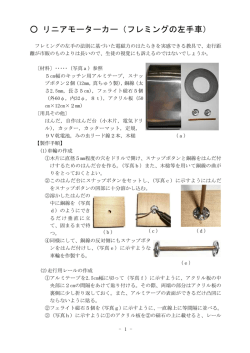
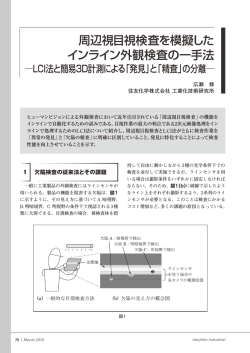
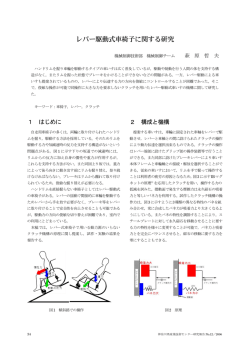
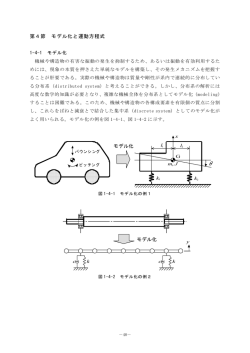
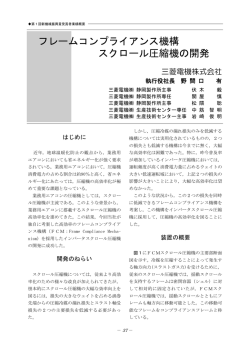
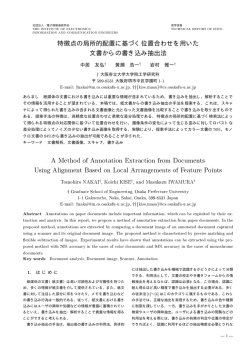
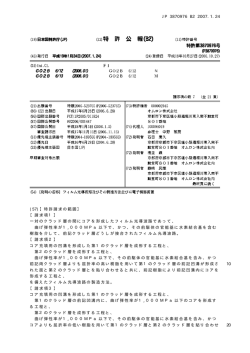
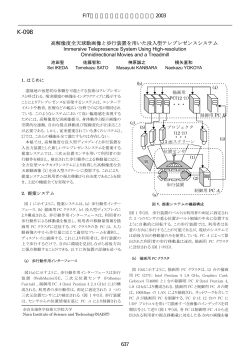
7.鋼板歪み取り加工の技能習得のためのシミュレータ開発について 699523 角崎 葉月 1.研究目的と社会的背景 骨(補剛材) 労働集約型の造船業においては,近年,東アジア各国の技術力が向 溶接部 上し,さらに,日本の 1/10〜1/20 という人件費のために,日本は受注 競争で苦戦するようになった。今後,高い製造技術力を必要とする高 付加価値船の建造を行っていくことが,日本の造船業界の課題である。 外殻(鋼板) 図 1 板骨構造のやせ馬現象 船殻は板骨構造であり,板と骨の接合には溶接が用いられる。そのため外殻に,図 1 に示すような「や せ馬現象」が発生する。この変形は,外観を損なう上に推進性能の低下を招くため,極力取り除くこと が高付加価値となる。このような溶接変形を修復する造船技能として,歪み取り加工がある。造船関連 の中小企業を対象に実施された事業展開に関する意識調査において,多くの企業が技能の高度化の一環 として,歪み取り技術の習得を挙げている。しかし,この技能の習得には多くの経験を必要とするため, 熟練工の高齢化や後継者不足が顕著になっている。 以上の社会的背景により,歪み取り加工の技能習得用シミュレータを開発することは,技能の伝承を 効率化し,技能の習得を容易にするものと考えられる。また,パソコンを用いて擬似体験を繰り返し行 うことで,技能の習得に必要な時間や費用などを最小限に抑えることができるという利点も有する。 本研究では,研究室で開発中の加熱曲げ加工シミュレータにおける簡易計算法を用いて,歪み取り加 工の技能習得用シミュレータを開発することを目的とする。 2.歪み取り加工の原理 歪み取り加工とは,図 2 に示すように,鋼板の ① ② 表裏面をほぼ同じ温度まで加熱することにより, 加熱部が膨張すると共に降伏応力が低下すること 加熱開始 高温時加熱部膨張 で,降伏応力の高い周囲の低温部に拘束された加 熱部が圧縮塑性変形を生じ,その後の冷却過程に ③ ④ おいて,圧縮塑性変形した分だけ収縮することに より鋼板の変形を矯正する作業である。この原理 を利用したシミュレータの開発を行う。 圧縮塑性変形発生 冷却時収縮 図 2 歪み取り加工の原理 3.技能習得用簡易シミュレータの概要 歪み取り加工の鋼板の変形を正確に推定するためには,三次元のモデル に対して熱伝導解析行った上で弾塑性解析を行う必要があるが,これらは 膨大な解析時間が必要とされる。そこで,本シミュレータでは,短時間で 実用的な解析結果が得られるよう,高温での鋼板の圧縮塑性変形量を強制 図 3.1 解析モデル 図 3.2 強制変位位置 変位量としてモデルに付与し,三次元弾性解析のみを行うこととした。 図 3.1 に示すように,解析モデルは,1900×1900×16(㎜)の鋼板を加熱 曲げシミュレータで円筒形に加工した鋼板モデルの両端に,1900×100× 96(㎜)の骨を組み合わせ,溶接変形箇所を模擬したモデルとなっている。 図 3.2 に示すように,板表面,板裏面及び板中央にそれぞれ強制変位 δ (式(1))を加熱線直角方向に付与し,FEM を用いて,鋼板の変形形状を 推定する。