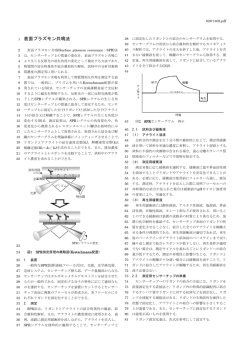
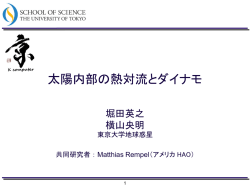
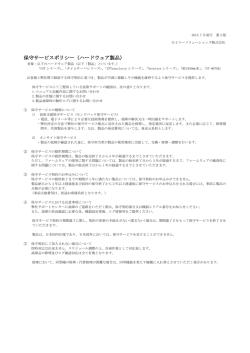
銅タングステン、超硬材料の選定と放電加工特性 Recommendation of cupper-tungsten alloy and cemented carbide and W-EDM properties 冨士ダイス㈱ 生産開発本部 品質保証部 齋藤 実 ○ 緒言 放電加工は、被加工材と電極の間に火花を断続的に生成して、金属の溶解・冷却・飛散を繰り返しなが ら加工する方法である。特に超硬合金のように硬質で切削し難い被加工材の場合には、重要な加工方法と なっている。電極としては、Cu 電極よりも形状を得やすく、グラファイト電極より長寿命の銅タングス テン合金(以下 Cu-W 合金と記述)が用いられている。 当社は、超硬耐摩耗工具のメーカーであるため、しばしば Cu-W 合金を用いた型彫り放電加工を行う。 そこで、1978 年から Cu-W 合金の開発を試み、社内用としての生産を開始しつつ改良も続け、2006 年の 国際工作機械見本市から「環境にやさしい超硬用 Cu-W 電極 CE-08」の社外販売を開始した。 また、本業の超硬合金については、放電加工で生じる加工表面近傍の加熱冷却による微小クラックや酸 化・腐食相の低減について研究し、放電加工に対応した超硬合金の開発を行い、2006 年に「フジロイ V シリーズ」としてラインアップ・社外販売している。 CE-08 と V シリーズは業界でも高く評価され、 CE-08 は超硬工具協会 1)の 2008 年度の技術功績賞、2009 年には環境調和型製品に認定され、V シリーズは 2007 年に環境調和製品に認定されている。これらの基 礎技術と性能について解説することは、表題の詳細な説明となるので、以下に記す。 ○ CE-08 の基礎技術 前述したように放電加工は電極から火花を生成して加工するものであるが、この火花形成は放電現象で あり、この放電現象には電極が加熱されて生じる熱エネルギーによって電子を放出する熱電子放出、金属 の表面に強い磁界を作用させて電子を放出する電界放出、そして荷電子が衝突するエネルギーで放出する 2 次電子放出がある。放電加工で生じるのは最初の熱電子放出であることから、Cu-W 合金を改良するに 当たって、熱電子放射特性を改善する物質を添加することを考えた。既に先行技術として、酸化バリウム (BaO)や酸化ストロンチウム(SrO)を添加する技術が公開されており、それぞれ熱電子放射特性の改善に成 功していたが、BaO は吸水性があるため、製造での形状維持に難点があった。一方、SrO は吸水性と共に 高価であることからより生産には適していなかった。当社では、蛍光灯の電極表面に塗布して熱電子放射 特性を改善するタングステン酸バリウム(BaWO4)に着目した。BaWO4 は、吸水性もなく取り扱いが容易 で、比較的安価であり前述の BaO および SrO の欠点が克服された。BaWO4 添加によって、熱電子放射特 性が改善され、加工スピードが向上し、電極の消耗も大幅に抑制された 2)。この後、Cu と W の比率を汎 用性のある組成にして CE-08 を完成させた。社内的には吸水性による問題を生じないので生産性を向上さ せ、お客様には加工効率アップと廃棄物削減に寄与できることから、キャッチフレーズは「環境にやさし い超硬用 Cu-W 電極 CE-08」となった。その組織を写真 1 に示す。A で示した濃い灰色の粒子が W であ り、B で示した薄い灰色の相が Cu で、C で示した黒色粒子が BaWO4 である。汎用の Cu-W 合金は、粉 末法に比べて生産性の高い溶浸法で作られるため、インゴットの上下で組成の一部にバラツキがあり、例 えば放電性能にバラツキを生じる。しかし、BaWO4 は溶浸法でも均一に分散するため、CE-08 はインゴ ット内で放電加工性能にほとんどバラツキがない。すなわち CE-08 は溶浸法の欠点を克服している。この ように、CE-08 は、生産性、性能において優れた材料と考えられる。 * 「型技術:2012 年 11 月号/日刊工業新聞社」掲載の 2013/10/29 再編集版 1 ○ CE-08 の性能 図 1 は、WC-12%Co 合金について荒放電加工条件(表面粗さ Rmax で 15μm)の場合の加工速度お よび電極消耗率を CE-08 を 1 として従来の BaWO4 無添加の Cu-W 合金と比べた結果である。CE-08 は従来品と比べて加工スピードが約 20%以上優れ、なおかつ電極消耗率は約 30~40%少ない。 図 2 は WC-15%Co 合金について荒放電加工条件(表面粗さ Rmax で 15μm)の場合の同様の比較結 果である。