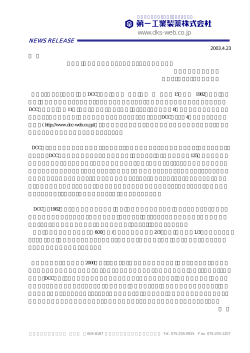
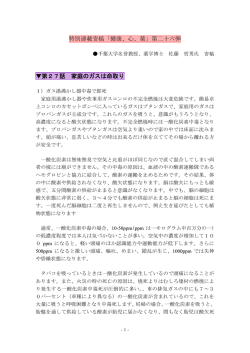
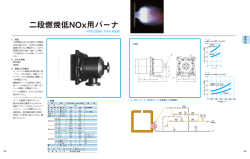
2009年度 下水道新技術研究所年報 =川日日日日=HHHH日日日日日間日日日日日日日日日日日日川=川=日日lH日間HHH川=川日日日日日日日日日日日日I トライポ闇ジーを活用した 設備診断技術に関する共同研魔 日日日日日日日日日間日日日日日日l日日日日日日日日日日HHHH日日日日日間日日日日日日日日日日日日日間日日日日l=I ト水道施設における主要設備の保全管理業務は,予 め定められた運転時間等を基準として分解整備を行う 時間計画保全が標準的に実施されている。しかしク こ の保全方式は,機能に余裕がある健全な状態で分解整 備が行われることが多く,結果的に高い保全管理費用 を愛することが多い。これに対し,機器の状態に応じ て保全を行う状態監視保全は,機器を健全な状態に保 ちつつ,維持管理コストの低減を図る有効な手段であ ることから,従来から温度や振動などを測定する手法 が用いられてきた。このように計画的な修繕を行うた めには,異常に至る兆候を早期に発見する必要がある とともに,それを可能とする診断ツールが求められて いる。 本研究は∴ド水道施設において状態監視保全を取り 入れる際に留意すべき事項を整理するとともに,状態 監視保全の一技術であるトライボロジーを活用した設 備診断技術(以F,「潤滑診断」という。)に着目しタ それの適用性や導入時の留意事項プ 分析項目等につい て基本的な考え方を示すものである。 本研究のフローを図一 ̄‖こ示す。 図−1 研究フE巨… 3.1潤滑診断の基本事項の整理 3.日 本技術の対象と特徴 トライボロジーは,「摩擦する表面と潤滑に関する科 学技術」とされ,機械の信頼性や耐久性に影響を及ぼ す潤滑や摩耗を扱う技術分野である。 潤滑診断は,回転機器など潤滑油中の摩耗粒子等が, 軸受や歯車(以下,「軸受等」という。)の表面損傷と 表裏の関係にあることに着目してク 潤滑油を詳細に分 析することにより機械設備の健全性を評価する技術で ある(園−2参照)。 本技術は,機械に異常を発生させる原因の ふっであ る軸受等の潤滑状態を直接分析することから,人の血 液検査に例えられることがあり,他の診断手法 本研究は,トライボテックス(株)言財)巨一水道新 技術推進機構の2者で行った。 − 59 − 2009年度 下水道新技術研究所年報 」堅堕し」 [壷垂]転] 図−4 潤滑診断の要素 図−2 潤滑診断の対象 軸受の摩耗量 初期摩耗 定常摩耗 I日計磨耗 時間 県営摩耗 図一3 潤滑診断の特徴 図45 分析項眉 に比べて異常を早期発見できるという特徴を有する (図上3参照)。 3.1。2 潤滑診断の分析項目 回転機器の不具合の多くは,軸受等の潤滑状態に関 係している。軸受等の潤滑状態は言閏滑油の劣化や異 物混入のほか,軸の回転速度や荷重に影響を受けて変 化する。つまり,機器が正常な運転状態であっても発 停や負荷変動を生じることによって潤滑状態が変化し, それにより微量な摩耗粒子を生じさせる。潤滑診断は, そのような正常な運転状態における摩耗粒子の畳や形 状を基準として,その変化を捉えることにより異常の 検知を行うものであり,摩耗の原因となる潤滑油の劣 化状態,汚染状態とあわせて分析し,総合的な診断を 行うものである。図上射ここれらの分析要素を言数滴 にそれに対応する分析項目を示す。 以下にク 各分析要素の概要を示す。 ①滑油の劣化 潤滑油は使用中に絶えず熱的影響を受け,さらに酸 素,金属,水等の接触によって次第に性状が変化し初 期に有していた潤滑油の機能を失う。これが潤滑油の 劣化である。例えば,劣化の一つの指標である動粘度 の性状が変化すると,摺動部の油膜保持力が低下し, この状態で運転を継続すれば焼付き等の深 − 刻なトラブルを招くこととなる。 潤滑油の劣化は,大別して動粘度,水分,劣化度に分 類することができ,いずれも月Sによって分析手法が 定められている。 ②潤滑油の汚染 潤滑油の汚染には,摩耗粒子等によって生じる内部 からの汚染と砂等の混入による外部からの汚染がある。 汚染が進行すると適正な油膜保持が国難になるほか, 潤滑油の劣化を加速させることとなる。汚染の測定は, 粒子数を調べる計数汚染度と汚染物の質量を調べる質 量汚染度の二種類があるが,いずれもJISによって分 析手法が定められている。 ③軸受等の摩耗 軸受等の摩耗は,油膜厚さの不足や汚染物の混入に よって引き起こされク 劣化や汚染と深い因果関係があ る。摩耗の測定にはフ 摩耗の進行の程度と発生箇所を 特定する油中金属分析とヲ 摩耗粒子の大きさ。形状の 濃度等を分析の観察する摩耗粒子分析(フェログラフ イ一法)がある。 このうち,油中金属分析については,発光分光分析 等の方法がJISによって定められている。一方のフェ ログラフイ一法はJISには分析方法は定められていな いものの言酎酎由分析で広く行われている分析方法で 60− 2009年度 下水道新技術研究所年報 あり,強力な磁力によって潤滑油中の摩耗粒子を分離 配列させ,磁力線上に捕捉した摩耗粒子を識別するも のである。図−6にフェログラフイ一法の概念図を,図 −7に同法によって観察できる代表的な摩耗粒子の顕 微鏡写真を示す。 図−6 フェロゲラフィー法の概念図 畑 親 雄 最 後 鮮 貴 賎 深 、 問 、 1葦撚坊 夏 を ぎ 姜 麦 繋; 薫 碁衰 ; 尋 ヨ く ∃ 1 尋 隼 効 ′ ぎく 汁j 正 常摩 耗 粒 子 猪瀬謙掠貯貼ジ灘瑠璃戦塵骨溌溶 凝着 摩耗 粒 子 微細 ,薄 片 状 大 型 , す べ り線 誉 t60 0 14 0 0 1 20 0 チ烹 蓉 疾接 基ぺ 鰐 機器はポンプや撹絆機といった回転機器を中心に調査 を行った。 アンケートの回答は246自治体,502処理場,機器 数は5320機となった。以下に,アンケート調査の概要 を示す。 ① 状の保全方式・周期 時間計画保全が主として行われているが,主ポンプ や送風機といった根幹を成す機器であっても,「予備 機がある」,「事後でも費用が変わらない」といった理 由により事後保全が行われている例があった(図−8参 照)。また,時間計画保全を実施している機器の分解整 備周期は,自治体間でかなりの開きがあったが,なか でも,5年や10年で分解整備が行われている例が多か った。これは,本質的な劣化度合いと関係なく,いわ ゆる きりのいい数字 で分解整備が行われているこ とを示唆するもので,こういった機器に対して状態監 視技術を導入し,保全周期を延伸することで保全費用 の低減が図れる可能性があることが分かる(図−9参 照)。 若妻 を 岩礁錠注某藻 を 1 ジ そ ′ こ 莞 章 骨塞※予 400 20 0 0 蛍 溝※効藍琵沿 凝着 摩耗 粒 子 ( 非 鉄金 属 ) 撒祥雷絞首㌫濁れ毅 切 削摩 耗 粒 子 カ ー ル , 三 日形 の 線 状 黄 金色 ( 銅 合 金) ン字。寧 9 ∴ ::1 6 1 :: 272 ‡ 主 ポ ン プ 設 備 299 罠 ロ 匝 隠 事 決 状 時 後 め 態 間 保 全 て な い 監 視 計 画 送 風 機 設 備 図−8 現状の保全方式 摺 薮′. . 