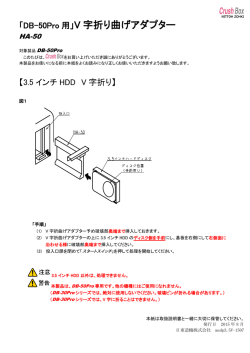
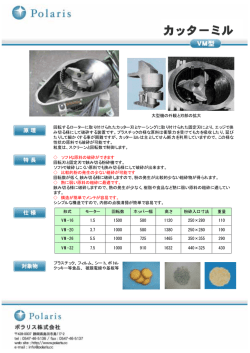
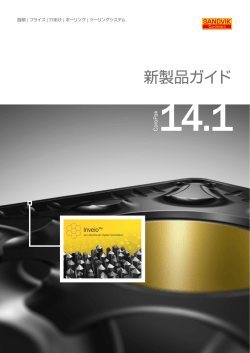
Sanmac ホローバー 機械加工用の ステンレス鋼管 2 はじめに 2 はじめに 3 3 Sanmac – 常に先端 ユーザーにとってのメリット: 切削速度と送りの改善 Sanmac は生産性を改善します Sanmac ® は、ステンレス鋼の機械加工性と、機械加工に適し た工具設計を改善するためのさまざまな努力の結果です。 Sandvik Materials Technology と Sandvik Coromant の協力の 結果、弊社顧客の生産性が改善されています。 生産性の向上 Sanmac ステンレス鋼は、機械加工業界の顧客を対象に、生産 性を高めるための広範囲に及ぶ製品開発を通して、さらに改良 されています。当社は、Sanmac とともに、工具の摩耗を少なく し、切削速度を上げ、生産性を向上し、よって製品当りのコス トを大幅に削減しています。Sanmac プログラムは、新しい鋼 種、寸法を加えて常に拡大しています。 • 機械使用率の向上 • 毎の固定費削減 インサートエッジごとの切削ディテールの拡張(ツー ル摩耗の減少) • 停止時間の短縮による機械使用率の向上 一貫生産 (自社溶解) • 溶解ごとの均一性 • 機械設定時間の短縮、加工率の減少 優れた利便性(地域ストックから) • 顧客在庫の減少 • 供給サービスの信頼性向上 製品範囲の拡大 • 機械加工時間の短縮、削りしろの減少 相乗効果 テクニカルサポート Sandvik Materials Technology と Sandvik Coromant は共に、 貴社の顧客に対するサービスと、供給に対する信頼性の向上を 通じて、事業拡大への機会をサポートします。 当社の在庫と 流通のネットワークを、貴社の機械加工における生産性の向 上と組み合わせれば、納期を短縮し、在庫を少なくする事が 出来ます。 • ユーザーの言語で素材、機械加工をサポート 研究開発 • 継続的な改良 • ユーザーにとってのコストメリット • 新しい Sanmac 材 Sandvik との協力から得られるもの Sandvik、Sanmac は Sandvik Intellectual Property AB の商標です。 • カスタマーサービスの向上 • 洗練されたサービスと品質によるブランドイメージの向上 • 事業拡大の可能性 4 はじめに 4 在庫表 ホローバー 5 5 ホローバー用途 バルブ、アクチュエータ 流量計 / バルブ / ストレーナー / バスケット / サンプラー ポンプ、コンプレッサ 真空機器 / ハイドロシリンダー / ポンプ本体、圧縮器 軸、シャフト ローラー / ガイド / ブッシュ / シャフト / カラー / ハブ / ベアリング メカニカルシール シール / スペーサー / リング 接続部品 フィッティング / フランジ / カップリング / コネクタ 計器 センサー / ソレノイド / 抵抗 攪拌 攪拌器 / かき混ぜ機 / ミキサー / ブレンダー / 充填機 冷蔵庫 / 食肉処理 / 挽肉機 その他 風車 / 時計 上記の用途はすべて次の産業にあります。 化学、石油化学、 電力、海中、沖合、海洋、自動車、生産、製紙、飲食品、 酪農、乳製品など。 在庫表 ステンレスホローバー 6 在庫表 ホローバー 6 在庫表 ホローバー 7 7 鋼種、規格 規格 ホローバー在庫品の検査証明書 ホローバー – 在庫鋼種 Sandvik® UNS ASTM EN 鋼番号 Sanmac® 4305 Sanmac 304/304L Sanmac 316/316L Sanmac 4435 Sanmac 4571 Sanmac 2205 S30300 S30400/30403 S31600/31603 S31600/31603 S31635 S31803/32205 MT 303 MT 304/304L MT 316/316L 316/316L 316Ti – 1.4305 1.4301/1.4307 1.4401/1.4404 1.4436/1.4435 1.4571 1.4462 Sanmac 4305 を除いて、前記の鋼種はすべて、機械加工したコンポーネント の PED 97/23/EC (EN 10216-5) 気密試験の要件を満足しています。 化学成分 Sandvik® Sanmac® 4305 Sanmac 304/304L Sanmac 316/316L Sanmac 4435 Sanmac 4571 Sanmac 2205 公称化学成分、% C Cr Ni Mo その他 ≤0.035 ≤0.030 ≤0.030 ≤0.030 0.03 ≤0.030 9 9 11 12.5 12.5 4.5 – – 2.1 2.6 2.1 3.2 S – – – Ti N 17.5 18.5 16.5 17.5 17 22.5 他の鋼種は特別注文になります。 許容差 O.D. +2/-0% 最小 +1/-0mm (+0.04/-0")。 275 mm (10.827”) +/-1% I.D.: +0/-2% 最小 +0/-1mm (+0/-0.04")。 真直度: 真直度偏差最大 1.5mm / 1000mm (0.059 インチ / 3 ft)。 他の許容差は特別注文になります。 長さ Sandvik ホローバーの長さは、径と鋼種により 2.5 ~ 6.5m (8 ~ 22ft) です。 1m (3ft) までの長さも提供できます。 切断サービスを利用できます。 加工後の保証サイズ ここに示す値は最大長 2.5 x O.D. に対するものです。 Sanmac® 304/304L, EN 1.4301/1.4307 Sanmac 316/316L, EN 1.4401/1.4404 PED 97/23/EC、 EN 10216-5 TC1、EN 10294-2 出荷状態の IC 試験 EN ISO 3651-2A NACE MR-0175/ISO 15156 Sanmac 4571, EN 1.4571 PED 97/23/EC、 EN 10216-5 TC1、EN 10294-2 出荷状態の IC 試験 EN ISO 3651-2A Sanmac 2205, EN 1.4462 PED 97/23/EC、 EN 10216-5 TC1 EN 10294-2、EN 10297-2 Norsok MDS 041、ASTM A790、 ASTM G-48 A の腐食試験 ACC NACE MR 0175/ISO 15156 IC = 粒界腐食 技術情報について詳しくは、18ページおよび当社ウェブサイトをご覧ください。 http://www.smt.sandvik.com 8 在庫表 ホローバー 8 在庫表 ホローバー 9 9 在庫範囲 O.D. 加工後の保証サイズ 1) I.D. 重量 外づかみの場合 mm mm 平均 kg/m 32 32 36 36 36 40 40 40 45 45 45 50 50 50 56 56 56 63 63 63 63 63 71 71 71 71 75 75 75 80 80 80 80 4.2 5.1 4.5 5.9 6.8 5.5 6.5 7.8 6.7 8.2 10.5 8.0 9.7 12.1 10.2 12.1 15.2 9.9 12.2 15.4 17.3 19.0 12.9 19.6 22.3 24.1 13.7 21.1 26.0 16.4 25.3 28.3 30.9 20 16 25 20 16 28 25 20 32 28 20 36 32 25 40 36 28 50 45 40 36 32 56 45 40 36 60 50 40 63 50 45 40 内づかみの場合 lb/ft O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch 2.82 3.43 3.02 3.97 4.57 3.69 4.37 5.24 4.50 5.58 7.06 5.38 6.52 8.13 6.85 8.13 10.21 6.65 8.19 10.35 11.63 12.77 8.67 13.17 14.99 16.20 9.20 14.17 17.47 11.02 