江前敏晴, 紙の基礎と印刷適性(Part 1)
紙の基礎と印刷適性-構造・物性・加工・印刷品質評価-
東京大学 大学院農学生命科学研究科 江前敏晴
1 紙の構造
紙とは、“植物繊維を抽出して、これを水中に分散させ、水の媒介により薄く平らに絡み
合わせて造ったもの”と従来から定義され、一般的には、広葉樹の木繊維及び針葉樹の仮
道管をパルプ化によって取り出してパルプ繊維とし、絡み合わせて製造したシートを指す。
ポリプロピレンフィルムをベースにしたような合成紙や、水を使わない乾式不織布はこの
定義からは外れるが、紙と同様の用途に使用されるものなら“紙”と呼んで差し支えない
であろう。
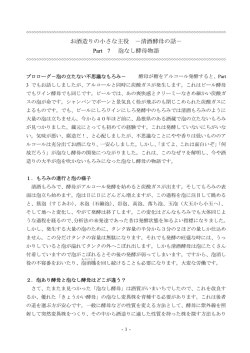
針葉樹仮道管
1-1 パルプ繊維の構造と組成
紙を構成する主成分はパルプ繊
維である。最も多く使われるパル
プ繊維は、広葉樹の木繊維及び針
広葉樹木繊維
葉樹の仮道管である。樹種にもよ
るが、図 1 に示すように針葉樹パ
広葉樹道管
ルプ繊維は、長さ 3~5 mm、幅約 50
μm であるのに対し、広葉樹パルプ
(LBKP)繊維は長さ 1~2 mm、幅
約 20 μm である。繊維が短く細い
1 mm
図 1 木材パルプ繊維の形状
方が紙の地合いがよくなるので、
通常の印刷用紙は漂白広葉樹クラ
フトパルプ繊維を用いる。一方、長い針葉樹パルプ(NBKP)繊維は、紙力が上がるので、
無漂白パルプが紙袋に用いられたり、古紙パルプの比率が高い新聞用紙などに一部配合さ
れる。
化学的に見るとパルプ繊維の主成分は多糖類で、その大部分はセルロースである。図 2 は
2 個のグルコースユニットが結合したセロビオースを示し、これが多数重合した構造をとる。
直鎖状になるため、配列して結晶化しやすい性質があ
り、木材パルプのセルロースは数十%の結晶化度を持
Hardwood
LBKP
Cellulose
つ。セルロースのほか、ヘミセルロースが含まれる。 ca 45 %
以上述べてきたのは薬品による蒸解過程(NaOH と
ca 40 %
Na2S を使用するクラフト法など)を経た化学パルプで
CH2OH
OH
O
O
OH
OH
O
O
O
n
OH
CH2OH
ca 10 %
Hemicelluloses
ca 30 %
ca 2 %
Lignin
ca 20 %
Extractives
ca 5 %
図 3 クラフト法による広葉樹
図 2 セルロースの構造式.約 1000 個の
材(パルプ)組成の変化
グルコースが重合している.
1
江前敏晴, 紙の基礎と印刷適性(Part 1)
ある。図 3 に示すように、蒸解中に木材中のリグニンの大部分は溶解し、パルプ繊維だけ
が取り出される。木材中のヘミセルロースは広葉樹材で約 30 %含まれているが、アルカリ
に溶出しやすいため、3 分の 1 程度に減少する。蒸解工程は、図 4 に示す木材のチップ(通
常パルプ工場付近の海岸沿いに作られる図 5 に示すチップヤードから運搬する)を図 6 に
示す連続式の蒸解釜で蒸煮して製造する。
図 4 木材チップ
図 5 チップヤード
木材パルプには化学パルプのほか、機械的にすりつぶして個々の繊維に分
離した機械パルプ(MP=Mechanical Pulp)もある。リグニンを溶出させない
図 6 蒸解釜
ので、収率(パルプ質量/木材質量で、約 95 %)や不透明度が高くなるが、
白色度が低い。繊維が短くなりダメージを受けるため強度が出にくく、繊
維長の長い針葉樹を使う。回転する砥石に丸太を押し
付けて摩砕する GP(Groundwood pulp)、歯の付いた 2
枚のディスク板でチップを摩砕する RGP(Refiner
Groundwood pulp)及び RGP を加圧下で少し加熱して
製造する TMP(Thermomechanical pulp)などがある。
新聞用紙などに使われる。
古紙利用率(紙・板紙生産量に占める古紙消費の比
率)が 1990 年に 50%を超え、現在も少しずつ増加し
ている。1998 年の日本の古紙利用率は 54.9 %、古紙回
収率(国内で消費された紙・板紙のうち回収された割
図 7 古紙ヤード
合)は、55.3 %に達し、世界的に高いレベルにある。
図 7 のように回収された古紙は、パルパ
ーで離解されるが、このとき水酸化ナト
リウム、珪酸ナトリウム、過酸化水素、
脱墨剤(界面活性剤)を入れ、次のフロ
ーテーション工程に入る。図 8 のような
フローテーター内に 約 1%濃度の原料を
入れ、中に細かい気泡を入れる。すると、
インキ粒子が泡の周りに吸着して浮上す
るので、これをかきとって除去する。
どのパルプも印刷用紙として使用する
ときは次に漂白工程を経る。図 9 のよう
図 8 フローテーター
2
図 9 漂白塔
江前敏晴, 紙の基礎と印刷適性(Part 1)
な漂白塔で行われ、クラフトパルプに対しては、酸素と二酸化塩素を使用する酸素漂白シ
ステムを用い、機械パルプや新聞古紙パルプは、過酸化水素やハイドロサルファイトが使
われる。
1-2 抄紙
紙は、木材パルプを主原料に、次のような工程で抄造される。前記のよう木材チップから
にパルプ化工程を経たあと、漂白工程があり、そのあと抄紙工程に入る。抄紙工程は次の
よな各パートに分けて考えることができる。各工程の抄紙機の中での位置は、図 10 に示し
てある。
木材から樹皮
を除去しチッ
プに加工
→
水酸化ナトリウム、硫化ナトリウムの水
溶液中で高温加熱処理し、化学的に木材
→
を 1 本 1 本の繊維にパルプ化する
塩素、二酸化塩素、酸素
等で漂白すると白いパ
→
ルプ繊維が得られる
パルプ繊維に水存在下で機械的
なずり応力を加えて叩解し、繊
維を柔軟にする。
パルプ縣濁液に、サイズ剤・紙力
剤・填料・歩留り剤・染料等の添
加剤を加えて紙の特性を制御
パルプ縣濁液をワイヤー上に噴
出し、濾過-脱水-プレス-乾
燥工程を経て紙ができあがる
原紙はさらにサイズプレス、コ
ーティング、カレンダー処理等
により、目的とする紙の機能が
付加される
図 10 紙の製造工程模式図
1-2-1 紙料調成工程
乾燥したパルプシート(ベールパルプ)を解繊し、叩解を行い、図 11 に示すような各種
添加剤(填料やサイズ剤、歩留まり向上剤など)を添加してよく攪拌し、適切な濃度に調
節する。
この工程以降は抄紙機内で連続的に行われる。
1-2-2 ストックインレット
調成した紙料をワイヤーパートに送り込む工程で、幅方
向に均質で、安定した原料を適切な濃度、速度及び角度で
供給することが重要である。
1-2-3 ワイヤーパート
図 12 に示すような PET(又は青銅)繊維で織られた網
3
図 11 フローテーター
江前敏晴, 紙の基礎と印刷適性(Part 1)
で、連続して回転できるような帯状である。紙料がワイヤー
上で脱水され紙層が形成される。ある程度脱水が進んだ後半
部では、サクションボックス(真空ポンプにより水を吸引す
る)が装備されている。
1-2-4 プレスパート
ワイヤーからはがされた湿紙はフェルトに移され、圧力を
かけてさらに水分を絞るプレスパートに入る。3~4 つのプ
レスニップを通る。十分なプレスを行うことにより密度の高
い紙となる。図 13 に示す。
図 12 ワイヤーパート
1-2-5 ドライヤーパート
さらに蒸発によって湿紙を乾燥させるドライヤーパ
