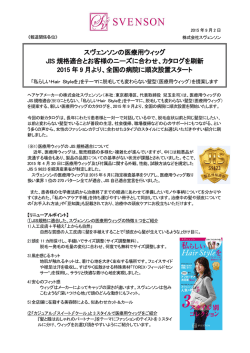
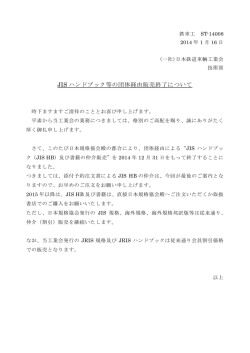
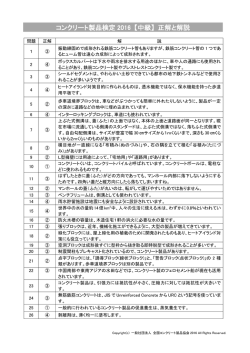
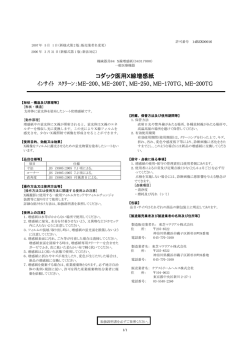
㎞’く一’’’’・ プラスチ・ 材料砂各動特性の 誠験法と評価締果 〈 〉 安田 2.プラスチックの各種試験方法(続き) 武夫* 中で100∼20ぴC(各±2℃)の温度で2時間加熱し,加 熱後の外観にふくれ,ひび割れなどの著しい変化の有 2−4.熱的性質の試験・評価法 無を調べる。したがってこの方法では,外観変化を生 2−4−7.耐熱性 じなかった加熱温度により,その材料の耐熱性を表示 (1)外観判定による耐熱性の表示 プラスチック材料の耐熱性はその目的に応じていろ (2)耐熱変形性(短期耐熱温度) いろな尺度で表現されるが,加熱による外観変化を判 プラスチック材料の耐熱形性,すなわち,常温より している。 断することはもっとも簡単な識別法であって,またど 高い温度における形状や寸法の変化(変形)に対する のような用途の材料にとってもまず第1に必要なこと 抵抗性の評価方法としては,一定の形状寸法の試験片 である。外観変化としては加熱によるふくれ,ひび割 に所定の荷重(応力)を与えながら加熱し,ある一定 れ(クラック),変形(そり,曲がり,ねじれ),変色 の変形量に達したときの温度をもって“耐熱温度”と (槌色,または黄変等),失透等が挙げられる1〕。 する方法が一般に行われている。現在,耐熱変形性の 外観によって耐熱性を評価する方法の一例として, 試験方法としてはつぎのようなものがある(③を除き JIS K691110躬・2)が挙げられる。この規格は熱硬化1性樹 JIS規格に制定)。 脂の成形材料(成形晶),積層板,積層管,積層棒に適 ①荷重たわみ温度 用されるものである。たとえば,成形材料については ②ビカット軟化温度 つぎの方法で判断する。すなわち,直径50±1mm,厚 ③ボールプレッシャ温度 さ±O,2mmの円板状成形品を作って,これを等温槽 ④クラッシュバーグ柔軟温度 “Takeo YASUDA,安田ボリマーリサーチ研究所所長 その他に,方法は異なるが,無荷重状態における耐 〒168−O082東京都杉並区久我山4−24−7 熱性が要求する際にその耐熱性を測定するものにヒー トサグ試験方法がある。 X 図1荷重たわみ温度試験装置の一例 172 図2試験片(図! (a〕エッワイズ (b)フラットワ 法 イズ法 の×部の詳細) プラスチックス 表1 フラットワイズ法における標準たわみ(∫〕 140 標準たわみ 試験片高さ 標準たわみ 試験片高さ (試験片の厚さ:ω (∫) (試験片の厚さ:免) (∫) (mm) (mm〕 (mm) (mm〕 標準試験条件 120 3.8 0.36 4.1 O.33 3.9 0.35 4.2 0.32 4.O 0.34 100 (18.6kgf/om!) ガラス繊維強化AS樹脂 耐熱触BS鋤旨 80 高剛性ABS,AS樹脂 表2エッジワイズ法における標準たわみ(5〕 試験片高さ (試験片の幅:凸) (mm〕 標準たわみ (s) 60 試験片高さ 標準たわみ (試験片の幅:ろ) (∫〕 (mm) (mm〕 (mm) _般用 セル饒㌔ ポ1プロピレン榔獅 .高密度 40 ポリェチレン 9.8∼9.9 O.33 12.4∼12.7 0.26 10.0∼1O.3 O.32 12.8∼!3.2 O.25 !0.4∼10.6 O.31 13.3∼13.7 0.24 10.7∼!0.9 O.30 13.8∼14.1 O.23 11.O∼11.4 0.29 14.2∼14.6 O.22 11.5∼11.9 O.28 !4.7∼15.O O.21 12.O∼12.3 0.27 20 偉密度ポリエチレン O l0 20 30 40 50 60 曲げ応力(kgf/om呈〕 試験片1射出成形試験片,厚さ3.2mm アニールなし 試験法:JISK6871(ASTMD648に同ヒ〕 に準じ,試験片への荷重を変化させる このようにして求めた温度はそれぞれの試験方法の 図3種々の曲げ応力に対する荷重たわみ温度帥 相違や,これに伴う各種条件によって,同一の材料に ついてもそれぞれ異なった値を示す。その理由は,あ が,ここでは,i)とii)を中心に紹介したい。 