ただし,板表面および板裏面での最高到達温度 620℃,室温 20℃ として,強制変位量の算出を行った。 δ= α・L・⊿T ・・・ (1) ただし, δ: 強制変位量 α: 線膨張係数 L: 加熱線幅 ⊿T: 温度変化量 4.歪み取り加工シミュレータの概要及び擬似歪み取り加工の結果 本シミュレータは,プリ,メイン,ポストの計 3 つ のシステムから構成されている。プリシステムにおい ては,擬似加熱条件の設定を行い,メインシステムに おいては,有限要素法による弾性解析を実施し,ポス メインシステム トシステムにおいては,メインシステムでの解析結果 をもとに,鋼板の変形量,変形形状などの表示を行う。 1 19 4 7 図 4.1 に示すように,対話式で,自動的に解析やデ 13 10 16 ータ処理を行い,加熱による変形形状を逐一確認可能 であるため,実際に歪み取り加工の作業を実施する場 合と同様に,作業者に必要とされる経験に基づく勘や 鋼板 骨 ポストシステム プリシステム 技能の早期習得が見込まれる。 図 4.1 歪み取り加工シミュレータ 骨 図 4.2 に示すように,両端にある骨の外側中央に ある接点を固定支持とし,図 4.3 の斜線部の位置に 両端から中央に向かって左右交互に 7 経路に擬似加 境界条件 熱を 3 回繰り返し行った。擬似加熱前の鋼板の形状 図 4.3 擬似加熱位置 と 7 経路加熱ごとの形状変化の経過を図 4.4 に示す。 100 100 80 80 80 60 40 60 40 20 20 0 0 0 500 1000 1500 断面幅(㎜) 加熱前 2000 0 500 1000 1500 2000 60 40 60 40 20 20 0 0 0 断面幅(㎜) 500 1000 1500 2000 変位量(㎜) 100 80 変位量(㎜) 100 80 変位量(㎜) 100 変位量(㎜) 変位量(㎜) 図 4.2 0 2 回目 図 4.4 40 20 0 断面幅(㎜) 1 回目 60 500 1000 1500 2000 0 500 1000 断面幅(㎜) 断面幅(㎜) 3 回目 4 回目 1500 2000 シミュレート結果 端部の境界条件変更に伴う新しい解析モデルの採用と加熱順序の変更により,加熱前には 63.7 ㎜あっ た端部と鋼板中央部での変位差は,3 回目終了後には 9.8 ㎜となり,効率の良い歪み取りができている ことがわかる。しかし,微量ながら端部に角変形は残っており,この変形を矯正すべく,さらなる擬似 加熱を 3 回目の結果に施した。その結果,3 回目の鋼板形状と比較して著しく端部の角変形が矯正され たものはなく,シミュレータとして改善の余地はあるものの,様々な条件で歪み取り加工を模擬できる シミュレータとして使用可能である。結果の一例として,さらに同様な順序で 7 経路に対し擬似加熱を 行った,4 回目の鋼板の変形形状を併せて図 4.4 に示す。 5.結論 本シミュレータは,パソコンのみの使用で難解な機械操作が不要なため,作業者 1 人で容易に歪み取 り加工の経験を積むことが可能である。また,短時間で鋼板の変形形状を簡易的に推定できるため,何 度も繰り返し擬似加熱を体験することが可能である。以上の理由から判断して,経験に基づく鋼板の変 形形状の推測や歪み取り加工の「コツ」を効率よく体得できるものであり,技能習得用シミュレータと して有効であるといえる。さらに,16 ㎜円筒形鋼板モデルに対し,様々な条件を設定してシミュレート を繰り返し行ったことにより,鋼板の変形挙動を確認することができた。今後歪み取り試験を行い,シ ミュレート結果と比較,検討することで,歪み取り加工シミュレータとして,実用化が可能である。
© Copyright 2026 Paperzz