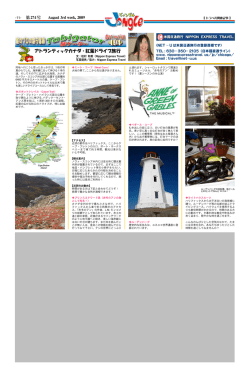
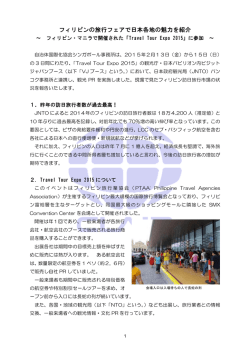
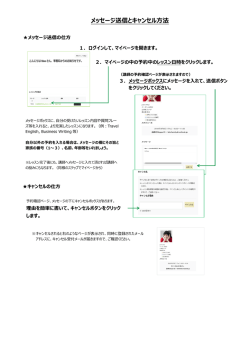
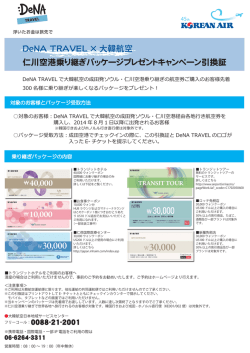
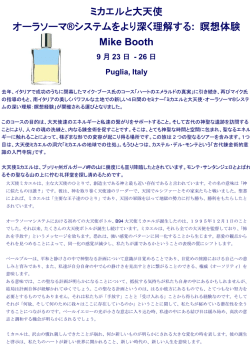
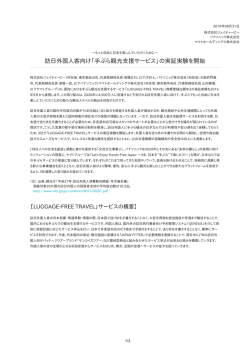
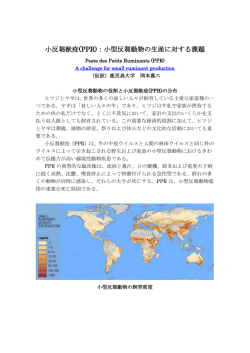
61 物流シミュレーターを活用した自動搬送システムの 改善に関する研究 永 岩 健一郎 *・高 橋 周 平 ** A study on improving the automatic transportation system by means of distribution simulator NAGAIWA Kenichiro* and TAKAHASHI Shuhei** Abstract So far with regard to the automatic transportation system, there are many researches on the improvement and the new model development of the main body of the automatic transportation equipment. However, researches on problems of the automatic transportation system itself “delay of products because of incompleteness of the layout design or order of priority transportation, and a stop of automatic transportation equipment” have not been made public, because each company internally tries to improve the problems. Therefore, by using distribution simulator, this research has been done to support an improvement program plan with the concept that the details of the program are visualized. Keyword: Automatic Guided Vehicles, Automated Storage & Retrieval Systems, Simulation Model 1.はじめに 1.2 自動搬送導入のメリット 自動搬送導入のメリットとしては,以下のこと 1. 1 無人搬送車の変遷 が考えられる。 無人搬送車は,1950年頃にアメリカで開発され 1)機械化,自動化することにより省力化ができ たのが最初であった。1965年には,我が国のメー カーの開発により国内初の無人牽引車で,3t お よび1.5t タイプのものが販売開始された。1985年 頃には,床へ誘導線を埋め込んだ,磁界誘導方式 る。 2)作業員の削減,危険,汚い,きつい作業の追 放ができる。 3)ピッキング作業の合理化,出荷個数の間違い のものが導入された。そして,1987年に処理能力, の軽減,作業効率のアップ,製品の品質維持 走行速度,メンテナンス性の向上を目的とした, 向上となる。 高速で高能力で静粛性の高い自走式の有軌道台車 が開発された。1990年初旬には,床へマグネット 4)スペースの有効利用,人と機械との区別がで き,安全作業が可能となる。 を埋め込んだ,磁気誘導方式ものや1990年中旬に は,壁などに反射ミラーを取付け,レーザーの反 1.3 自動搬送導入のデメリット 射光により走行位置を探知するレーザー誘導方式 自動搬送導入のデメリットとしては,以下のこ のものが登場した。