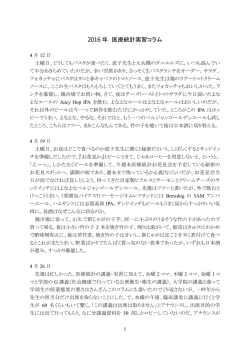
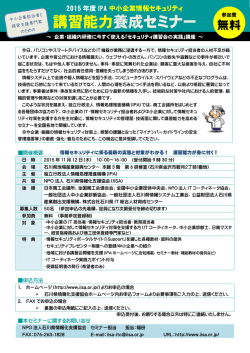
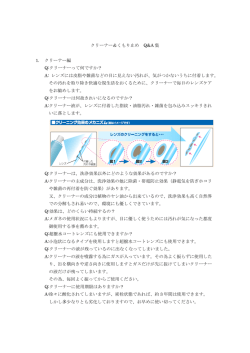
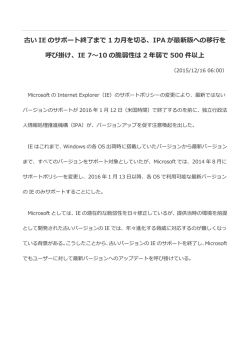
JERG-0-040A 宇宙用電子機器接着工程標準 (部品接着固定、コンフォーマルコーティング及びポッティング) 平成 26 年 11 月 6 日 A 改訂 宇宙航空研究開発機構 免責条項 ここに含まれる情報は、一般的な情報提供のみを目的としています。JAXA は、かかる情報の正 確性、有用性又は適時性を含め、明示又は黙示に何ら保証するものではありません。また、 JAXA は、かかる情報の利用に関連する損害について、何ら責任を負いません。 Disclaimer The information contained herein is for general informational purposes only. JAXA makes no warranty, express or implied, including as to the accuracy, usefulness or timeliness of any information herein. JAXA will not be liable for any losses relating to the use of the information. 発行 〒305-8505 茨城県つくば市千現 2-1-1 宇宙航空研究開発機構 安全・信頼性推進部 JAXA(Japan Aerospace Exploration Agency) JERG-0-040A 目 次 1. 総 則 ............................................................................................................................................. 1 1.1 目 的 ............................................................................................................................................. 1 1.2 適用範囲 ........................................................................................................................................ 1 1.2.1 新規開発品 ................................................................................................................................. 1 1.2.2 国外製品 ..................................................................................................................................... 2 1.3 付帯事項 ........................................................................................................................................ 2 2. 関連文書 ........................................................................................................................................ 4 2.1 適用文書 ........................................................................................................................................ 4 2.2 参考文書 ........................................................................................................................................ 4 3. 用語の定義 .................................................................................................................................... 5 4. 一般要求事項 ................................................................................................................................ 6 4.1 一般 ................................................................................................................................................ 6 4.2 教育・訓練及び認定 ...................................................................................................................... 7 4.2.1 一般 ............................................................................................................................................. 7 4.2.2 視力要求 ..................................................................................................................................... 7 4.2.3 再認定 ......................................................................................................................................... 7 4.2.4 認定取消 ..................................................................................................................................... 7 4.3 文書化 ............................................................................................................................................ 