17.00 19.02 20.77 31.0 31.0 35.0 35.0 35.0 39.0 39.0 39.0 44.0 44.0 44.0 49.0 49.0 49.0 55.0 55.0 55.0 62.0 62.0 62.0 62.0 62.0 69.9 69.9 69.9 69.9 73.8 73.8 73.8 78.8 78.8 78.8 78.8 21.9 18.0 26.9 22.0 18.1 29.9 27.0 22.1 33.9 30.0 22.2 38.0 34.1 27.2 42.0 38.1 30.3 51.9 47.0 42.2 38.3 34.4 58.0 47.3 42.4 38.5 62.0 52.2 42.5 65.0 52.4 47.5 42.6 1.220 1.220 1.378 1.378 1.378 1.535 1.535 1.535 1.732 1.732 1.732 1.929 1.929 1.929 2.165 2.165 2.165 2.441 2.441 2.441 2.441 2.441 2.752 2.752 2.752 2.752 2.906 2.906 2.906 3.102 3.102 3.102 3.102 0.862 0.709 1.059 0.866 0.713 1.177 1.063 0.870 1.335 1.181 0.874 1.496 1.343 1.071 1.654 1.500 1.193 2.043 1.850 1.661 1.508 1.354 2.283 1.862 1.669 1.516 2.441 2.055 1.673 2.559 2.053 1.870 1.677 30.1 30.0 34.1 34.0 33.9 38.1 38.0 37.9 43.1 43.0 42.8 48.0 47.9 47.8 54.0 53.9 53.7 61.1 61.0 60.8 60.7 60.6 68.9 68.6 68.5 68.4 72.8 72.6 72.3 77.8 77.4 77.3 77.2 21.0 17.0 26.0 21.0 17.0 29.0 26.0 21.0 33.0 29.0 21.0 37.0 33.0 26.0 41.0 37.0 29.0 51.0 46.0 41.0 37.0 33.0 57.0 46.0 41.0 37.0 61.0 51.0 41.0 64.0 51.0 46.0 41.0 1.185 1.181 1.343 1.339 1.335 1.500 1.496 1.492 1.697 1.693 1.685 1.890 1.886 1.882 2.126 2.122 2.114 2.406 2.402 2.394 2.390 2.386 2.713 2.701 2.697 2.693 2.866 2.858 2.846 3.063 3.047 3.043 3.039 0.827 0.669 1.024 0.827 0.669 1.142 1.024 0.827 1.299 1.142 0.827 1.457 1.299 1.024 1.614 1.457 1.142 2.008 1.811 1.614 1.457 1.299 2.244 1.811 1.614 1.457 2.402 2.008 1.614 2.520 2.008 1.811 1.614 EN 1.4301/ 1.4307 Sanmac® 304/304L EN 1.4404 EN 1.4571 Sanmac Sanmac 316/316L 4571 EN 1.4462 Sanmac 2205 10 在庫表 ホローバー 10 在庫表 ホローバー 11 11 在庫範囲(続き) O.D. 加工後の保証サイズ 1) I.D. 重量 外づかみの場合 mm mm 平均 kg/m 85 85 85 90 90 90 90 95 95 95 100 100 100 100 106 106 106 106 112 112 112 112 118 118 118 118 125 125 125 125 132 132 132 132 67 55 45 71 63 56 50 75 67 50 80 71 63 56 80 71 63 56 90 80 71 63 90 80 71 63 100 90 80 71 106 90 80 71 18.5 26.8 33.5 20.6 27.1 32.3 36.1 23.0 29.9 42.1 24.4 32.7 39.2 42.3 32.3 40.6 47.1 52.1 30.2 40.6 48.8 55.3 39.0 49.4 57.6 64.2 38.3 49.8 60.2 68.5 42.0 61.1 71.5 79.7 内づかみの場合 lb/ft O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch 12.43 18.01 22.51 13.84 18.21 21.71 24.26 15.46 20.09 28.29 16.40 21.97 26.34 28.43 21.71 27.28 31.65 35.01 20.29 27.28 32.79 37.16 26.21 33.20 38.71 43.14 25.74 33.47 40.45 46.03 28.22 41.05 48.05 53.56 83.7 83.7 83.7 88.6 88.6 88.6 88.6 93.5 93.5 93.5 98.5 98.5 98.5 98.5 104.4 104.4 104.4 104.4 110.3 110.3 110.3 110.3 116.2 116.2 116.2 116.2 123.1 123.1 123.1 123.1 130.0 130.0 130.0 130.0 69.1 57.4 47.6 73.1 65.3 58.5 52.6 77.3 69.3 52.7 82.3 73.4 65.5 58.7 82.5 73.5 65.7 58.9 92.5 82.6 73.7 65.8 92.7 82.8 73.8 66.0 102.7 92.8 82.9 74.0 108.8 93.0 83.1 74.2 3.295 3.295 3.295 3.488 3.488 3.488 3.488 3.681 3.681 3.681 3.878 3.878 3.878 3.878 4.110 4.110 4.110 4.110 4.343 4.343 4.343 4.343 4.575 4.575 4.575 4.575 4.846 4.846 4.846 4.846 5.118 5.118 5.118 5.118 2.720 2.260 1.874 2.878 2.571 2.303 2.071 3.041 2.728 2.075 3.240 2.890 2.579 2.311 3.248 2.894 2.587 2.319 3.642 3.252 2.902 2.591 3.650 3.260 2.906 2.598 4.043 3.654 3.264 2.913 4.283 3.661 3.272 2.921 82.6 82.3 82.1 87.6 87.3 87.1 87.0 92.4 92.2 91.8 97.4 97.2 97.0 96.8 103.1 103.0 102.7 102.5 109.2 108.9 108.7 108.5 114.9 114.6 114.5 114.2 121.9 121.7 121.4 121.2 128.8 128.4 128.1 127.9 68.0 56.0 46.0 72.1 64.0 57.0 51.0 76.2 68.0 51.0 81.2 72.1 64.0 57.0 81.2 72.1 64.0 57.0 91.4 81.2 72.1 64.0 91.4 81.2 72.1 64.0 101.5 91.4 81.2 72.1 107.6 91.4 81.2 72.1 3.252 3.240 3.232 3.449 3.437 3.429 3.425 3.641 3.630 3.614 3.835 3.827 3.819 3.811 4.059 4.055 4.043 4.035 4.299 4.287 4.280 4.272 4.524 4.512 4.508 4.496 4.799 4.791 4.780 4.772 5.071 5.055 5.043 5.035 2.677 2.205 1.811 2.839 2.520 2.244 2.008 2.997 2.677 2.008 3.197 2.839 2.520 2.244 3.197 2.839 2.520 2.244 3.598 3.197 2.839 2.520 3.598 3.197 2.839 2.520 3.996 3.598 3.197 2.839 4.236 3.598 3.197 2.839 EN 1.4301/ 1.4307 Sanmac® 304/304L EN 1.4404 EN 1.4571 Sanmac Sanmac 316/316L 4571 EN 1.4462 Sanmac 2205 12 在庫表 ホローバー 12 在庫表 ホローバー 13 13 在庫範囲(続き) O.D. 