る温度(たとえば,ビカット軟化点)において,一定 この試験方法は,試験片の両端を加熱浴槽中で支え の荷重が加えられた際,その試験方法に定められてい (図1),中央の荷重棒によって試験片に所定の曲げ応 るある一定の変形量をもって耐熱性を比較しているか 力を加えつつ,伝熱媒体(シリコーンオイルなど)の らである。それゆえ,ある材料で作った実際の製品を 温度を2℃/分の速度で上昇させ,試験片のたわみが所 定の値(標準たわみ:試験片の寸法と試験片の方向(エ その温度において長時間使用しても異常を示さないと いう温度ではなく,いわぱ,各材料間の耐熱性の相対 シジワイズまたはフラットワイズ,図2参照)および 的な比較を示すにすぎないことを十分認識しておく必 支点問距離に依存する)に達したときの加熱媒体の温 要がある。それでは,これらの方法について述べる。 度をもって,その材料の荷重たわみ温度とするもので ①荷重たわみ温度(Temperature of Deiection under Load略称:TDUL,熱変形温度) なお,標準たわみは,試験片高さによりエッジワイ ある。 I.測定方法 ズ法,フラットワイズ法それぞれ,表1および表2に 荷重たわみ温度の試験方法は,IS075−1,2,3を日 示す値を採用する。なお,この標準ひずみは,試験片 本語翻訳した以下のJIS規格で規定されている。 表面のO.2%曲げひずみに一致してい乱 そして,この試験方法には,試験片に加える曲げ応 i)JIS K7191−1■19舳(プラスチックー荷重たわみ 温度の試験方法一第1部:通則), 力の大きさによってつぎのような三つの方法がある。 ii)JIS K7191−2’loo盾■〕(プラスチックー荷重たわみ 一A法 試験片に加える曲げ応力 !.80MPa 温度の試験方法一第2部:プラスチックおよびエボナ −B法 試験片に加える曲げ応力 0.45MPa イト) −C法 試験片に加える曲げ応力 8.OO MPa iii)JIS K7191−3−19㈱〕(プラスチックー荷重たわみ 試験片の寸法はフラットワイズかエッジワイズによ 温度の試験方法一第3部:プラスチックー熱硬化性樹 って異なった寸法を用いる。 脂積層板および繊維強化プラスチック) フラットワイズ試験片 この試験方法は,旧JISの用語である熱変形温度 (Heat Distortion Temperature:略称HDT)と呼ぱ ・長さ 1:80±2IOmm,幅 ろ:10±0.2mm ・厚さ ん:4±O.2mm れることが多い。上記の三つのJIS規格は,通則とプ エッジワイズ試験片 ラスチツクの種類に分けた試験方法を規定している ・長さ /:120±20mm,幅 ゐ:9.8∼15.Omm Vo工.52,No.! 173 ’表3荷重たわみ温度に与える成形条件の影響 ・厚さ 乃:3.O∼4.2mm 結果の報告には,曲げ応力は,A 成形条件 樹 脂 成形方法 シリンダ 金型温度 温 度 ラ ム 冷 却 荷璽たわみ サイクル サィクル 法,B法またはC法,試験片の方向 はeまたはfを用いる。 温度(℃〕 (℃〕 (℃) (S〕 (S) 圧縮成形 ’ ■ ■ 一 83.8 ポリスチレン 射出成形 200 51 55・ 120 76.7 (一般用グレード) 〃 66 った場合は,Af法,エッジワイズ試 〃 〃 〃 84.4 〃 〃 94 〃 〃 88.1 験片で,曲げ応力0.45MPa(B法) 圧縮成形 … ■ ’ ■ 87.7 射出成形 200 62 55 120 83.i 〃 〃 97 〃 〃 89.2 圧縮成形 凹 ■ 一 ■ 65.O 射出成形 200 55 55 120 65.O 〃 〃 86 〃 〃 ポリスチレン (耐熱グレード) メタクリル樹脂 (一般用グレ]ド〕 A S 樹 脂 射出成形 200 68 55 120 〃 〃 99 〃 〃 たとえば,フラットワイズ試験片 で,曲;ヂ応力1.80MPa(A法)で行 で行った場合は,Be法と示す。 なお,熱硬化性樹脂積層板などの 場合は規定の試験片でフラットワイ ズで試験を行う。 この試験方法は高温度におげる曲 げ弾性率を測定しているようなもの 68.3 であって,加えられた曲げ応力の大 83.4 きさが異なれぱ図3に示すように荷 88.4 重たわみ温度も当然異なった値とな る。したがって,荷重たわみ温度の 表4 アフタベーキングによる機械的性質および荷重たわみ温度の変化 あと加熱時間 (171℃〕 曲げ強さ 曲げ弾性率 (k9/Cm呈〕 (kgf/㎝1茗) ω O 2 6 24 硬さE 荷重たわみ スケール 温度 (HR) (℃) 表示には,前述のように曲げ応力の大きさと 試験片の方向を必ず付記しなけれぱ意味がな い(なるべく試験片寸法(高さ,幅)も付記 することが望ましい)。