ートにはいる。図 14 に示すようなスチームによって加
熱する多数のシリンダドラムに次々と転移させながら
巻き付けて乾燥させる。最もエネルギーを消費する工
程である。ティッシュペーパーなどは、大径の単一シ
リンダーであるヤンキードライヤーを用いる。
1-2-6 カレンダーパート
図 13 プレスパートー
これ以降は、紙の加工工程に属し、印刷用紙の場合
サイズプレス、塗工、カレンダーの工程に入るがこの
加工工程は後で詳しく述べる。塗工やカレンダリング
は、オフマシン(いったん巻き取ってから別の専用装
置にかける)で行われることも多い。詳しくは後述す
る。
1-2-7 リールパート
図 14 ドライヤーパート
抄紙工程の最後に図 15 に示
すようなドラムリールによっ
て巻き取られる。そのあとオフ
マシンの加工工程や、断裁に入
る。そのあと図 16 に示すよう
な自動管理機能を持つ倉庫に
保管され、必要に応じて出荷さ
れる。
日本の紙の生産量は図 17 に
示すように世界でも有数であ
り、板紙も含め年間約 3000 万
トンである。
図 15 リールパート
4
図 16 倉庫
江前敏晴, 紙の基礎と印刷適性(Part 1)
1-3 紙の種類
紙及び板紙の種類は印刷用紙の他にも、
包装用紙や電気絶縁紙のような特殊紙も
あるように多岐にわたっている。通産省生
産動態統計における紙・板紙の品目分類を
表 1 及び表 2 に示す。実際の取引ではこの
表に基づいて分類されているとは限らな
い。
図 17 世界の紙及び板紙の生産量比較
表 1 紙・品目分類
紙
新聞巻取紙
印刷・情報用紙
非塗工印刷用紙
上級印刷紙
中級印刷紙
下級印刷紙
薄葉印刷紙
微塗工印刷用紙
新聞印刷に使用されるもの。
書籍、教科書、ポスター、商業印刷、一般印刷などに使用される印
刷用紙 A、ノート、便箋、帳簿、製図、スケッチブックなどに使用
される筆記・図画用紙などのほか、書籍用紙、辞典用紙、地図用紙、
クリーム書籍用紙など。さらし化学パルプ 100%使用。
書籍、商業印刷、一般印刷、教科書、雑誌本文、電話番号簿本文な
どのほか、雑誌などのグラビア印刷に使用されるもの。
雑誌本文、謄写版印刷、漫画誌の本文などに使用されるもの。
辞書、六法全書、バイブルなどのほか、タイプライター用紙、コピ
ー紙、カーボン紙原紙、エアメールペーパー、転写用紙、謄写版原
紙などに使用されるもの。
雑誌本文、カラーページ、チラシなどに使用されるもの。1 ㎡当り
両面で 12g 以下の塗料を塗布。
塗工印刷用紙
アート紙(A1)
高級美術書、雑誌表紙、口絵、ポスター、カタログ、カレンダー、
パンフレット、ラベル、煙草包装用などに使用されるもの。1 ㎡当
り両面で 40g 前後の塗料を塗布。
コート紙(A2)
高級美術書、雑誌表紙、雑誌本文、カラーページ、口絵、ポスター、
カタログ、カレンダー、パンフレット、ラベル、チラシなどに使用
されるもの。1 ㎡当り両面で 20g 前後の塗料を塗布。
軽量コート紙(A3) カタログ、チラシ、雑誌本文、カラーページなどに使用されるもの。
1 ㎡当り両面で 15g 前後の塗料を塗布。
その他塗工印刷紙 高級美術書、雑誌表紙などに使用されるキャストコート紙、カタロ
グ、パンフレットなどに使用されるエンボス紙のほか、絵葉書、商
品下げ札、雑誌表紙、口絵、グリーティングカード、商業印刷、高
級包装などに使用されるアートポスト、ファッションコーテッドペ
ーパー、純白ロールコートなど。
特殊印刷用紙
5
江前敏晴, 紙の基礎と印刷適性(Part 1)
色上質紙
表紙、目次、見返し、プログラム、カタログ、健康保険証などに使
用されるもの。さらし化学パルプ 100%使用の抄き色紙。
その他特殊印刷用 郵政省で発行する通常はがき、年賀はがき、往復はがきなどに使用
紙
される官製はがき用紙のほか、小切手、手形、証券、グリーティン
グカード、地図、製図用紙、ファンシーペーパーなどの特殊な用途
に使われるもの。
情報用紙
複写原紙
ノーカーボンペーパーの原紙、裏カーボンペーパーの原紙、クリー
ンカーボンペーパーなどの複写用原紙。
感光紙用紙
ジアゾ感光紙(青写真)の原紙。
フォーム用紙
コンピュータのアウトプットに使用されるもの。NIP を含む。
PPC 用紙
普通紙複写機(PPC)に使用されるもの。
情報記録紙
ファクシミリやプリンターなどのアウトプットに使用され、熱によ
って文字、像などを発色する感熱紙の原紙のほか、静電記録紙原紙、
熱転写紙、インクジェット紙、放電記録紙原紙、計測記録用紙など
アウトプットに使用されるもの。
その他情報用紙
統計カード用紙、さん孔テープ用紙、OCR 用紙、OMR 用紙、MICR
用紙、磁気記録原紙など主としてコンピュータのインプットに使用
されるもの。
包装用紙
未ざらし包装紙
重袋用両更クラフ セメント、肥料、米麦、農産物などを入れる大型袋に使用されるも
ト紙
の。
その他両更クラフ 角底袋、小袋、一般包装及び加工用などに使用される一般両更クラ
ト紙
フト紙、手提袋、一般事務用封筒などに使用される特殊両更クラフ
ト紙。
その他未ざらし包 ターポリン紙果実袋、封筒などに使用される筋入クラフト紙、タイ
装紙
ル用の原紙、果実袋、合紙、雑包装などに使用される片艶クラフト
紙のほか、ワンプなどに使用されるもの。
さらし包装紙
純白ロール紙
片面光沢の紙で、包装紙、小袋、アルミ箔貼合などの加工原紙とし
て使用されるもの。
さらしクラフト紙 手提袋、封筒、産業資材の加工用などに使用される両更さらしクラ
フト紙、薬品、菓子、化粧品などの小袋、加工用などに使用される
片艶さらしクラフト紙。
その他さらし包装 両面光沢の薄い紙で一般包装及び伝票などの事務用紙などに使用さ
紙
れる薄口模造紙のほか、純白包装紙、色クラフト紙など。
衛生用紙
ティシュペーパー 吸水性のある衛生紙で、普通 2 プライで連続取り出しされるように
なっている。
ちり紙
平判で主としてトイレ用に使われる。
ト イ レ ッ ト ペ ー パ ロール状にしたもの。
ー
タオル用紙
トイレや台所で使用され、平判、ロール状のものがある。
その他衛生用紙
上記以外の衛生用紙、生理用紙、京花紙、テーブルナプキン、おむ
つなど。
雑種紙
6
江前敏晴, 紙の基礎と印刷適性(Part 1)
工業用雑種紙
加工原紙
家具、壁材用のプリント合板用原紙、壁紙用原紙などの建材用、主
としてプリント基盤として使用される積層板用、粘着・剥離用の基
紙、工程紙の接着用、紙コップ、紙皿、小型液体容器などの食品容
器用などのほか、硫酸紙、耐紙・耐油紙、防錆紙、防虫紙、温床紙、
擬革紙、研磨紙、ろう紙、バルカナイズド紙、製版用マスター、写
真用印画紙原紙など。
電気絶縁紙
コンデンサ、変圧器、ケーブル、コイルなどに使用される電気絶縁
用のもの。
その他工業用雑種 ライスペーパー、グラシンペーパー、トレーシング、濾紙、水溶紙、
紙
遮光紙、煙草用チップ、吸取紙など。
家庭用雑種紙
書道用紙
書道半紙、書初用紙、画仙紙。
その他家庭用雑種 紙ひも、障子紙、ふすま紙、紙バンド、奉書紙、ティーバッグ、傘
紙
紙、油紙、のし紙などに使用されるもの。
7
江前敏晴, 紙の基礎と印刷適性(Part 1)
表 2 板紙・品目分類
板紙
段ボール原紙
ライナー
外装用(クラフト)段ボールシートの表裏に使用されるもの。原料がクラフトパルプ。