加工後の保証サイズ 1) I.D. 重量 外づかみの場合 mm mm 平均 kg/m 140 140 140 140 150 150 150 150 160 160 160 160 170 170 170 170 170 170 180 180 180 180 190 190 190 200 200 200 212 212 212 112 100 90 80 125 106 95 80 132 122 112 90 140 130 128 118 106 100 150 140 125 100 160 150 132 160 150 140 170 150 130 47.8 63.3 74.9 85.2 47.4 74.2 87.7 103.3 56.2 71.6 85.8 112.9 63.8 80.2 80.8 98.4 114.7 122.3 68.4 86.1 110.0 144.4 73.0 91.9 123.0 97.6 117.0 134.0 109.0 148.0 182.0 内づかみの場合 lb/ft O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch 32.12 42.54 50.33 57.25 31.85 49.86 58.93 69.42 37.77 48.12 57.66 75.87 42.87 53.89 54.29 66.13 77.08 82.19 45.97 57.86 73.92 97.04 49.06 61.76 82.66 65.59 78.62 90.05 73.25 99.46 122.30 137.9 137.9 137.9 137.9 147.7 147.7 147.7 147.7 157.6 157.6 157.6 157.6 167.4 167.4 167.4 167.4 167.4 167.4 177.3 177.3 177.3 177.3 187.1 187.1 187.1 197.0 197.0 197.0 208.8 208.8 208.8 115.0 103.1 93.2 83.3 128.1 109.3 98.4 83.6 135.3 125.4 115.5 94.0 143.5 133.6 131.6 121.7 109.8 103.9 153.6 143.7 128.9 104.1 163.8 153.9 136.0 164.0 154.1 144.2 174.2 154.4 134.6 5.429 5.429 5.429 5.429 5.815 5.815 5.815 5.815 6.205 6.205 6.205 6.205 6.591 6.591 6.591 6.591 6.591 6.591 6.980 6.980 6.980 6.980 7.366 7.366 7.366 7.756 7.756 7.756 8.220 8.220 8.220 4.528 4.059 3.669 3.280 5.043 4.303 3.874 3.291 5.327 4.937 4.547 3.701 5.650 5.260 5.181 4.791 4.323 4.091 6.047 5.657 5.075 4.098 6.449 6.059 5.354 6.457 6.067 5.677 6.858 6.079 5.299 136.6 136.3 136.1 135.8 146.5 146.0 145.7 145.3 156.3 156.0 155.8 155.2 166.0 165.8 165.7 165.5 165.2 165.0 176.0 175.7 175.3 174.7 185.7 185.5 185.1 195.4 195.2 194.9 207.2 206.6 206.2 113.7 101.5 91.4 81.2 126.9 107.6 96.4 81.2 134.0 123.8 113.7 91.4 142.1 132.0 130.0 119.8 107.6 101.5 152.3 142.1 126.9 101.5 162.4 152.3 134.0 162.4 152.3 142.1 172.6 152.3 132.0 5.378 5.366 5.358 5.346 5.768 5.748 5.736 5.720 6.154 6.142 6.134 6.110 6.535 6.528 6.524 6.516 6.504 6.496 6.929 6.917 6.902 6.878 7.311 7.303 7.287 7.693 7.685 7.673 8.157 8.133 8.118 4.476 3.996 3.598 3.197 4.996 4.236 3.795 3.197 5.276 4.874 4.476 3.598 5.594 5.197 5.118 4.717 4.236 3.996 5.996 5.594 4.996 3.996 6.394 5.996 5.276 6.394 5.996 5.594 6.795 5.997 5.197 EN 1.4301/ 1.4307 Sanmac® 304/304L EN 1.4404 EN 1.4571 Sanmac Sanmac 316/316L 4571 EN 1.4462 Sanmac 2205 14 在庫表 ホローバー 14 在庫表 ホローバー 15 15 在庫範囲(続き) O.D. 加工後の保証サイズ 1) I.D. 重量 外づかみの場合 mm mm 平均 kg/m 224 224 236 236 250 275 180 140 190 150 200 200 121.0 199.0 133.0 216.0 153.0 227.7 内づかみの場合 lb/ft O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch O.D. 最大 mm I.D. 最小 mm O.D. 最大 inch I.D. 最小 inch 81.31 133.73 89.38 145.15 102.82 103.28 220.6 220.6 232.4 232.4 246.2 268.9 184.4 144.8 194.6 155.0 204.9 205.4 8.685 8.685 9.150 9.150 9.693 10.587 7.260 5.701 7.661 6.102 8.067 8.087 218.9 217.9 230.7 229.7 244.3 266.5 182.7 142.1 192.9 152.3 203.0 203.0 8.618 8.579 9.083 9.043 9.618 10.492 7.193 5.594 7.594 5.996 7.992 7.992 = 標準在庫 = 受注生産。最低重量750~5000kg(1500 – 11000lbs)、サイズによる。 1) 保証値は、長さが外径の2.5倍までに適用致します。 