なお一般に,非晶性樹 674 7.3xユ0’ 87 ユ71 672 7.5×1O’ 90 195 690 7.5×1〇一 92 206 転移点に左右されるが,結晶性樹脂の場合に 700 7.3xlO’ 95 225 は,その融点に左右されることが知られてい 脂の場合には,その熱変形の度合いはガラス る。 注) 二段法フェノール樹脂成形材料fセルロース十鉱物暫有指、弗 二段法フェノール樹脂成形材料(セルロース十鉱物質充填)を 注) したがって,前記のような方法で測定した 143℃,170kgf/cm!で成形したサンプル{比重!.46〕を使用。 荷重たわみ温度を非晶性樹脂に対するもの と,荷重依存性の木きい結晶性樹脂に対する ものと同列に扱って評価することは実用上い ろいろ問題あることに留意しなければならな 表5荷璽たわみ温度と熱処理の効果 荷璽たわみ温度ぐC) 樹 脂 成形方法 圧縮成形 金型温度 (℃) アニール せず アニール ずみ 84 94 5ユ 77 94 84 94 ■ ポリスチレン 射出成形 (一般用グレード〕 〃 66 〃 94 88 95 圧縮成形 1 88 97 射出成形 62 83 97 〃 97 89 97 65 75 ポリスチレン (耐熱グレード) メタクリル樹脂 圧縮成形 55 65 73 〃 86 68 74 射出成形 68 83 94 〃 99 88 95 1一般用グレード) 射出成形 A S 樹 脂 174 一 アニー リング 温度(℃〕4h いo. II.荷重たわみ温度に影響を与える諸条件 前記の方法で測定した荷重たわみ温度は, 86 ユエo ^ たわみユ.Omm 81・;一エコ三竺.入...。... 趣 ’。 喪 \ たわみO.25mm 9! ぐ gO 、、 たわみ1.Om皿 董 \㌔㌔⊥、.、、.. 糊 80 毎 65 アニーリングなし たわみOI25mm 70 ○ ユ0 20 30 40 50 60 70 曲げ応力(kgf/omヨ〕 91 図4一般用AS樹脂の荷重たわみ温度に及ぽすアニ ーリングの効果刮 プラスチックス ②ビカット軟化温度 つぎのような諸条件のもとではその値もそれぞれ変わ ってくる。 ビカット(Vicat)軟化温度試験方法は,JIS K A)成形条件 72061舳〕(熱可塑性プラスチックのビカット軟化温度 熱硬化性樹脂の場合には,一般に成形時間(硬化時 間)が長く,成形温度(金型温度)が高いほど硬さは 試験方法)に規定されている耐熱性試験方法である。 この試験方法には伝熱媒体の種類によって,つぎの 増し,特に圧縮成形の場合には成形圧力が高ければわ 二つの方法がある。 ずかながら硬さが増す。このように硬さの増加するこ ①液体加熱法:25ぴCまで適用されるもの とは弾性率の向上を意味するものであって荷重たわみ ②些気加熱法:25ぴC以上に適用できるもの 温度も向上する。しかし,熱硬化性樹脂は一般に熱可 このうち,液体加熱法(図5)がもっとも一般的であ 塑性樹脂に比べて荷重たわみ温度がかなり高いので, るが,いずれもその試験方法は,樹脂として,縦およ 耐熱性向上を目.的として成形条件を調節することはき び横が10mm以上または直径10mm以上で厚さ わめて少ない。 3∼6.5mmの角板または円板を使用し・加熱浴槽また 熱可塑性樹脂についても,たとえば射出成形条件は は加熱槽(オーブン)中の試験片に垂直に置いた針状 成形品の物性にも当然影響を及ぼすので耐熱性に関係 圧子がユmm侵入したときの伝熱媒体の温度を測定し て,この温度をビカット軟化温度(VST)とする。試 験片に接触する圧子は荷重棒の下端に取り付けられて してくるはずであるが,その影響はきわめて少ないよ うである。表3はその一例であるが・射出成形条件のう ち金型温度が高ければ樹脂の流動性がよくなり,充填 おり,長さ3mTユ,断面積1mm2の円柱状である。試 性もよくなり,また結晶性樹脂では結晶化度も上がり, 験片に加える試験荷重はA法:10±0.2N{1.0±O.2 kgf},B法:50±!N{5.1±O.!kgf}とするが,A法 一般的には成形晶密度も上がることになるので荷重た わみ温度が上昇することも考えられることである。 B)熱処理(アフターべ一キングまたはアニーリン おもり・・才!1おも1〕皿\ 一’「 「’’ グ) 温度計 熱硬化性樹脂においてはアフターべ一キングにより ダイヤルゲージ かき混ぜ総 かき混せ総 硬化(キュア)がすすむことにより硬さが増加し,付 随的に機械的性質もわずかに変化するが,荷重たわみ 温度は明らかに上昇する(表4)。