8 4.4 製造条件 .......................................................................................................................................11 4.4.1 製造環境 ....................................................................................................................................11 4.4.2 製作中の取扱いと保管 ..............................................................................................................11 4.4.3 静電気放電対策 ........................................................................................................................12 4.4.4 用具及び装置の管理 ................................................................................................................12 4.5 材料 ...............................................................................................................................................13 4.5.1 材料の選定 ................................................................................................................................13 4.5.2 材料の管理 ................................................................................................................................22 4.5.3 材料の準備 ................................................................................................................................23 4.6 被接着面の前処理 .......................................................................................................................27 4.6.1 表面処理 ....................................................................................................................................27 4.6.2 洗浄 ............................................................................................................................................28 4.6.3 乾燥 ............................................................................................................................................29 4.6.4 マスキング ..................................................................................................................................29 4.6.5 プライマ塗布 ..............................................................................................................................29 4.7 接着(部品接着固定、ポッティング) .............................................................................................31 4.7.1 被施工物の準備 ........................................................................................................................31 4.7.2 接着剤の塗布及びポッティング剤の注入 .................................................................................32 ii JERG-0-040A 4.7.3 オープンタイム ...........................................................................................................................34 4.7.4 接合 ............................................................................................................................................34 4.7.5 加圧 ............................................................................................................................................34 4.7.6 硬化(キュア) ..............................................................................................................................47 4.7.7 エージング ..................................................................................................................................47 4.8 コンフォーマルコーティング ..........................................................................................................49 4.8.1 被施工物の準備 ........................................................................................................................49 4.8.2 コーティング剤の準備 ................................................................................................................49 4.8.3 コーティング剤の塗布 ................................................................................................................49 4.8.4 硬化 ............................................................................................................................................53 4.8.5 エージング ..................................................................................................................................53 4.8.6 リワーク .......................................................................................................................................53 4.9 被施工物の保管及び取扱い .......................................................................................................55 5. 品質保証条項 .............................................................................................................................. 