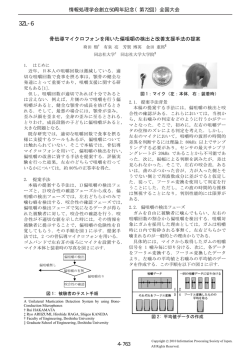
「最近のプラスチック射出成形技術」 超大型電動射出成形機(型締力3,000トン)の開発 三菱重工プラスチックテクノロジー ㈱ 大 関 泰 明 バンパーに代表される自動車用大物部品成形の主要な課題である「ハイサイクル」、「薄肉化」等のニーズに対 応しながら、省スペース・省エネを可能にした世界初の超大型クラスの電動射出成形機「3000 em」について紹介 する。 置は成形サイクルを半減するために、大容量ダイレク 1.はじめに ト駆動サーボモータと自動車部品材専用の MD(マル プラスチック製品・部品を生産する射出成形機は、 チダム)メルタ付 UB スクリュを開発し、型締装置は 従来の油圧式に比べてクリーンで省エネ性に優れる電 新開発のセンタープレス構造で、パーティング面の口 動式が需要を伸ばしており、小型機から始まり、最近 開きを防止するバリレス成形を可能にすることを目指 1,000 トン以上の大型射出成形機まで電動化してきた した。 が、サーボモータ容量や機械サイズの制約から 1,500 開発した 3000 em 機の外観を写真 1 に示す。 トンクラスが限界とされてきた。 また、図 1 に特にハイサイクルとバリレスを中心と バンパーに代表される自動車用大物成形品におい した高品質成形の実現技術を紹介する。 ても、生産性向上につながる「ハ イサイクル」だけでなく、車体の 軽量化につながる「薄肉化」や車 体パネルやモジュール部品の「樹 脂化」が主要な課題になってきて、 大型でより複雑な形状の製品を、 安定して高精度・高品質に成形可 能な大型電動射出成形機の開発が 望まれていた。 写真 1 3000 em 機の外観 2.開発のねらい 主に自動車業界のバンパー成形 電動駆動 割ナット機構 電動型内圧波形制御 大容量ダイレクト駆動サーボモータ 電動高速可塑化装置 をターゲットとして、お客様のニー ズ「加工費低減」 「材料費低減」 「ラ ンニングコスト低減」を商品コン セプトとし、環境への配慮(省エ ネ、低騒音化)や、省スペース性 を保ちつつ 3,000 トンクラスの仕様 を満足させる手段として、当社で 長年実績のある 2 プラタン式型締 機構をベースに電動化によりハイ サイクル化した。射出・可塑化装 電動駆動型開閉機構 (エジェクタラップ動作) 4点均等型締 センタープレス型締機構 ACサーボ駆動 +低騒音エコポンプシステム 図 1 高品質成形の実現技術 MDメルタ付UBスクリュ 最近のプラスチック射出成形技術 3.3000 em 機の特長 3.1 2 プラタン式型締機構による省スペース・省 エネ化 ① 金型温度が変化しても型締力が変化しない。 ② 偏心(オフセット)したキャビティ形状の金型や セット取りを片肺成形しても型締精度を長期に維持 でき、寿命低下する個所が無い。 3000 em 機の最大の特長は、当社独自に開発した省 この利点を生かした em 機では次の様な成形が可能 スペース 2 プラタン式型締機構で、省エネ型低騒音の である。 エコポンプシステムを採用することにより「世界最小 ・ファミリモールド成形 機長の電動射出成形機」を実現したことにある。 ・部分布張り成形(布張り部非対称) 3,000 トンクラスでは、世界的に見て油圧式射出成 しかし、この 4 点型締機構においてもトグル式型締 形機おいてもトグル式型締機構は、機長の問題と倍力 機構と同様にセンター押しの直圧式の油圧成形機と対 機構の構造からくる信頼性の問題から市場から大幅に 比して型盤端を支点とした型盤の湾曲変形を相対的に 減少し、2 プラタン式型締機構が主流となっている。 