熱可塑性樹脂におい ても熱処理によって荷重たわみ温度がいちじるしく上 加熱浴槽 昇する(表5および図4)。これは熱処理によって成形 7レーム 荷重’棒 時のいろいろな残留応力が取り除かれること,また結 晶性樹脂においては結晶化がさらに進んで硬さが増す へ 圧子 冒目 試験片 N ことによるものである。 1OO 図5 液体加熱法の試験装置の一例 600 ○ GPポ■」スチレン / “昌 ^500 レ考〆 } 90 2400 個300 /〈ぷ! ㌧6: 照 1/;、’ Hエポリスチレン 轟 汕 侭 幻 岬200 80 90 熱変形温度(℃) 図6硬質塩化ビニル樹脂のビカット軟 化温度と熱変形温度との関係引 VolI52,No.1 工OO 70 1,OOO / 與 趣 GPポリスチレン 昌 800 600 。、ノ箏/ 400 .{事’’ 杣 朝 士 ;/ 。1暑 埋 .1イ1’ HIポー」スチレン 200 / 70 80 90 100 110 ビカット軟化温度ビC) no 80 90 1㏄ ビカット軟化温度(℃) (b) 曲げ強さ (a)弓1張強さ 図7 ポリスチレンのビカット軟化温度と機械的強さとの関係帥 175 の方が好ましいとされている。 おり,わが国の電気用品取締法(略称:電取法)施行 この試験方法は非晶性プラスチックでは前述の荷重 規則に取り上げられている軟化温度の試験方法であ たわみ温度のように,試験片の内部残留応力や,熱処 る。 理条件あるいは成形方法などの影響を受けにくく,成 電取法施行規則の別表第8の条文では,「外郭・およ 形方法や熱処理条件にほとんど無関係の精度のよい測 び充電部を保持する絶縁物であって,熱可塑性のもの 定値が得られ,また,結晶性プラスチックにおいても, は,それらが達する温度より20℃高い温度において, 成形条件の相違に基づく結晶化度の差異の影響を受け ないとされている。ビカット軟化温度と荷重たわみ温 直径が5mmの鋼球を用いて2kgの静荷重をユ時間 加えた後,へこんだ穴の直径が2mm以下であれば耐 度とは一般的に相互にほぽ直線的な比例関係を示すよ 熱性があるものとする」と規定されている1〕。これは, うであるが(図6),ビカット軟化温度の方が約 外郭や保持材料にかかる外力によって,規定の絶縁距 15∼20℃高く現れる傾向がある。 離が変化することを防ぐためである7〕。このBPTは, また,ポリスチレンの場合,図7に示すように,ビ 電取法の材料登録制度で最初に規定されたものであ カット軟化温度は材料の引張強さ,曲げ強さとは一定 り,各材料メーカーが登録している。 の比例関係を示し,またビカット軟化温度と材料の流 ただし,この施行規則には,耐熱性め試験方法につ 動性(メルトフローインデックス)との間にも]定の いては具体的に示されていない。 関係のあることも認められている。したがって,これ これに対して,.㈹日本合成樹脂技術協会のプラスチ らのことによってビカットー軟化温度は耐熱性だけでな ック電気用品安全研究会では,関連する公的試験機関 く,材料品質の相対的な目安として利用できることに との連携のもとに,つぎのようなボールプレッシャ温 なる。また,たとえば,成形品の各部により試料を切 度試験方法を提案している。この試験方法は国家規格 り取ってビカット軟化温度を測定すれば,各部分の物 ではないが,事実上公的なものとして扱われている。 性の分布を知ることもできるわけである1〕。 この試験方法はつぎの二つの方法がある。 ③ボールプレッシャ温度 なお,試験片は試験に先立って,70℃のオーブン中 ボールプレッシャ温度(Ba1l Pressure Tempera− で100時問前処理をした後,デシケータ中に24∼168 ture,BPT)試験方法は,JIS規格には取り入れられて 時間放置してから試験に供する。 いないが,国際電気標準会議(Intemationa1E− i)A法 lectrotechnical Commission,IEC)規格に採用されて 図8に示すような試験装置を使用し,熱風循環式オ ーブン内において,厚さ20×20×3mmの試験片に, 直径5mmの鋼球を19.6N(2kgf)の荷重を1時間加 える。試験片をオーブンから取り出して水中で30分問 おもり 冷却した後,圧子により生じたへこみの深さを測定し・ 図8ボールプレ ッシャ温度試 験装置(A法〕 へこみの深さが0,209mmのときの試験片の温度をグ ラフによって求めて,ボールプレッシャ温度とする。 