注文例 THB-Sanmac 2205-250-200 (THB = Tube Hollow Bar) EN 1.4301/ 1.4307 Sanmac® 304/304L EN 1.4404 EN 1.4571 Sanmac Sanmac 316/316L 4571 EN 1.4462 Sanmac 2205 ホローバーの特性 17 17 材料特性 ホローバー 18 ホローバーの特性 18 ホローバーの特性 19 19 ホローバーの技術データ、メータ単位系 性質 Sanmac® 4305 Sanmac 304/304L Sanmac 316/316L ホローバーの技術データ(続き)、メータ単位系 Sanmac 4435 機械的性質 / 20℃ 性質 Sanmac® 4571 Sanmac 2205 Sandvik SAF 2507™ 機械的性質 / 20˚C 耐力、 Rp0.2、 MPa、最小値 215 Rp1.0、 MPa、最小値 230 210 240 220 250 220 250 耐力、 Rp0.2、MPa、最小値 Rp1.0、MPa、最小値 190 225 450 500 550 640 引張強さ、 Rm, MPa 最小値 515 515–680 515–690 515–690 引張強さ、 Rm、 MPa 490–690 680–880 800–1000 伸び、A %、最小 35 45 45 45 伸び、A %、最小 35 25 25 最大 90 – – 最大 28 – 最大 32 硬度、 HRB、最大 90 90 90 90 硬度、 HRB HRC 7.9 7.9 8.0 8.0 物理的性質 密度、g/cm3 8.0 7.8 7.8 / 20˚C、MPa 200 200 200 200 比熱 / 20˚C、J/kg ˚C 弾性係数 (x103) / 20˚C、MPa 200 200 200 475 475 485 485 熱伝導率 / 20˚C、W/m ˚C 比熱 / 20˚C、J/kg ˚C 485 480 490 15 15 14 14 熱伝達率 / 20˚C、W/m ˚C 14 14 14 熱膨張係数 / 30 – 100˚C、 x10-6 / ˚C 16.5 13 13.5 物理的性質 密度、g/cm3 弾性係数 (x103) 熱膨張係数 / 30 – 100˚C、 x10-6 / ˚C 16.5 16.5 16.5 16.5 詳しくは当社ウェブサイトをご覧ください:http://www.smt.sandvik.com 詳しくは当社ウェブサイトをご覧ください: http://www.smt.sandvik.com Sandvik、Sanmac、Sanmac 2205、Sandvik SAF 2507 は Sandvik Intellectual Property AB の商標です。 20 ホローバーの特性 20 ホローバーの特性 21 21 ホローバーの技術データ(続き)、英単位系 性質 Sanmac® 4305 Sanmac 304/304L Sanmac 316/316L ホローバーの技術データ(続き)、英単位系 Sanmac 4435 性質 Sanmac® 4571 Sanmac 2205 Sandvik SAF 2507™ 28 33 65 73 80 93 機械的性質 / 68˚F 機械的性質 / 68˚F 耐力、 Rp0.2、ksi、最小値 30 Rp1.0、MPa、最小値 33 30 35 32 36 32 36 耐力、 Rp0.2、ksi、最小値 Rp1.0、ksi、最小値 引張強さ、 Rm、ksi 最小 75 75-99 75-100 75-100 引張強さ、 Rm、 ksi 71-100 99-128 116-145 伸び、A”%、最小 35 45 45 45 伸び、A2”%、最小値 35 25 25 硬度、 HRB、最大 90 90 90 90 硬度、 HRB HRC 最大 90 – – 最大 28 – 最大 32 0.29 0.29 0.29 0.29 密度、lb/in3 0.29 0.28 0.28 29.0 29.0 29.0 29.0 弾性係数 / 68˚F、106psi 29.0 29.0 29.0 比熱容量 / 68˚F、Btu/lb ˚F 0.11 0.11 0.12 熱伝達率 / 68˚F、Btu/ft h ˚F 8 8 8 熱膨張係数 / 86-200˚F、 10-6 / ˚F 9 7 7.5 物理的性質 密度、lb/in3 弾性係数 / 68˚F、106psi 比熱 / 68˚F、Btu/lb ˚F 0.11 0.11 0.11 熱伝達率 / 68˚F、Btu/ft h ˚F 8.5 8.5 8 熱膨張係数 86-200˚F、 10-6 / ˚F 9.5 9.5 9.5 0.11 8 9.5 詳しくは当社ウェブサイトをご覧ください:http://www.smt.sandvik.com 物理的性質 詳しくは当社ウェブサイトをご覧ください: http://www.smt.sandvik.com Sandvik、Sanmac、Sanmac 2205、Sandvik SAF 2507 は Sandvik Intellectual Property AB の商標です。 22 ホローバーの特性 22 機械加工 23 23 耐食性 鋼タイプ 硫酸 硝酸 ギ酸 酢酸 孔食/ 隙間腐食 SCC – 0 0 0 + ++ + 0 0 0 0 + – 0 0 0 ++ +++ – 0 0 0 + ++ – 0 0 0 +++ +++++ – 0 0 0 +++ +++++ 機械加工 Sandvik® Sanmac® 304/304L Sanmac 316/316L Sanmac 4435 Sanmac 4571 Sanmac 2205 Sandvik SAF 2507™ 0 = 基準値 + = 基準値より高耐食性 – = 基準値より低耐食性 溶接性 サンマック材に適した溶接方法は、被覆アーク溶接 MMA やガス シールドアーク溶接で、TIG、MIG を推奨します。TIG 溶接、特 に溶加材を用いない溶接では、溶接電流を正しく設定することが 重要です。ただし溶加材を使用する場合、溶接性は標準材と同じ です。 推奨 溶材 鋼種 Sandvik® 機械加工性 素材 機械 機械加工データ 作業 TIG (GTAW/141) Sandvik MIG (GMAW/131) Sandvik FCAW (136) Sandvik Sanmac® 304/304L 19.9.L 19.9.L 19.9.LT または 19.9.LSi または 19.9.LSi Sanmac 316/316L Sanmac 4571 19.12.3.L 19.12.3.L 19.12.3.LT または 19.12.3.LSi または 19.12.3.LSi Sanmac 4435 Sanmac 2205 20.25.5.LCu 20.25.5.LCu 22.8.3.L または 25.10.4.L 22.9.3.LT MMA (SMAW/111) Sandvik 19.9.LR. 19.9.LB または 19.9.LRHD 19.12.3.LR. 19.12.3.LB または 19.12.3.LRHD 20.25.5.LCuR 22.9.3.LR 25.10.4.LR 溶接について詳しくは当社ウェブサイトをご覧ください: http://www.smt.sandvik.com 切削油 工具 24 24 機械加工 ステンレス鋼の加工技術 オーステナイト系ステンレス鋼や二相系ステンレス鋼は、炭素 鋼、フェライト系ステンレス鋼、マルテンサイト系ステンレ ス鋼に比べ被削性に大きな違いがあります。 最も大きな違い は、オーステナイト系や二相系ステンレス鋼は延性が高く、加 工硬化や、切削工具に構成刃先が生じ易い事です。 さらに二 相系材料では、素材の強度が高いため切屑処理も困難です。 Sanmac® (サンマック)材では、耐食性、機械的強度、溶接性な どの材料特質を犠牲にすることなく機械加工性が改良されて います。 サンマック材に含まれる非金属含有物は機械加工性を改良する うえで大きな意味を持っています。 サンマック材は、イオウ 化合物の添加により、チッピングを改善し、工具の摩耗を少な くする酸化物を含んでおります。 機械加工性の結果は、素材や工具のほかに、機械自体、切削 データ、クーラント、作業のタイプによっても影響を受けます。 旋削加工においての切屑処理を良好にし、インサート/工具の 寿命を延ばすには、切削油の流量を十分保つ必要があります。 切削油はチップの熱を奪い、切屑処理を円滑にし、同時に寸法 安定性を改善します。 内面加工の場合、切削油を工具内部に 供給する事により切屑の排出性が向上します。 加工硬化 オーステナイト系や二相系ステンレス鋼を伴う機械加工では、 炭素鋼やフェライト系、マルテンサイトステンレス鋼よりも加 工硬化が目立ちます。 加工面は硬くなり、同時に工具寿命は 短くなります。 機械加工 25 25 常に次のことを守ってください。 • オーステナイト系、二相系ステンレス鋼の機械加工に適し た形状の新しい切削工具を使う。 • インサートを定期的に交換する。 インサートの摩耗は加工 硬化を促進する原因になります。 強度 オーステナイト系、二相系ステンレス鋼の様に高い延性と強 度を持つ材料は、切屑処理が困難になり、振動のリスクが大 きくなります。これは表面にダメージを与え、工具の寿命を短 くします。 常に次のことを守ってください。 • 剛性の高い機械を使う。 • ワークのクランプ剛性を高め、剛性の高いツールホールダ を使用する。 • 可能な限り工具のオーバーハングを短くすること。これは 特にドリル加工や内径旋削で重要です。 • 内径旋削で問題になる振動の場合、たとえノーズ側で塑性 変形するリスクが大きくなっても、ノーズ半径の小さいチ ップを使う。 推奨切削データ この推奨条件は、一般的な動力と回転レンジを持った最新のC NC機を前提としています。 外部の要因の為に切削データを 変更する場合、若干の送りの変更をして下さい。 他の記載の ない限り、想定工具寿命は10~15分です。 工具のブレーカーと鋼種はすべて Sandvik Coromant に当ては まります。 Coromant、CoroMill、CoroDrill、T-Max は Sandvik Intellectual Property AB の商 標です。 26 26 機械加工 機械加工 27 27 Sanmac® 4305 の旋削 推奨チップ、切削データ(工具寿命15分の場合の初期設定値)。 旋削 図は、オーステナイト系 Sanmac® 材 (4305、304/304L、 316/316L、4435、4571) の機械加 工で10分以上の工具寿命、二相材 Sanmac 2205 で7分以上の工具寿 命を得るための、切削条件範囲を 示しています。 チップ チップブレーカー 材種 PF QM 切削データ 送り 切削速度 mm/回転数 インチ/回転数 m/分 ft/分 加工 GC4215 0.15 0.006 600 2000 仕上げ、 倣い加工 GC4225 0.30 0.012 450 1500 中荒加工 チッピングを避けるため、低送り の場合はこのエリアが限られま す。切削が高速な場合、塑性変形 が失敗の最大の要因になります。 送りが大きく切削速度が遅くなる と、チッピングが発生しやすくなります。 図は通常の切削時間を想定しています。長い連続切削の場合、 切削速度はいくらか遅くする必要があります。 機械加工エリアは摩耗のメカニズムによって制限されます。 摩耗のタイプがわかると、図を参考にして切削データを最適 化できます。 ラインツール(T-Max® P、CoroTurn® Sandvik Coromant M 107、CoroTurn® 111)はステンレス旋削専用です。 GC4215-PF GC4225-QM 800 800 切削速度、m/分 (フィート/分) 工具 900 900 (2955) (2625) 工具寿命10分 700 700 (2295) 600 600 (1970) 500 500 (1640) 400 400 (1310) 300 300 (985) 200 200 (655) 100 100 (330) 00 0 0.1 0.1 (0.004) 0.2 0.2 (0.008) 0.3 0.3 (0.012) 0.4 0.4 (0.016) 0.5 0.5 (0.020) 0.6 0.6 (0.024) 送り、mm/回転数 (インチ/回転数) 推奨初期設定値(上の表による) 0.7 0.7 (0.028) 0.8 0.8 (0.032) 28 28 機械加工 機械加工 29 29 Sanmac® 304/304L、Sanmac 316/316L の旋削 推奨チップ、切削データ(工具寿命15分の場合の初期設定値)。 チップ チップブレーカー 材種 切削データ 送り 切削速度 mm/回転数 インチ/回転数 m/分 ft/分 Sanmac 4571 の旋削 推奨チップ、切削データ(工具寿命15分の場合の初期設定値)。 加工 チップ チップブレーカー 材種 MF GC2015 0.15 0.006 220 720 仕上げ、倣い 加工 MM GC2025 0.25 0.010 200 655 安定条件下 での中荒/ 荒加工 MR GC2025 0.30 0.012 180 590 不安定条件下 での中荒/ 荒加工 MF GC2015 0.15 0.006 290 820 仕上げ、 倣い加工 MM GC2015 0.30 0.012 250 740 安定条件下 での中荒/ 荒加工 MM* GC2025 0.30 0.012 210 655 不安定条件下 での中荒/ 荒加工 切削データ 送り 切削速度 mm/回転数 インチ/回転数 m/分 ft/分 加工 切込みが大きい場合や表面が粗い場合、材種 GC2025 の MR ブレーカーも おすすめします。低速で加工する場合、GC2035 の MR ブレーカーをおす すめします。 * Sanmac 316/316L ホローバーには MR ブレーカーを使用 300 (985) GC2015-MF 300 (985) 250 (820) GC2025-MM* 工具寿命10分 200 (655) 150 (490) 100 (330) 0 0 GC2015-MF GC2025-MM GC2015-MM 切削速度、m/分 (フィート/分) 切削速度、m/分 (フィート/分) 350 (1150) GC2025-MR 250 (820) 工具寿命10分 200 (655) 150 (490) Frittering 0.1 (0.004) 0.2 (0.008) 0.3 (0.012) 0.4 (0.016) 0.5 (0.020) 0.6 (0.024) 送り、mm/回転数 (インチ/回転数) 推奨初期設定値(上の表による) 0.7 (0.028) 0.8 (0.032) 100 (330) 0 0 0.1 (0.004) 0.2 (0.008) 0.3 (0.012) 0.4 (0.016) 送り、mm/回転数 (インチ/回転数) 推奨初期設定値(上の表による) 0.5 (0.020) 0.6 (0.024) 30 30 機械加工 機械加工 31 31 Sanmac® 4435 の旋削 推奨チップ、切削データ(工具寿命15分の場合の初期設定値)。 チップ チップブレーカー 材種 切削データ 送り 切削速度 mm/回転数 インチ/回転数 m/分 ft/分 Sanmac 2205 の旋削 チップ、切削データ(初期設定値)。 加工 MF GC2015 0.15 0.006 240 790 仕上げ、 倣い加工 MM GC2025 0.30 0.012 175 575 中荒/ 荒加工 切り込みが大きい場合や表面が粗い場合、材種 GC2025 の MR ブレーカー もおすすめします。低速で加工する場合、GC2035 の MR ブレーカーをおす すめします。 350 350 (1150) チップ チップブレーカー 材種 切削データ 送り mm/回転数 インチ/回転数 MF GC2015 0.15 0.006 200 655 仕上げ、 倣い加工 MM GC2025 0.30 0.012 140 460 中荒/ 荒加工 Sanmac 2205 二相鋼の旋削は Sanmac オーステナイト系素材より条件がか なり厳しくなります。これは主に Sanmac 2205 の強度が高いためです。 300 (985) GC2015-MF GC2015-MF 工具寿命10分 切削速度、m/分 (フィート/分) 切削速度、m/分 (フィート/分) GC2025-MM 300 300 (985) 工具寿命10分 250 250 (820) 加工 切削速度 m/分 ft/分 200 200 (655) 150 150 GC2025-MM 工具寿命7分 250 (820) 200 (655) 150 (490) (490) 100 100 (330) 0 0 0.1 0.1 (0.004) 0.2 0.2 (0.008) 0.3 0.3 (0.012) 0.4 0.4 (0.016) 送り、mm/回転数 (インチ/回転数) 推奨初期設定値(上の表による) 0.5 0.5 (0.020) 0.6 0.6 (0.024) 100 (330) 0 0 0.1 (0.004) 0.2 (0.008) 0.3 (0.012) 送り、mm/回転数 (インチ/回転数) 推奨初期設定値(上の表による) 0.4 (0.016) 0.5 (0.020) 32 32 機械加工 Sandvik SAF 2507™ の旋削 チップ、切削データ(初期設定値)。 