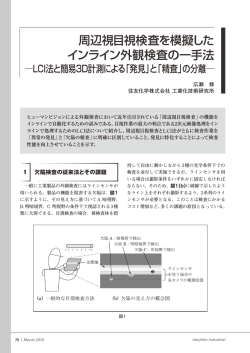
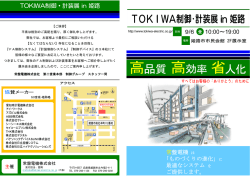
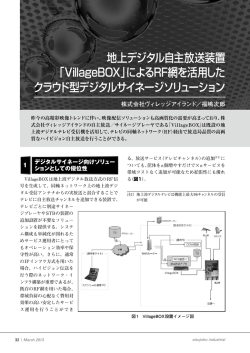
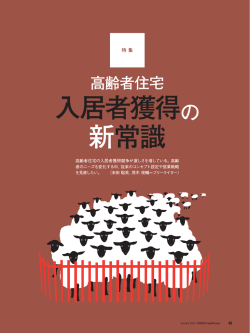
映像・画像市場を展望する 画像処理システムにおける ライティング技術とその展望 増村 茂樹 シーシーエス株式会社 光技術研究所 ■さまざまなワークの撮像要件に応じて、それぞれの画像処理用途に特化したライ ティング技術が必須 ■照明がいくら明るくても「良好なコントラスト」が得られなければ画像処理用途 には適さない ■FAでの画像処理システムに最適なLED照明 ■さらに応用範囲が広がる、紫外・赤外領域 極めて広範なことから、検査や制御用途などの 1. はじめに FA市場への応用が急展開を見せている。 これは、近年のULSI技術の進展に合わせて画 一般に照明というと生活照明のイメージが強 像処理装置そのものが工業的に安価に供給され いため、画像処理システムにおける照明を、照 るようになったためで、画像処理装置の扱いが 明の方法論や技術の方に力点を置いてライティ 簡単になり高機能になった分、適用にあたって ング、またはライティングシステムと呼ぶこと 残された課題の約8割が、解析対象物を撮像する にする。これは、日本語に適当な言葉が見あた ためのライティング技術だといわれている。 らないためで、照明というと明るくするという 本稿では、画像処理システムにおけるライテ イメージが強く、実際、芸術的な領域を除けば、 ィング技術に要求される課題を整理し、特に最 それ以上のイメージを持っている方はマシンビ 近、以上のような市場ニーズのもとで、画像処 ジョンの専門家以外にはあまり見あたらない。 理用途向けに急速に普及しているLED照明の特 いろいろな分野でさまざまに工夫された照明 長と基本的な照明バリエーション、並びに若干 があるが、画像処理用途向けの照明のように、 の適用例について紹介しながら、画像処理用途 着目した対象のコントラストを独立させ、いか 向けライティングシステムを展望する。 に安定に撮像するかという用途に特化された照 明システムは、他にあまり例を見ない。 私達が視覚を通して得ている可視光領域での 2. 画像処理用途向けライティング技術の課題 情報量は非常に多い。いわゆる画像を認識して 判断を下すシステムは、目視検査に近いことも 画像処理システムが急速に広まっている理由 あって直感的で設定が簡単であり、応用範囲も は、第一に、光を媒介して得られる画像情報は、 ︱ 29 January 2002︱ 一般に非常に情報量が多いことがあげられる。 第二に、多くの場合、非接触・非破壊・非汚染 で情報が得られることから、極めて適用範囲が 広いこと、第三に、既存ラインに比較的簡単に 追加導入できること、第四に光を電気信号、と りわけデジタル情報に変換することによって、 画像の解析と判断が組み込みCPUで瞬時に処理 でき、汎用性の高いソフトウェアを搭載できる こと、などがあげられる。 FA現場に適用される画像処理システムは、そ の判断結果を導き出す解析ロジックと、その結 図1 標準比視感度曲線 果に基づいて解析対象物(以下、ワークと呼ぶ) をどう処理するかによって、その用途の違いが 決まる。すなわち、このふたつの要素によって、 位置決め制御なのか、部品探索なのか、外観検 査なのか、あるいは、計測・測定なのか、形状 判定なのか、傷・打痕・汚れ・異物検出なのか、 文字・コード認識なのか、といったアプリケー ションの違いが生じる。 このアプリケーションの違いによって、入力 画像に要求される条件が変化する。たとえば、 特徴点の分離抽出なのか、外形の撮像なのか、 表面状態の抽出なのか、色の抽出なのか、とい 図2 CCDカメラ分光感度特性 った具合である。しかし、どの用途にしても、 (contrast)、その現れる様子を階調(tone)と呼ぶ。 結局は2次元画像情報の各点の濃淡差ですべてを また、最近多くなってきたカラー解析では、これ 抽出しなければならないことに変わりはない。 に色情報が含まれる。