具体的には,所定の温度3点以上で,上記の操作を 行い,へこみ深さ,へこみ径を求め,内挿でへこみ深 「’’ ’’「 ダイヤルゲージ 調節つまみ おもリ1■ 皿 ダイヤルゲージ 調節ねじ スピンドル 温度計サポート ダイヤルゲージ さがO.209mmとなるか,へこみ径が2mmとなる温 「’’ ダイヤルゲー二 ダイヤルゲージ 固定わじ ’ ■ ,= 1 I ’ = フレーム ■ 咀重棒 圧子 試験片 /加熱浴槽 一1} 1■ ■ 一一一・・㌧■ 一 / ■ 1 ,= 工= ≡ ■ L._ 」 ヨ ・’ へ11 図9 ポールプレッシャ温度試験装置(B法) 176 図10試験片保 持具の一例 (単位mm) プラスチックス (単位1mm (単位’mm〕 抑さえ金呉 100±O.5 度を5℃きざみで求める。 試験片 試験j{’ ii)B法 ユ裏 ’’、吻 3 お 図9に示すようなビカット軟化温度 試験装置によく似た試験装置を使用 峰位:㎜) し,シリコーンオイルなどの加熱媒体 図12クラッシュバーグ柔軟温度 支持架台 基 板 により試験片を加熱するもので,加熱 試験片 方法が異なるほかは圧子寸法,荷重方 図11ヒートザグ値(∫∫・∼)の測定箇所 {JIS K6745) 法などすべての操作はA法とまったく同じである。 この試験方法は,原理的にもビカット軟化温度試験 とよく似ているが,これとかなりよい相関カ圭あること 荷重コード が報告されている。 トルクプー一] 荷亜プ’一リ ④ヒートサグ試験方法 この試験は,プラスチックが自動車の外板用材料に 使用され,オンライン焼付塗装される場合に材料の耐 停止ピン 熱性を測定することを念頭に入れてJISに制定された 荷重ブー一』 ものである。 ’水面 ヒートサグ試験方法は,JIS K7195■19舳(プラスチ 支概 ヒータ ック0)ヒートサグ試験方法)に規定されており,無荷 荷重 重状態において耐熱性が要求されるプラスチックのヒ 試験片のスパン ートサグについて規定したものである。 試験片 ヒートサグとは,「試験片を片持ちはりの方式で固定 試料クランプ し,規定時問,所定温度に保持したとき,試験片の自 ジユア7ラスコ 由端部に生じたたわみ量」と定義されている。 図13クラッシュバーグ柔軟温度試験装置(JISK6745■”冨7) また,関連用語としてオーバーハングとは,「試験片 を片持ちはりの方式で固定したとき,試験片の張り出 し瓢㍊猟:㌫ある。 ・工/−/樹1/11晋乃。、 ・幅 :9,8∼ユ2.8mm,長さ1125±0.5mm ユりア樹帥セルトス〕 口12卜143 メラ…ン樹脂(oセルロース〕 □148 ・厚さ:3.2∼O−2mm ボリェステル(ガラス繊維〕 の短冊状とする。 エポキシ樹脂(ガラス燃〕 [=ニコ12ト260 試験方法としては,規定の状態調節をした試験片(図 ジァり(’身;㌫ト樹脂 [コ榊1 ・・)を試験片保持具(図・1)に固定する。 塩化/一ル樹脂/簑箒口5州 測定操作は,以下のとおりである。 ポリスチレン_般用 皿<104 試験片の厚さは,張り出し部分で保持具のつかみか S A N 樹 脂 口8トm2 ら3mm以内でO.1mmまで測定する。長さは,0,5 A B S 樹 脂 口93∼118 ポリェチレン ロ4r−61 ㎜ユユまで測定する。 メタクリル酸メチル樹脂 口74{]07 試験片は,試験片が変形しない程度の一定の締付カ ポ1」プロピレン ロ9ト1lO で試験片のオーバーハングが100±0.5mmになるよ ポリ四ふつ化エチレン ポ■」ア…ド{6/6〕 [=コ182−243 うに保持具に取り付ける。このとき保持具の温度は ポ,」アセタール{ホモポリマー) 日170 50℃以下とする。 ボりヵ一ボネー1 口13ト143 試験片を保持具に取り付けた後,図12に示す試験片 ボリアミドイミド □26ト274 の自由端部の状面と基板の距離(∫。)をO.5mmまで ポリ7エニレンオキサイド 日ユ91 PEEK [===二二====]150−300 測定する。 4一メチルペンテンー工樹脂 口141−160 試験片保持具を恒温槽に水平に試験片の幅の方向と o m 200 300 400 熱風の方向が一致するように入れ,60±1分保持する。 