チップ チップブレーカー 材種 MF 200 MM 切削データ 送り mm/回転数 インチ/回転数 加工 切削速度 m/分 ft/分 GC2015 0.15 0.006 120 395 GC2025 0.25 0.010 90 295 GC2015-MF GC2025-MM 仕上げ、 倣い加工 中荒/ 荒加工 150 Sanmac® オーステナイト系や二 Sandvik SAF 2507 スーパー二相鋼の旋削は 100 Sandvik SAF 2507 の強 相材より条件がかなり厳しくなります。これは主に 度が高いためです。 50 0 0 0.1 0.2 0.3 200 200 (655) 0.4 0.5 GC2015-MF 10 minutes tool-life 工具寿命10分 切削速度、m/分 (フィート/分) GC2025-MM 7 minutes tool-life 工具寿命7分 150 150 (490) 100 100 (330) 50 50 (165) 0 0 0 0.1 0.1 (0.004) 0.2 0.2 (0.008) 0.3 0.3 (0.012) 0.4 0.4 (0.016) 送り、mm/回転数 (インチ/回転数) 推奨初期設定値(上の表による) 200 GC2015-MF 0.5 0.5 (0.020) 34 34 機械加工 機械加工 35 35 摩耗のタイプ ねじ加工 ステンレス鋼の一般旋削加工で最も重要な摩耗の形態は、フラン ク摩耗、塑性変形、チッピング、ノッチ摩耗です。 外部ねじ加工には、どの径でもスローアウェイタイプの工具が使 用できます。ねじ切りダイスやダイスヘッドは、径が小さい場合 のみコスト効率が良くなります。切削長が短いか標準内部ねじ切 りでは、穴径12mm (0.47 インチ) 以上のスローアウェイタイプ の工具でのねじ切りをおすすめします。切削長が長い場合、穴径 20mm (0.79 インチ) 以上ではスローアウェイタイプの工具でのね じ切りをおすすめします。 フランク、ノッチ摩耗 原因:a) 切削速度が速すぎる、またはチップの 耐摩耗性が不十分。b /c) 酸化摩耗または激しいこす り摩耗。 対策:a) 切削速度を遅くする。 耐摩耗性の高いチッ プ材種を選ぶ。b /c) 切削速度を遅くする。 小さい切 込み角を選ぶ。 a c 塑性変形 原因:チップにおける温度が高すぎることと高圧 の組み合わせ。 対策:耐摩耗性の高いチップ材種を選ぶ。 a) 刃先のだれ。 切削速度を遅くする。 b) 逃げ面の変形 送りを下げる。 a b ねじ旋削 b オーステナイト系、二相系ステンレス鋼は加工硬化する傾向があ るため、ラジアルインフィードをおすすめします。加工の安定性 と切屑の排出を良好にする為、切削油を十分供給する必要があり ます。ここで想定している工具寿命は、オーステナイト材で30 分、二相材で10分です。T-Max® U-Lock は Sandvik Coromant の ねじ切りシステムです。 チップ チップブレーカー 材種 切削速度 m/分 ft/分 GC1135 160* 構成刃先 525 原因:被削材が切刃に凝着。 対策:切削速度を上げる。 オールラウンド (オーステナイト系) F (二相) GC1135 100 330 チッピング F (スーパー二相) GC1135 70 230 原因:チップ材種が硬すぎる、チップブレーカーが 弱すぎる、または構成刃先。 対策:靱性の高いチップを選ぶ、切刃強度の高いブ レーカーを選ぶ、または構成刃先の場合は切削速度 を速くする。 * Sanmac® 4305 では切削速度を速くすることができます。 タップ コーティングタップは、ノンコーティングタップに比べて生産性が 100% 向 上する事が可能です。コーティングタップの能力を生かすには、切削油を十 分に供給する必要があります。これは30分の工具寿命を想定しています。 鋼タイプ * 切削速度 m/分 ft/分 オーステナイト系 4-15* 13-50* 二相 3-10 13-33 スーパー二相 2-8 7-26 Sanmac® コーティングタップには高い 方の切削速度を選びます。 4305 では切削速度を速くすることができます。 36 36 機械加工 機械加工 37 37 Sandvik Coromant® CoroDrill® Delta-C、径 3–12mm、でのドリリング コード R840. 材種 GC1220 (径 3–20mm) ドリリング 穴径毎に推奨されたドリルを使う ことにより、最も経済的な加工を 行なうことができます。 径が 63mm (2.48 インチ) を超える穴 を開ける場合、通常のソリッド ドリル、穿孔ドリル、ボーリン グ加工など、異なる方法が使わ れます。 送り* 切削速度* mm/回転数 (インチ/回転数) m/分 ft/分 0.06–0.22 50 (0.002-0.009) 60 40 165 195 130 (オーステナイト系)** (二相) (スーパー二相) * 小さい径には下限値を選択します。 ** Sanmac® 4305 では切削速度を速くすることができます。 ドリリングの推奨事項は工具寿命 寿命が30分の場合です。 高速度鋼 (HSS) ドリルでのドリリング (径 1–3mm (0.04–0.12 インチ)) 送り* 切削速度* mm/回転数 (インチ/回転数) m/分 ft/分 0.03–0.09 20–30 (0.001-0.004) 10–15 8–15 5–10 66-100 33-50 25-50 16-33 (4305) (304/304L、316/316L、4435、4571) (二相) (スーパー二相) * コーティングドリルの場合は切削速度を速くします。 短い穴のドリリング、径 12–63mm CoroDrill® 880 鋼タイプ 径 インチ チップ チップブレ 材種 ーカー 外周/中心 切削データ 送り mm/回転数 インチ/回転数 m/分 ft/分 オーステナイト系 12-14 14-36 36-63 0.47-0.55 0.55-1.42 1.42-2.48 LM LM* LM GC4044/GC1044 GC2044/GC1144 GC4024/GC1044 0.04-0.09 0.04-0.18 0.04-0.18 0.002-0.004 0.002-0.007 0.002-0.007 180 180 210 590 590 690 二相 12-14 14-36 36-63 0.47-0.55 0.55-1.42 1.42-2.48 LM LM* LM GC4044/GC1044 GC2044/GC1144 GC4024/GC1044 0.04-0.09 0.04-0.18 0.04-0.18 0.002-0.004 0.002-0.007 0.002-0.007 120 120 130 395 395 425 スーパー二相 12-14 14-36 36-63 0.47-0.55 0.55-1.42 1.42-2.48 LM LM* LM GC4044/GC1044 GC2044/GC1144 GC4024/GC1044 0.04-0.09 0.04-0.18 0.04-0.18 0.002-0.004 0.002-0.007 0.002-0.007 70 70 80 230 230 260 mm * 外周チップの MS 切削速度 38 38 機械加工 機械加工 39 39 フライス加工 オーステナイト系、二相系ステンレス鋼のフライス加工で最初に行 うのはドライフライス加工です。切削部の切削端はかなり高温にな り、切削部を離れると冷却します。切削油を使用すると、チップの 冷却はさらに急速になり、端部の熱亀裂によりツール寿命が低下す る結果になります。 オーステナイト系、二相系ステンレス鋼 をフライス加工する際に重要なことは、 切削データとともに、カッタシステム、 チップ形状と材種の正しい組み合わせを 選ぶことです。 切削油が必要な場合(ドライ加工で表面仕上げができない場合な ど)、チップの熱負荷の上昇による工具摩耗を防ぐため、切削速度 を約 40-60% 下げる必要があります。使用する場合、切削油はプ ロセス全体で切刃まわりに大量に供給します。 