この色情報とは、光の3原 安定に処理のできるワーク画像を撮像するため 色であるRGB毎に、コントラストと階調の情報、 には、上記のようなさまざまなワークの撮像要 一言でいうと濃淡差の情報があるということを 件に応じて、さらにそれぞれの画像処理用途に 指す。機械の目は、当然人間の目とは違った感 特化したライティング技術が必須となってくる。 度特性を持っている。図1に人間の目の標準比視 実際、弊社では、画像処理用の照明として200 感度曲線を、図2に一般的なCCDカメラ(竹中シ 種類以上の標準照明と2,000種におよぶカスタマ ステム機器製「NC300AIR」)の分光感度特性を示 イズのノウハウがあるが、それでも日々テステ す。縦軸は、それぞれ最も高い感度を1として正 ィングルームに持ち込まれるワーク撮像に、ま 規化された比感度で表されている。 だまだ十分対応しきれていないのが現状である。 図1によると、人間の目は、明るい環境では波 長555nmの光に対する感度が最も高く、380〜 3. 画像処理用ライティングシステム に要求される機能要件 760nmの範囲に感度を持っているが、図2のCCD カメラでは紫外・赤外領域にまでその感度幅が 広がっていることがわかる。照度計や輝度計は 現状で、工学の対象となる画像は一般に「2次 人間の目の比視感度に合わせてあり、CCDカメ 元の空間座標を含む多次元の視覚情報」とされ、 ラも比視感度に近い感度特性に合わせてはある 画面上の各点の明暗の対比をコントラスト が、波長に対する感度幅が人間の目と異なって 30 ︱ eizojoho industrial 映像・画像市場を展望する いるために、CCDカメラを通すと、当然人間の 従来、均一度を得るためには、蛍光灯を使用 目で見たときとその見え方が違ってくる。照度 した大型の面照明、S/N比を向上させるためには、 計や人間の眼では明るく見える光がカメラを通 高い照度が得られるハロゲン照明などが用いら すと暗くなることもあるし、その逆もある。場 れてきた。 合によっては、目で見たときとカメラで見たと 大型の高輝度照明は、光ファイバなどを使っ きとでは、コントラストが逆転することもある。 て取り回しをよくすることで種々の用途に供さ また色情報についても、人間の目は光をRGB れてきたが、実現できる照明のバリエーション の3色に変換して、単なる平均の濃淡差ではなく、 が少なく応用範囲も限られ、実際にさまざまな 光のスペクトル分布をある程度判別する能力を 形状のワークに対して、アプリケーション毎に 備えている。 要求される種々の撮像画像を安定に得ることが 光の3原色はR(Red)、G(Green)、B(Blue)で、 この3色の光を混ぜれば白色(透明)になるという 困難であった。なぜなら、画像処理で要求され る安定な撮像画像を得るためには、 「明るいこと」 ことは誰もが知っている。しかしこれは人間の が必要条件ではなく、少なくとも上記要件(2)の 眼がそのように感じているだけで、白色になる 「良好なコントラストが得られること」が十分条 ことそのものは物理法則でも自然法則でもない 件になっているからである。 し、光のスペクトル分布をこのRGBの3色に分解 照明がいくら明るくても、 「検出目的項目につ した濃淡差だけですべて表現できるわけでもな いて良好なコントラスト」が得られなければ、画 い。実際、光のスペクトル分布が違っていても、 像処理用途には適さないし、良好なコントラス 人間の眼には同じ色や同じ明るさに見える場合 トが得られるなら、それ以上に照明を明るくす はいくらでもある。 る必要が無いことも多い。もちろん、そのため 一般の映像機器で被写体を記録する場合は、 の条件としては、カメラの光学系の絞りに関係 フィルムカメラもビデオカメラも人間の眼に見 する被写界深度や、シャッタスピードとの関連 えるのと同じように記録しなければならないの も無視できない要素であり、カメラ感度に関す で、人間の目の感度特性に合わせたフィルム感 るゲイン調整やガンマ補正などもその関連要素 光乳剤やビデオカメラ光電面が開発されてきた。 といえる。 しかし反面、工学分野では肉眼を越えた波長域 また、従来型照明におけるもうひとつの課題 (たとえば、赤外、紫外、X線)で感度を持つ記録 として寿命の問題があり、ハロゲンランプでは 媒体の要求も多い。 