現在は,磁気誘導方式とレー とが考えられる。 ザー誘導方式が主流となっている。 1)システムが複雑化すると,機械の故障と作業 者のエラーが増幅されて大きな災害となる場 * 流通情報工学科 教授 ** 専攻科産業システム工学専攻 平成21年12月1日受理 62 広島商船高等専門学校紀要 第32号(2010) 合がある。 2)設備投資が増大し,損益分岐点が高くなる。 して,印刷物の種類を変更してから再度輪転機が 稼働するようになっている。自動搬送システムは, 輪転機の稼働に合わせて稼働しているため,自動 1. 4 自動搬送のこれからの問題点 搬送システムのみが稼働していることはない。し 自動搬送のこれからの問題点として考えられる かし,例外として,巻取紙(印刷紙)の芯を回収 のは,無人化,コンピュータでの制御と工程管理 する作業で自動搬送システムのみが稼働する場合 が進展するなかで,消費者ニーズの多様化や高級 がある。 化に伴い,多品種,小ロット,短納期での生産が 必要となっている。それから,コスト削減,設備 2.2 システムの概要 投資抑制,製造工場の統廃合や移転が生産現場の 本研究では,印刷会社の協力により図-1に示 最優先事項となっている。 すような自動搬送システムを対象とした。システ ムの概要は以下に示すとおりである。 1. 5 研究の背景 自動搬送システムに関する研究は,現在まで自 1)施設の面積:29,500mm ×56,000mm 動搬送機器本体の改善,新規機種開発に関する報 告や研究は数多くがある。しかしながら,レイア ウト設計の不備による搬送物の滞留および自動搬 2)自動立体紙庫棚数:(12連×1列+10連×1列) ×4段=合計88棚 送機器の滞留,搬送の優先順によって起こる滞留 立体紙庫内:スタッカークレーン1台 の問題は,各々の企業内部で改善が行われてい 定格荷重:最大14700N(1.5t) る。そのため,自動搬送システムの改善方法に関 速度:[走行]65m/min インバータ制御 する研究が公表されているものは非常に少ないの [昇降]15m/min インバータ制御 が特徴である。 [フォーク]20 (実荷) ・30 (空荷) m/min インバータ制御(実荷と空荷で速度変 1. 6 研究の目的 更あり) 自動搬送システムは,新規導入され稼働し始め ると,導入計画時には予測できなかった問題が発 生することもある。しかし,生産現場において自 3)入 庫口,出庫口,緊急出庫口:各1か所ずつ (入庫口はバーコードリーダー仕様) 動搬送システムの稼働を停止させ改善計画の実験 を行うのは通常業務に支障となるため容易ではな 4)ハンガー(仮置き台):11台 い。よって,問題をどのように解決し,改善して いくのかが必要である。そこで本研究は,提案す る改善計画案が「見える化」をコンセプトにして, 5)輪転機(印刷機) :5リール×2セット=10セッ ト(将来12リール) 物流シミュレーターを活用して改善計画の支援を 搬送物 : 印刷用巻取紙 行うことが目的である。 荷姿:直径×長さ φ900~φ1,270×1,626mm A巻 2.研究対象 φ900~φ1,270×1,219mm C巻 φ900~φ1,270×813mm D巻 2. 1 研究モデルの概要 本研究のモデル企業は,2001年から操業開始さ 6)無人搬送車:7台 れた印刷会社である。自動搬送システムの稼働し 無人搬送車の重量:1,300kg ている時間帯は,夜間の22時~5時頃である。昼 走行速度:前後進時 3~60m/min 間は,稼働していることがほとんどなく,搬送設 横斜行時 3~30m/min 備や輪転機 (印刷機)の整備や清掃を行っている。 輪転機は,2時間程稼働した後に30分程度停止 (横行時最大18m/min) 速度制御:ソフトウェアサーボ 物流シミュレーターを活用した自動搬送システムの改善に関する研究 (永岩・高橋) 63 図-1 システム構成 移載装置:スライドリフター 2.2 オペレーションの概要 バッテリー:GS YUASA 製鉛バッテリー この自動搬送システムは,図-2のような搬送 12V ×4個 DC48V オペレーションの流れである。 