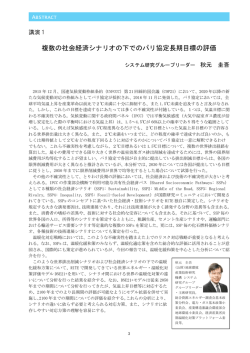
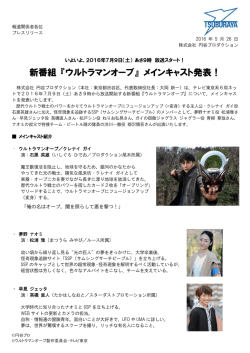
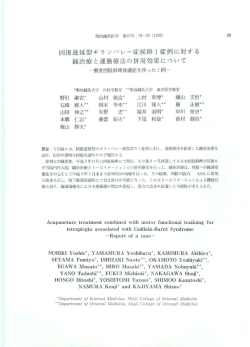
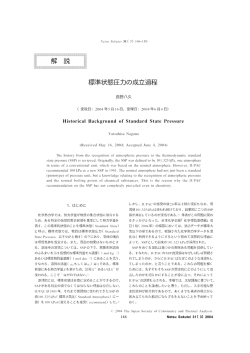
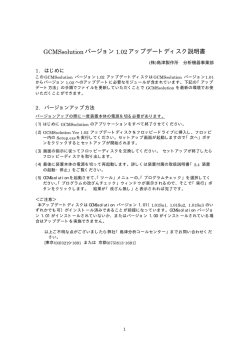
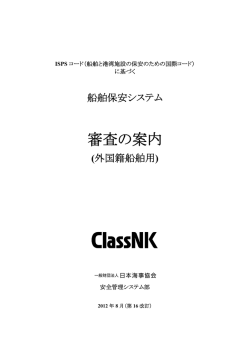
抄紙機のトータルエンジニアリングサービスについて 芦澤一正 ㈱小林製作所 製紙機械設計部 1. はじめに 小林製作所は、日本の製紙産業と共に歩み昨年 60 周年を迎えた。とりわけこの歴史のなかにおい ナンスサービスの大部分をカバーできる能力を有 しており、責任施工を実施している。 本稿ではマシンが立ち上がった以降のエンジニ て「日本で開発され世界で使用された板紙抄紙機」 アリングサービスについて次の 4 項目を紹介する としてウルトラフォーマシリーズを開発し、国内 が、新設抄紙機についてもこれら技術が適応でき はもとより北米を始め世界各国に輸出してきた。 ることは言うまでもない。すなわち 製紙機械メーカの使命は、新技術や新設抄紙機 ① 設備診断 を開発することと同時に、長期に渡る抄紙機のラ ② プラントエンジニアリング イフサイクルすなわち新設、その後のケアともい ③ サクセスシュープレス(SSP) うべきメンテナンスサービス、抄紙機の延命化の ④ 提携品の紹介 ための改造、最後に S&B、これら全般にわたりそ である。 の時々の状況に応じたサービスを的確に提供する ことである。 成長著しい中国などの新興マーケットでは、最 新鋭の大型抄紙機が次々に立ち上がっている。一 方、日本、北米などの既に成熟したマーケットで は、品質要求、原燃料の高騰、温室効果ガス排出 量削減問題など経営を取り巻く環境と技術的課題 が厳しさを増しているなかで、企業は省エネルギ ー対策に設備投資を集中し、とりわけ抄紙機本体 への設備投資はマシンの老朽化対策と補修工事な どがこれからは主体になるのではないかと想像さ れる。 国内の抄紙機の平均年齢はすでに 20 年を超え、 日産 100t 以下の小規模マシンが全体の半数近く あるとの統計結果がある。国際的な競争力を維持 するためには、日常的なメンテナンスだけでなく 既存の生産設備の生産性を維持・向上するための 改造が重要になってきている。 この様な改造は、制約条件が多くそのなかで最 適な解決策(Solution)を提案できるかどうかが 問われるために、新設抄紙機より難しい面もある。 当社は、”Best Solution for your Expects” を掲げ、 これらのエンジニアリングサービスを提供できる とともに、製造能力を強化した結果、One Stop Shop として自社で開発、エンジニアリング、設計、 資材調達、製造、据付け、運転指導そしてメンテ 2. 設備診断 2-1.概要 抄紙機特有のトラブルは数多くあり、その内容 に応じて現象を測定する最新機器は多数ある。し かし、測定データとその信号処理、分析、対策の 立案はそれを計画して診断、実施する技術者の技 量が大変重要である。 そのような機械設備の状態監視技術者の認証を 目的とした「ISO18436-2」が 2003 年 11 月に発行 された。わが国においても、日本機械学会が 04 年 からこの資格認証制度による試験を実施し、 「ISO 機械状態監視診断技術者(振動)」の認証を行って いる。当社では機械の状態監視と診断ができる 「ISO 機械状態監視診断技術者(振動)カテゴリ ーⅢ」を筆頭に、多様な技術者と知識および経験 を活かして顧客の様々なトラブル、マシン診断に 対応し、最適な答えを速やかに提供している。 