300〜2,000時間で、メタルハライドランプで1,000 現在、あらゆる用途に応用されつつある種々 〜5,000時間、蛍光灯でも5,000〜10,000時間となっ の画像処理用途向けライティングシステムに要 ている。FA現場で連続点灯した場合、約1ヶ月〜 求される共通の機能要件として、次の3点を挙げ 1年程度で球の交換が必要となり、その間の照度 ることができる。 の変化も無視できない。 (1)ワーク面の解析視野範囲において、カメラ 以上、画像処理用途向けライティング技術と の感度特性に合った、均一な階調化が可能 して、均一な階調と、S/N比の良いコントラスト、 なこと さらに安定な点灯、という3つの機能要件は、最 (2)検出目的項目について、ワーク面の表面状 近の電子部品などに見られるワークの小型化と 態や凹凸、異物などによるノイズに対して 多様化、さまざまな製品分野での品質の確保、 充分なS/N比をもって、良好なコントラスト 製造ラインにおける人手介入をできるだけ少な が得られること くしたトータルでの自動化とスループットの向 (3)実際に使用されるFA現場でのさまざまな外 乱要素に対して、長期間に亘り、充分安定 上といった市場ニーズに、欠かせない技術であ るといえる。 に制御可能なこと ︱ 31 January 2002︱ 明視野 暗視野 撮像例1. 鉄系フレームの銀メッキの撮像 (a)直接光(明視野)照明 (b)散乱光(暗視野)照明 図3 直接光照明と散乱光照明方式 4. ライティングの基本方式 明視野 ライティングには大きく分けて、直接光照明 と散乱光照明のふたつの方式がある。図3に、そ 暗視野 撮像例2. カセットテープの表面印刷の撮像 の概略を模式的に示す。 両方式の違いは、ライティングされた物体か らの光のうち、どのような光を観察するかによ って決まる。 ひとつは、鏡のように照射光がそのまま反射 された光、または透明なガラスのように照射光 暗視野 がそのまま透過した光で、これを直接光という。 明視野 直接反射光のことを、特に正反射光と呼ぶこと 撮像例3. 電池の刻印文字の撮像 もある。もうひとつは、紙のように照射光がそ の表面でほぼ全方位に散乱された光、またはス リガラスのように照射光が散乱されながら透過 した光で、これを散乱光という。 直接光は一般的に明るいことから、直接光を 主に観察する方法を明視野照明、逆に散乱光は 暗いので、散乱光を主に観察する方法を暗視野 照明ともいう。 ワーク面に対して照明とカメラが同じ側に有 明視野 暗視野 撮像例4. コンデンサ表面の撮像 る場合が反射光で、逆側にあれば透過光の観察 になるが、直接光と散乱光のどちらを主に観察 するかという関係は変わらない。 安定に取り出せるかという点にある。 撮像例1は、鉄系のフレームの中心部分に銀メ 結局、直接光照明では観察視野内の反射率や ッキが施されたものだが、明視野だと全体が同 透過率の変化の差分、散乱光照明では散乱率の じように光り、暗視野だと中心部の散乱率が高 変化の差分を、光の濃淡差として撮像している。 い銀メッキ部分だけが光って見える。 従って、ライティングのキーポイントは、この 反射率や散乱率の変化の差分をいかに大きく、 32 ︱ eizojoho industrial 撮像例2のカセットテープでは、明視野だと表 面印刷だけのチェックが可能だが、暗視野だと 映像・画像市場を展望する 内部のリールなどが映ってしまっている。 撮像例3の乾電池では、明視野だと全体が光っ らに低電圧で動作して電流の光変換効率がよく、 消費電流が比較的小さいことから、他照明に較 てしまっているが、暗視野だと刻印や金属の継 べて発熱量も少ないということにある。さらに、 ぎ目のエッジが明瞭に撮像されている。 固体素子光源であって、熱的・放電的発光でな 撮像例4のコンデンサでは、明視野でグレアが いことから、余熱時間が不要であり、点灯・消 発生しているところ、暗視野では散乱光によっ 灯時のスイッチング特性が数μs程度と非常によ て全体が均一に撮像されている。 いことが挙げられる。