、 溌 ′ 、. ′ ′、 、 . ′絵 i i 一: : : ! 】 る ミ ラ 蜜や 素 、 封 誉効 溶融摩 耗粒 子 疲 労摩耗 粒 子 ボール 状 平 板 ,形 状不 規則 図一7 代表的な摩耗粒子 図−9 分解整備の周期 3.2 現状の設備保全手法の把握 設備の保全方法は,大別して事後保全と予防保全に 分類され,予防保全は時間計画保全と状態監視保全に 分類される。本技術は,状態監視保全を実施するため の一技術であることから予防保全を行うべき機器に対 して適用することが重要である。しかし,前提となる 設備保全方式の選定に関して体系的に解説されている 技術資料がない状況にある。本研究では,供用後15年 を経過した処理場を有する全国の自治体にアンケート 調査を実施し,現状の設備保全手法を調査した。対象 設備は主ポンプ設備から汚泥処理設備までとし,対象 ②整備の目的・費用 分解整備時の主要交換部品については,多くの場合 において「軸受」とされており,本技術の潜在的な適 用性の高さが伺えた(図−10参照)。整備費用に着目す ると,高額なものに関しては数千万円に及ぶものもあ り,軸受の交換周期の延伸がライフサイクルコストの 低減に寄与することが分かる(図−11参照)。 以上の調査を元に,機械設備の保全方式の選定に関 して以下のとおり取りまとめた。また,図−12にその 選定フローを示す。 − 61− 2009年度 下水道新技術研究所年報 90 0 80 0 70 0 間が長い場合,本来その予備機に与えられたリスク低 減という効果を失う可能性がある。したがって,故障 時の影響が小さい機器であっても,むやみに事後保全 を選択せず,復元に要する期間や費用を勘案して,多 大な費用や期間を要するものについては,予防保全を 行うことが肝要である。 ②機器の劣化特性について 状態監視保全は,機器が劣化する際に発する信号(振 動,温度,摩耗粒子等)を捉えて,故障に至る前に保 全を実施するものである。したがって,機器の劣化が 急激に進行し,想定し得る状態監視測定頻度では故障 が避けられないものは,時間計画保全とする必要があ る。また,これまでの経験からuHHHHA定の期間で寿命に達 することが分かっている機器も,余分な分析費用を要 しない時間計画保全が有意になる。 ③分解整備と設備診断の費用について 機械設備の分解整備は一回の費用が数千万円に達す るものから数百万円程度のものまで様々である。一方 で設備診断費用も分析機器が必要で,専門的な技術を 要するものもあり,一定の診断費用が発生する。した がって,状態監視保全を導入する際には,継続的な診 断費用を考慮し,費用対効果を時間計画保全と比較し て選定することが重要である。 Hl 蛮 ;;; 臼不明 固その他部イ 立 因軸受部 20 0 10 0 0 主 ポンプ設 備 送風機設備 図−10 分解整備時の主要交換部品 80 0 :: ガ 兎葦 ′ 70 0 章 : ・ て :億 : α 祝 : ・: ・ 9 9 :・ : ・: 60 0 崇 1 6 6 30 0 [ ■ナ 11 20 0 [ 監遵2 0 0 0 万 円 以 上 ⊂3 2 0 0 0 万 円 未 満 ⊂コ. 10 0 0 万 円 未 三高 国 50 0 万 露 20 0 万 円 未 円 未 : :1 4 待 . . . 1 5 6 満 三 高 10 0 0 主 ポ ン プ 設 備 送 風 毒幾 妻没 備 図−11分解整備の費用 3.4 実機実証試験の実施 潤滑診断の妥当性および適用性を検証するために, 分解整備が予定されている実際の機器に対して潤滑診 断を実施した。