適切な切削データを使用することは、フ ライス加工を、構成刃先が形成される恐 れのある範囲を超えた切削速度で行うこ とを意味します。 ミリング加工、CoroMill® 345 (乾式機械加工の初期設定値) 鋼タイプ 荒加工 ブレーカー/材種 m/分 切削速度 ft/分 mm/刃 送り インチ/刃 仕上げ加工 ブレーカー/材種 m/分 切削速度 ft/分 送り mm/刃 オーステナイト系 MM-2040 185 605 0.18 0.007 ML-2040 240 785 0.08 0.003 二相 MM-2040 125 410 0.13 0.005 ML-2040 160 525 0.08 0.003 スーパー二相 MM-2040 100 330 0.13 0.005 ML-2040 130 425 0.10 0.004 仕上げ加工 ブレーカー/材種 m/分 インチ/刃 エンドミル加工、CoroMill 390 / Coromill 490 (乾式機械加工の初期設定値) 鋼タイプ 荒加工 ブレーカー/材種 切削速度 m/分 ft/分 送り mm/刃 インチ/刃 切削速度 ft/分 送り mm/刃 インチ/刃 オーステナイト系 MM-1040 270 885 0.13 0.005 ML-1040 275 900 0.10 0.004 二相 MM-1040 170 560 0.13 0.005 ML-1040 180 590 0.10 0.004 スーパー二相 MM-1040 130 425 0.13 0.005 ML-1040 150 490 0.10 0.004 ソリッドカーバイドミリング、CoroPlura® (乾式機械加工の初期設定値) 鋼タイプ 荒加工 材種 切削速度 m/分 オーステナイト系 GC1620/GC 1630 60 ft/分 mm/刃 送り インチ/刃 仕上げ加工 材種 m/分 切削速度 ft/分 mm/刃 送り 195 0,02-0,11* 0.001-0.004* GC1620 150 490 0.013-0.11* 0.001-0.004* インチ/刃 二相 GC1630 45 150 0,02-0,11* 0.001-0.004* GC1620 120 395 0.013-0.11* 0.001-0.004* スーパー二相 GC1630 35 115 0,02-0,11* 0.001-0.004* GC1620 100 330 0.013-0.11* 0.001-0.004* * 小さい径には下限の送り値を選択します。 40 機械加工 40 機械加工 41 41 突切り加工 溝入れ加工 鋸引き 突切り加工 溝入れ加工の推奨条件は、 ステンレス鋼材のほとんどのタイプの 溝入れ加工に当てはまります。送り は溝幅に応じて選択します。最小送 り値は最小溝幅に合わせて選択しま す。突切り加工 溝入れ加工を対象に した Sandvik Coromant のシステムは CoroCut® です。 Sandvik® 鋼の切断には帯鋸(バン ドソー)、丸鋸(コールドソー) が理想的です。 滑らかな表面や小さい細かい被削材を 切断する場合、コールドソーが適して います。バンドソーはより適応性があ り、さまざまな被削材やサイズに対応 します。特にステンレス鋼の切断にお いてはバイメタルブレードを使用する 事により、最もコスト効率が良くなり ます。 突切り加工 チップ チップブレ ーカー 材種 切削データ 送り 切削速度 mm/回転数 インチ/回転数 m/分 ft/分 高速切断で、切断ごとのコストを下げ生産性を高めるには、ステン レス鋼切断に適した超硬チップブレードをおすすめします。 -5E または GC2145 0.05–0.20 0.002-0.008 130 -CM 0.05–0.20 0.002-0.008 100 0.05-0.20 0.002-0.008 80 425 330 260 オーステナイト系 二相 スーパー二相 -5E または GC1145 0.05–0.20 0.002-0.008 150 -CM 0.05–0.20 0.002-0.008 120 0.05–0.20 0.002-0.008 90 490 395 295 オーステナイト系 二相 スーパー二相 T-Max Q-Cut チップを使用するときの形状は、ビビリの問題を防ぐには -5F、不安定条件下では -4E も使用できます。CoroCut システムでこれに該 当するのは、ビビリが発生する場合は -CF、不安定条件下の場合は -CR です。切削データは前記のとおり。 溝入れ加工 チップ チップブ レーカー 材種 切削データ 送り 切削速度 mm/回転数 インチ/回転数 m/分 ft/分 -GM 最初の選択 0.05–0.20 0.002-0.008 170 肢、 0.05–0.20 0.002-0.008 140 GC1125 0.05-0.20 0.002-0.008 110 555 460 360 オーステナイト系* 二相 スーパー二相 -GF 2番目の選 0.05–0.20 0.002-0.008 170 択肢、 0.05–0.20 0.002-0.008 140 GC1125 0.05-0.20 0.002-0.008 110 555 460 360 オーステナイト系* 二相 スーパー二相 * Sanmac® 4305 では切削速度を速くすることができます。 刃数 (TPI) は、工作物の寸法に応じて選択します。 Sanmac の切断 材種 切削データ バンド速度 m/分 ft/分 加工 平均除去率 in2/分 cm2/分 バイメタルブ 25–45* レード 80-150* 12.9–34.8* 2.0-5.4* 超硬チップブ 65–120* レード 215-400* 23.9–69.0* 3.7-10.7* 高生産性 全般 * 二相、スーパー二相の場合、遅い速度、低い除去率を選びます。寸法が大 きい場合、除去率は変えずにバンド速度をわずかに下げることをおすすめし ます。 推奨事項はあくまで目安です。用途に対する素材の適性を確認できるのは、実際に作業条 件がわかっている場合に限られます。 開発が続くため、技術データは予告なく変更され ることがあります。 42 標準鋼種表 42 鋼種 標準鋼種表 43 標準鋼種表 名称 化学成分 (公称)、% Sandvik C Cr オーステナイト系ステンレス鋼 (PREFIX Sandvik 3R12 ≤0.030 18.5 Sandvik 3R60™ ≤0.030 17.5 Sandvik 3R65 ≤0.030 17 Sandvik 6R35 0.05 17.5 Sandvik 5R75 0.05 17 Sandvik 3R19 ≤0.030 18.5 Sandvik 3R64 ≤0.030 18.5 Sandvik 3R68 ≤0.030 17 Sandvik 8R40 0.06 17.5 Sandvik 3R60 U.G. ≤0.020 17.5 Ni 規格* Mo その他 UNS 規格 THT、TST、TST-E、THE) 10 − − S30403/S30400 13 2.6 − S31603/S31600 11.5 2.1 − S31603/S31600 10.5 − Ti S32100/S32109 12 2.1 Ti S31635 9 − N S30453 14.5 3.1 − S31703 13 4.1 N − 11 − Nb S34700/S34709 14 2.6 − S31603 二相系ステンレス鋼(PREFIX 規格 THT、TST、TST-E、THE) Sandvik SAF 2205™ ≤0.030 22 5 3.2 N Sandvik SAF 2507™ ≤0.030 25 7 4 N Sandvik SAF 2304™ ≤0.030 22.5 4.5 − N Sandvik 3RE60™ ≤0.030 18.5 4.5 2.6 Si、N S31803/S32205 S32750 S32304 S31500 ASTM TP EN 番号 圧力目的 機械的性質 PED1) EN 10216-5 ASME 耐力 Rp0.2 MPa、最小値 Rp0.2 ksi、最小値 引張強さ Rm MPa Rm 伸び A %、最小 75-99 75-100 75-100 75-100 74-103 80-109 75-100 84-116 75-100 71-100 45 45 45 45 45 