外装用(ジュート)段ボールシートの表裏に使用されるもの。原料が古紙。
内装用
低強度の段ボール箱の中仕切などに使用されるもの。
中しん原紙
パルプしん
段ボールシートの中の「段」に使用されるもの。主原料はパルプ。
特しん
段ボールシートの中の「段」に使用されるもの。原料は古紙。
紙器用板紙
白板紙
マニラボール
絵はがき、カレンダー、カード類、美術本、図鑑、タッグなどの厚
手印刷物や液体食品、化粧品、石鹸、タバコ、薬品などの印刷箱に
使用されるもの。
白ボール
食料品、雑貨、洗剤などの包装容器に使用されるもの。
黄・チップボール 上製本の表紙のしん、洋服の箱、紙製玩具などに使用されるものな
ど。
色板紙
染料で着色したもの。
雑板紙
建材原紙
アスファルトやタールを合浸させた屋根床などの建築用防水材原紙
のほか、耐火性の壁材、天井材の原紙。
紙管原紙
紙、布、セロファン、箔、テープ、糸などの巻きしんに使用される
もの。
その他板紙
紙・パルプ用の包装紙のほか、各種台紙、地券、しん紙など。
高級印刷用紙として使用される塗工紙は、次のように分類されている。
(1) 塗工紙
品種
呼称
原紙
塗工量
用途
表 3 塗工紙の分類
アート紙
コート紙
軽量コート紙
A1
A2
B2
A3
B3
上質
上質
中質
上質
中質
2
2
2
2
両面 40 g/m
両面 20 g/m
両面 20 g/m
両面 15 g/m
両面 15 g/m2
高級美術書、カレ ポスター、カタログ、カレン 雑誌、本文のカラーページ、
ンダー等の高級美 ダー等商業印刷、書籍、雑誌 チラシ
術印刷
などのカラー印刷
(2) 微塗工紙
品種
原紙
塗工量
白色度
微塗工上質紙
上質(印刷 A)
両面 40 g/m2
79 以上
表 4 微塗工紙の分類
微塗工印刷紙 1
微塗工印刷紙 2
中質(印刷 B)
中質(印刷 B)
両面 20 g/m2
両面 20 g/m2
74~78
68~73
8
微塗工印刷紙 3
中質(印刷 C)
62~67
江前敏晴, 紙の基礎と印刷適性(Part 1)
A、B グレードの区別は上質紙(原料が化学パルプ 100 %)か中質紙かということだが、
A グレードであっても古紙パルプが使用されている(例えば 50 %)ものもある。
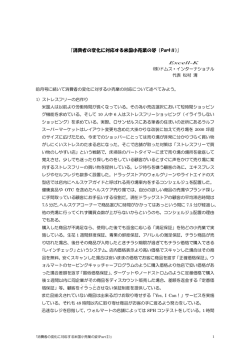
次に、いろいろな紙の表面を比較した走査型電子顕微鏡写真を見て見る。紙の種類によっ
て用いられる繊維の種類や表面形状が異なることがわかる。図 18 は、コピー用紙で比較的
表面がデコボコしている。これはカレンダー処理を弱くして厚みを出すことにより紙の曲
げこわさ(こし)を大きくし、給紙時の紙詰まりを減らすためである。幅の細い LBKP を
用いており、填料として炭酸カルシウムを含んでいる。図 19 は、新聞用紙でカレンダリン
グ処理により表面の繊維がつぶれ、平滑である。繊維は短繊維化した針葉樹の機械パルプ
が多く、LBKP や古紙パルプなども配合されている。
図 20 は、和紙でコウゾやミツマの靭皮繊維が用いられる。繊維は剛直でまっすぐである。
図 21 は、ティッシュペーパーで、幅の広い針葉樹パルプを用いるが、表面にシワつけ(ク
レープ処理)が施されていることがわかる。ヤンキードライヤーからはがす時にドクター
(つめ)を当てるのでしわができる。
100 μm
図18 コピー用紙
図19 新聞用紙
100 μm
図21 ティッシュペーパー
図20 和紙
9
江前敏晴, 紙の基礎と印刷適性(Part 1)
2 紙の物性
紙の性質を理解する上で最も基本的な概念となるのは、坪量である。これは 1 m2 当たり
の紙の質量(g)であり、単位は g/m2 である。紙は水分を吸収しやすいセルロースを主体と
する繊維から構成されているので、雰囲気の相対湿度によって紙の含水率は変化し、坪量
もそれに伴って変化することになるが、通常、坪量と言うときは乾燥機で恒量になるまで
乾燥したときの値を基準とする。その他、厚さが基本的な概念であり、平滑な金属面で紙
を挟んで一定荷重をかけたときの金属面間の距離をもって厚さとする(マイクロメータ法)
。
この方法では、紙の表面に凹凸がある分、平均的な厚さよりも多少大きな値が出る。また、
坪量を厚さで除したものが蜜度である。セルロース固有の密度は約 1.5 g/m3 であるが、紙は
空隙率が大きい材料であるので、通常 0.5~1.0 g/m3 である。
紙の力学特性、光学特性などのさまざまな物性は紙を構成する各材料の組成、繊維の長
さ・粗度、填料の量と分布、紙層構造、地合(ムラ)、方向性(MD と CD)、密度、抄紙の
履歴、ウェットプレス、叩解、乾燥時の収縮量、乾湿・温度の履歴、環境、含水率、温度
などに影響される。このような影響を調べる手段として通常約 60 g/m3 の手抄きシートを調
製して測定する。調製の方法は JIS に詳しく規定されている。これらの因子がどう関係する
かを見ていくことにする。
2-1 力学特性
紙の力学的特性を測定する試験の種類は数多い。JIS 規格にあるだけでも破裂強さ試験、
引張(ひっぱり)特性の試験、耐折強さ試験、引裂強さ試験、圧縮強さ試験(リングクラ
ッシュ法)、印刷での紙むけ試験、湿潤引張強さ試験、耐摩耗強さ試験、こわさ試験、摩
擦係数試験がある。このような紙の強度を直接担っているのは個々のパルプ繊維の強度と、
繊維間の水素結合の強度である。
引張試験が最も代表的な力学強度試験で、紙の場合は幅 15 mm スパン長 100 mm(切り出
す長さは 150 mm 程度以上)となるように引張試験機のジグに挟み、10 mm/min の速度で引
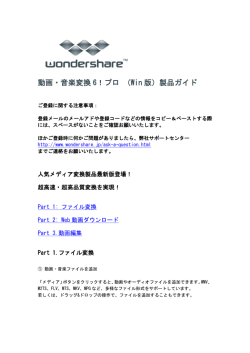
っ張る。図 22 は、紙の比引張強さ(紙の試験片幅あたりの引張強度を坪量で除したもの)
及び破断伸び(破壊に至るまでに伸びた長さの元のスパン長に対する比率)に及ぼすパル
プ繊維の種類(LBKP か NBKP)、叩解の程度及びサイズ剤(AKD)・填料(二酸化チタン)
の添加の影響を調べた結果である。繊維長の長い NBKP の方が比引張り強さが大きく、ま
た破断伸びも大きかった。しかし、叩解の程度を上げると、一般に強度が上がる。また、
この図では NBKP と LBKP の差が少なくなった。サイズ剤を加えることにより、非引張り
強さは多少大きくなったが、助剤がサイズ剤だけ出なく、繊維の微細成分も歩留(ぶど)
まらせたためと考えられる。填料は、鉱物性であるため繊維間結合を阻害するだけである
ので、比引張強さも破断伸びも小さくなった。
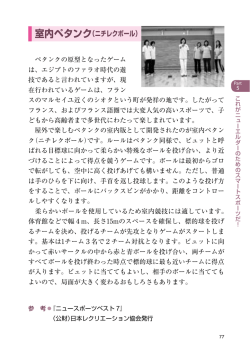
図 23 は、同様に密度と耐折強さに与える影響を示したものである。耐折強さ(ただし個々
では回数)は、幅 15 mm の試験片に 1 kgf の張力をかけた状態で、左右に 60°ずつ折り曲
げを繰り返したとき、破断までに何往復まで耐えられるかの回数を対数で表す。この試験
法は紙の劣化状態の評価によく用いられる。、NBKP の方が LBKP に比べて耐折強さがはる
かに大きく、引張試験結果以上の開きがあった。叩解や、サイズ剤・填料の添加の影響は、
引張試験結果と同様であった。
10
江前敏晴, 紙の基礎と印刷適性(Part 1)