誘導方式:電磁誘導方式(地中に埋没された電線 からの磁界をアンテナで検出する) 図-2 搬送オペレーションの流れ図 64 広島商船高等専門学校紀要 第32号(2010) 図-3は,各オペレーションで無人搬送車が走 巻取紙を脱荷および他サイズの巻取紙を搬 行するルート図である。オペレーションは,大き 送する作業。 くわけると以下に示すとおりである。 以上の搬送作業終了後に無人搬送車は,全て待機 OP1:管理端末での出庫指示による巻取紙(印刷 場所に戻る。 紙)を自動立体紙庫(倉庫)から出庫し, 無人搬送車にて PPR 装置を中継して,輪 よって本研究は,現状の自動搬送システムにお 転機(印刷機)へ巻取紙を搬送する作業。 いて無人搬送車の初期(待機)配置および走行ルー OP2:自 動立体紙庫から出庫された巻取紙を6つ トの仕様変更に対する改善設計を行うこととす あるハンガー(仮置き台)に一時保管し, る。 ハンガーから輪転機へ巻取紙を搬送する作 3.研究の進め方 業。 OP3:OP2の場合とほぼ同様だが,巻取紙をハン 本研究においてシミュレーションを行うため ガーに一時保管せず無人搬送車上に巻取紙 に,A社から収集した既存の自動搬送システムの を持ったままの状態から輪転機へ搬送する 運用ログデータを使用した。データは,搬送実績 作業。 を作業別度数,搬送先別度数,無人搬送車別搬送 OP4:巻取紙のコア(芯)を輪転機で回収し,残 心回収装置まで搬送する作業。 OP5:巻取紙のサイズ変更作業において輪転機の 度数,各作業時間別度数,オーダー発生時間間隔 頻度度数に区分を行い,搬送回数の取りまとめを 行った。それから,度数分布表とヒストグラムの 図-3 各オペレーションの無人搬送車のルート図 物流シミュレーターを活用した自動搬送システムの改善に関する研究 (永岩・高橋) 作成を行い,搬送作業の種類,搬送頻度および搬 65 表-3 搬送先別度数のデータの比較 送に要する時間の集計を行った。そして,対象と リール No. 1日目 2日目 3日目 した自動搬送システムをシミュレーターに再現 R1 5 4 4 4.3333333 し,改善計画の検討を行うこととした。上記の手 R2 7 4 7 6 R3 1 0 4 1.6666667 R4 4 4 4 4 法は,2)の文献を参考とした。 4.シミュレーション 本研究で活用した物流シミュレーターソフトの AutoMod は,米国のアプライドマテリアルズの 製品である。この AutoMod で設備の設計モデリ ングし,マテハン,物流,流通システムのシミュ レートができるものである。 それから新工場計 平 均 R5 0 0 0 0 R6 5 4 3 4 R7 4 5 5 4.6666667 R8 7 1 2 3.3333333 R9 0 3 4 2.3333333 R10 5 6 4 5 R11 0 0 0 0 R12 3 3 3 3 3.1944444 画時や,ラインまたは運用変更時における工場内 の自動搬送システムや配送センターの物流システ それから,搬送パターンは OP1および OP2, ムを検証することも可能である。 OP4を行うとした。 適用産業としては,航空宇宙,空港手荷物取扱 そして,自動立体紙庫からの出庫時間の間隔は, い,自動車,物流,製造,小包・郵便処理,半導 出庫オーダーの間隔がピーク時の2分30秒とした。 体,鉄鋼,運輸,倉庫・流通に用いられている。 5.3 シミュレーターの再現について 5.シミュレーション結果 表-4は,今回対象とした自動搬送システムの ログである。表-5は,シミュレーターの搬送ロ 5. 1 運用ログ解析結果 運用ログを解析した結果,作業時間およびオー ダー発生時間間隔の平均と分散は,以下の表-1 および表-2に示すとおりとなった。平均と分散 は,搬送回数の多かったオペレーションを対象と した。 表-1 作業時間の平均と分散 OP1(秒) OP2(秒) OP4(秒) 平 均 2,997.290 1,068.11 94.64 分 散 2,162,074.787 2,882,165.88 342.76 表-2 オーダー発生時間間隔の平均と分散 OP1(秒) OP2(秒) OP4(秒) 平 均 868.214 1150.47 818.14 分 散 2,234,575.383 4,317,505.05 3,371,010.07 5. 