剛性の低い金型に影響を与えやすいという弱点があっ 当社は、長年にわたって培ってきた 2 プラタン式型締 た。その結果、金型パーティング面は、中央部に隙間 機構の設計ノウハウをベースに 3,000 トン用に電動型 が発生しやすく、型内圧がゲート周辺で高くなるので 開閉機構と電動駆動割ナット機構を新たに開発した。 口開きが生じて、バリが発生する傾向が見られた。 ①型開閉動作は、操作・反操作側に配置された一対の そこで金型口開き変形解析手法をもとに、金型合わ ボールねじを各軸のサーボモータ制御に当社独自に せ面の均一性を確保できる当社独自の分割型センター 開発した同期制御システムを採用、高応答な型開閉 プレス型盤を開発した。センタープレス型締機構と従 を実現し型開閉ドライサイクルを従来油圧機対比で 来の 4 点型締機構及びトグル式型締機構との比較を図 20%短縮した。 2 に示す。センタープレス型締機構は、以下の設計コ ②電動駆動割ナット機構についても、ボールねじと サーボモータによる駆動方式を採用した。油・空圧 ンセプトで型締装置と金型構造を構造連成解析し最適 化した。 方式では難しい 4 つの割ナットの同時開閉を実現 し、0.7 秒で開閉が可能になった。 ③型締力は、型閉し自在構造のタイバーを割ナットで ロックした後、ショートストロークの型締シリンダ を昇圧して発生させる。型締油圧は、必要な時のみ サーボモータにより起動、可変、停止させる新型低 騒音エコポンプシステムにより高精度で省エネ制御 される。この油圧ポンプシステムは、金型の油圧コ アプル作動にも使用され大径のコアプルシリンダに 対応できるよう最大 150ℓ/min まで可変に流量制御 図 2 センタープレス型締機構による金型合わせ面 口開き(バリ)の低減 できコアプル動作を短縮できる。この油圧源が ビルトインされているのでシャットオフバルブ、 バルブゲートやクランパの対応が容易である。 以上のように大幅なドライサイクル短縮と安定 した型締力および省エネルギーを両立させること ができた。超大型機分野において、 このハイブリッ ド型が主流になっていくと思われる。 3.2 4 点均等型締センタープレス型締機構 2 プラタン式型締機構は、タイバー 4 本に均等 な型締圧力をかける機構のため、トグル式型締機 構に対して次の利点がある。 図 3 金型口開き変形解析 ダイレクト駆動サーボモータ 図 4 大容量ダイレクト駆動サーボモータと射出軸同期制御 ① 固定盤・可動盤ともタイバーの 荷重点から型盤中央部に力線 が流れるようなリブ構成とし 直圧と同様な荷重均一性をめ ざす。 ② 金型取付け面は、型締力によ る変形を受けない。 ③ 型盤本体と金型取付け面は、 分割構造とする。 図 5 ダイレクト駆動射出 この構造の金型パーティング 面の口開き解析結果と従来型の 4 点型締機構と対比した結果を図 3 に示す。ゲート周 りの口開き量は大幅に改善されておりバリを大幅に減 らす事が期待できる。 3.3 大容量ダイレクト駆動サーボモータと多軸同 期制御による薄肉成形対応 射出装置は、バンパー成形で必要な低圧・高速射出 を実現し、精度維持とメンテナンス性からベルトレス となるダイレクト駆動サーボモータの 4 軸同期制御を 採用することを計画し、中型電動機で開発した 2 軸同 期制御のダイレクト駆動サーボモータをベースにサイ サーボモータと 4 軸同期制御システムにより低慣性化 と応答性向上を図ることができ油圧成形機でしか実現 できなかった 「 型内圧波形制御 」 を電動射出成形機に おいても可能にした。 図 6 にバンパー成形における電動型内圧波形制御時 の樹脂流動シミュレーション結果を示す。型内圧の立 上がり時にも安定に制御されており収束性が良い事が わかる。