NBKP
50
LBKP
45
破断伸び
40
比引張強さ
35
30
比引張強さ(Nm/g),
破断伸び(%×10)
25
20
15
10
3000R叩解
サイズ・填料
サイズ(+助剤)
無添加
サイズ・填料
サイズ(+助剤)
5000R叩解
無添加
サイズ・填料
サイズ(+助剤)
3000R叩解
無添加
サイズ・填料
サイズ(+助剤)
0
無添加
5
5000R叩解
図 22 引張強さに与える、パルプの種類、叩解、サイズ剤、填料の影響
NBKP
3
密度
LBKP
2.5
耐折強さ
2
3
密度(g/cm ),
耐折強さ(回)
1.5
1
3000R叩解
サイズ・填料
サイズ(+助剤)
無添加
サイズ・填料
サイズ(+助剤)
5000R叩解
無添加
サイズ・填料
無添加
サイズ(+助剤)
3000R叩解
サイズ・填料
サイズ(+助剤)
0
無添加
0.5
5000R叩解
図 23 密度及び耐折強さに与える、パルプの種類、叩解、サイズ剤、填料の影響
紙は水を吸着しやすい材料であることは
前にも述べたが、図 24 に、紙を置いた雰囲
気の相対湿度と紙の含水率との関係を示す。 通常の大気下(相対湿度が 50~65 %)では、
紙の含水率は 8~10 %程度である。また、調
11
湿(紙をある湿度、温度に長時間置いて含水
江前敏晴, 紙の基礎と印刷適性(Part 1)
率を安定させる)の方向によって含
80
75
70
65
60
55
50
45
40
35
30
25
20
15
10
5
0
と呼ぶ。高湿度側から調湿すると含
水率は高くなる。
図 25 は、同様に相対湿度が紙の力
学物性、引張破断伸び及び含水率に
及ぼす影響を示す。引張強さ、破裂
強さは、湿度が上がると強度が減少
Relative humidity, %
水率は異なる。これをヒステリシス
する傾向にある。耐折強さは、湿度
が高い方が強度が増加する傾向が顕
著に見られる。これは、含水率が上
がると繊維が柔軟で紙が伸びやすく
2nd cycle
Start
0 1 2 3 4 5 6 7 8 9 10 11 12 13
なり、応力が分散して破壊の進行が
Moisture content, %
食い止められるためではないかと考
図 24 紙の含水率に及ぼす相対湿度の影響
えられる。また引裂強さも同様の傾
向がある。
紙には方向性が
ある。新聞紙など
では、一定方向に
裂きやすくそれと
直角方向には裂き
にくいことからも
わかるように、紙
には縦と横がある。
抄紙機で抄かれる
75
Relative humidity, %
2-2 異方性
Burst
strength
85
Moisture
content
Tensile
strengt
h
65
55
Tear
strength
Folding
endurance
45
35
Stretch
25
15
50
紙の場合、その流
れ方向を縦方向
40 30 20 10
Percent decrease
0
10 20 30 40 50
Percent increase
60
70
図 25 紙の力学的特性などに及ぼす相対湿度の影響
(MD)とし、これ
に垂直な方向が横方向(CD)である。新聞紙は、記事を読むときの上下方向が紙の縦方向
と一致するように印刷されている。そうでないと、手で支えながら読むときに新聞がしお
れるように倒れてしまう。抄紙機では、紙料のジェット速度よりワイヤー速度が速いため
に繊維が引っ張られるようにして配向すること、また紙料を噴き出すスライスの流れの中
で MD に繊維が配向することが原因と考えられる。また、繊維が紙面に対して平行になる
ように配向する面配向もある。
異方性は、前述した引張試験での引張り強さ、破断伸び及びヤング率で評価することがで
きるほか、超音波伝播速度 v、動的ヤング率 MD(MD=r v2 の関係から計算可能)、染色繊維
を用いる方法(染色した繊維を抄き込み、角度を画像処理で統計処理)などの方法がある。
図 26 は、種々の紙の引張破壊荷重を MD 及び CD 方向で比較したもので、一般に繊維が配
12
江前敏晴, 紙の基礎と印刷適性(Part 1)
12
12
未晒しクラフト紙(89.4 g/m2)
10
コピー用紙(64.4 g/m2)
MD
10
6
未晒しクラフト紙
コピー用紙
8
Load, kgf
Load, kgf
8
CD
4
4
2
MD
微塗工紙
新聞用紙
CD
2
0
-1
微塗工紙(64.9 g/m2)
新聞用紙(46.4 g/m2)
6
0
0
1
2
3
4
5
6
7
8
-1
0
1
2
Elongation, %
3
4
5
6
7
8
Elongation, %
図 26 いろいろな紙の引張破壊荷重の MD/CD 比較
向している MD 方向に引張強度が大きく、引張破断伸
叩解度の違い
びが小さいことがわかる。微塗工紙では、CD 方向の
引張破断伸びが特に大きい。これは塗工工程と関係が 引
ある。非塗工紙の乾燥は、数十本のドラムに巻き付け 張
て次々と転移させながら乾燥させるので、紙が中に浮 破
いている(オープンドロー)時間が極めて短くなり、 断
紙の収縮は少ない。塗工紙の場合、乾燥はエアフォイ 伸
ルドライヤーと呼ばれる乾燥機の中を、ドラムに接す び
ることなく風で浮かしながら通過させるため、いわゆ
乾燥収縮=破断
伸びとなる線
,
る自由乾燥となって CD 方向に収縮する。そのため引 %
っ張ったときにはその収縮分だけ余計に伸びるので
乾燥収縮, %
ある。この現象は、図 27 に示す手抄き紙での実験結
果からもわかるように、引張破断伸びは、叩解などで
決定される一定の伸び量があり、これに乾燥時の収縮
図 27 乾燥時の収縮量に対する引
張破断伸び
量を加えた分だけ伸びることがわかる。
図 28 は、30°ずつ角度を変えながら引張破壊荷重と引張破断伸びについて測定し、全方
位(実際は半面)について表示したもので、標準法で調製した手抄き紙や手すき和紙は異
方性がなく、その他の機械抄き紙には異方性があることがわかる。塗工紙の引張破壊荷重
の異方性は、未晒しクラフト紙より小さいが、引張破断伸びの異方性は逆に大きいことが
6
5
4
8
引張破断伸び, %
手すき和紙
未晒しクラフト紙
塗工紙
コピー用紙
手抄き紙
新聞用紙
ティッシュペーパー
MD
手すき和紙
未晒しクラフト紙
塗工紙
コピー用紙
手抄き紙
セロハン
新聞用紙
ティッシュペーパー
MD
7
引張強さ(破断荷重), kgf
6
4
3
2
2
1
CD
0
-7
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
6
CD
0
7 -8
-6
-4
-2
図 28 いろいろな紙の引張挙動の異方性
13
0
2
4
6
8
江前敏晴, 紙の基礎と印刷適性(Part 1)
わかる。これは前述のように乾燥方法の違い
による。すなわちオープンドローの長い塗工
紙乾燥工程では CD 方向に大きな乾燥収縮が
起きるからである。
図 29 は、動的ヤング率による異方性の表
MD
Orientation angle
Maximum
MD
value
CD
CD
value
示例で、この図から繊維は完全に MD 方向に
value
配向しているわけではないことがわかる。幅
Minimum value
の広い抄紙機の両サイドではワイヤ上で紙