しかもスイッチングによ 各種照明方式のバリエーションは、このふた る劣化が見られないことも特長のひとつになっ つの照明方式において、照射光が、点光源なの ている。また、点灯回路や駆動装置などの発光 か、線光源なのか、面光源なのか、また、その 機構が要らず、電圧を印加しさえすれば極めて それぞれの光源において照射光が拡散光なのか 安定に発光でき、さらに、ガスやフィラメント 平行光なのか、ということによって派生してい などがないため、対衝撃性に優れ、機械的な故 る。 障不良が少ないことも大きな特長といえる。 ここで、図3において、照射する光の照射角度 これらは、FA現場などで使用される画像処理 がすべて同じで揃っている場合が平行光であり、 システムの、安定性・信頼性の向上、さらに、 照射角度がバラバラの場合が拡散光である。平 画像処理システムが組み込まれている製造装置 行光を照射した場合は、ワーク表面の反射率ま や、ライン全体のメンテナンス頻度の低減に、 たは散乱率の僅かな差が、観察する直接光や散 大きく貢献することができる。さらに、LED素 乱光に敏感に反映される。逆に拡散光を照射し 子を画像処理用途向けのライティングシステム た場合は、ワーク表面に反射率または散乱率の に利用するにあたっては、上記の素子自体の特 僅かな差があっても、照射角度の違うさまざま 長に加えて、下記の2点が重要なポイントとなっ な光によってうち消され、観察光には反映され にくくなる。 ている。 (1)エポキシ樹脂などによって封止された砲弾 魔境の原理を、思い浮かべられたい。一見完 型のLEDでは、小型でその配光特性が指向 全に平坦な面に見える磨き抜かれた銅鏡の表面 に太陽光を当ててその反射光を壁に映し出すと、 性に富んでいるということ (2)種々の波長に中心を持つ、スペクトル分布 見えるはずのない裏面の文様や如来像が浮かび の比較的狭い光を、選択的に利用できるこ 上がる。これは、表面を磨く過程などでできた と 反射面のミクロン単位の凹凸が、太陽の直射平 行光によって拡大して壁に映し出されることに 5.1 拡散光と平行光 よって起こる。すなわち、拡散光の照射は一見 LED照明では、上記の特長(1)によって、光の 均一に見えるが、照射光の平光度を上げてこれ 照射方向と照射範囲、およびその光の強さを比 を適切にコントロールすれば、均一に見える拡 較的自由にアセンブルすることができるほか、 散光の照射では見えないワーク表面の特徴点が 小さなLEDを何個も並べて実装することにより、 鮮やかに浮かび上がる。これが次節で説明する、 照射の自由度を高く保つことが可能な、ワーク LED照明の真骨頂ともなっている。 のごく近傍で、比較的平行光成分の多い光を照 射することが可能になっている。図5に、平面上 に配列したLED照明の配光特性を示す。 5. LED照明の特長 ここでは、指向特性として、法線方向に対し て15°程度の有効照射角を持つLEDを仮定し、照 LED(Light Emitting Diode)素子の主な特長は、 長寿命(10,000〜50,000時間)で、小型・軽量、さ 明下端からワークまでの距離LWD(Light Work Distance)が10〜100mmの場合について、幾何学 ︱ 33 January 2002︱ (a) (b) 図7 平行光による缶胴の傷の撮像 図5 LED照明の配光特性 図8 金属面の分光反射率 (a) (b) 図6 ボタン電池の打痕の撮像 的にその配光特性を図示した。照射範囲のどの 点においても、その点に照射される光の照射角 (a) が、LEDの指向特性と同じ法線方向から±15°以 (b) 図9 BGAの金配線とハンダボールの撮像 内になっていることが判る。 まさにLED照明のブツブツの光によって、蛍 光灯などの面発光の照明では見えない微少な傷 や異物が浮かび上がることになる。 5.2 分光反射率 LED照明では、先述の特長(2)により、適当な 図6にボタン電池の撮像例を示す。(a)は拡散 照射波長を選択することによって、ワーク表面 光同軸照明で、(b)は平行光同軸照明で撮像した の分光反射率の差を撮像画面の濃淡差に反映さ もので、電池表面の打痕をはじめ細かな傷に到 せることができる。図8に、各種金属の分光反射 るまで鮮明に撮像されているのが判る。 