56 5.1 一般 ...............................................................................................................................................56 5.2 検査記録 .......................................................................................................................................57 5.3 接着(部品接着・ポッティング)の検査..........................................................................................58 5.3.1 接着の検査方法 ........................................................................................................................58 5.3.2 接着の合否判定基準 ................................................................................................................58 5.4 コンフォーマルコーティングの検査 ..............................................................................................58 5.4.1 コーティングの検査方法 ............................................................................................................58 5.4.2 工程管理用試験片の準備 ........................................................................................................59 5.4.3 コーティングの合否判定基準 ....................................................................................................59 iii JERG-0-040A 図 表 目 次 図 1-1 「接着剤の適用の計画及び確認事項表」様式 .............................................................................. 3 図 4-1 認定記録の見本 ............................................................................................................................. 9 図 4-2 宇宙用電子機器の実装における接着剤適用例 ..........................................................................17 図 4-3 ソーラセルパネルにおける接着剤適用例.....................................................................................18 図 4-4 注射器による接着剤の塗布 ..........................................................................................................35 図 4-5 へラを用いたフィレット部の成形 ....................................................................................................35 図 4-6 円筒形部品(抵抗器、コンデンサ等)の接着固定 ........................................................................36 図 4-7 平形部品の接着固定(フラットパック IC を除く) ...........................................................................37 図 4-8 フラットパック IC の接着固定 .........................................................................................................37 図 4-9 リード線等の接着固定 ...................................................................................................................37 図 4-10 ねじ・ナット頭の接着固定 ............................................................................................................38 図 4-11 部品の接着固着 ..........................................................................................................................39 図 4-12 連続した部品の接着固着 ............................................................................................................40 図 4-13 ワイヤハーネスの接着固着..........................................................................................................41 図 4-14 振動対策の接着方法 ..................................................................................................................42 図 4-15 ポッティング剤の注入...................................................................................................................46 図 4-16 スプレー塗布 ................................................................................................................................51 図 4-17 修理作業時のコーティング除去の例 ..........................................................................................54 図 5-1 コンフォーマルコーティング合否判定基準 (泡の判定) ..............................................................61 図 5-2 コンフォーマルコーティング合否判定基準 (引っかき傷の判定) ................................................62 図 5-3 コンフォーマルコーティング合否判定基準 (外観、盛り上がり及びはがれの判定)....................63 図 5-4 コンフォーマルコーティング合否判定基準 (塗布範囲、欠損) ....................................................64 表 4-1 コンフォーマルコーティングの一般的比較 ...................................................................................22 表 4-2 「接着(部品接着、ポッティング)及びコーティング」作業・検査記録の例 ....................................25 表 4-3 コンフォーマルコーティングプロセスの一般的比較 .....................................................................50 表 4-4 コンフォーマルコーティング厚さ ....................................................................................................53 iv JERG-0-040A 1. 