料の流れが起きることなどにより MD から
ある角度を持って配向することも珍しくな
い。
図 29 超音波法(動的ヤング率)による
紙の配向図
2-3 表面平滑性
紙の平滑度は版との接触が起きるニップ型商業印刷やレーザー方式のプリンタでは印刷
品質を支配する最も重要な特性である。
平滑性の測定と表現の方法には大きく分けて 2 種類ある。非常に平滑な金属面と紙表面が
接触したときにできる隙間を空気が漏れ出る速度や一定量の空気が漏れ出るのに要する時
間で表現する空気漏洩式がその 1 つで、装置の仕様によりベック式、シェフィールド式、
ベントセン式、王研式、パーカープリントサーフなどがある。迅速な測定と実際の印圧を
想定して圧力を変えることができる利点がある。空気漏洩法ではないが、加圧時に平滑な
ガラス面との接触面積を測定して粗さを算出するマイクロトポグラフと呼ばれる装置もあ
る。もう 1 つは、触針、光(レーザー)、電子線、プローブ(走査型プローブ顕微鏡)など
を用いて表面形状を 2 次元または 3 次元のプロファイルとして測定する方法である。曲線
そのものを客観的に比較するのは難しいのでそのプロファイル曲線データから色々な粗さ
指数を計算する。代表的なものは自乗平均平方根粗さ RMS 及び中心線平均粗さ Ra である。
これは次のようにして求められる。線または面の傾きを補正するために基準直線(2 次元)
または基準平面(3 次元)を定める。これはその基準線(面)の上下で囲まれる面積(体積)
のそれぞれの総和が等しくなるように設定する。その線(面)からの各点までの距離 y を
求め、それぞれ式(1)及び式(2)で計算する。
1
l
RMS =
Ra =
1
l
∫
l
0
∫
l
0
y 2 dy
式(1)
式(2)
y dy
ここで、l: 曲線の走査距離である。3 次元の場合はこれと直角方向の座標軸にも走査方向
があるので式中の積分は二重になる。
空気漏洩法による平滑度と表面形状プロファイルの間にはどのような関係があるのであ
ろうか。表面粗さがミクロな粗さ領域からマクロな粗さ領域まで分布しているという概念
から考えると、空気漏洩式平滑度計はどの大きさの粗さレベルを表現しているのかをフー
リエ解析によって調べることが可能である。触針式表面形状測定機によって測定される表
面形状プロファイルをフーリエ変換によっていろいろな波長の波に分解した。そしてそれ
14
江前敏晴, 紙の基礎と印刷適性(Part 1)
ぞれの波の振幅と王研式平滑度との相関を調べた。また通常 800 μm 以上の長さの波長を持
つ波の成分を除いてから中心線平均粗さを計算するが、このカットオフ値を変化させたと
きの中心線平均粗さと王研式平滑度王研式平滑度との相関を調べた。このようなスペクト
ル的な解析をカレンダーがけレベルや叩解度レベルの異なる手抄き紙について行った。そ
の結果、特定のカットオフ波長で最も相関が高くなるようなはっきりしたピークが見られ
た。さらによく日本で使用される王研式平滑度の表す粗さ領域は、手抄き紙の場合、およ
そ 273 μm 程度の波長領域であることがわかった。
また、空気漏洩式では、世界的な標準規格になりつつあるパーカプリントサーフ(PPS)粗
さがどのような紙の表面粗さを表しているかも同様に検討した。まず PPS 粗さとベック平
滑度の理論式の比較をまず行い、次に紙表面の触針式プロファイルのスペクトル解析から
PPS が表している波長領域を求めた。理論式の比較から、紙表面と空気漏洩式平滑度計の金
属ヘッドとの間にできる間隙を通る空気の流れのモデルとして、PPS モデルの方が王研(ベ
ック)式モデルより合理的であることがわかった。しかし、両試験器が測定しようとする
ものは同一のものであるので、2 つの理論式を関係づけることが可能であり、その変換式は
式(3.3)で示される。
G3 = 18.65
3
TB (G3: PPS 粗さ、TB: 王研式平滑度)
式(3)
測定データの比較では、この変換式が多くの紙について概ね成り立ったが、叩解度の異な
る紙など、圧縮性の異なるものについては成り立たない。カレンダーがけした手抄き紙に
ついて、王研式の場合と同様に触針式プロファイルを様々なカットオフ値に設定して計算
した中心線平均粗さと PPS 粗さとの相関を調べたところ、紙の表面形状は PPS 試験器内で
波長 234 μm に相当する粗さになるように変形することが示唆された。このカットオフ波長
は、紙表面が正弦曲線であると仮定した場合の変換式 G3 =2 .13 × Ra からの偏差の2乗和
を最小にするものである。同様に王研式平滑度は波長 410 μm に相当する粗さを見ているこ
とが示唆された。一般的には、変換式に最も近い関係が成り立つカットオフ波長は、抄紙
や加工の方法などによって変化する、紙表面の変形特性に依存すると考えられる。
接触方式である触針式表面形状測定機によって紙の表面形状プロファイルを測定する際
に、針が紙表面を引っかく問題が生じる。このスクラッチ現象をトポグラフィック SEM(表
面の形状を測定できる走査型電子顕微鏡)を用いて調べた。トポグラフィック SEM によっ
て測定された触針痕のある箇所とない箇所の表面形状曲線について、同様に一定波長以上
の成分をカットオフし、中心線平均粗さを比較することにより、触針のスクラッチがプロ
ファイルに与える影響を分析することができる。上質紙の場合、波長約 16 μm 以下のレベ
ルで両者のプロファイルに有為な差(t 検定による)があり、触針によるスクラッチの影響
が現れることがわかった。これは触針先端の曲率半径の約 3 倍に相当する。キャストコー
ト紙では全波長領域で有為な差があった。最近ではきわめて触針圧の小さい装置が実現し
ており、触針痕の影響はほとんど問題がないくらいである。
図 30 は試験印刷機 RI テスターを使って塗工紙、非塗工紙にオフセット用インキを印刷し
たときのインキ濃度と平滑性の関係を示したものである。横軸は王研式の平滑度の 3 乗根
をとっているが、これは式(3)に基づくものである。インキ濃度と平滑性には高い相関があ
ることがわかる。紙の平滑性はカレンダリングの程度により変化させた。
15
江前敏晴, 紙の基礎と印刷適性(Part 1)
2-4 地合
地合むらと呼ばれる紙の 2 次元的な構造むらが印
刷品質に大きく影響する。地合という概念は単層構
造である非塗工紙の方が扱いやすく、地合は、白色
光を透過させたときに視覚的に感ぜられるむらと定
義することができる。装置による測定では透過光量
の面内分布を測定して解析することになる。また、
より物理的に取り扱いやすいように局所的な坪量の
分布であるとする定義もある。光は繊維間の空隙量
によって散乱量が異なり、例えば極度のカレンダリ
図 30 インキ濃度と紙の平滑性の関係
ング処理では透過光量を大きくする。し
かし、(横方向にわずかに伸びるであろ
うが)坪量の変化はほとんどないので坪
量分布の方がそのシート固有の特性とし
て扱いやすくなる。透過光量の場合は
HN10
HN120
HP10
HP120
SN10
SN120
SP1 0
SP1 2 0
CCD カメラを使ったビデオシステムや
ピンポイントのビームを使って、試料を
おいたステージを xy 方向に移動させた
りあるいは円筒状のステージを回転させ