熱変形醐℃〕{荷重4,6k9伽’〕 試験片保持具を恒温槽から取り出し,ただちに図ユユに 図14各種プラスチックの熱変形温度 Vol.52,No.! 177 mo 呈㎝ 表6ガラス繊維添加による熱変形温度の上昇 ヨ㎝ ナイロ川未変性〕 5卜筋 (含有率20%〕 ガラス繊維 熱変形温度㈹O.82MPa) ナイロンu〔来変性』 50{朋 添加による ナィロン舳未変性) 口炸90 樹 脂 P・・雌〕 □1ll−1理 ナイロン舳未雌〕 □l1一甜 ナイロ州エラス1マー)□榊 ㌶慧荒; 『;ll;: ガラス ガラス 繊維未 繊維 添加物 添加物 熱変形温度 の増加 (℃) ABS樹脂 88 102 14 AS樹脂 91 l02 11 ポリスチレン 93 104 l1 変性PPO 129 143 14 ポリカーボネート 132 ユ43 ユユ ポリスルホン 174 182 111嚇舳 日、㍑ ポリアセタール 124 157 33 ポりアリルサルホン ロ2?ト朋o ポリアセタール 11o 163 53 60∼89 ナイロ川11−ll%G〕 日111一〃6 8 (ホモポリマー〕 ㌫㌶1充側 脱1。 (共重合体〕 ポリプロピレン 60 120∼149 舳一ポネーll1l−1舳 口111−1柵 高密度ボリエチレン 49 127 78 ポリア…ドイ…ド(非充顎〕 変」1生ポリプロピレン皿〕 60 147 87 49 143 94 ナィロン舳一㈱〕 [コ別1一〃1 鴛:㌫1二1嶋〕 甘一1別 エチレンプロピレン ポー1了セタール{ホモポリマr脇c〕 □llト1研 共璽合体 熱可雛ポー」エス洲舳 □1.1−1盟 ポ17セタール閉マr脇C〕 □1舳1 ナイロン610 57 216h〕 ナイロン6 49 218} ナイロン66 71 1鶯㌦ホン、、脇。、 日:::1:1: ポリエチレン 熱可蜥」エステル(1舳 口111一刎 104 159 169 254一〕 183 227 123 テレフタレート 図15各種エンプラの荷重たわみ温度(℃,18−6kg/cm1荷重〕 注)a)Hercules社製“PC072”,b〕ガラス含有率30%(wt) (Krautz;SPEJ,27(8),74(1971)) 示すように試験片の自由端部 表7ガラス繊維長の影響(ASTMD−648〕 (∫∫)をO.5mmまで測定する。 ヒートサグ値の計算 ガラス繊維 樹 脂 ヒートサグ値は,次式によって 算出する。 ナイロン66 S二∫o一∫∫ ∫o:試験前の試験片の自由端部 の上面と基板との距離(mm) ナイロン6 s∫:試験後の試験片の自由端 部の上面と基板との距離(mm) ポリカーボネート また,本規格の参考にヒートサ グ値の測定を複数の温度で測定 し,所定のたわみ量に達する温度 ポリアセタール (ヒートサグ温度)を測定する方法 (ホモポリマー) が補足として加えられている。 ⑤クラッシュバーグ柔軟温度 ポリェチレン スチックの剛性率の温度による変 ■ 含有率 O 30 L 30 山 S L ■ 0 30 30 O 65∼85 66∼70 205∼215 215 20 140∼146 20 ユ46 S L 」 20 20 0 ポリスチレン 130∼138 L O ポリプロピレン 205∼243 259 S ■ 樹 脂 (℃) 1%) S S L クラッシュバーグ(Clash Berg)柔軟温度試験方法は,プラ 長さ ガラス繊維 熱変形温度 AS ABS 107 20 /26 注)S1短繊維,L1長繊維,ファイバーストレス 0 57∼63 11O L 20 140 タルク 40 105 ■ o 84 S 30 ユ02 L 30 104 S L PPO(ノニル) (℃) (%〕 20 … 31∼40 含有率 S S L !63 20 ■ 一 123 !57∼163 熱変形温度 長さ 一 0 93 35 !04 35 104 O 91 20 95∼l1O 20 98∼110 O 30 100∼129 149 1.82MPa(石橋,他;プラスチッ クスエージ,17(6),117(1971)〕 化から柔軟温度を測定する方法で あって,JIS K674511㈱〕(硬質塩化ビニル板),JIS K られている。 6773−190仙〕(塩化ビニル樹脂静止水板)などに取り入れ この試験法は図12のような厚さ1mm(規格により 178 プラスチックス 表8各種プラスチックのビカット軟化点と熱変形温度の比較 樹 脂 低密度ポリエチレン リニヤ低密度ポリエチレン 高密度ポリエチレン 超高分子量ポリエチレン エチレン・酢酸ビニルコポリマー ビカツト 熱変形温度(℃〕 軟化点(℃) 18.6k9/㎝ユ2 88∼103 134 56∼88 113∼121 ポリプロピレン 137∼!53 54 79∼99 74∼90 79∼125 89∼1!5 105∼128 88∼104 180 60 ナイロン12 ポリオキシメチレン ポリオキシメチレンコポリマー 162∼165 49∼55 ポリカーボネート 150∼155 138∼142 ポリブチレンテレフタレート 214 78 ボリメチルペンテン ポリふっ化ビニリデン 173 71 165 98 ポリサルホン 188 !75 ポリエーテルサルホン 222 203 ボリフェニレンサルファイド 270 106 ABS AS ナイロン6−12 ■ 162 ▲ △ :高栓能エンプラ pI▲ O:汎用エンプラ ▲ くm300) 口 :汎用プラスチ・ソク PEEK ▲■■:ガラス繊維強化 △ ▲ PAI PPS . 