この場合、CE-08 は従来品と比べて加工スピードが約 20%以上優れ、なおかつ電極消耗 率は約 10~50%少ない。 図 3 は WC-20%Co 合金について荒放電加工条件(表面粗さ Rmax で 15μm)の場合の同様の比較結 果である。この場合、CE-08 は従来品と比べて加工スピードが約 10%以上優れ、なおかつ電極消耗率 は約 30%少ない。このような結果は、仕上げ放電加工条件(表面粗さ Rmax で 6μm)でも得られてい る。 2 これらの結果から、CE-08 は、超硬合金の型彫り放電加工を効率よく行うための電極材料でありな がら、低消耗であるため、近年の環境への関心高まりに対応できることが示される。 表 1 に CE-08 の主な特性を示した。 ○ V シリーズの基礎技術 放電加工で生じる加工表面近傍の加熱冷却による微小クラックや酸化・腐食部分については、長年にわ たって社内外から問題が提起されていた。しかしながら、放電加工条件が放電加工機の固有設定となって いて、しかも諸設定値が明示されていないため、開発者は定量的な実験が難しいと考え、長い間、具体的 な研究ができていなかった。しかし、当社では、2000 年頃に放電加工後の加工面の表面粗さとの関係で抗 折力を整理すると普遍的な傾向のあることに気がつき、超硬合金の粒度および Co 量との関係で一定の知 見を得た。すなわち、抗折力 3) 試験片を 2 倍強の厚さにし、仕上げ、中仕上げ、荒加工の 3 条件で、ワ イヤカット放電加工で長手方向に切断、そのワイヤカット放電加工面を張力面として抗折力を測定し、用 いた試験片の WC 粒度および Co 量との関係で整理した。図 4 および図 5 は、その結果例である。 3 ワイヤカット放電加工条件での表面粗さを表 2 に示す。まず、図 4 は WC-(XC)-10%Co 超硬合金の抗折 力に及ぼす張力面加工条件と WC 粒度との影響を示す。いずれのワイヤカット放電加工条件でも、平面研 削した場合より、抗折力は低くなる。また、ワイヤカット放電加工後については、表面粗さが大であるほ ど、WC 粒度が小であるほど抗折力は低くなる。これは、WC 粒度が小であるほど、ワイヤカット放電加 工で生じる微小クラックが大となるためである。結果は略すが、当社では微小クラックの大きさと WC 粒 度および Co 量の関係を調査済みである。図 5 は、WC 粒度 1.5μm の WC-Co 超硬合金の抗折力に及ぼす 張力面加工条件と Co 量の影響を示す。荒加工および中仕上げ条件では Co 量の影響は少ない。しかし、仕 上げ条件では高 Co 合金のほうが抗折力の低下が小となる。 このようなことから、放電加工において抗折力の低下をなるべく少なくする(放電加工で生じるクラック を小さくする)ためには、まず WC 粒度を適切とし、必要な硬さは Co 量で調節することが肝要であること が分かる。 放電加工においては、酸化や腐食もしばしば生じる。これについては、詳しくは略すが、適した添加物 があり、合金設計にとりこめばよい。 こうして、耐微小クラック性と耐酸化・耐腐食性を併せ持つ合金を、放電加工対応超硬合金と称するこ ととし、「フジロイ V シリーズ」としてラインアップした。 ○ V シリーズの性能 図 4 の□は主な V シリーズの W-EDM3 で加工した面を張力面とした場合の抗折力であるが、従来材種 より研削後の抗折力からの低下量が少ないことが分かる。 表 3 は、主な V シリーズ(VF12、VD45、VG60)と従来材種の特性を比較して示しているが、V シリー ズの破壊靱性値が近い硬さの従来材種と比べて高いことが分かる。 4 写真 2 は、従来材種と同一硬さ水準で比較した場合の主な V シリーズのビッカース圧痕の隅に生じるク ラック長さの比較例である。V シリーズの方が小さいことがわかる。すなわち、V シリーズには耐微小ク ラック性が付与されている。 写真 3 は放電加工の荒加工条件に静置した試験片の断面組織を観察した結果である。黒い部分は腐食部 分であるが、従来材種と比べて V シリーズの腐食部分は極表面に限られていることが分かる。すなわち、 V シリーズには耐食性が付与されている。 耐摩耗工具用の超硬工具は、Cu-W 合金のような分かり易い性能評価方法がないため、必要特性を改善 した結果のみを示した。 V シリーズで作られた耐摩耗工具の評価は高く、年々生産量が増加している。放電加工対応の特性は、 工具として用いた場合にもよい方向に作用していると思われる。 ○ まとめ 銅タングステン、超硬材料の選定は、確かな技術に基づき得られた素材を選択すれば、その放電加工特 性により、モノづくりを向上させ、夢づくりを達成すると考えられる。 ○ 参考文献 1) http://www.jctma.jp/ 2)日本国特許 2620055 号 3)超硬工具協会規格 CIS026B-2007 5
© Copyright 2026 Paperzz