ることによって試料面を走査するシステ
ムなどがある。局所坪量の分布を測定す
るには、散乱の影響がなく透過量と局所
坪量に一定の関係があるβ線を通常使う。
軟 X 線も可能で、電子線を使う新しい方
法も開発されている。
図 31 は広葉樹(H)及び針葉樹(S)の漂白
クラフトパルプから調製し、炭酸カルシ
ウムを内添した手抄き紙のスキャナーに
よる透過画像である。N は、パルプ繊維
及び填料のの凝集剤であるカチオンポリ
マー(ポリアミンポリアミドエピクロロ
ヒドリン)を添加してないもので、P は
添加したもの。10 は紙料を撹拌してから
標準法に従って 10 秒後にろ水したもの
で、120 は 120 秒後にろ水したものであ
る。画像の暗い部分は繊維や炭酸カルシ
ウムが凝集してフロックを形成し分厚く
図 31 広葉樹漂白クラフトパルプから調製した
手抄き紙のスキャナーによる透過画像
16
江前敏晴, 紙の基礎と印刷適性(Part 1)
なった部分を示している。静置時間を 120 秒にするとその間に繊維や炭酸カルシウムの凝
集が進行して次第にフロックを大きくしていきそれが紙中に残ることがわかる。また、カ
チオンポリマーを添加するとやや地合が悪くなったが、フロックを大きくする影響は少な
かった。しかし、凝集効果により網から微細繊維や炭酸カルシウムが抜け落ちずに坪量が
大きくなったために全体に暗い透過光像となった。通常このような透過光像から地合を客
観的に評価するには各画素のグレーレベルを元に標準偏差などを計算して評価することが
多い。また、グレーレベルそのものではなく対数をとった光学濃度を元に計算した標準偏
差の方が主観的評価に近くなる場合もある。光学濃度は次の式(4)で表される。
⎛V ⎞
OD = log⎜ 0 ⎟
⎝V ⎠
式(4)
ここで、OD: 光学濃度 V0: 試料のない部分でのグレーレベル
V: その画素でのグレーレベル
表5は前図で示した8種類のシートの透過光画像を構成する各画素からグレーレベル、上
式によって計算した光学濃度及び光学濃度の2乗から標準偏差を計算したもので、これが地
合指数となる。最下行の主観評価値は6人のパネリストにより一対比較法で順位付けを行っ
た結果を示す。最右列のrはケンドールの相関係数で、次のように計算する。2つの試料を比
較したとき地合指数と主観評価値の優劣が同じであれば1、異なれば-1を与え、全てのペア
についてこの得点の合計を計算する。これをペアの数で割ることによって得られる。主観
評価値を1つの変数とみなす通常の相関では評価値そのものが一定の尺度をもっていて初
めて意味を持つが実際にはそうではない。例えば、最良の主観評価を得たHN10の地合をさ
らによくしても評価値は0のままであることから評価値の大きさそのものは意味がないこ
とがわかる。したがってケンドールの相関は主観評価値の大きさではなく、序列だけを問
題にした相関を調べるものである。このケンドールの相関係数を見ると、グレーレベルの
標準偏差は主観評価との相関は低く、光学濃度やさらに光学濃度の2乗との相関が高いこと
がわかる。透過光像の入力装置であるこのイメージスキャナーでは光学濃度の2乗は局所的
な坪量とほぼ比例関係にあることがわかっており、人間の目は透過光量の違いではなく坪
量の違いをリニアな尺度として感じとっているのではないかと思われる。
また人間の目には透過光量の感じ方以外に面方向の分解能に対して波長依存性がある。つ
まり、特定の距離の周期的な変動に対して敏感だが、視力の限界より細かい波長成分では
変動を見分けにくく、またあまり大きな波長成分の変動もまた視野の限界により見分けに
くい傾向がある。同じくスキャナーの透過光像を元にした周波数解析による結果から、人
表 5 手抄き紙の透過光像から計算した各種地合指数と主観評価値。r はケンドールの相関
係数で光学濃度 2 の標準偏差及びそれを坪量で割ったものと主観評価の相関が高い
ことがわかる。
サンプル
グレーレベル
平均
標準偏差
光学濃度
標準偏差
光学濃度2 標準偏差
(光学濃度2-標準偏差)/坪量,
3 2
主観評価値(小さいほど地合良)
HN10 HN120 HP10 HP120
45.3
45.6 34.2
32.2
2.1
2.3
1.7
3.0
0.020 0.022 0.022 0.040
0.030 0.033 0.038 0.072
47
53
52
95
0.0
3.6
1.4
6.4
17
SN10 SN120 SP10 SP120
r
70.8 71.7 49.9 51.3
4.5
6.7
3.1
5.1
0.36
0.028 0.041 0.027 0.043 0.64
0.031 0.045 0.038 0.061 0.79
55
75
57
88
0.86
2.3
5.5
3.0
5.8
江前敏晴, 紙の基礎と印刷適性(Part 1)
間の目には 6~8 mm 周期の変動に最も敏感であるという結果が得られている。このような
考え方は後述の MTF(Modulation transfer function)と同じような概念である。
塗工層の均一性は画像部の均一性と密接に関わっており重要な性質である。塗工量は通常
その塗工紙全体の平均的な値で示されるが、面内での不均一性、すなわち塗工量の面内分
布を測定する方法がいくつかある。
視覚的に簡便に判断する方法としてバーン
ナウト試験法がある。これは図 32 に示したよ
うに次の手順で行う。水とエタノールを半々に
混合した溶媒に 25 g/L 塩化ナトリウム溶液を
調製し、塗工紙を浸漬し十分含浸させる。塗工
紙を取り出して風乾し、さらに 225 度のオーブ
ン内で 7 分間乾燥する。原紙部分及び塗工層中
の有機物だけが炭化され黒くなり、表面にある
水/エタノール=50/50
(v/v)に溶解した塩化
アンモニウム溶液
225 ℃ 7 分間
図 32 塗工むらを視覚的に評価するため
のバーンナアウト試験のやり方
顔料だけが白く見えるようになるので、白い部
分の均一性を視覚的に判断する。図 33 は、印刷品質のよい塗工紙と悪い塗工紙での例であ
る。2 種類の塗工紙は同様な条件のパイロットスケールで塗工されたものであるが、乾燥の
タイミングなど細部の条件がわずかに異なっている。これらのバーンナウト後の試料をイ
メージスキャナーで画像を取り込んだもので印刷品質の悪い塗工紙は筋状のむらがあるの
に加えてさらに大きな 1~2 cm の大きさ
のむらの存在が確認できる。図 34 にある
ように 2 値化するとさらにその差がはっ
きりする。
2-5 光沢
光沢のある印刷物は、高級感を醸し出
すことができる。そのため、印刷光沢(印
刷インキが載った部分の光沢)は、印刷
印刷品質のよい塗工紙
品質を左右する重要な要素となっている。
特に、商品宣伝用の高級塗工紙グレード
印刷品質の悪い塗工紙
図 33 異なった印刷品質を与える塗工紙でバ
ーンナアウト試験を行い、スキャナーで
取り込んだ画像(5 cm×5 cm)
では、一般消費者の購買意欲をそそる効
果があるので高い印刷光沢が求められる。
本発表では、印刷光沢発現メカニズムに
関し、内外の研究例を紹介するとともに、
我々がこれまでに行ってきた研究結果を
まとめて報告する。
2-5-1 理論-光沢の表す意味
紙の光沢は紙の平滑性と密接な関係
があり、通常平滑性の指標であるとみな