妥当性の検証に関しては,潤滑診断実 施後に当該機器を分解して軸受の損傷を直接確認する ことにより検証し,適用性の検証に関しては,機械全 体の劣化状況を確認することで,潤滑診断を実施した 場合に当該機器の分解整備が延伸できたかといった視 点により検証を行った。表−1に検証した機器の一覧と 検証結果の一覧を,表−2,表−3,図−13,図−14に事 例1の分析結果および診断結果を示す。 ①潤滑診断の妥当性 全ての機器において診断結果と軸受の表面損傷の状 態が一致することが確認され,潤滑診断の妥当性に問 題がないことが確認された。 ②潤滑診断の適用性 事例1の送風機については,機械全体の劣化程度が 軽微なダストや錆程度であったことから,潤滑診断を 行い軸受の健全性を確認すれば,分解整備は延伸でき たと判断でき,潤滑診断の適用性は高いと判断される。 しかし,事例2の遠心濃縮機については,潤滑剤の採 取が困難である内胴軸受の損傷やタイルチップの摩耗 が確認されたことから, 図−12 保全方式選定フロー 3.3 機械設備の保全方式について 下水道施設は,供用開始すると一時も休止すること が出来ない施設であり,代替手段も無いことから,機 械設備の保全方式は,予防保全で行われることが望ま しい。しかし,現状の設備保全手法について調査した アンケート結果によると,主ポンプ設備や送風機設備 といった処理の根幹を担う重要な機器であっても,事 後保全としている事例が多く見られた。つまり,各機 器を機能上の重要性で一括りに考えるのではなく,予 備機の有無や故障時の影響等について,個別に重要性 を判断する必要がある。 ①故障時の復元費用・期間 今後,老朽化が進む施設ストックに対して,維持管 理費用の低減を図ろうとすれば,故障時の影響が少な いことを前提として,極力,分解整備を先延べするこ とも一つの手法である。しかし,仮に予備機があり故 障時の影響が少ない機械であっても,復元に要する期 − 62 − 2009年度 下水道新技術研究所年報 表−1 実機実証試験の対象機器と検証結果 対象機器 診断 対象部位 事例 1 送風機 主軸受 ( 吸込側 ,吐 出側) 転がり ○ 事例 2 遠 心濃縮機 外胴 軸受 ( 固定側 ,滑り側) 転がり ○ 事例 3 汚水 ポンプ 転がり ○ 事例4 送風機 事例 5 送風機 事例 6 流動ブロワー 事例 7 診 断 の 妥 当性 診 断 の適 用 性 機 器 全 体 の損 傷 潤 滑診 断 分 解 した軸 受 継続運転 有害な 軽 微 なダ ストや 鋳 程 度 で継 続 運 転 が ○ 損 傷 は 無い が可 能 可能 診 断 した軸 受 以 外 の損 傷 が 激 しく, 継続運転 有害な 診 断 を実 施 しても分 解 整 備 は回 避 で × が可 能 損傷は無い きない 軸受種類 備 考 軸上端 部軸受 主軸受 す べり ( 電動機側 ,反 電動機側 ) 歯車用軸 受 ( 送 風機側 ,電動機 側) ○ ※1 す べり ※1 ○ 主軸受 転がり ( 電動機側 ,反 電動機側 ) ※1 ( ⊃ 主軸受 誘 引ブロワー 転がり ( 電動機側 ,反 電動機側 ) ※1 ○ ※2 ○ 事例 8 微粉炭機 ミル ロー ール軸 受 転がり 継続運転 が可 能 有害な 損 傷 は 無い 継続運転 が可 能 継続運転 が可 能 有害な 損傷は無い 継続運転 が可 能 継続運転 が可 能 軸 受 交換 を要 す る 有害な 損 傷 は 無い 有害な 損傷は無い 広範囲な 損 傷 を確 認 運 転 による損 傷 より,時 間 経 過 に よる △ 劣 化 が支 配 的 で早 晩 に分解 整 備 が 必要 − 有害な 損傷は無い − − ※1共同研究者であるトライポテックス㈱が過去に自治体と実施した事例 ※2共同研究者であるトライボテックス㈱が過去に民間企業と実施した事例 以Lは,潤滑診断の妥当性のみを検証 表−2 分析結果①(事例1) F B K ター ビ ン3 2 油名 劣 化 汚 染 粘 度貰 4 0 ℃ 水 分 全 酸 価 5′ 、 15 〃 〜 25 〃 計 数 〜 50 〝 汚 染 度 〜 10 0 〃 10 0 〃 く N A S等 級 重 量 汚 染 度 N A S等 級 大摩 耗 粒 子 の 量 定 量 小摩耗 粒子 全摩耗最 フェ ログ ラ フ ィー 摩耗程度 摩耗過 酷度 摩耗 油 中 金 属 分析 鉄 鉛 銅 クロ ーーム アンチ モ ン ニッケル 錫 リン 亜鉛 カ ル シ ウム バ リウ ム ア ル ミニ ウム ケイ素 ナ トリウ ム マ グ ネ シ ウム ホウ素 m m 2/S PPm m gK O H /だ 個 /10 0 m l 個 /10 0 m l 個 /10 0 m l 個 /10 0 m l 佃 /10 0 m l 級 m g /1 0 0m l 級 % /m l % /m l % /rnl % /m l − 重 量 懸 Tn 豆 PPm 重 −. 一P P m 重 畳 ppm 二転 g PPm pPm PPm 量 P p lTl 量 ppm 二V. 一P P ln 豆 重 重 重 重 重 PPm 重 量 懸m 豆 PPm 重 V. ;P P m 重 .P P m 重 量 DDm 新 油 値 3 2 .9 7 3 2 ,2 3 12 2 6 .6 0 .0 7 0 .0 9 3 3 6 ,3 9 0 − 2 8 ,9 0 3 − 10 ,5 3 7 1 ,2 2 0 − 60 − 11 0 ,3 5 − 104 − 3 .1 5 − 0 .1 5 3 .3 − 3 … 9 .9 − イオ ン 固形 分 合 計 0 0 .1 0 .1 0 0 .0 0 .0 2 0 〕1 2 .1 0 0 .0 0 .0 0 .0 0 .0 − 0 0 .0 − 0 0 .0 0 .0 1 0 .0 1 .0 3 0 .0 3 .0 0 0 .1 0 .1 0 0 .0 0 .0 0 0 .1 0 .1 2 2 .0 − 0 0 .2 0 .2 0 0 .0 0 .0 0 0 .0 − 波数(cm ̄り (上:摩耗粒子,下:赤外線吸収スペクトル) 図−13 分析結果②(事例1) 診断を実施した外胴軸受の健全性の把握だけでは,分 解整備を延伸する理由にはならないことが分かった。 また,事例3の汚水ポンプについては,ケーシング等 の摩耗や腐食が確認され,潤滑診断により軸受の健全 性を把握しても,近い将来に分解整備が必要となる状 況であった。なお,この汚水ポンプは,設置後23年が 経過しているが,その間の運転時間は約6,400時間と 極端に短く,機器の劣化が運転による軸受の損耗より − 図−14 分解した軸受(事例1) も,時間経過による腐食劣化の方が支配的であったと いう,やや特異な事例であった。 3.5 潤滑診断の適用性 実施実証試験の結果を基に,潤滑診断を導入する際 63 − 2009年度 下水道新技術研究所年報 表−3 診断結果(事例1) 分 析 要 素 ・分 析 項 目 ①摩 分 析 結 果 ・診 断 結 果 耗 本 軸 受 は ,異 物 の 噛 み 込 み な ど で 発 生 す る 切 削 粒 子 が や や 多 く観 察 され た こ とか ら ,今 後 摩 耗 の 進 行 が 懸 念 さ れ たた め , 1 年 後 の 分 析 デ ー タ の 変 化 に 注 意 し傾 向 を 確 認 す る ことを 推 奨 す る。 