挫 .PET PA66 奥 詮 翻 200 緑 員 ▲PEI ●PBT PBI△ ▲PSU .PA6 150 1OO △くID300〉 △PEEK ■ .・POM PPS。。PC pPPPE.PC oPPE POM □o o PA66 ABS 50 100 150 200 124 引張強さ{MP皿) 110 図16各種プラスチックの強度と耐熱性(出光興産1プラスチ 152 ポリエーテルエーテルケトン 300 P〕 250 94∼111 119∼128 ポリブテン1 ポリスチレン 350 芳香族ポリエステル ック,42(u),189(1991〕) 繊維を添加することによる荷重たわみ温度の上昇を表 6に,ガラス繊維長の荷重たわみ温度に及ぼす影響を 表7に示す’3〕。 これらの図,表より汎用樹脂であるポリエチレン, ポリプロピレン,ポリスチレン,ポリ塩化ビニルと各 種エンプラや熱硬化性樹脂(充填材入り)は荷重たわ 〈Uポりマー〉 175 <エコノール〉 293 み温度では明らかな差異があることがわかる。また, 180 ガラス繊維の添加効果による荷重たわみ温度の上昇 <Vectra〉 <Xydar〉 ポリエーテルイミド<ULTEM〉 358∼369 219 337∼355 200 (各社カタログより) は,非晶性樹脂は10℃程度と小さいが,結晶性樹脂は, 小さいものでも30℃,大きいものでは20ぴC近く上昇 することがわかる。また,ガラス繊維長の影響は,非 それぞれ若干異なる)の試験片を図13に示す試験機に 晶性樹脂はほとんどないが,結晶性樹脂ではガラス繊 取り付け,スパン長さを約40mmとし,ジュアーフラ スコ(まほうびん)の水温が30℃となったときにトル 維長が大きいほど荷重たわみ温度が上昇する傾向があ クプーリによって試験片に約5秒間ねじり応力を与 的役割を果たし,材料の結晶化度を向上させ,結果と る。これは,結晶性樹脂では,ガラス繊維が結晶核剤 え,そのときのねじれ角をトルクプーリの目盛板(図 して表面の硬さが増したため荷重たわみ温度が上昇し の上部中央に示す円板)で読む。つぎに水温を2℃/分 たためと考えられる。また,繊維長が長いほど結晶化 の割合で上昇させ,5℃ごとに3分間放置して前回と同 を促進したと思われる。 様にしてねじれ角を読む。各温度におけるねじれ角と 表8に,各種プラスチックのビカット軟化温度と, トルク(ねじれ応力)とから所定の算式を使って試料 荷重たわみ温度の関係を示す。多くのプラスチックで のねじり剛性率(G)を計算し,温度一剛性率曲線から はビカット軟化温度が荷重たわみ温度より!0∼20℃ G=3.17×10君kgf/cm2のときの温度を求めて,これを 高い値を持っていることがわかるu〕。 クラッシュバーグ(クラッシュベルク)柔軟温度試験 また,図16には,強度と荷重たわみ温度の関係を示 とする1〕。 した。汎用プラスチックからスーパーエンプラまでを ⑤各種プラスチックの耐熱変形性 例としているが,傾向としては強度が高いものは耐熱 ここでは,過去にデータの蓄積の多い荷重たわみ温 性も高いことがいえよう。 度を中心に紹介する。 次回は,長期耐熱性について述べる。 各種プラスチックの荷重たわみ温度(4.6kg/m2荷 <以下,166頁へ続く〉 重)を図14に,また,各種エンプラの荷重たわみ温度 (18.6kg/cm2荷重)を図15に示す11〕・12〕。また,ガラス Vo1.52,No.1 179 射出成形の特徴は個々の商品によって要求が大幅に プラスチックである高分子材料の特徴は,分子量が 異なるので,個別に製品仕様を決定して,それに適合 非常に大きく互いに絡み合っているために発生する粘 するように製品設計と金型設計を行わなければならな 弾性的現象が顕著であることに他ならない。プラスチ い。しかし,現状は製品の発注側および受注側である ックの流動はニュートン流体の流動から著しく異なっ 成形業者の技術に対する認識不足から,設計不十分な ており,その上に射出成形では非ニュートン流体の高 金型が製造され“設計不良”に起因する“成形不良” 圧下の非等温超高速流動となり,伝熱現象とすれば断 が多発して,得るべき利益を逸散させている。