されるが、それは次の理由による
印刷品質のよい塗工紙
印刷品質の悪い塗工紙
図 34 バーンナアウト後のイメージスキャナ
ー画像を 2 値化したもの。塗工むらが印
刷品質を低下させる。
18
江前敏晴, 紙の基礎と印刷適性(Part 1)
図 35 に示すように紙面の法線方向に対しθ=75°の入射角で光 I0 を当て、同じく 75°の
反射角で反射光 I を検出し、その光の強度の比率 I/I0 を測定して求める。光沢度は相対分光
分布と分光視感効率の積を全ての波長にわたって積分したものに相当する。フレネルの法
則によれば光学的に平滑な表面の(分光)鏡面反射率は、入射光の波長λと入射光の角度θ
の関数になっている。この関数 f(θ, λ)はフレネル係数と呼ばれ、式(4)で表される。
⎡
2
1 ⎛ cosθ − n (λ ) − sin 2 θ
f (θ , λ ) = ⎢⎜
2 ⎢⎜ cosθ + n (λ )2 − sin 2 θ
⎢⎣⎝
2
⎞ ⎛ n (λ )2 cosθ − n (λ )2 − sin 2 θ
⎟ +⎜
⎟ ⎜
2
2
2
⎠ ⎝ n (λ ) cosθ + n (λ ) − sin θ
ここで、n(λ): 波長λのおける屈折率
⎞
⎟
⎟
⎠
2
⎤
⎥
⎥
⎥⎦
式(5)
θ: (紙の場合通常)75°である。
紙のような粗い表面については、反射率はさらに表面粗さの関数にもなっており、式(5)
で表される。
⎡ ⎛ 4πσ cos θ ⎞ 2 ⎤
I
= f (θ , λ ) exp ⎢ − ⎜
⎟ ⎥
λ
I0
⎠ ⎦⎥
⎣⎢ ⎝
式(6)
ここで、I:鏡面反射光強度、I0:入射光強度、σ:表面粗さの標準偏差である。
ISO 及び JIS で定義されている光沢度の単位は、
屈折率 1.567
(Tappi では 1.540)のガラスの鏡面研磨面に対する反射率が I
光沢度 100(%)となるように目盛られている。これは反射率
26.46 %に相当する。従って屈折率の高い材料では 100 以上の
光沢度になる。なお、印刷面の光沢を測定する場合インキの
色や拡散反射が光沢に与える影響はごくわずかで、白色面は
I0
θ θ
n
σ
図 35 鏡面反射の光路
黒色面よりわずかに光沢度が高いが、その差は 1 以下である。
式(6)によれば、紙の光沢は、光の入反射角、入射光の波長、屈折率及び材料表面の平滑
度で決定される。塗工層は、異種の塗工紙でも材料の組成は似通っており、また塗工層に
使用される鉱物性顔料の屈折率は近い値をとる。そのため、同一の光学条件下で測定した
光沢度は、表面の平滑度によってほぼ決定されることになる。印刷表面でも顔料や樹脂分
の組成やそれぞれの屈折率は同程度である考えられるので、同様に印刷光沢もインキ層表
面の平滑度によってほぼ決まるとみなすことができる。
2-6 白色度及び不透明度
白色度及び不透明度のような光学的性質は印刷媒体としての紙の機能を知る上で特に重
要なものである。
2-6-1 白色度
白色度は印刷物におけるコントラストを高め、より鮮鋭な画像部を得るために重要な性
質である。
白色度は次のように定義される。拡散照明光を当て、(試料面に垂直な)0°方向で受光し
たときの反射光量の、完全拡散反射面によって反射された光量に対して百分率で表した値。
このときの試料は十分不透明なほどの厚さを持つか、同種のものを十分不透明になるほど
重ねて測らなければならない。また、有効波長 457 nm で測定する。従来から、紙ではハン
ター白色度が使われてきた。これは次のような欠点があった。一つの光線束による 45 度照
19
江前敏晴, 紙の基礎と印刷適性(Part 1)
明・0 度受光であり、紙を測定する際に紙の縦・横方向の影響を受ける。また照明光に青色
フィルタを通すため蛍光増白剤を励起させる波長領域の光(主に紫外領域の光)が大幅に
カットされる。したがって、蛍光増白剤を含む試料を測定すると視感白さと一致しない場
合がある。したがって今後はハンター白色度を使用しない。
塗工紙の場合は塗工層と原紙という白色度のまったく異なる層構造を持っているため、
白色度は本来塗工層と原紙層に分けて考えるべきだが、実際は製品としての塗工紙を十分
な枚数重ねて測定しその紙の白色度としている。したがって
同一の組成でも塗工量が変わればその紙の白色度は変わる。
紙はパルプ繊維や塗工用顔料が白いために白色度の高い
材料であるが、それ以外に細かな空隙構造を持つことによっ
n1
n2
ても白色度が高くなっている。これは光の屈折と関係がある。
θi
θr
一般に光は屈折率の差がある 2 つの媒質界面で屈折して進
む。図 36 のような屈折率が n1 と n2 の媒質があり入射角と屈 図 36 屈折率 n1 の媒質からの
n2 の媒質へ光が進入す
折角が θi と θr であるとき、式(7)のようなスネルの法則が成
るときの屈折
り立つ。
sin θ i n1
=
sin θ r n2
(スネルの法則)
式(7)
紙の場合、空気と繊維を構成する物質(非塗工紙では主にセルロース、塗工紙ではこれ
に顔料やラテックスが加わる)の間でこのような屈折が起き、しかもその細かくてランダ
ムに配置する無数の空隙のために屈折が不特定の方向に幾重にも起こる。これは光の散乱
に相当する。そのため表面からの反射光量も多くなり、白色度が上がる。食塩や雪が白く
見えるのも同じ現象である。
一般的な紙の白色度を表 6 に
示す。コピー用紙は蛍光増白剤を
使用しているため白色度は高い
が、白色度 70 程度の再生紙のコ
ピー用紙を普及させようという
動きもある。上質紙に塗工すると
カオリンだけを顔料として使用
した場合は白色度は低下する。こ
表 6 一般的な紙の白色度。塗工紙は上質紙にそれぞれ
の顔料だけを使い片面塗工したものである。
紙
コピー用紙
上質紙(オフセット印刷用)
-塗工紙(カオリン13.0 g/m2)
-塗工紙(炭酸カルシウム15.2 g/m2)
新聞用紙
インクジェット用専用紙(塗工面)
白色度(%)
89
82.5
80.9
85.6
55-60
91
のカオリンの白色度が低いため
であるが、一般には塗工により白色度は上昇する。
印刷物から視覚的に得られる情報量はインフォメーションキャパシティという概念で表
現されるが、これは濃度階調数 n を持つ印刷物では式(8)で表現されるエントロピーH の最
大値として記述できる。
H = log 2 n
式(8)
これは一般に言うビット数に相当し、例えば 256 階調の場合はエントロピーは 8 ビット
ということになる。インフォメーションキャパシティはその印刷物が持ちうる最大のエン
トロピーであり、紙やインキ、印刷の条件により表現できる階調数が変化するため、自ず
20
江前敏晴, 紙の基礎と印刷適性(Part 1)
と変化することになる。実際には空間周
波数、すなわち画像の細かさ(線数)が
95
7
異なる場合もインフォメーションキャパ
シティは変化する。図 37 はインクジェッ
93
6
91 同一のドライバー
トプリンタで 4 種類の用紙に同一の条件
及びその用紙に最適な条件を使って
最適化ドライバー
89 白色度
5
CMYKRGB100%で印字した場合の印字
面の Lab 値を分光測光器で測定し、イン
87
0
85
普通紙
フォメーションキャパシティを計算した
スーパー
光沢紙