2 シミュレーションのパラメータ設定 表-3は,搬送先別度数の比較である。搬送先 によっては,搬送物が多い所がある。しかし,本 研究においてのシミュレーションのパラメータ設 定は, どの搬送先も平均して搬送することとした。 表-4 対象とした自動搬送システムのログ 残芯回収のみ 回数 開始時間 1 1:15:15 装着実績:更新リール No=R07C IDNo=2894 作業メッセージ 2 1:19:12 装着実績:更新リール No=R10A IDNo=2933 3 1:23:20 装着実績:更新リール No=R08A IDNo=2934 4 1:26:04 装着実績:更新リール No=R01A IDNo=2919 5 1:27:46 装着実績:更新リール No=R06B IDNo=2920 6 1:40:51 装着実績:更新リール No=R04B IDNo=2923 7 1:53:48 装着実績:更新リール No=R12B IDNo=2903 8 2:04:19 装着実績:更新リール No=R07A IDNo=2936 9 2:06:39 装着実績:更新リール No=R01B IDNo=2939 10 2:07:56 装着実績:更新リール No=R10B IDNo=2937 11 2:08:28 装着実績:更新リール No=R06C IDNo=2940 12 2:12:14 装着実績:更新リール No=R08B IDNo=2938 紙庫→リール 回数 開始時間 1 22:49:59 出庫引当アドレス =L2041 IDNo=2934 作業メッセージ 2 22:52:13 出庫引当アドレス =L1053 IDNo=2936 3 22:53:54 出庫引当アドレス =L2052 IDNo=2937 4 22:56:52 出庫引当アドレス =L2042 IDNo=2938 5 22:59:07 出庫引当アドレス =L2043 IDNo=2939 6 23:02:47 出庫引当アドレス =L2083 IDNo=2940 7 23:05:39 出庫引当アドレス =L1042 IDNo=2941 ハンガー→リール 回数 開始時間 1 22:45:21 作業メッセージ 台車搭載完了 ハンガー No=Y08 IDNo=2842 66 広島商船高等専門学校紀要 第32号(2010) 表-5 シミュレーターの搬送ログ 回数 時間 (秒) 5.4 改善したシステム構成 対象とした自動搬送システムは,通年の生産稼 残芯回収のみ 作業メッセージ 働を通じて自動搬送システムの運用に関して,生 1 1,093.1 Load 3 travel to AGVS:CCM 2 1,523.5 Load 5 travel to AGVS:CCM 産現場の作業員の方々から問題が提起されてい 3 2,291.43 Load 10 travel to AGVS:CCM 4 2,725.37 Load 6 travel to AGVS:CCM た。一番の問題点は,無人搬送車の滞留であった。 5 3,582.62 Load 8 travel to AGVS:CCM 問題点の変更や改善の内容は,以下に示すとおり である。 紙庫→リール 回数 時間 (秒) 1 764.23 作業メッセージ Load 3 travel to AGVS:R6 1)無人搬送車の待機場所が既存は,一部に集合 していたが,図-4のように無人搬送車2台の 2 1218.6 Load 5 travel to AGVS:R3 3 1,672.98 Load 6 travel to AGVS:R3 4 2,127.35 Load 10 travel to AGVS:R3 5 2,581.72 Load 8 travel to AGVS:R1 6 3,036.09 Load 9 travel to AGVS:R10 7 3,490.46 Load 11 travel to AGVS:R12 配置変更を行った。 