油 中金 属 分 析 金 属 イ オ ン 濃 度 を 測 定 した 結 果 ,転 が り軸 受 の 主 成 分 で あ る鉄 な ど の 金 属 元 素 は 検 出 され て い な い ことか ら 「良 好 」と判 断 した 。・ V・ V・ V一方 ,銅 が 2 p p m 検 出 さ れ て お り,銅 を 使 用 した 部 材 の 溶 出 が 発 生 して い る と考 え られ る。銅 は 亜 鉛 系 添 加 剤 の 影 響 に より溶 出 す る こ とが 知 られ て い る。銅 濃 度 の 増 加 は 酸 化 速 度 を 速 め る作 用 が あ るた め , 酸 化 劣 化 の 進 行 状 況 を 油 分 析 に より監 視 され る ことを 推 奨 す る。な お ,検 出 され た リン ,亜 鉛 は ,潤 滑 油 添 加 斉l として 含 まれ て い る場 合 が あ る。現 在 ,使 用 され て い る F B K ター ビ ン 3 2 に は ,そ の よ うな 添 加 剤 が 含 まれ て い な い が ,以 前 に 異 な る 油 種 が 使 用 さ れ ,そ の 添 加 剤 とし て リン と亜 鉛 が 存 在 し ,今 回 の 分 で 検 出 さ れ た 可 能 性 が あ る。粒 子 ,異 物 な ど の 固 形 分 を 測 定 した 結 果 で は ,転 が り軸 受 の 主 成 分 で あ る 鉄 が 0 .1 p p m 検 出 され た も の の , 微 量 で あ る ことか ら 「良 好 」と判 断 し た 。 摩耗粒 子分析 摩 耗 粒 子 診 断 の 結 果 ,異 常 摩 耗 の 早 期 発 見 パ ラメー タ で あ る Is値 が 1 0 0レ ベ ル と「良 好 」の 範 囲 に あ るも の の ,摩 耗 粒 子 の 形 態 観 察 で 異 物 の 噛 み 込 み な ど で 発 生 す る切 削 粒 子 が や や 多 く観 察 され た 。今 後 ,摩 耗 の 進 行 が 懸 念 され る た め ,1 年 後 の 分 析 デ ー タ の 変 化 に 注 意 し傾 向 を確 認 す る ことを 推 奨 す る。 ② 潤 滑 油 の汚 染 計 数 汚 染 度 が N A S l l. 級 とや や 汚 染 が 進 ん で い る も の の ,重 量 汚 染 度 は N A S l. 0 4 級 と良 好 で あ っ た ことか ら ,1 年 後 の 分 析 デ ー タ の 変 化 に 注 意 す る こ とが 必 要 と判 断 した 。 計数汚 染度 計 数 汚 染 度 は N A S l l 級 で あ り言 、ラ イ ボ テ ック ス社 推 奨 の 管 理 限 界 値 (N A S 1 2 級 )以 内 に あ る 。しか し ,や や 高 い 値 で あ るこ とか ら 「注 意 」と判 断 した 。 質量汚 染度 質 量 汚 染 度 は N A S l O 4 級 で あ り,トライ ボ テ ックス 社 推 奨 の 管 理 限 界 値 (N A S lO 7 級 )以 内 に あ る た め 「良 好 」と判 析 した ハ ③ 潤 滑 油 の劣 化 本 潤 滑 油 は 劣 化 の 進 行 に 問 題 が な く,継 続 使 用 が 可 能 で あ る と判 断 し た 。 動粘度 動 粘 度 は 32. 9 7 m m 2 /S で ,新 油 値 3 2 . 2 3 m m 2 /S と比 較 して ,変 化 率 は 十2 .3 % で あ り,トライ ボ テ ックス 社 推 奨 の 管 理 限 界 値 (± 10 % )以 内 に あ るた め 「良 好 」と判 断 した 。 