この改 熱材の熱伝導となり,過去の学問体系には存在しない 良のためにCAEプログラムが開発され,設計段階に 新しい分野に属する。このような新技術に「勘と経験 おいて成形の可能性と生産性の最適化の検討に利用で と度胸」で立ち向かうのはいささか酷ではないだろう きれぱ,成形の合理化が大幅にすすめることができる か。不明な部分は関係者で協力し努力していかなけれ 可能性があるとの宣伝に乗って,多くの業者がCAE ばならない。毎年5月のゴールデンウイーク中に,北 プログラムを導入した。しかし,残念ながらプログラ 米で開催される世界最大のプラスチックの国際会議で ムは高等で難解な技術の数式化の計算式であり,内容 あるSPE−ANTECに参加すると,日本人技術者の参 を理解できる技術者が少ないために有効に利用されて 加が極端に少ないことに気付く。外国人の友達はこの いないのが実情である。また,成形現場においても, 現象を日本人の利己主義による相互補完のなさと評価 「同じ機械,同じ金型,同じ樹脂,同じ成形条件で違っ し,換言すれば,「Give and Take」の欠如でTakeぱ た製晶ができる」という本来ありえない現象が成形開 かりの日本人と思っている。日本人はプラスチックの 始以来日常的に続いている。この原因は成形機は制御 先進国と国内では自負しているが,国際的に受け入れ されているが,内部の樹脂を制御していないことに起 られているであろうか。わが国では産業界において社 因している。近年,成形の軽薄短小化によりさらなる 内評価と社外評価とが大幅に異なるのがごく当たり前 合理化がすすめられ,流動および伝熱の高速化が図ら である。このことは「井の中の蛙大海を知らず」と合 れている。このためには少なくとも,せん断速度!06/ い通じていることを認識すべきであろう。 Sの成形の実用範囲における樹脂の溶融粘度および 射出成形の技術的進歩のために何が必要かを考える Juncture−lossの温度,せん断速度および圧力依存性を 経営者もなく,小学校から大学までの教育機関中にプ 実測した樹脂データベースが必要である。この認識が ラスチックの特性の一つも教えずに,無知な市民にゴ なけれぱ製品および金型の設計は不可能であり,成形 ミの分別のみを期待してもかなわぬ夢にすぎない。射 不良からの脱皮も困難であろう。 出成形では幅広く深い知識が必要であり,射出成形の 3−3−6、プラスチック成形加工の間題点 専門技術者の養成が急務であるが,残念ながら「ロー 成形とは材料の形を変えることであり,そのために マは1日にして成らず」の諺通りで基礎からの着実な は材料の特性を知ることが前提条件でもある。材料音 積み上げが必要である。技術者個人の努力を待つ他に 痴のモールダではもはや過ごされない。 道はないであろう。以下,次号へ続く。 <以下,179頁より続く〉 〈参考文献〉 1〕広恵章利,本吉正信,成形加工技術者のためのプラスチック 験方法〕 7〕「プラスチックと関連規格ガイドプック」,工業用熱硬化性樹 脂技術連絡会発行 物性入門,日刊工業新聞社ユ996年1月31日第3版1刷発 8〕JlS K7ユ95−o朋(プラスチックのヒートサグ試験方法〕 行 9〕JIS K6745■10葭5(硬質塩化ビニル板〕 2〕JIS K6911m躬(熱硬化性プラスチックー般試験方法〕 10)JIS K6773一凹o’(塩化ビニル樹脂静止水板〕 3〕JIS K7191−1珊眉(プラスチックー荷重たわみ温度の試験方 1ユ)桜内雄二郎,「新版プラスチック材料読本」工業調査会,!993 法一第1部1通則), 年4月1日,新版4刷発行 4〕JIS K7ユ91−2■1棚(プラスチックー荷重たわみ温度の試験方 !2〕小太刀功成,東芝技術資料 13)「プラスチック・データブック」p.72旭化成アミダス㈱〃プ 法一第2部:プラスチック及びエボナイト) 5)JユS K7191−3−m蝸(プラスチックー荷重たわみ温度の試験方 法一第3部:プラスチックー熱硬化性樹脂稜層板及び繊維 ラスチックス」編集部共編㈱工業調査会1999年12月1日 初版第1刷発行 強化プラスチック) 14)「プラスチック成形加エデータブック」p.31㈱日本塑性加工 6〕JIS K72061蓼阯(熱可塑性プラスチックのビカット軟化温度試 学会編日刊工業新聞祉昭和63隼3月25日初版第1刷発行 166 プラスチックス
© Copyright 2026 Paperzz