光沢フィルム
結果を示す。用紙の優劣は白色度だけで
はないが、白色度はこのインフォメーシ
ョンキャパシティと高い相関を示すこと
図 37 インクジェット用紙のインフォメーシ
ョンキャパシティと白色度の関係
がわかる。
2-6-2 不透明度
紙の不透明性は、両面印刷された印刷物で、裏面にある文字や画像に影響されることな
く表面にある文字や画像を認識できるかどうかという意味で非常に重要である。紙の軽量
化が進んでいる中で不透明性をいかに維持するかが技術的な課題となっている。
不透明度は次にように定義される。白色度と同様な分光測光器を用い、緑色光(正確に
は CIE イルミナント C 及び CIE 等色関数 y(λ)について 560nm を中心に一定の幅の分光分布
を持つように定義された光)を一枚の試料に拡散照射したときの反射率(単一シート視感
反射率という)の、十分不透明なほど厚いか又は十分な枚数を重ねた試料の反射率(固有
視感反射率)に対する比率を百分率で表した値。白色度同様、従来法では一つの光線束に
よる 45 度照明・0 度受光のハンター反射率計を用いて測定を行い、固有視感反射率の代わ
りに反射率 89%白色板によって裏当てして測定した反射率を用いて不透明度を計算するが、
いずれこの方法は規格からはずれることになる。なお緑色光を使ったときが最も視覚的特
性と合うので視感反射率と呼ばれる。
紙は軽量にも関わらず比較的不透明性の高い材料である。金属やセラミックほどではな
いが、プラスチックフィルムなどと比べる裏側にあるものがよく見えないことからもわか
る。これは紙の中に非常に空隙が多いためである。パルプ繊維内にもルーメンと呼ばれる
空孔があり、また繊維間は完全に密着して
i0
いるわけではないので隙間だらけの構造
i
を持っている。また、塗工層内にはさらに
細かい無数の空隙が存在する。このような
dx
述べた通りであるが、光が多く散乱される
i-i(S+K)dx
j
iW
jW
Backing
少なくなり、必然的にその紙の不透明度は
光を散乱する材料の不透明度、白色度及
jKdx
iKdx
x=W
と、1 枚の紙の反対側に透過する光の量が
j-j(S+K)dx
iSdx
x=x
空隙のために光が散乱されることは前に
高くなる。
j0
x=0
図 38 .Kubelka-Munk 理論を説明する紙の断
面模式図。
21
江前敏晴, 紙の基礎と印刷適性(Part 1)
び光の透過率の関係は次に示すクベルカ-ムンク(Kubelka-Munk)の式で説明される。図 38
は 1 枚の紙の断面で、その中の位置 x に存在する厚さ dx の層を光が通過する場合を考える。
下に向かう光束 i と上に向かう光束 j がこの層を通過するときの光束の変化量は、下方を x
軸の正の向きと考えると、それぞれ上向き、下向きで式(9)及び式(10)のように表される。
di = −(S + K )idx + Sjdx
式(9)
− dj = −(S + K ) jdx + Sidx
式(10)
2
2
ここで、S: 比散乱係数(m /kg)、K: 比吸収係数(m /kg)、W: 坪量(g/m2)である。さらにこ
の 2 式から、式(11)及び式(12)が得られる。
{
}
式(11)
{
}
式(12)
d 2i
2
= (S + K ) + S 2 i
2
dx
d2 j
2
= (S + K ) + S 2 j
dx 2
この 2 つの微分方程式を解くための境界条件を次のように決める。
x=0 のとき、
i=i0, j=j0, R=j0/i0
x=W のとき、
i=iW, j=jW, Rg=jW/iW (Rg は裏当ての反射率), T=iW/i0(T は透過率)
x=∞のとき、
R=R∞ (R∞は白色度)
すると、式(13)及び式(14)のようなクベルカ-ムンクの基本式が得られる。
R=
R∞ (1 − Rg R∞ ) − (R∞ − Rg )e −2bSW
(1 − R R ) − R (R
g
∞
∞
∞
(1 − R )e
2
T=
∞
(1 − R R ) − R (R
g
∞
∞
− Rg )e − 2bSW
− bSW
∞
− Rg )e −2bSW
(反射率)
式(13)
(透過率)
式(14)
⎛
⎞
ここで、 b = 1 ⎜⎜ 1 − R∞ ⎟⎟ である。
2 ⎝ R∞
⎠
比散乱係数 S はその紙の単位坪量あたりの散乱能力を示す指標になる。S が大きいほど紙
は不透明になる。図 39 はトレーシングペーパーとプラスチックフィルムをそれぞれ重ねて
いき、2 種類の反射率の異なる裏当てを置いたときの反射率からクベルカ-ムンク式を利用
して計算した光学濃度(式(4)参照)と比散乱係数である。プラスチックフィルムの光学濃
度(■)は重ねる枚数に比例して増加していく。これはランベールの法則に一致するが、比
散乱係数が 0 の時に成り立つ法則で、このプラスチックフィルムの比散乱係数(▲)は約
0.5 と、非常に小さい。一方、トレーシングペーパーは、比散乱係数( )が約 8.0 であり、
光学濃度(□)もシート枚数には比例しないことがわかる。一般に上質紙の比散乱係数は、
この単位では 30~40 であり、また塗工層は 150 程度である。
この応用として塗工紙の塗工層だけの白色度及び比散乱係数を測定する方法がある。た
だし、その塗工紙の原紙と同種の原紙を手に入れる必要がある。この方法を以下に示す。
まず同種の原紙に黒色筒(反射率 0 と見なせるもの)あるいはきわめて白色度の低い紙な
どを裏当てして反射率を測定しこれを Rg1 とする。次に白色度のわかっている標準板(ある
いは白色度の高い紙)を用意し、同種の原紙に裏当てして反射率を測定し Rg2 とする。同じ
裏当てをそれぞれ塗工紙に置き、反射率を測定しそれぞれ R1、R2 とする。この 4 つの測定
22
1.8
9
R∞を計算して求める。クベルカ-ムンクの
1.6
8
基本式を使って比散乱係数 S も計算できる。
1.4
7
1.2
6
1.0
5
0.8
4
0.6
Plastic film - Opt Dens 3
Tracing paper - Opt Dens
Plastic film - Scat Coef 2
Tracing paper - Scat Coef
1
このようにして塗工層のみの白色度と比
散乱係数を求めることは塗工量とは無関
係にその塗工層の光学特性を決定できる
ほか、同種の塗工層の塗工量が異なる場合
の塗工紙全体の白色度を予測できる点で
有用である。
Measured optical density
値を式(15)に代入し塗工層だけの白色度
0.4
0.2
0.0
Specific light scattering coefficient, m2/kg
江前敏晴, 紙の基礎と印刷適性(Part 1)
0
0
10
20
30
40
Number of sheets stacked
図 39 トレーシングペーパーとプラスチック
フィルムの光学濃度と比散乱係数
c − c2 − 4
2
( R g1 + R 2 )( R1 R g 2 − 1) − ( R1 + R g 2 )( R 2 R g1 − 1)
where c =
R1 R g 2 − R 2 R g1
R∞ =
23
and
R1 < R 2
式(15)
© Copyright 2026 Paperzz