水 水 分 は 12 . O p p m で あ り,トライ ポ テ ックス 社 推 奨 の 管 理 限 界 値 (5 0 0 p p m )以 下 に あ る た め 「良 好 」と判 断 した 。 分 全酸価 赤 外 線 吸 収 ス ペ クト ル ④ 総合評価 適用性:高 全 酸 価 は0 . 0 7 m gK O H /g で あ り,新 油 催 0 ,0 9 m g K O H /g 以 内 に あ り「良 好 」と判 断 し た 。 新 油 と比 較 して ほ とん ど 変 化 が な く,酸 化 に 伴 っ て 発 生 す る カ ル ポ ン 酸 の 生 成 が な い た め 「良 好 」と判 断 した 。 汚 染 ,摩 耗 が や や 進 ん で お り言 頃 向 監 視 を 継 続 す る 必 要 は あ るが ,早 急 な 対 策 が 必 要 な レベ ル で は な い 。軸 受 表 面 の 状 態 は 言 弓染 に 伴 う多 少 の 切 削 痕 が あ るも の の 使 用 可 能 な 状 態 に あ ると推 定 した 。 ①保全分類に対する適用性 本技術に限らず,状態監視技術は,予防保全を行う ためのツールである。したがって,個々の機器の置か れている状況を勘案して,予防保全を行うべき機器に 対して状態監視技術を導入する必要がある。 ②劣化部位に対する適用性 本技術は,軸受等の潤滑部を診断する技術である。 したがって,潤滑部を持たない,あるいは,潤滑部よ り先に他の部位が劣化して,それにより分解整備を行 う機器に対しては潤滑診断の適用性が低くなる。 ③採油条件に対する適用性 潤滑診断は,機器を分解せずに潤滑油を採取して, それを分析することにより機器の劣化を診断する技術 である。− したがって,採油のために分解が必要となる 機器やクレーンによる引き上げといった大掛かりな作 業を伴うものに関しては,潤滑診断のメリットが小さ くなる。 ④費用対効果に対する適用性 潤滑診断の分析項目の多くは,JISに定められてい るものが多いが,それらの分析には種々の分析機器が 適用性:低 対象外 図−15 潤滑診断の適用性 の検討事項を以下に示す。また,その検討フローを図 −15に示す。潤滑診断を導入するに当たっては,これ らの事項を予め検討のうえ,適用性の高いものに対し て導入することが肝要である。 − 64 − 2009年度 下水道新技術研究所年報 必要で一定の費用を要する。潤滑診断を導入する際に は,そういった分析費用と分解整備を延伸することに よる年当り保全費用の低減額を勘案の上,費用対効果 が1を越えるものに対して導入することが肝要である。 ⑤潤滑剤に対する適用性 潤滑診断は,軸受等に供する潤滑剤の一部を採取し て分析を行うものである。したがって,分析される潤 滑剤は当該機器を代表する試料でなければならないが, 潤滑剤がグリースである場合,潤滑油のように流動性 が高くないことから,摩耗粒子や汚染物が均一になり にくく,代表性のある試料の採取が難しい。したがっ て,潤滑剤がグリースであるものに関しては,診断結 果がやや定性的になることに留意する必要がある。 第3節 潤滑油の汚染 第4節 軸受等の摩耗 第5節 設備診断 第5章 採 油 第1節 採油計画 第2節 採油作業 【資料編】 1.アンケート調査結果 2.分解実証試験の結果 3.費用対効果の算出例 4.仕様書(案) 5.管理基準値(例)の根拠 6.Q&A 7.問い合わせ先 3.6 潤滑診断の導入の効果 潤滑診断は,先に示したような「異常の早期発見」 という優位性がある。