最新の抄紙機では大規模なオンライン設備診断 システムがマシンメーカーなどから提供され、軸 受、油温、油量などに代表されるマシンコンディ ションを監視している。これらのシステムには軸 受の余寿命予測、危険部位の特定、シャットダウ ン時期の決定などの機能があり、専門知識を要せ ずにマシンの状態が判断できるが、しきい値の設 1 図 1 ねじり振動の振動スペクトルと振動波形 定にはユーザーの経験、知識が重要な要素となる。 波形である。 このようなオンライン監視システムのほとんど この振動周波数は回転体および軸受要素の欠陥 は機械の状態監視、診断機能をもっているとはい 振動周波数などとは一致せず、低速から高速運転 え、これらの機能は監視システムの設計、信号処 まで振動周波数は変わらなかった。 理方法によって制限される。使用しているセンサ 結果的にカップリングのねじり剛性が従来に比 ーの種類、周波数特性、SN 比などによってもアウ べ高くなり、機械系と電気系で軸のねじり共振が トプットは異なったものとなる。また、仮に異常 発生したために大きな振動が発生した。カップリ を検出しても監視システムの想定外の問題につい ング、駆動軸を変更する場合にはトルク容量のチ ては誤った判断をする可能性もある。 ェックだけでなく、事前にねじり剛性もチェック このようなオンラインシステムの監視項目以外 で、特にスタートアップから十数年が経過した抄 しておくことがトラブルを未然に防ぐ最善策と考 える。 紙機において経験した特長的な振動トラブル事例 (2) ロール同士のうなり現象 を紹介する。 既設マシンでは増速工事などによって、フェル 2-2.事例紹介 (1) 駆動軸のねじり振動 ロールと減速機をつなぐ駆動軸は、最近では高 剛性、高速回転、メンテナンスフリーなどを考慮 して、金属板ばねカップリングを使用する例が多 くなっている。また、既存のマシンについても同 じような目的から、従来のゴムタイヤカップリン グ、ギヤカップリング、チェーンカップリングな どから金属板ばねカップリングに変更される例が 数多くある。その場合、定格容量の確認だけでカ ップリングを交換すると駆動軸のねじり振動を発 生する危険があるので注意する必要がある。 図 1 は、ポープリールのカップリングをゴムタ イヤカップリングから金属板ばねカップリングに 交換した際、運転開始と同時にポープリール、減 速機が激しく振動した時の振動スペクトルと振動 トロール、ワイヤーロール、カンバスロールなど の直径が設計当初に比べて大きいロールと、従来 径のロールが混在する例が多く見られる。また、 技術改良によって用具のテンションが従来に比べ 高いことも、ロール径が異なる原因のひとつと考 えられる。 このような場合、ロールのアンバランス量が多 いと回転数の異なるロール同士の振動によって、 うなり現象が発生し、より大きな振動となって問 題を起こすことがある。 図 2 は、2 種類の異径フェルトロール同士のア ンバランスによる振動によってうなり現象が発生 し、プレスパートが大きく振動した例である。 (3) サクションロールの軸受損傷 サクションロールの軸受は比較的回転数が低く、 センサーの取り付け場所も制限されるために軸受 の損傷を早期に発見しにくい。とくに操作側の軸 2 図 2 異径フェルトロール同士のうなり現象 図 3 外輪回転軸受の外輪に欠陥のある場合の振動波形 図 4 切断不良発生時の速度変動波形(左図)、 軸のゆるみ修正後の速度変動波形(右図) 受は軸受箱に直接センサーが取り付けられない構 (4) シーターの切断長不良問題 造で、外輪回転のものが多数存在する。