率を示す。波長600nmより短波長領域で、金と銅 図7は、飲料缶の側面部分のへこみなどの撮像 の分光反射率が急激に下がっており、青色の 例で、(a)は拡散光を照射した場合で缶の印刷柄 LED照明を用いると、これを顕著に濃淡差とし が見えてしまっているが、(b)の平行度を上げた て撮像することが可能となる。 光の照射では色とりどりの印刷柄がきれいにキ 図9にBGAの撮像結果を示す。(a)は赤色の照 ャンセルされて、へこみなどの傷だけが撮像さ 明で金とハンダの両方が光っているが、(b)では れている。 青色の照明により、金配線とハンダボールの濃 34 ︱ eizojoho industrial 映像・画像市場を展望する 5.3 散乱率 LED照明では、特長(2)のもうひとつの効果と して、ある特定の波長に対する散乱率の違いを 撮像画面の濃淡差に反映させることができる。 波長が短い青色の光は散乱されやすく、波長 (a) (b) 図10 紫外LED光による深底カップの異物の撮像 が長い赤色光は散乱率が低いという特徴がある。 一般に、青空が大気の塵によって太陽光の青色 光だけが散乱された結果であり、赤い夕日が水 淡差が安定に撮像できている。 端的にいうと、ある特定の波長の光を使うと、 平方向に長い大気の層を透過してきた赤色光に よるのと同じ現象である。ちなみに、雲の白い ワークの色の違いを濃淡差として撮像すること のは水蒸気や氷の大きな粒子によって波長の長 ができるということである。 い光も同程度に散乱を受け、あらゆる波長の光 光の3原色は、R(Red、赤)、G(Green、緑)、 が混じり合うことによる。これをミー(Mie)散乱 B(Blue、青)であり、色材の3原色は、C(Cyan、 といい、前者の波長によって散乱率の異なる散 青緑)、M(Magenta、赤紫)、Y(Yellow、黄)で 乱をレーリー(Rayleigh)散乱という。 あるが、両者は互いに補色関係にある。すなわ レーリー散乱による散乱率は、波長の4乗に反 ち、R(赤)の波長の光だけを吸収して他の波長の 比例する。すなわち、ピーク波長660nmの赤色光 光を反射する物質の色がC(青緑)であり、このC と470nmの青色光とでは、青色光の方が約4倍の (青緑)色の光は、白色光からR(Red、赤)の波長 散乱率を持ち、さらに短波長の370nmの紫外光で 成分だけを除いた、G(Green、緑)とB(Blue青) は約10倍の散乱率を持つ。逆にいえば、波長の の波長成分が含まれる光の色になっている。他 長い光は透過率が高く、950nmの赤外光では約4 それぞれ、G(緑)の光だけを吸収する物質の色が 倍の透過率を持つ。 M(赤紫)であり、B(青)の光だけを吸収する物 質の色がY(黄)となっている。 この散乱率の違いによって、表面状態やエッ ジ部におけるミクロン単位の面粗さが、波長の この関係を利用すると、コントラストを得た 短い青色光や紫外光では敏感に反映されるのに い色の組み合わせによって、適当な照明のグロ 対して、波長の長い赤色光や赤外光では変化が ス波長を選べば、自動的にS/N比の高いコントラ 出にくくなっている。 ストを得ることができる。 紫外光のLED照明はまだこれからの分野では これは、RGBそれぞれのLEDを使用して、自 あるが、これをLEDで構成することによる効果 由に色味を変化させることのできるLED照明の が、その散乱率の高さからもより顕著に出る照 大きな利点となっている。つい最近までは色ム 明として着目されている。 ラなどが問題となっていたが、最近になって高 図10に深底の白いカップの内面撮像を示す。 (a) 輝度のRGB一体封止型LEDが市場に出始め、フ は470nmが中心波長の青色LED照明を照射した場 ルカラーのLED照明もアセンブルしやすくなっ 合で、異物の濃淡差がとれていないが、370nmが ていることから、LED照明の特長を活かす方向 中心波長の紫外LED照明を照射した(b)では、底 として今後の製品化へ向けてラインナップが期 の白色の異物が鮮明に撮像できている。 待されている。 