それは逆に言うと,「健全性の確 認」という利点でもあり,その特徴を利用すれば,当 該機器が分解整備を実施すべき状態であるかといった 評価も可能である。つまり,多くの機器で行われてい る時間計画保全に代わり,本技術を導入することで, 故障リスクの増大を回避しながら,本来不必要である 分解整備を延伸し,保全費用を低減を図ることが可能 となる。表−4にアンケート結果で多く見られた5年周 期で時間計画保全を実施している機器に対して,本技 術を導入した際の保全費用の低減例を示す。 本研究では,潤滑診断の適用性や留意事項及び効果 を検証し,これらをまとめて技術マニュアルとした。 また,単に潤滑診断に関する技術事項を示すだけでな く,アンケート調査の結果を元に,処理場の機械設備 に対する保全方式の選定フローも示している。 近年,施設ストックの増大や下水道長寿命化支援制度 の創設といった背景を受けて,処理場等の機械設備に 対する状態監視保全が注目されつつあるが,今後,各 自治体において維持管理計画や長寿命化計画を策定す る際に本書を参考としていただければ幸いである。 『トライボロジーを活用した設備診断に関する技術マ ニュアル』 【本 編】 第1章 総 則 第1節 目 的 第2節 適用範囲 第3節 用語の定義 第2章 設備保 第1節 設備保全 第2節 設備診断技術 第3牽 トライポロ 第1節 潤滑と摩耗 第2節 軸 受 第3節 潤滑剤 第4章 トライボロジーを活用した設備診 第1節 潤滑診断 第2節 潤滑油の劣化 − 65 − 2009年度 下水道新技術研究所年報 表−4 潤滑診断の導入の効果(例) 現状(時間計画保全) 潤滑診断導入(状態監視保全) 保全の考え方 5年毎に定期的に軸受等の交換を実施 潤滑診断を1回/年実施し,診断の結果に問題が無ければ,軸 受等の交換を延伸する。異常が検知されれば,翌年に軸受等 の交換を実施する。 30年鋸こ全体の更新を実施 30年l封こ全体の更新を実施 圏軸受軸受等の交換 日全体の更新費用 ※状態監視保全は,機器の異常検知に伴って保全アクション を実施することから,軸受等の交換は診断結果に拠ることと なる。本ケーススタディでは,機器の使用期間を状態監視保 全をすることで多くの機械設備処分制限期間である7年程度 となることを前提に,30年間で3回の異常検知があり,それに 対して3回の軸受等の交換を実施した事例を示す。なお、機器 の状態によっては,5年以下でも異常検知し軸受等の交換をす る可能性はある。 30年間の保全費用(試算条件) 滞京ポジア‖頂是耐用年薮靖年目日日日日日日日日日日日日日日日日‖日日 保全費用 :軸受等の交換5,000,000円/回,全体の更新費用20,000,000円 潤滑診断費用:100,000円/回 ※日常点検等の維持管理費用は同 一として比較対象外とする。 軸受等交換=5,000千円×5回=25,000千 軸受等交換=5,000千円×3回=15,000千円 潤滑診断=100千円×26回=2,600千円 全体更新=20,000千円×1回=20,000千円 合計 37,600千円 全体更新=20,000千円×1回=20,000千円 合計 45,000千円 牢当り保全費用=(当該牛までの保全費用累計)/(経過年数) LCC改善額 =(現状の年当り保全費用)−(導入後の年当り保全費用) ●この研究を行ったのは 研究第二部長 研究第二部副部長 研究第二部主任研究員 研究第二部研究員 松 島 修 田之倉 誠 林 信澤 ●この研究に関するお問い合わせは 研究第二部長 松 島 修 研究第二部副部長 田之倉 誠 研究第二部研究員 信澤 雄一郎 栄 樹 雄一郎 − 66 −
© Copyright 2026 Paperzz