このよう シートの挙動を分析するために非接触式レーザ な外輪回転の軸受の外輪が損傷すると、損傷個所 ードップラー速度計を使用して、シーターの切断 が負荷範囲を通過するごとに振動が増幅し、負荷 長不良を解析した例を紹介する。 範囲を外れるとまったく振動が無くなる現象が発 生する。 図 4 は、レーザードップラー速度計によりナイ フの駆動軸表面の速度変動を直接測定したもので 図 3 は、サクションロールの操作側軸受(外輪 ある。切断不良時の速度変動を観察すると、シー 回転)が損傷した時の振動波形である。このよう トの切断ごとに速度が急激に降下し、安定してい な振動波形の場合、軸受損傷のパラメータである ないことがわかる。シーターの起点軸に緩み、ス クレストファクター(波高率)のしきい値は、内 リップなどがあるとこのような速度変動を起こす。 輪回転の軸受のそれとは別に考えなければならな い。 3 3. プラントエンジニアリング 日本の板紙工場で数多く経験してきた当社では、 改造ならびに新設抄紙機において、ウエットパ 多数の調査と多量のデータ分析を行い、板紙用プ ートをどのようにエンジニアリングし、どのよう レスセクションを最適化できる GSP 法という改 に詳細設計して具体化するかは重要な課題である。 善コンセプトを提唱して成果をあげている。 本誌でも既に紹介したように、当社ではウルトラ GSP とは「Gradient Soft Pressing」すなわち、 フォーマからサクセスフォーマまでの開発の歴史 湿紙強度を向上させながら必要最小限の圧力でソ を踏まえ顧客に最適なフォーマを提供することが フトにプレスする方法であり、この結果次の利点 できる。本稿では当社のオリジナルである GSP 理 をもたらす。 論を紹介するとともにこの理論を事前に実証でき ① 脱水抵抗皮膜の急激な成長を抑える るテストマシンについて紹介する。 ② 搾水効率の向上 ③ 嵩高で高平滑の実現 ④ 操業性の安定化と向上 ⑤ 省エネルギー 3-1.GSP(Gradient Soft Pressing)理論 板紙用プレスセクションは、通常 3~5 段程度の ニップを湿紙が通過するように設計されている。 それぞれのニップではある程度搾水されていても、 プレスセクション全体で評価すると効率よく搾水 従来のプレス理論では単独のニップがもたらす 結果を説明していたが、複数のニップを通過した 結果がプレスセクション全体に及ぼす影響を複合 できていない例をよく見受ける。プレスセクショ 的に論じることはなかった。GSP 法は板紙用プレ ンの操業管理は、主としてドライヤ入口の湿紙水 スセクションを体系的に説明できる理論であり、 分を低下させることに注意が向けられているため これに基づいて作成されたソフトウェアを使用す に、まだ湿紙水分が高く、繊維間結合が十分でな ると、板紙用プレスセクションの最適な設計が具 い湿紙に対しても、一気に高いニップをかける傾 体的に示され、また改造の場合は現状の診断と適 向がある。 切な改善方法を提供できる。 その結果、湿紙表面が微細繊維によってシール 一方、白板紙に求められる重要な紙質である平 され、後段のニップで搾水効率が低下し、フクレ・ 滑性については、従来安定した操業が難しいと言 ツブレトラブル、層間強度の低下や嵩の減少など われたスムーザプレスに対し GSP 法を適用すれ の弊害を招くことにつながる。このような事例を ロール径 抄速 湿紙内水圧 ゴム仕様 (硬度,厚み,材質) 通過時間 (ゾーン区分評価) ゴム圧縮特性 坪量 湿紙圧縮特性 ニップ幅 (シュー幅) 比ニップ圧 最適化 原料配合 フェルト圧縮特性 最適化 ++ ++ - リウェット 搾水効率および物性の改善 (省エネ,嵩高,高平滑) 保水度 + + フェルト水分 湿紙温度 スムーザー 脱水抵抗 湿紙水分 湿紙強度 (均一化,うねり防止) プレーンロール ドライプレッシング フェルト仕様 (目付,空隙率,表面性) マーク サクションロール グルーブドロール ダブルフェルト 両面脱水 シングルフェルト 図 5 プレスパート改善・要因図 4 図 6 テスト抄紙機レイアウト 図 7 SSP 装置レイアウト 写真 1 SSP 装置全景 ば、より効果的に改善できることが認められた。 