2 アンモニア機器の解体・検査 アンモニアタービンは、ケーシング内面、ロータ部、静翼部、軸受け部、軸シール部に ついて目視検査を行なうとともに、ロータ部の応力のかかる翼付け根付近及び静翼につい て MT 検査を実施した。その結果、軸シール以外は全く問題ない事を確認した。 タービン軸シールについてはシール部のガス漏洩量計測にてガバナ側の漏れ量が大きく、 分解調査の結果ガバナ側のシール面を形成する固定カーボンリングに割れが見つかった。 この原因は部品製造時の欠陥によるものであり、製造品質管理で回避可能である。 アンモニアボイラについては常時胴内に高温のアンモニア液を貯留して応力腐食割れの 起き易い条件で使用しているため、解体して胴内部、伝熱管、付属品(デミスター)を目 視検査し、胴板の溶接部、液面付近、伝熱管曲がり部についてはMT検査を実施した。結 果は全く異常なく製品として耐久性も含め使用可能な事を確認した。 凝縮器は溶接部と常時接液部のサンプル採取のみを実施し、顕微鏡による断面検査も実 27 施したが、割れ等はなくそのまま実機に適用できることを確認した。 耐久試験結果と解体・検査結果から性能データが長期安定的に維持されることが確かめ られた。熱交換器についてはボイラの伝熱面積を 60%程度、凝縮器のそれを 80%程度に 減らすことができ、タービンとともに最適設計によるコストダウン可能性を見出した。 5.あとがき 工場等から排出される 200℃以下の排ガスや 100℃以下の温排水などを熱源として、ア ンモニアランキンサイクルによる低温廃熱回収発電装置を実用化するための開発を行なっ た。本装置は、 (1) 廃熱回収による燃料ゼロ発電 (2) CO2排出ゼロ発電 (3) オゾン層破壊係数ゼロ、地球温暖化係数ゼロの自然熱媒体(アンモニア)を使用 (4) 離れた複数の熱源から温水で一括熱回収が可能 (5) 投資回収年数が比較的短期 を特長とするものである。 当面の実用化に向けては、大規模な廃熱を有する工場などでの適用が考えられるが、比 較的小規模な設備の廃熱に対しても付属ユニットになりうる可能性がある。後者の場合は、 高い作動圧力に耐えるコンパクトな熱交換器や小型で高効率なタービンの実現が課題とな る。本装置の実用化を通じて、省エネルギーと地球温暖化防止にささやかでも貢献できる 事を願っている。 参考文献 [1] 工場群の排熱実態調査研究要約集(財)省エネセンター、2000 年 http://www.eccj.or.jp/wasteheat/index.html [2] A.A.Kalina,特許公報、B2,123(1987) 28 技術開発促進事業終了報告書<公開版>の取扱いについて 本報告書は、参加企業の研究報告を目的に作成したものです。このため報告書の 内容について引用等をされる場合には、参加企業及びRITEの許可が必要ですので、 ご連絡いただくようお願い致します。 連絡先 ①日立造船株式会社、事業・製品開発センター 技術研究所 所長 清水 徹 TEL 06-6551-9101 FAX 06-6551-9111 ②財団法人地球環境産業技術研究機構(RITE) 研究企画グループ研究公募チーム TEL 0774-75-2302 FAX 0774-75-2314 29
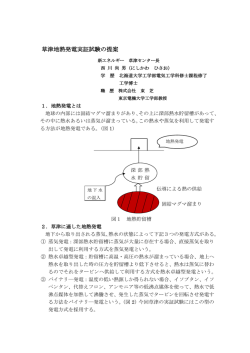
© Copyright 2026 Paperzz