35 35 35 40 40 304L/304 316L/316 316L/316 321/321H 316Ti 304LN 317L − 347/347H 316L 1.4306/1.4301 1.4435/1.4436 1.4404/1.4401 1.4541/1.4940 1.4571 1.4311 1.4438* 1.4439 1.4550/1.4912 1.4435 X X X X X X − X X X X X X X − X X − X X 210 220 220 210 220 270 220 290 220 190 30 32 32 30 32 39 32 42 32 28 515 – 680 515 – 690 515 – 690 515 – 690 510 – 710 550 – 750 515 – 690 580 – 800 515 – 690 490 – 690 − − − − 1.4462 1.4410 1.4362 1.4424 X X X X X X X X 485 550 400 450 65 80 58 65 680 – 880 800 – 1000 630 – 820 700 – 880 1.4539 1.4563 1.4335 1.4466 1.4547 1.4558 − 2.4642* X X X X X X − − X X2) − X X X2) X X 230 220 210 270 310 205 175 240 33 32 30 39 45 30 25 35 520 – 720 550 – 750 500 – 670 580 – 780 655 – 850 520 – 690 ≥520 ≥585 75-104 80-109 73-98 84-113 98-123 75-100 ≥75 ≥85 35 40 35 30 35 30 30 30 高合金オーステナイト系ステンレス鋼、ニッケル合金 (PREFIX 規格 THT、TST、TST-E、THE) Sandvik 2RK65™ ≤0.020 20 25 4.5 Cu N08904 − Sandvik Sanicro™ 28 ≤0.020 27 31 3.5 Cu N08028 − Sandvik 2RE10 ≤0.015 24.5 20 − − S31002 − Sandvik 2RE69 ≤0.020 25 22 2.1 N S31050 − Sandvik 254 SMO® ≤0.020 20 18 6.1 N、Cu S31254 − Sanicro 30 ≤0.030 20 32 − Ti、Al N08800 合金 800 Sanicro 41 ≤0.030 20 38.5 2.6 Cu、Ti N08825 合金 825 Sanicro 69 0.02 30 60 − Fe N06690 合金 690 99-128 116-145 87-119 101-128 25 25 25 30 耐熱鋼種 (prefix 規格 THR) Sandvik 2C48 0.09 Sandvik 4C54 ≤0.20 Sandvik 5R10 0.04 Sandvik 6LR62 0.05 Sandvik 8R41 0.06 Sandvik 7RE10 0.06 ® Sandvik 253 MA 0.08 Sandvik 353 MA® 0.07 Sandvik Sanicro 31HT 0.07 Sandvik 8RE18 0.07 Esshete 1250 0.1 Sanicro 61 0.03 Sanicro 70 ≤0.05 23.5 26.5 18.5 17 16.5 24.5 21 25 20.5 22.5 15 23 16.5 − − 9.5 11.5 13 21 11 35 30.5 14 9.5 60 72.5 − − − 2.1 − − − − − − 1.0 − − N N − – Nb − Si、N、Ce Si、N、Ce Ti、Al − Mn、V、Nb、B Al Fe S44600 S44600 S30400/S30409 S31600/S31609 − S31008/S31009 S30815 S35315 N08811/N08810 S30908/S30909 S21500 N06601 N06600 446-2 − 446−1 1.4749* 304/304H 1.4301/1.4948 316、316H 1.4401 − 1.4961 310S、310H 1.4845* − 1.4835* − 1.4854* − 1.4959 309S、309H 1.4833* − 1.4982 − − 合金 600 − − − X – X − − − X − X − − − X X – − X X2) − X2) X − − X 275 275 210 205 205 220 310 260 175 205 230 205 245 40 40 30 30 30 32 45 38 25 30 33 30 35 ≥450 500 – 700 515 – 690 515 – 790 510 – 690 530 – 750 650 – 850 ≥600 500 – 700 ≥515 540 – 740 ≥550 550-700 ≥65 73-102 75-100 75-115 74-100 75-109 77-109 ≥87 73-102 ≥75 78-107 ≥80 80-101 20 20 45 45 35 35 40 35 35 35 35 30 35 機械加工用特殊鋼種 (prefix 規格 Sanmac® 304/304L ≤0.030 Sanmac 316/316L ≤0.030 Sanmac 4435 ≤0.030 Sanmac 4571 0.03 Sanmac 2205 ≤0.030 Sandvik 10RE51 0.04 Sanmac 4305 ≤0.035 THB、MBR) 18.5 9 16.5 11 17.5 12.5 17 12.5 22.5 4.5 26 5 17.5 9 − 2.1 2.6 2.1 3.2 1.3 − − − − Ti N − S S30400/S30403 S31600/S31603 S31600/S31603 S31635 S31803/S32205 S32900 S30300 304/304L 316/316L 316/316L 316Ti − − 303 X X X X X − − X X X − X X − 210 220 220 190 450 485 210 30 32 32 28 65 70 30 515 – 680 515 – 690 515 – 690 490-690 680 – 880 620 – 800 ≥515 75-99 75-100 75-100 71-100 99-128 90-116 ≥75 40 40 40 35 25 20 35 1.4301/1.4307 1.4401/1.4404 1.4436/1.4435 1.4571 1.4462 1.4460 1.4305 1) 圧力機器指令 97/23/EC * 管、パイプを除く。 情報提供のみ。 2) コードケースあり Sandvik、Sanmac、Sandvik SAF 2304、Sandvik SAF 2205、Sandvik SAF 2507、Sandvik Sanicro、Sandvik 3R60、2RK65 は Sandvik Intellectual Property AB の商標です。 253 MA、353 MA、254 SMO は Outokumpu の商標です。 お試しください Sanmac バーコンバーター Sandvik のバーコンバーターは、ソリッドステンレスバーの 中央に機械で穴を開けているデザインエンジニア、メカニ カルワークショップオペレータなどを対象に、Sanmac® 中 空バーに切り替えることでどのくらい節約できるか予測す るのに役立つよう開発されたものです。 Sandvik Materials Technology SE-811 81 Sandviken、スウェーデン、電話:+46 26-26 30 00、ファックス +46 26-26 02 20 電子メール:[email protected] www.smt.sandvik.com S-02909-JAP. 12.2013. www.smt.sandvik.com/barconverter
© Copyright 2026 Paperzz