異物などの撮像には、通常ローアングルから このフルカラーのLED照明によって、3節で述 LEDの直射光を照射する散乱光照明法を用いる べた光のスペクトル分布の違いを、人間の眼を が、深底のカップでは上方からの照射しかでき 凌ぐ形で、さらに良好なコントラストを持たせ ず、比較的散乱率の高い青色光のLED照明でも て撮像することが可能になってくる。 その濃淡差を得るのは難しい。 図11に塩ビシートの歪み痕の撮像例を示す。 ︱ 35 January 2002︱ それは、画像処理用途のみならず、実体顕微 鏡用の照明にこの緻密なノウハウを応用した目 視検査用のLED照明が、その視認性の容易さか ら静かなブームになっていることからも窺える。 顕微鏡こそワークの微細な変化を観察するもの (a) (b) 図11 紫外LED光による塩ビシートの圧縮歪み痕の撮像 であり、平行度の高いLED照明が適している所 以である。 今後、画像処理分野がさらにその適用範囲を 青色LED照明を照射した(a)では、濃淡差がとれ 広めていくにあたって、本稿でご紹介したライ ず、紫外LED照明を照射した(b)では、高い屈折 ティング技術が、さらに深みを増して、より多 率によって圧縮歪み痕が鮮明に撮像できている。 くの人々のお役に立っていくことを願っている。 紫外領域と赤外領域はこれからさらに応用範 囲が広がっていく分野であるが、残念ながら普 参考文献 及型カメラの対応が遅れていることが懸念され 1) ていた。今後、近紫外・近赤外に感度を持つ、 安価な画像処理用カメラが普及することを願う。 長谷川伸、改訂画像工学、電子情報通信学会編、コ ロナ社 2) 谷口慶治、画像処理工学 基礎編、共立出版株式会 社 3) 7. まとめと今後の展望 以上、画像処理用途向けのライティング技術 として、光の照射技術に関するノウハウ的な事 業新聞社 4) 5) pp.112-119 6) 7) われる例も少なくない。また、画像処理用途向 けのLED照明は、その性質上、単にLEDを並べ れば良いというものではなく、その品質こそが 見事に撮像性能の優劣を分けており、その品質 は、本稿で紹介したライティング技術に裏打ち 米田賢治、画像処理装置におけるLED照明の役割、 画像ラボ、10/2000、pp.32-35 知られておらず、検査や制御設計においてライ もっと安定に撮像できたり、制御ができると思 上田修、LED照明器具の開発と将来性、月刊ディス プレイ、3/2000、pp.49-52 るかが、お分かりいただけたのではないかと思 ティングの観点からの開発がなされていれば、 田口常正、高光度LEDの技術革新と白色LED照明シ ス テ ム の 展 望 、 O P T R O N I C S ( 2 0 0 0 )N o . 1 2 、 本稿を通して、ライティング技術が、画像処 う。しかしながら、このことは一般にまだ良く 飯塚哲也、デジタルカメラ用CCDの多画素化、電子 情報通信学会誌、10/2000、pp.794-796 項も含めて、実例を紹介させていただいた。 理分野において、いかに重要なキーを握ってい 増村茂樹、画像処理システムにおける照明技術、オ ートメーション、vol.46 No.4、pp.40-52、日刊工 8) シーシーエス株式会社、画像処理用LED照明総合カ タログ、10/2000、pp.1-47 9) 電気学会大学講座、照明工学(改訂版) 、電気学会 10) 東京天文台編纂、理科年表、物理化学部、p.99 11) 八木一、画像処理と照明1〜11、映像情報インダス トリアル(4/2000〜2/2001) 12) 大田登、色の科学とイメージング、Vol.23、No.1、 O plus E、pp.45-48 されたものとなっている。その意味からもこの ライティング技術こそが、私どもの最も大事な 商品であるといえる。 画像処理用LED照明の製作にあたっては、照 ☆シーシーエス株式会社 光技術研究所 TEL.075-415-8312 FAX.075-415-8241 射方向や輝度の均一性において、想像以上に多 東京テスティングルーム くのコストが割かれており、安定性においても TEL.03-5475-3681 少なからずノウハウの蓄積が必要となっている。 36 ︱ eizojoho industrial FAX.03-5475-3682
© Copyright 2026 Paperzz