図 6 はテスト抄紙機のレイアウトである。 これはすなわち、スムーザプレスを使用する場合 [最近のテスト例] は、そのニップ通過時間の診断および前段プレス ・ヘッドボックスの操業条件変更による地合や の最適化が必要であることを意味する。 昨今の製紙原料の高騰および原油高から、ます ます省エネルギーが注視されるようになってきて おり、加えて大規模な設備投資も抑えられる傾向 にある。このような状況の解決策のひとつが GSP 紙質への影響 ・白水濃度希釈方式による幅方向プロファイル 改善効果 ・ヘッドボックスにセレーテッドスライスを取 り付けた場合の効果 法であり、搾水効率の向上と高平滑・嵩高・省エ ・VID フォーメーションシステム、バリオライ ネをターゲットにした当社の提案は、1994 年にそ ンシステムなどの脱水機器の脱水能力調査 のサービスが開始され、多くの改善実績をもたら ・サクセスフォーマの生産能力や地合、紙質の している。 図 5 は、プレスパートにおける搾水効率および 物性の改善に向けた改善・要因図である。 誌面の関係上、GSP 理論の要約しか述べられな いが機会があれば詳しく紹介したい。 3-2.テストマシン (1) 抄紙機 ① 概要 ヘッドボックス ; ハイドロリック型(K-FLOW -H)2 基 ワイヤパート ; 長網抄紙機+オントップサクセ スフォーマの 2 層抄き ワイヤ幅 ; 700mm 抄速範囲 ; 50~1,000m/min 坪量範囲 ; 30~400g/㎡ 調査・研究 ・高速運転時のミスト対策 ・サクセスフローの搾水能力や表裏差、色の変 化などの調査 (2) SSP 装置 この装置は、サクセスシュープレス(SSP)の性能 向上・改良設計のために使用するとともに、顧客 がシュープレスを導入したときの生産性向上や製 品品質向上または新製品開発のシミュレーション を行うテスト機としても利用可能である。 広範囲の抄速と線圧が使用可能であり、シング ルフェルトとダブルフェルトの両方が適用でき、 さまざまな応用運転ができる。シュープレスの設 置を計画している箇所でサンプリングした湿紙を 使用して運転速度や線圧を変化させて、水分や紙 品質の変化を実際に確認できる、図 7 と写真 1 は、 5 図 8 テストコーターレイアウト SSP 装置のレイアウトならびに写真であり、これ は国内唯一のテスト装置である。 写真 2 テストコーター室 10~40m/sec コーターヘッド ; ① 概要 各種グラビアコーター 図 7 に SSP 装置レイアウトを、写真 1 に SSP 装 バーコーター 置全景を示す。 リバースコーター ② 設備仕様 スロットダイコーター 運転速度 ; 10~1,500m/min(設計 2,000m/min) ロールナイフコーター 設定線圧 ; 200~1,500N/mm ドクターコーター 加圧方式 ; ハイドロスタティック方式、低速か エアナイフコーター ら高速まで広い範囲の速度で運転可能 シュー面長 ; 900mm ロッドコーター ブレードコーター フェルト ; ダブルフェルト方式、フェルト幅 800mm (3) コーター設備 4. シュープレス 当社は、自己加圧式多ゾーン制御ロール(MCR) ① 概要 とサクセスシュープレス(SSP)を用い、ソフトカレ 塗工設備の設備導入、塗工トラブルの原因・解 ンダー、シュープレスを提供している。