総 則 1.1 目 的 本書はロケット・人工衛星等に適用する接着(部品接着固定・ポッティング)及びコンフォーマルコー ティングに関する要求事項を定める。 (1) 部品接着固定は、プリント基板等の電子機器の構成品を固定·保持することにより振動、衝撃又は 取扱い等から機器を保護することを主な目的とする。 (2) ポッティングは、モジュールの容器及び筐体内の電子部品の固定、電気絶縁、振動・衝撃の吸収、 防湿及び高電圧端子の保護等を主な目的としている。 (3) コンフォーマルコーティングは、プリント基板回路の電気絶縁及び湿気、汚染からの保護により機 器の性能低下を防止することを主な目的とする。副次的には、軽量部品(6g 以下の両端子部品な ど)を固定し、耐振性を向上させる効果がある。 1.2 適用範囲 (1) 本書は、ロケット・人工衛星等に適用する接着(部品接着固定·ポッティング)及びコンフォーマルコ ーティングについての要求事項を示すものである。 (2) 本書は、契約上の仕様書で規定された場合に適用する。この場合、契約の相手方のみならず、契 約の一部を履行する下請負業者等においても本書を適用すること。 (3) 電子部品内部の固定・封止等に係る接着工程については、本書の適用対象外とする。 (4) 仕様書に本書の適用が規定され、特に指示の無い場合は、本書の適用対象は、開発品目の区分 に従い、1.2.1 項のとおりとする。 (5) 本書要求事項と契約上の仕様書の要求事項とが相違する場合には、契約上の仕様書が優先する。 (6) 本書要求事項と他の技術規格等の要求事項と矛盾する場合には、宇宙航空研究開発機構(以下、 「機構」という)と協議すること。 1.2.1 新規開発品 JERG-0-039 1.2.1 項による。 1 JERG-0-040A 1.2.2 国外製品 ロケット・人工衛星等の搭載機器のうち、設計、試作、製作、改修などを国外において実施し、本書を 適用することが困難な国外製品は、1.2.1 項の規定にかかわらず、これに代えて次の文書を適用すること ができる。 NASA-STD-8739.1 1.3 : WORKMANSHIP STANDARD FOR POLYMERIC APPLICATION ON ELECTRONIC ASSEMBLIES 付帯事項 (1) 接着工程に関する審査 契約の相手方は、接着工程に関する再認定、工程の認定試験及び、少なくとも以下の事項を考慮し て、接着剤の適用の計画及び確認事項について、図 1-1 に示す様式例にまとめ、機構の審査を受ける ものとする。審査はPDR及びCDRの一部として実施する。 a. 工程の新規性、重要品質特性に与える影響度 b. c. 試験・検査工程における機能・性能確認の制約の大きさ 類似品の過去の不具合事例の頻度 (2) 審査結果の反映 契約の相手方は、審査における本書の適用にかかわる審査結果を、品質、信頼性又は安全・開発 保証のプログラム計画書の実施項目(設計の標準化、技術文書、製造の管理)の関連資料(図面、製造 工程仕様書、手順書、管理規定など)に反映するものとする。 (3) 製品の確認 契約の相手方は、審査結果を適用した初回製品、通常流れていない製品及びクリティカル製品につ いて、製造技術者による確認を計画及び実施する。 2 JERG-0-040A 接着剤の適用の計画及び確認事項表 材料 (名称、仕様書番号 メーカー名 商品名 等) 再教育訓練 工程仕様書(番号、表題等) 認定の要否 評価試験の要否 ※ 適用部位 (部品番 号、温度環境 等) 備考: 理由及び補足説明等 3 その他の特記事項: 図 1-1 「接着剤の適用の計画及び確認事項表」様式 JERG-0-040A ※ 宇宙飛行体に初めて適用する接着剤を採用する場合又は認定内容の変更等がある場合、「要」と記入。 JERG-0-040A 2. 関連文書 2.1 適用文書 下記の文書は、本書に規定する範囲内において、本書の一部をなすものである。特に規定のない 限り、本書適用時の最新版とする。 (1) 宇宙航空研究開発機構文書 a. JERG-0-039 : 宇宙用はんだ付工程標準 b. c. d. JERG-0-041 JERG-0-042 JERG-0-043 : 宇宙用電気配線工程標準 : プリント配線板と組立品の設計標準 : 宇宙用表面実装はんだ付工程標準 (2) 公共規格等 MIL 規格 a. MIL-I-46058 : Insulating Compound、Electrical (for Coating Printed Circuit Assemblies) NASA 規格 a. NASA-STD-8739.1 : Workmanship Standard for Polymeric Applications Electronic Assemblies ASTM 規格 a. 2.2 ASTM D 2240 : Standard Test Method for Rubber Property-Durometer Hardness 参考文書 下記の文書は、本書の記載内容を補足するために参考となるものである。 (1) 宇宙航空研究開発機構文書 a. CR-68805 : 接着施工技術関連データ集 b. c. d. JERG-0-034 CAA-114006 CAA-113005 : 宇宙用有機材料アウトガスデータ集 : 宇宙用電子機器接着工程標準(JERG-0-040)技術データ集 : 宇宙用はんだ付工程標準(JERG-0-039)技術データ集 (2) 公共規格等 NASA 規格 a. NASA-STD-6001 : Flammability, Offgassing, and Compatibility Requirements and Test Procedures 4 JERG-0-040A 3. 用語の定義 本書で使用する用語の定義については、付録Ⅰを参照のこと。 5 JERG-0-040A 4. 一般要求事項 4.1 一般 契約の相手方は、本書の要求事項に適合することを確認し、設計基準・工程仕様書・作業手順書・ 検査手順書などを整備し、4.1(1)項から 4.1(3)項も含めた材料の選定、施工および管理を行うこと。 (1) 設計条件 設計に当たっては、(2)及び(3)のことを考慮すること。 なお、材料及び工程は製造図面で規定(含む、仕様書の呼び出し)するものとする。 (2) 環境条件 宇宙用電子部品の接着施工においては、宇宙用機器の設計に対し一般に適用される次の環境条 件を考慮すること。 a. b. 地上環境 打上げ環境 c. 宇宙環境 これらの環境条件の具体的数値に対しては、契約上の要求に従うこと。 (3) 応力条件 接着施工においては、電子部品取付け部にかかる次の各種応力が部品の損傷等に結びつかない ように適切に評価して、接着部の形状、施工方法を決定すること。 a. b. 温度サイクルによる繰返し応力 振動・衝撃荷重による応力 c. d. 電子部品の発熱による熱応力 接着剤の硬化収縮特性により生ずる残留応力 6 JERG-0-040A 4.2 教育・訓練及び認定 4.2.1 一般 (1) 電子機器の実装設計(プリント配線板のパターン設計を含む)を担当する技術者は、本書要求事 項に精通していること。 (2) 契約の相手方は、接着に係わる作業者及び検査員に対し、本書の要求事項を満足する教育・訓 練及び認定に関する制度を設け、運用する責任を有する。 (3) 契約の相手方は、接着指導者(又は製造技術者)による作業指導及び作業結果の確認を行うこと。 (4) 教育・訓練は、電子機器の接着に係わる技術、手法、装置の取扱い及び手順について実施し、記 録すること。 (5) 作業者及び検査員が指定された接着作業に係わる十分な知識及び技量を有することを認定する ために、認定試験を実施すること。 (6) 認定の内容は、製品の代表的な接着に対応するものであること。 (7) 各認定合格者の作業制限(眼鏡使用など)を明確にし、認定試験成績を記録すること。 認定記録の例を図 4-1 に示す。 (8) 認定記録は、機構検査員等の要求に応じて速やかに提示できること。 (9) 教育・訓練及び認定に関する記録は、品質記録として扱われるものであり、少なくとも5年間は保管 すること。 (10) 教育・訓練及び認定において、良好な接着の実物見本、図、写真などを利用すること。本書の図、 写真を必要に応じて補足利用してもよい。また、不合格を示す実物見本、図、写真なども明確化や 比較のために利用してもよい。 4.2.2 視力要求 JERG-0-039 4.2.2 項による。 4.2.3 再認定 JERG-0-039 4.2.3 項による。 4.2.4 認定取消 JERG-0-039 4.2.4 項による。 7 JERG-0-040A 4.3 文書化 契約の相手方は少なくとも次の事項について本書に基づき文書化をすること。 本書で要求する文書は、機構の要求に応じて提示又は提出するものとする。 (1) 材料及び工程の選定根拠 (設計条件への適合、設計基準等) (2) 工程仕様書 (含む、検査基準) (3) 教育・訓練計画及び実施記録 (含む、指導者の資格、教育・訓練の受講者リスト、指導要領、指導時間等) (4) 認定手順及び実施記録 (含む、合格基準) (5) 必要に応じて、評価試験計画書及び評価試験結果報告書 (6) 接着剤の適用の計画及び確認事項表(1.3 項「付帯事項」で要求される資料) 8 JERG-0-040A 接着作業認定記録 氏名 接着 太郎 受験 視力 所属 製造部 第一課 継続の場合は次頁へ記入 H3.5.10 年月日 検査 合 作業条件 否 ・ 裸眼 ・ 矯正 H3 年 4 月 23 日 認定資格の範囲 成 績 注 工程仕様書 a. 記 不可 SOP-S-02 H3.5.10 SOP-S-01 H3.5.10 基板のコンフォーマルコーティング 基板コーティング 筆記試験 合 92 点 得 良 部品接着固定 チップ部品ポッティング b. 優 格 評価者 総合評価 ㊞ 点 押 H3.5.10 認定・再認定結果の特徴 図 4-1 認定記録の見本 9 (1/2) 印 JERG-0-040A 視力検査記録 H3.4.23 合格 裸眼 H4.4.25 合格 裸眼 H5.4.10 合格 矯正 認定·再認定結果の特徴 H4.2.20 工程仕様書に基づく実技訓練 評価 田中 H5.6.2 工程仕様書に基づく実技訓練 評価 田中 H5.10.10 工程仕様書改訂による実技訓練 評価 田中 図 4-1 認定記録の見本(2/2) 10 JERG-0-040A 4.4 製造条件 (1) 接着部の再加工は、契約上特に規定がなければ本書の範囲において実施してよい。 (2) リワークは、4.8.6 項に従うものとする。 (3) 材料や部品(静電気放電に弱い部分を含む)の保管・取扱いを適切に行ない、汚染や電気的・物 理的な損傷を与えないようにすること。 (4) 人体保護のため、保護眼鏡、手袋、換気システムなどを備えること。 4.4.1 製造環境 JERG-0-039 4.5.1 項による。 但し、(1)a.の“はんだ付作業場所”を“接着等を行う作業場所”に読み替える。 4.4.2 製作中の取扱いと保管 (1) 実装中や実装済みのプリント配線板組立品の取扱い、保管に際し、損傷、異物混入及び汚染が生 じないように適切な予防手段を講じ、文書化すること。 (2) 被接着箇所を素手で触れてはならない。素手で触れてしまった場合は、ただちに洗浄すること。被 接着箇所を持つことが避けられない場合には、清浄で、帯電しにくいリントフリーの手袋又は指サッ クを用いること。 11 JERG-0-040A 4.4.3 静電気放電対策 (1) JERG-0-039 4.5.3 項による。 但し、“はんだ付作業”を“接着等作業”に読み替える。 4.4.4 用具及び装置の管理 (1) 接着施工とその準備作業に使用する用具と装置は、その機能に応じて適切なものを選定すること。 a. b. 秤量器 反応硬化型の接着剤を調合するのに使用する秤量器は精度 1%以上の精度で最小目盛 0.1g 以下のものとする。 混合容器 接着剤の混合攪拌に使用する容器は原則として十分な洗浄をほどこしたプラスチック製のも のとする。ただし、プラスチック材料は接着剤及び使用溶剤等に対して化学的に安定なもの であること。混合攪拌は、ステンレス・テフロン等のへら等を用いるものとする。 d. 真空脱泡装置 施工前の接着剤を脱泡するのに使用する真空脱泡装置は原則としてガラス製べルジャ付の ものとし、十分な減圧が可能で、かつ油分の逆流の恐れがないものとする。 塗布器 e. 接着剤の塗布器は原則として注射器構造のものとし、先端部は被着体を損傷させない構造 のものとする。 加熱器 c. f. 接着剤を施工した被着体の硬化過程で昇温が必要な場合に使用する加熱器は、原則として 調温可能な温風循環式のオーブンとする。 洗浄用具 局所的溶剤洗浄用綿棒、紙タオル、プラスチック製手袋等の他、被着体の寸法が大きい場合 スプレー洗浄装置等を用いるものとする。 (2) 用具、装置は清浄にして使用すること。 (3) 定期点検が必要な用具、装置について明確にし、これらの点検要領を定め管理すること。例として、 秤量器、真空脱泡装置、加熱器は定期点検、混合用具、塗布用具等は使用前点検の対象とすべ きである。 (4) 装置の校正又は確認の記録を残すこと。 (5) 用具や装置の取扱い・操作について文書化すること。 12 JERG-0-040A 4.5 材料 4.5.1 材料の選定 4.5.1.1 一般 (1) 一般 接着(部品接着固定·ポッティング)及びコンフォーマルコーティングに使用する接着剤等は、原則と して宇宙用として使用実績があるものを優先し、つぎの各要求条件を満足するものを選定しなければな らない。過去の実績·データなどで保証できない材料・工程は、評価試験を実施し保証すること。評価試 験は契約品のミッションに応じ、設計条件を満たすことを示す試験計画、評価を JERG-0-039 及び JERG-0-043 に従い実施すること。 ※有人ステーションなどでは可燃性(難燃性)・オフガス特性、臭気性なども考慮すること。また、可燃 性(難燃性)、オフガス特性などの要求は、契約上の仕様書の規定による。 ① 接着剤等の使用目的 部品、素子の接着固定(放熱を兼ねることもある)。 プリント基板回路全体の腐食防止及び絶縁のためのコンフォーマルコーティング。 筐体内の電子回路全体の耐振性向上及び電気絶縁のための発泡ポッティング(フォーミ ング)。 発熱回路を含む電子部品モジュールの放熱のための熱伝導性注型(キャスティング)。 ② 被着体との適合性 ③ 接着接合部が製造中および使用中にさらされる環境の影響 人工衛星等に用いる接着剤は、機構文書 CR-68805「接着施工技術関連データ集」など で示される低アウトガス性能(T'ML 1.0%以下、CVCM 0.10%以下)の材料を参考にして選 定すること。 ④ 作業性 ⑤ 安全性 (2) 線膨張率の検討 材料の選定においては、原則として硬化後の接着剤等と被施工物との線膨張率に大きな差異がな いように材料を選定するものとするが、接着剤等の線膨張係数の温度に対する変化の非線形性、また 硬化過程中での収縮特性についても十分考慮すること。ただし、種々の制約で線膨張率の差異から発 生する繰返し熱応力が避けられない場合は、予想される寿命期間内の劣化の進行が全体機能に支障 のない範囲にとどまるよう熱環境を低減するか、接着剤等の 適用方法を総合的に検討して最も適切な 方法を設定すること。 13 JERG-0-040A (3) 接着剤等の特性変化 接着施工においては、接着剤等の使用可能期間が数カ月程度と短いものがあることに留意すると共 に、施工後の接着剤が使用環境下で一般的につぎの特性変化を生ずることに対し十分考慮すること。 また、接着剤は固有のガラス転移温度を境として物性が大幅に変化することにも十分配慮すること。 a. 高温下での再硬化もしくは軟化 b. c. d. 低温下での脆化 真空中での脱ガスによる質量減少 放射線及び紫外線による材質変化 e. 低軌道衛星の外表面に使用する接着剤に対しては、原子状酸素の衝突による材料劣化 4.5.1.2 接着剤の選定 電子部品の接着固定に使用する接着剤はつぎの原則に従い選定すること。 (1) 導電性接着剤を除く部品固定用接着剤は低誘電率(体積固有抵抗は 1012Ωcm 以上)であること。 このことは高インピーダンス回路、マイクロ波回路においては特に守らねばならない。低誘電率の 接着剤としてはシリコーン系もしくはウレタン系の接着剤の適用が有利である。 (2) 補修性が要求される用途には柔軟度の高いウレタン系もしくはシリコーン系の接着剤が適用される べきである。 (3) 接着接合部の使用温度範囲内に接着剤の物性が大幅に変化するガラス転移温度が原則として含 まれないこと。やむを得ずガラス転移を伴う可能性がある場合にはその影響を適切に評価すること。 特に高電圧機器の絶縁を目的に接着剤を使用し、ポッティング、キャスティングを行う場合は、誘電 正接(tan δ)が大幅に変化し、誘電体損失による発熱が問題となる。 (4) 溶剤を含むもの及び乳化剤を含むものは、アウトガスが大であるため、使用をできるだけ避けること。 すなわちカタログ等で「100%固体」と表示してあるものを選定すること。また、作業性の改善等のた め溶剤を使用せざるを得ない場合は、アウトガス特性を確認した上で使用すること。なお、アウトガ ス特性が良好として推奨されている接着剤であっても、使用量が過多であると全体として、宇宙用 機器に悪影響を及ぼすため、必要以上に使用しないこと。 (5) 一液性の接着剤で、硬化に大気中の水分を必要とするものは、空気の流れの悪い閉所空間にお いて使用してはならない。 (6) 「万能型」と称される接着剤を安易に使用しないこと。個別の適用箇所には、目的、施工性の面か ら最適な接着剤を選定すること。 (7) 電子回路の腐食等が心配される箇所には、原則として塩類、ハロゲン化物を含む接着剤は使用し てはならない。 (8) ガラス封入部品(ダイオード、サーミスタ等)は、エポキシ樹脂等の硬質材料で直接接着固定、封止 等を行ってはならない。これらは低温下でガラスの割れを生ずる。