この 「 電動型内圧波形制御 」 と 「 多点ゲート 充填(シーケンスバルブ制御)」 により安定した低型 内圧成形が可能になった。 ズアップと積層アップして大容量化 を実現し、同期制御の高速化するこ とで 4 軸同期制御を開発した。これ により射出機構の慣性を低減して薄 肉成形に重要な速度応答性を向上さ せ、ベルトの伸びやズレなどによる 制御精度安定性の阻害要因を排除し た。また、ベルトによる騒音、発塵 をなくした(図 4、図 5)。 またこの大容量ダイレクト駆動 図6 バンパー成形における型内圧波形制御時の 樹脂流動充填シミュレーション結果 最近のプラスチック射出成形技術 図 7 バンパー成形における型内圧低減効果 図 7 にバンパー成形における型内圧低減効果を示 る混練性向上と樹脂温度の均一化はバンパーの品質確 す。先述したセンタープレス型締機構との相乗効果に 保には不可欠である。 よりバンパー成形におけるバリ発生を防止する事がで 当社が他社に先駆けて適用して御好評いただいてい きる。 るダブルフライトタイプの 「UB スクリュ 」 は、ダム 3.4 バンパー専用 MDメルタ付 UB スクリュ クリアランステーパ(当社特許)の「クローズドダム」 バンパー成形にて 30秒サイクルを実現する為にはこ により未溶融樹脂を通過させない。図 8 に示すように のサイクルで可塑化能力 860 kg/h (バンパー重量:4.3 kg) この UB スクリュの先端にマルチダムミキシング 「MD が必要でありスクリュ回転 167 rpm の高速回転で樹脂 メルタ 」 を装着し、ハイサイクル成形時の混練性能向 温度ばらつきを 5℃以内とする事が重要である。 上を図った。 特に未溶融樹脂の混入防止(未溶融レス成形)によ 図 8 MDメルタ付 UBスクリュ 図 10 バンパー成形時の可塑化能力 図 9 MDメルタの溶融機構 図 9 に 「MDメルタ 」 の溶融機構 を示す。 多角形断面形状を持つマルチダム により可塑化能力を落とすことな 図 11 樹脂温度ばらつき く、未溶融樹脂に最適な剪断、分割 作用を与える。 本スクリュのバンパー成形時に計測した可塑化能力 4.おわりに を図 10 に示す。30 秒のハイサイクル成形時にも目標 3000 em の導入により生産性が向上し、当初のニー の可塑化能力を十分クリアする。また、同じハイサイ ズを充分に満たす成果が得られたとの評価をお客様よ クル成形時に計測した樹脂温度のばらつきを図 11 に り頂いている。 示す。このデータは、ノズル部でのスクリュストロー 今後は、高精度成形が可能な本機を中核として、生 ク方向の温度分布を高感度の 4 対式熱伝対で計測した 産品変更時の金型予熱システム追加により、垂直立ち ものである。「MDメルタ付 UB スクリュ 」 の樹脂温度 上げを目指したオンデマンド成形システムやサブ射出 ばらつきは、5℃以内であり、溶融樹脂の可塑化品質 ユニットと金型回転盤を組合せた異材複合成形システ は格段に向上した事がわかる。以上から 「MDメルタ ムへの展開など、新たなニーズにお応えする製品開発 付 UB スクリュ 」 の採用により汎用のインライン型ス を行うことで、日本のものづくりの更なる進歩発展に クリュユニットにて高速バンパー成形を実現できるこ 貢献していきたい。 とがわかった。 三菱重工プラスチックテクノロジー株式会社 開発部 http://www.mhi-pt.co.jp/ 〒453−0862 愛知県名古屋市中村区岩塚町字高道 1 番地 TEL 052−412−1122 FAX 052−412−1499
© Copyright 2026 Paperzz