2)PPR 装置が1か所のみだったものを1か所増 やして計2か所にした。 ハンガー→リール 回数 時間 (秒) 1 957.49 Load 3 travel to AGVS:R3 作業メッセージ 2 2,112.18 Load 6 travel to AGVS:R8 3 2,778.35 Load 8 travel to AGVS:R7 3)PPR 装置が2か所で,無人搬送車が既存とお りの7台とした。 4)PPR 装置が2か所で,無人搬送車を7台から グである。搬送ログは,ほぼ一致しているため, 1台増車をして計8台にした。 シミュレーターには,対象としたシステムを再現 できているといえる。 図-4 改善したシステム構成 物流シミュレーターを活用した自動搬送システムの改善に関する研究 (永岩・高橋) 67 6.おわりに 対象とした自動搬送システムで一番問題点と 表-6に示す値は,自動搬送システムの1時間当 なっていた滞留は,無人搬送車が待機場所および たりの搬送量および待ち台数を表したものであ 分岐場所に集中する時や PPR 装置のように必ず る。 通過点となる窓口が1か所の場合に滞留が発生し ていたことが,シミュレーションで実証すること T:既存の自動搬送システム PPR 装置1台 ができ,その改善策を検討することができた。 P1:改善後の自動搬送システム PPR 装置2台 無人搬送車7台 P2:改善後の自動搬送システム PPR 装置2台 無人搬送車8台 参考文献 1)菊田 一郎・間野 勉:物流・配送センター設備機器ガイ ド ブ ッ ク, 流 通 研 究 社,pp.52-54,pp.83-85,p.109, p.127,1985 表-6 1時間当たりの搬送量および待ち台数 搬送量 (個) 2)樋口 良之:離散系のシステムモデリングとシミュレー 待ち台数 (台) 搬送先 T P1 P2 T P1 P2 PPR1 8 7 7 3 2 2 4 4 2 2 PPR2 合計① 8 11 11 他の合計② 31 40 42 合計①+② 39 51 53 下記に示しているのは,下記に示しているのは, T プラン,P1プラン,P2プランを比較した結果 である。 1)無人搬送車の渋滞による不稼働率は,Tの時 で は,9.3 % で あ っ た も の が,P1の 時 で は, 3.8%,P2の時では,3.4%となるシミュレー ションの結果が得られた。 2)T と比較して P1および P2は,1時間当たり の搬送量が31%増加した。 3)PPR 装置を2箇所にすることによって,シス テム全体の搬送量が37%増加し,待機位置に おける待ち台数が33%へと減少した。 4)P1と P2を比較すると,搬送量および待ち台 数の向上はほとんどないことにより無人搬送 車の増車は必要がないことがわかった。 ション解析,三恵社,pp.43-49,2007.01 3)河田 富美男・堀田 祐司:システムプランニングにおける シミュレーション,マテリアルフロー,pp.48-51,1999.8, No.473 4)渡辺 茂・秋山 穣:生産システムと最新自動化技術,日本 工業新聞社,pp.191-205,1986 5) 大 槻 憲 昭: 花 王 の 恐 る べ き 戦 略 VAN, 中 経 出 版, pp.58-59,p.137,1985 6)遠藤 健児・梁瀬 仁・秋庭 雅夫:マテリアルズマネジメ ント-物流と運搬-,朝倉書店,pp.166-169,p.252,1973 7)北岡 正敏:物流 日本物流管理協議会,pp.3-4,1987.5・ 6月号 8)岡部 和彦・伊藤 親之:物流 日本物流管理協議会, pp.9-10,pp.22-23,1986.9・10月号 9)土屋 博明 : オフ輪工場設計ポイント,印刷雑誌,pp.34,1992,Vol.75 10)越谷 武夫:配送センターの自動化実例-搬送システム の現状と課題を探る-,p.67,p.69,1979,Vol.24,No.13 11)菊田 一郎:AGV と自動倉庫で工場内物流の高度自動化 推進,マテリアルフロー,p.57,p.64 ,1999.2,No.467
© Copyright 2026 Paperzz