これらの 決策の調査、新製品開発のデータ収集などに使用 導入後のメンテナンスは、マシンが安定な操業を され、当社の経験豊富な技術者がサポートしてい するための重要な要素である。 る。 弊社では、これらのロールが必然的に大型重量 またこの塗工設備には高温ソフトカレンダー設 になるため、50t クレーンを増設しハンドリングを 備も付属しているので、温度変化や加圧の変化に 容易にした。さらに、製作能力の増大と加工精度 対する紙の平滑度変化を確認することも可能であ 向上を図るために、大型五面加工機を複数台導入 る。図 8 はテストコーターのレイアウトであり、 し稼動させて、シュープレートなど主要部品の内 写真 2 はコーター室の内部である。 製化を進めている。 ② 仕様詳細 基材 ; 各種フィルム,金属箔,合成紙、紙、板 紙 機械幅 ; 650mm(ロール面長) 基材幅 ; Max.620mm(原反径 Max.1,000mm) 塗工幅 ; 300~600mm 機械速度 ; 2~600m/min ドライヤー ; 両面フローティング式×3 ゾーン (炉の長さ 9m),熱風温度 60~230℃,熱風風速 4-1.MCR のメンテナンス MCR は、特殊な油圧機構を内蔵し、プレスパー トとカレンダーパートにおいて、外部加圧レバー 無しに加圧する優れた自己加圧式ロールである。 線圧は、幅方向の線圧分布とともに、精密にデジ タル制御されている。 これらの機能を常に正常な状態に保つためには、 定期的な保守作業を行うことが推奨される。顧客 6 からの保守作業の要望に応えられるように、工場 内に専用の保守作業場ならびに設備を備えて、確 実な保守作業を行っている。MCR に類似した構造 機能を持つニプコロールについても、顧客の要望 により、オーバーホール整備を行っている。 これらの整備を完了したロールは、写真 3 で示 すようにテストスタンドにのせて回転テストを行 い、油漏れと各部の温度上昇状態を確認している。 写真 3 MCR テストスタンド 初期のニプコロールの油圧制御は、輸入品のア ナログ制御装置にて行われているが、その保守部 減に寄与できた。 品の入手が困難になっているため、国産品でまと めた新しいデジタル制御装置に更新する工事を多 数実施している。 4-2.SSP のメンテナンス 高い信頼性の SSP は定期的な保守により、その 安定した高性能を保つことが出来る。油圧加圧機 構のシール類は、5~7 年の周期で交換することを 推奨している。 その保守作業は、熟練した技術者の指導の下に、 顧客の工場にて行われることが多い。SSP と類似 の構造を持つインテンサプレスも顧客の要望によ り、その保守作業を行っている。 5. 提携品の紹介 技術開発には 2 つのアプローチがあり、1つは 自社の技術を伸ばし更に性能アップすること、そ して 2 番目は世界各地から洗練された独創的技術 を導入し我が国の要求品質に合致させた製品に磨 き上げることである。 すでに 2006 年 1 月号「抄紙機の関連機器および 周辺機器」でそれらを紹介しているが、今回はそ の後新たにラインアップに加わったものについて 紹介する。 5-1.IBS-Kobayashi エッジコントロールシステ SSP の改造例を挙げると、そのひとつはシング ム ルフェルト化である。当初ダブルフェルト構成に (1) 概要 て設置された SSP やインテンサプレスで、その後 エッジコントロールシステムは、長網抄紙機の の紙製品市場動向の変化により、シングルフェル ワイヤパート耳部でヘッドボックスからの原料流 ト化を必要とする場合がある。シングルフェルト を適切な状態に調整し、ワイヤパート耳部まで坪 化の主たる目的は、紙製品の表面性の向上、特に 量・水分プロファイルを安定させ幅方向の安定性 平滑度の向上である。この改造のためには、相手 を向上させる。本装置はオーストリア IBS 社製で、 ロールの表面溝の削除と再研磨、ドクターの設置 図 9 に示すようにヘッドボックス側からチーキン とペーパーランの再配置が必要である。これによ グピースエクステンション、バッフルブレード、 り、紙の表面性は確実に向上し、さらに、トップ カールブロックから構成されている。 フェルトが不要になるためフェルト洗浄装置の真 (2) 特長 空源とシャワー水が不要になるなど、省エネルギ 同システムの主な特徴は以下のとおりである。 ー、省資源に寄与する。フェルトの選定とペーパ ① 耳部でのうねりや乱れの改善 ーランを適正にしているため、脱水量の低下は、 ② 坪量、水分、配向角の改善 報告されていない。 ③ 上下、左右の位置調整が容易 もう 1 つの改造例をあげると、制御とフレーム ④ ワイヤー替えが容易 の更新である。一段と性能向上を目指したマシン ⑤ 汚れ対策のシャワーを装備 改造にあたり、初期のインテンサプレスを最新の (3) 動作原理 デジタル制御装置と新しいフレーム構造に改造し チーキングピースエクステンションは、ヘッド て、高速化に対応し、性能向上と改造コストの節 ボックスから吐出された原料流のうねりや乱れを 7 バッフルブレード カールブロック バッフルブレード カールブロック チーキングピース エクステンション 図 9 エッジコントロールシステム構成 図 10 エッジコントロールシステム原理 シート ノズル回転ハンドル ノズル 流れ方向調整ハンドル トリム クランプ式取付構造 幅方向調整ハンドル 回転ヘッド 圧力調整バルブ ドリップエッジ 流れ方向 2 孔ノズル 写真 4 VersaTrim™動作状態 図 11 VersaTrim™システム構成 抑制する。バッフルブレードは、図 10 の左図で示 さらに、省エネルギーの高圧シャワー水供給装 すように原料がカールブロックで押し戻されて発 置として Unigy™ポンプシステムの提供も可能で 生する原料流のうねりや乱れにより発生する戻り ある(写真 4)。 波の流入を防ぐ。耳部の原料は図 10 右図のように、 (2) 機器の構成 一旦バッフルブレードの外側を流れて、その下流 図 11、12 に VersaTrim™と Unigy™ポンプシステ で再び湿紙に合流する。 ムの構成を示す。 バッフルブレードは斜流を除去するための上下 調整が可能である。 5-2.VersaTrim™ (トリムカットテクノロジー) (1) 概要 トリムカットにおいて、シートエッジの改善な らびに粕落ちによる断紙の減少は、抄紙機操業の 効率を向上させる。米国 Kadant AES 社製の VersaTrim™システムは、操作性に優れたウォータ 6. おわりに 当社では抄紙機の設計・製作・据付はもとより、 設備診断、メンテナンス、社内テスト、海外の独 創的技術の提供など、トータルエンジニアリング を通し”Best Solution for your Expects”をテーマ に今後も製紙業界の発展に寄与していきたいと考 える。 ジェット式トリムカット装置である。VersaTrim™ ノズルは、坪量・抄速に応じたオリフィス径を選 択でき内蔵チップはルビー、サファイヤ、サーメ ット、SUS316 が用意されている。 8 高圧シャワー水発生装置 高効率な UnigyTM ポンプシステムを採用 安定した圧力制御 最大吐出圧力 4.2MPa 60 メッシュフィルター2 基内臓 予備ポンプ付 図 12 Unigy™ポンプシステム 2008 年 10 月 (株)小林製作所 本書は、(株)テックタイムスが発行する書籍『紙パルプ技術タイムス 2008 年 5 月号』から許可を得て転載して います。同タイトル記事を、修正および再構成した改訂版です。 9
© Copyright 2026 Paperzz