この様な場合は、透明な軟質スリ ーブ又は軟質のコーティング剤で包んだ上で、接着施工しなければならない。ただし熱収縮チュー ブを用いるときには、加熱及びチューブの収縮による部品の損傷が起こらないよう充分に注意する こと。 (9) 耐放射線性の面からはシリコーン系、エポキシ系、フェノール系、ポリエチレン系、ポリイミド系の接 着剤は良好である。 14 JERG-0-040A (10) 耐紫外線性の面からはポリイミド系、及びシリコーン系はエポキシ系に比して良好である。なお熱光 学特性が問題とされる箇所には、シリコーン系接着剤が紫外線により変色することがあるのでその 影響について十分検討した上で使用すること。 (11) 補修性の要求の少ない部品の接着固定においてはエポキシ系接着剤がウレタン系、シリコーン系 等に比して剛性が大であるが、被着体との線膨張率の差により温度サイクル下で接着層及び部品 の外装に割れを生ずる場合があるので十分評価した上で使用すること。 (12) 極低温特性が要求される箇所にはポリウレタン系もしくはエポキシ系の接着剤のうちから低温脆化 を示さないものを適用すること。 (13) 接着部の物理的もしくは化学的特性を満足させるためアウトガス量の大きな接着剤を使用せざるを 得ない場合には、当該接着剤の施工が終了した後に低アウトガス性能の他の樹脂材料により施工 部を局所的に被覆する必要がある。この施工方法は、アウトガス性能以外の他の要求性能への影 響を十分検討した上で適用すること。 (14) 電子部品等の実装に用いる接着剤は、部品に対する熱の影響を避けるため、できるだけ室温硬化 型の接着剤を使用すること。やむを得ず高温硬化型の接着剤を使用する場合は、部品に許容され る温度範囲、接着接合部各部の線膨張率の差、硬化後の接着接合部の残留応力等について検 討した上で適用すること。 (15) 銀エポキシ材を部品の接着剤として使用する場合、マイグレーションを引き起こす可能性のないよ う部品との適合性を確認すること。 ─── 注 意 ─── ① 接着剤の組成、分子構造の詳細に関する情報は製造メーカのノウハウに属する ことで、一般にユーザに提供されることは少ない。従って一般カタログには記載 されないガラス転移の特性、硬化後の未反応成分の量、熱真空環境下での物 性の変化等が問題となる適用箇所ではユーザが自主的に評価試験を実施する 必要がある。 ② 接着剤の硬化後の線膨張率は一般に温度に対して非線形的に変化するので 電子部品取付部の熱応力の予測を行うには注意が必要である。 ③ 接着剤は一般に硬化時に収縮するため接着層内に引張残留応力を残し、接着 強度が問題となる適用箇所ではこれに対する配慮が必要である。エポキシ系接 着剤は他の接着剤に比して硬化時の体積収縮が小さいことが知られているが、 それでも熱硬化型エポキシ樹脂の収縮率は 5%に及ぶものがある。 15 JERG-0-040A [参考事項] ① 宇宙機器への接着剤の適用例 人工衛星搭載用機器に使用実績のある接着剤はCR-68805等に例示された低アウトガス性能の接 着剤を選定の指針とすることができる。 電子部品の実装における接着施工は接着強度が第一義的に求められる構造接着ではなく、非構造 接着に分類される。各種接着剤の宇宙用としての構造接着及び非構造接着の分野での適用例につい ては図 4-2~図 4-3を参照すること。また、接着剤についてはCAA-114006を参照のこと。接着剤の適用 にあたっては、事前に評価してから使用すること。 ② 粘着テープ 感圧式粘着剤テープ(粘着テープ)としては、熱制御用アルミニウム蒸着カプトンフィルム等が、宇宙 用機器での使用実績があり、良好な性能が示されている。 粘着テープの粘着剤層は一般に増結剤、可塑剤等を含むゴム状高分子材料(天然ゴム、アクリレー ト、アクリルゴム、シリコーンゴム、ブチルゴム等)であるが、粘着層に含まれるガスあるいは発生ガスが熱 真空環境下で外部に放出され、テープが多孔膜構造となっていない場合には大きな気泡によりはがれ が起こる場合がある。このため熱真空環境下での特性を十分検討した上でなければ使用してはならな い。宇宙用の粘着剤はアクリル系及びシリコーン系(特に高温性能が良好)が適している。また、テープ 用樹脂材料としては耐放射線性、高温特性、低温特性の面からポリイミド系、フッ素系(テフロン等)が適 している。また高温箇所にはシリコーン系が適している。ポリビニルクロライド、セルロース、織布等は宇 宙用には使用してはならない。 ─── 注 意 ─── 粘着テープの上に温度センサを接着した状態で機器等に貼付けることは原則として禁止 する。 (注)衛星外表面等の温度環境の厳しい箇所には接着剤で固定した白金センサは 断線 モードの不具合が発生しやすいので、十分な耐性評価が必要である。 16 JERG-0-040A 図 4-2 宇宙用電子機器の実装における接着剤適用例 17 JERG-0-040A 図 4-3 ソーラセルパネルにおける接着剤適用例 18 JERG-0-040A 4.5.1.3 ポッティング剤の選定 (1) ポッティング剤は適用箇所に応じて要求される電気的特性(電気伝導性、RF シールド特性、固有 抵抗、誘電率、絶縁強度、耐コロナ性等)及び物理的特性(熱伝導性、熱膨張率、密度、耐放射線 性、収縮特性)を考慮して選定すること。 (参考)ポッティング剤として入手できるものには軟質のものから剛性の高いものまで、また比重の低いも の(約 0.03)から高いもの(約 2.30)まで各種のものがありエポキシ系、シリコーン系、ポリウレタン系の使 用例が多い。 低密度化を目的とした発泡ポッティング(フォーミング)及びシンタクチックフォーム(ガラスマイクロバ ルーン等を含むもの)も宇宙用に使用される。 (2) ポッティングの施工においては、特に次の事項について設計段階で配慮すること。 a. b. c. d. e. f. g. h. ポッティング部の樹脂層は一般的に肉厚が大であるため内部の温度分布、熱ストレスを適切 に評価した上でポッティング剤の選定を行うこと。 特に発熱素子、機器類を含むもの及び熱サイクル条件がある部分のポッティング施工におい ては重要である。 施工された樹脂の内部応力を小さくするため、容器は鋭角または急激な角度変化のある形状 を避けること。 また、ポッティング剤と容器が剥離しやすい形状を避けること。内部部品材料の形状について も可能な限りこの原則に従うものとする。 ポッティング剤は硬化時の自己発熱が大きいものや収縮率の大きなものは避けること。硬化の ための加熱及び自己発熱による温度上昇は、施工される電子部品類の耐熱温度をこえては ならない。 2液性ポッティング剤の硬化剤中に含まれる触媒のうちには、プリント基板の銅を腐食させるも の(dibutyl-tin―dilaurate 及びアミン硬化剤等)があるので使用には注意が必要である。 部品接着の施工後にポッティングを行うものは、ポッティング剤が接着剤と適合するものを用 いること。 ポッティング剤はアウトガスの大きなものが多いため耐振性能上使用せざるを得ない箇所にの み適用し多用を避けること。 発泡ポッティングは原則としてクローズドセル構造のものを使用すること。オープンセル構造の ものは大気中でポッティングされた機器の腐食の心配が少ない場合に限り使用してよい。 シンタクチックフォームはクローズドセルの発泡ポッティングの代用とすることができる。 i. クローズドセルの発泡ポッティングの気泡中に含まれる CO2、フレオン等のガスは真空中で長 い時間をかけて外部に放出され、一般に有害ではないが、ガスが失われることによる誘電率 の変化が問題になる適用箇所に対しては全体性能に及ぼす影響を検討すること。 j. ポッティング剤は一般的に熱伝導率が小さいので、放熱が目的とされる適用箇所に対しては アルミナ等の充填材を使用して性能を改善することが望ましい。 ポッティング剤は流動性が求められる適用箇所に対しては、15,000CP 以下の粘度のものが作 業上良好であるが、逆にたれ止め等が求められる適用箇所には、乾燥させたシリカ等の充て k. l. m. ん材を加えて性能を改善すること。 ポッティング剤が施工されたモジュール等の内部を運用時に点検することが要求される場合 には、可能な限り透明な材質のものを使用すること。 樹脂の硬化後注型枠を取り除くキャスティング、モールディングにおいては、必要に応じ注型 枠の内面に離型剤等を塗布すること。 19 JERG-0-040A n. シリコーンポッティング剤(SH-1840、2 液混合タイプ)は、接触する材質により接触部分の硬化 が阻止される場合があるので、事前に適合性を確認すること。また、シーリング不良によるポッ ティング剤の漏れ出しがないことを確認できるコンポーネントの構造又は組立手順とすること。 4.5.1.4 コンフォーマルコーティング剤の選定 (1) コンフォーマルコーティング剤は原則として MIL-Ⅰ-46058 に適合するアクリル系・エポキシ系・ポリ ウレタン系・シリコーン系・パラキシリレン系、または、アルキド系・ポリエステル系・ポリイミド系・ポリエ ステルイミド系・ポリベンズイミド系のうちから適用箇所の物理的、電気的特性に適応するものを使 用すること。 ただし、人工衛星用電子機器には、エポキシ系、ポリウレタン系もしくはシリコーン系のもので、アウ トガスの少ないものを使用すること。 (2) 溶剤揮散硬化型のコーティング剤は真空中でのアウトガスが多いため原則として使用してはならな い。 (3) コーティング剤は被施工物との線膨張係数の差が小さいものを選定し、温度サイクル下での割れ 等を防止すること。 (4) 高温で硬化させるコーティング剤は、硬化時の膨張による部品のリードへの応力負荷及び降温後 の残留応力について考慮して選定を行うこと。 (5) 紫外線照査検査を容易にするため、蛍光タイプが望ましい。ただし、光学機器に悪影響を与えるよ うな場合には使用しないこと。 ─── 注 意 ─── 人工衛星用機器には熱真空下での安定性が悪いポリサルファイドは使用してはならない。 20 JERG-0-040A [参考事項] コンフォーマルコーティング剤の一般的比較 最も一般的に用いられているコンフォーマルコーティング剤はMIL-Ⅰ-46058の認定品目表に記載さ れている。網羅されているタイプと特徴は次のとおりである。 AR/アクリル ; 耐溶剤性が悪いためあまり用いられない。 ER/エポキシ ; 硬質であり簡単に再加工することができないため使用が限定されている。 SR/シリコーン ; 結合材料、マーキング材料、及びその他のコーティング剤の接着性を妨げ る汚染物質の発生源となることがしばしばあるため一般的には望ましくない。 このため、シリコーンは特に高温又は低温特性が求められる時、又は、特に 高い耐火性が要求される時にのみ用いる。 UR/ウレタン ; 望ましい特性を合わせ持つため一般的に用いられている。 XY/パラキシリレン ; より優れた環境保護が必要な時に用いられる。 各タイプの利点と欠点を表 4-1 に示す。 21 JERG-0-040A 表 4-1 コンフォーマルコーティングの一般的比較 材 料 アクリル エポキシ シリコーン 利 点 欠 点 溶剤で除去可能 耐溶剤性が不良 光的に安定している 耐温度性が不良 接着性に優れている 硬質性 電気的特性に優れている 再加工が容易でない 高温特性及び低温特性が 接着性不良 優れている 通常はプライマが必要である 軟質 汚染源 難燃性 ウレタン 軟質 処理中の耐湿性が不良 修理可能 靭性 パラキシリレン 4.5.2 環境に対して強い 材料及びプロセスのコストが高い 誘電特性に優れている 通常はプライマが必要である コーティングが一様で薄い 再加工が容易でない ピンホールがない 塗布部分が限定されている 材料の管理 接着剤等の管理は、下記の事項を満足すること。 (1) 使用する接着剤等(以下、硬化剤等を含む)は、受入検査の完了後指定された環境下(冷蔵庫な ど)に保管すること。保管用の容器は密閉しておくこと。なお、冷蔵庫に保管した接着剤等は、空気 中の水蒸気の結露・混入を避けるため、使用環境温度に戻してから開缶すること。 (2) 接着剤等は製造後の保管寿命(シェルフライフ)が3ケ月程度と短いものもあるので確実に管理す ること。 (3) 接着剤等は製造日または受入日、有効期限、ロット番号、保管条件等を記入した管理シ一トやラベ ルを各接着剤容器に貼り付けること。 (4) 接着剤等は吸湿性のものがあるため、極力湿気に晒さないよう保管すること。特に、ウレタン材のイ ソシアネート部は、可能な限り乾燥した窒素雰囲気のもとで保管すること。 (5) 有効期限の切れた接着剤等は、適用仕様書(機構の確認を受けた仕様書)の規定により試験を行 い、許容可能な状態と判明した場合には、保管寿命の 50%以下の範囲で有効期限を延長してよ い。その際は記録を残すこと。 (6) 保管材料の使用順序は、先入れ・先出しを原則とすること。 (7) 接着剤等の保管に係る手順は文書化されていること。 22 JERG-0-040A 4.5.3 4.5.3.1 材料の準備 一般 材料の準備にあたっては下記の事項を遵守しなければならない。 (1) 材料が有効期限内にあることを確認すること。 (2) 1液性材料では、充てん剤等が沈殿していることがあるので、使用前に十分に攪拌すること。 (3) 材料は、1回の施工に必要な量だけ保管庫から取り出すこと。 (4) 冷蔵庫から取り出して間もない材料は、空気中の水蒸気が結露しやすいので注意すること。 (5) 材料は製品容器から混合用の容器に移し、混合作業を行うこと。容器は、ポリエチレン等の不活性 プラスチック製、ガラス製又は金属製のものを使用すること。未混合の成分が残り易い継目のある 容器を使ってはならない。 (6) 混合作業はつぎの場合に実施する。 a. b. 2液性材料 希釈剤による粘度低下が必要な場合 c. d. e. 可塑剤の添加が必要な場合 充てん剤の添加が必要な場合 他の樹脂とブレンドして特性の調整が必要な場合 但し、b~e は技術上の評価なしに宇宙用電子部品の実装には使用してはならない。 4.5.3.2 秤量 混合に必要な各成分(2液性接着剤の場合は主剤と硬化剤)を独立の容器に取り出し、接着剤メー カの推奨する質量で混合できるよう秤量すること。 2液性の場合、調合が正確でないと、残留した未反応成分が特性に影響を及ぼすことがあるので注 意すること。 [参考事項] ① 粘度の高い成分で、秤量が困難な場合にはあらかじめ少し加熱し粘度を下げて秤量するとよい。こ の場合には、その時のポットライフを確認しておく必要がある。 ② 粘度の低い成分の秤量で量の少ない場合は、ピペットを利用するとよい。 4.5.3.3 混合 (1) 秤量した材料の各成分は、混合容器に移した上で混合しなければならない。混合は容器の中で接 着剤の色調が均一になるまで十分に混合すること。混合は空気をできるだけ巻き込まないように注 意して行うこと。 (2) 少量の混合作業については、原則としてステンレス等のへらを用いて作業するものとする。なお、 手混合においては、十分な攪拌が行えるよう1回当りの混合量は 50ml 以下とすることが望ましい。 23 JERG-0-040A [参考事項] 混合不良のため硬化不良が生ずることがある。材料によっては混合後、比重の差により混合容器の 上部と下部で主剤と硬化剤の比率が不均一になることがある。 (3) 容器の縁に付着している接着剤は、混合が不十分である可能性が高いため使用してはならない。 (4) 充てん剤は通常吸湿性があるので、接着剤に添加する前に加熱乾燥すること。 (5) 充てん剤の添加が必要な場合は、最終的な混合を行う前に、吸湿性の低い接着剤の成分に、充 てん剤を予め混合しておくこと。(例:ウレタン系接着剤の場合、充てん剤をポリオールと予め混合し た後にイソシアネートと混合する。) (6) 接着剤の混合手順は、管理票を作成し記録に残すこと。管理票の様式は表 4-2 の例を参考にして 接着(部品接着固定、ポッティング)及びコンフォーマルコーティングについて適宜記録を残すこと。 ─── 注 意 ─── 2液性などの反応型接着剤において主剤と硬化剤の組合せは一通りではなく、主 剤の製造メーカと硬化剤の製造メーカとは異なることもあり、品質保証の方法、入手時 期にも差があり得るので注意すること。 24 JERG-0-040A 表 4-2 「接着(部品接着、ポッティング)及びコーティング」作業・検査記録の例 工事番号 工事件名 名 品 作業要領書番号 図面番号 作業日 作業名 作業番号 使用接着剤名 接着部品 (組合せ・型名・数量) 作業項目 1 接着面の 洗浄、表面処理 接着剤の準備 ①容器の準備 ②容器内の清浄 (ホコリ除去) ③容器の秤量 3 ④接着剤(主剤) の秤量 ⑤接着剤の缶を 密封 ⑥接着剤 (硬化剤)の秤量 ⑦接着剤の 混合、塗布 4 5 硬化 検査 月 作業場所 室温/温度 注意事項 指定された、洗浄や表面処 理を行なう。 異物、ゴミ、油等表面の汚 れがないこと。 ℃/ 内容 日~ 月 日 % 作業者 使用溶剤 洗浄方法 作業完了 材 2 年 日 料 有効期限内であることを 必ず確認し使用する。 25 ・ g g 日 有 時 ・ 時 否 分 無 分 時 分 時 分 責任者 検査 良 分 有効 期限 検査員 責任者 作業 ポリエチレン製ビーカー を使用すること。 溶剤は IPA 等を使用。 容器内側には手脂がつく ので指先で触れないこと。 電子天秤に載せてゼロリ セットをする。 取り出すためのヘラ等は IPA 等で洗浄。 缶の口や蓋の周囲の接着 剤を布でぬぐいとる。 ピペット等で容器内に入 れすぎないようゆっくり と滴下する。 ポットライフ内に作業を 混合開始時刻 終了させること。 【ポットライフ: 分】 真空脱泡 ゆっくりと完全に混ざる まで注意深くヘラで混合 作業完了時間 のこと。 指定された温度及び時間 使用炉の登録番号 で硬化すること。 使用炉の有効期限 【室温で( )h 以上 設定温度 または 硬化開始時刻 炉( )℃で 硬化完了時刻 ( )h 以上】 図面や仕様書等の要求に 外観 合致していること。 その他 年 月 日 総合判定: 時 ロット No. 検査員 JERG-0-040A 4.5.3.4 脱泡 混合後の材料は、真空脱泡装置の中で指定された圧力、時間をかけ脱泡するとよい。脱泡装置は ガラス製ベルジャ付で内部観察が行えるものが好ましい。脱泡中に揮発成分が失われることがあるので 注意すること。 [参考事項] 一般に脱泡条件は133Pa(lmmHg)以下で5~10分とされるがポットライフの1/10の時間と指定され ることもある。 4.5.3.5 ポットライフ 混合後の材料は、各材料カタログ等に記載されたポットライフ(使用可能期間)内に接着施工面に塗 布すること。 [参考事項] ① エポキシ系接着剤のポットライフは4時間程度の長いものから 30 分程度の短いものまで各種類が ある。 代表的な RTV シリコーン系の RTV142 のポットライフは1時間程度である。 ② 希釈剤による粘度調整 一般に希釈は接着剤の接着不良や硬化の遅延、アウトガス量の増加などの原因となるので原則とし て宇宙用では使わないことが望ましいが、次の目的のために希釈せざるを得ない場合がある。 i. 塗布性の改善 ii. スプレー塗布 iii. 浸漬塗布 この場合には、希釈剤は接着メーカ指定のものを使用し、アウトガス等の影響及び希釈剤の被着体 に対する影響についても十分確認した上で、使用すること。 ③ 充てん剤の添加 充てん剤は次の目的で添加される場合がある。 i. 導電性の付与 ii. 接着力の増加 iii. 線膨張係数の調整 iv. 硬度増加 v. 耐熱性の向上 vi. 粘度調整 一般に充てん剤は吸湿性である。そのため、あらかじめ加熱脱水してから混入するようにする。 充てん剤は粒子の表面処理の方法により、混和性、分散性、粘性が異なるので、どのような表面処 理がしてあるか(特に分散性を良くする表面処理がしてあるかどうか)を確認して使用すること。 接着剤への添加方法は、均一になるように攪拌しながら少量ずつ分けて添加すること。 26 JERG-0-040A 4.6 被接着面の前処理 4.6.1 表面処理 (1) 接着強度を要求するクリティカルな部位の接着施工面は、良好な接着力を得るため、図面等の指 定により表面処理を施さなければならない。 表面処理後は接着作業を行うまで、清浄な乾燥した状態で保管すること。乾燥作業から接着作業 までの最大保管時間は、工程仕様書等に規定し、作業手順書等に注記すると共に、時間記録を 残すこと。 (2) 表面処理は被着体の種別に応じて、適切なものを選定すること。表面処理方法の詳細については、 CR-68805「接着施工技術関連データ集」を参考にすること。 [参考事項] ① ポリエチレン樹脂は硫酸―重クロム酸塩溶液処理により表面の濡れ性を改善することができる。こ の処理のあと、接着前に MEK もしくは IPA により表面をふき取る。 ② ポリテトラフルオロエチレン(PTFE、商品名テフロン)及びポリモノクロルトリフルオロエチレン(商品 名 KelF)はナトリウム―ナフタレン―テトラヒドロフラン溶液(金属ナトリウム 23g、ナフタリン 128g、テ トラヒドロフラン1㍑の混合液)処理によりエポキシ樹脂等との濡れ性を改善することができる。 この溶液中に室温で約 15 分間浸漬した後、アセトン中で洗浄し、蒸留水で洗浄する。 接着前には 37±3℃の温風循環式乾燥器中で約1時間乾燥が必要である。 ③ アクリル樹脂は成形時の残留応力と溶剤の同時作用により、接着後ひび割れを生じやすいので、 接着前に被着体をアニールするか、接着後接合物を加湿して残留応力を除去しなければならない。 普通のアクリルの表面処理は不活性溶剤で脱脂すれば十分であるが、化学的に安定な架橋構造 のものや、共重合樹脂は表面の研摩に加えてプライマ塗布が必要である。 ④ 電子部品の中には透明プラスチック絶縁スリーブを有するもの(湿式タンタルコンデンサなど)があ る。 スリーブ材料にはポリエステル(PET 商品名 Mylar)ポリビニリデンフルオライド(PVF2、商品名 Kynar)等があるが、これらは一般に接着性が悪く(Mylar よりは Kynar の方が比較的良好)化学処 理やプライマ塗布が必要な場合がある。 ただしこれらの処理により、スリーブと部品の間に洗浄液等が残留し、除去が困難な場合が生ずる ので注意が必要である。 ⑤ SP 値 樹脂材料の接着においては、被着体と接着剤の溶解性パラメータ(SP)の数値が近いものを選定 することが、親和力の向上を計るための指針となる。同様なことを、被着体の表面処理のための溶 剤の適合性検討においてもあてはめることができる。 詳細については、CR-68805「接着施工技術関連データ集」を参照のこと。 ⑥ 接着剤の耐溶剤性については、ウレタン系、シリコーン系接着剤がエポキシ系に比して低いことが 知られている。 27 JERG-0-040A 4.6.2 洗浄 (1) 接着固定、コーティング、又はポッティングを行う表面に付着したハンダ付けのフラックスやその他 のイオン性物質、塵挨、油及び汚染物は適切な方法で洗浄しなければならない。これらの汚染物 の洗浄が不十分な場合は、接着施工の性能及びプリント基板や電子部品等の機能を低下させる 恐れがある。 洗浄後は充分に乾燥し接着作業を行うまで、清浄な乾燥した状態で保管すること。 (2) モニタ 洗浄が有効か否かは、適切な洗浄手順を行うこと、及び最終的な洗浄工程で新鮮な残余物のない 溶剤を一貫して使うことにかかっている。洗浄が有効であることを保証するために、工程仕様書等 に洗浄液(例えば、蒸気脱脂、超音波洗浄等)のモニタ手順を規定すること。 洗浄用溶剤の清浄度は、化学分析及び(又は)蒸気残留物の測定により試験することが望ましい。 蒸気脱脂の場合、溶剤を一定期間ごとに検査し、疑わしい時は交換すること。 プリント基板上の残留イオン汚染は、 CAA-113005「宇宙用はんだ付け工程標準(JERG-0-039)技術データ集」“参考資料 1 洗浄の有 効性モニタ”によること。 (3) 溶剤とハードウェアの適性 残留フラックスの除去に使用する洗浄用溶剤(アセテート等)はハードウェアの材質によっては表面 を荒らすことがある。シリコーン化合物を含んだ組立品、または予めコーティングを施した組立品は IPA のような穏やかな洗浄溶剤を使い、表面の劣化を極力防止する必要がある。 洗浄の手順はハードウェアに適し、損傷を与えないものでなければならない。 ─── 注 意 ─── ④ 被施工物は、少なくともイオン性溶剤(例、IPA)及び非イオン性溶剤(例、アセト ン)の両方の溶剤で洗浄すること。 ⑤ CFC-113、トリクロロエタン等は、「オゾン層を破壊する物質に関するモントリオー ル議定書」での規制物質であり使用してはならない。 (4) シールしていない部品の保護 シールしていない部品は洗浄溶剤に浸してはならない。これらはシール又はマスキングした後に溶 剤に浸すこと。 (5) 再加工時の洗浄 再加工を行う部分は、再コーティングを行う前に洗浄及び乾燥を行うこと。 (6) 化学洗浄液の希釈及び被着体の水洗に使用する脱イオン水は、最小比抵抗 10kΩ・m を満足す ること。 (7) 化学洗浄の後水洗を実施し、水はじきのないことを確認した被着体は、空気循環式乾燥器中で乾 燥した上で次工程に進むこと。 (8) 溶剤洗浄による電子部品取付部の局所的洗浄には綿棒、紙ガーゼ等を用いて部品を損傷しない よう注意して行うこと。 28 JERG-0-040A 4.6.3 乾燥 乾燥工程は、下記の事項を遵守して実施すること。 (1) 乾燥作業は作業手順書等で指示された温度と時間で乾燥する。乾燥は循環式温風乾燥器等を使 用し、電子機器全体ができるだけ均一な温度条件となるようにして実施すること。 (2) 電子部品が実装されているものの乾燥においては、ドライヤーは局所的に高温になり、部品を痛め る恐れがあるので使用しないこと。 (3) 表面処理を行った面は、清浄な空気中に放置した場合でも時間の経過により汚染されるので、乾 燥後なるべく早く次工程を行うこと。 乾燥作業後、すみやかに次工程が行えない場合にはデシケータ等の中で保管するか、ワックスを 含まない化学的に不活性なポリエチレンバッグ等に封入して保管すること。 (4) 乾燥作業から接着作業までの最大保管時間は、工程仕様書等に規定し、作業手順書等に注記す ると共に、4.5.3.3 項 混合に示す表 4-2 を参考にして時間記録を残すこと。 4.6.4 マスキング (1) コーティングを行わない部分はテープ、カバー又は他の適したマスキング材、道具でマスクすること。 (2) マスキングはコーティングの方法に適したものでなければならない。浸漬法の場合ははけ塗りの場 合より充分なマスキングが必要であり、また、はけ塗りの場合はスプレーの場合より充分なマスキン グが必要である。 (3) パラキシリレン・コーティングのマスキング コーティングを施さない未封入部品又は部分は、パラキシリレンの蒸気が小さな開口部から浸透し ないよう適切なマスキングを行うこと。また、非金属材料の多くは真空中でアウトガス又は汚染物質 を放出するため、使用するマスキング材料は真空に耐えるものでなければならない。 ─── 注 意 ─── コーティングの施工後、マスキングを取り除いた部分に有害な残留物が存在しない よう予防措置を講じなければならない。 4.6.5 プライマ塗布 (1) 接着施工を行う場合、接着剤及び被着体の種類により、必要により洗浄後の表面にプライマの塗 布を行わなければならない。 (2) プライマ塗布は、工程手順等に指示された方法で薄く均一に行うこと。 (3) プライマの再塗布 殆どのプライマは良好な保管状態のもとでの有効期間が規定されている。最初のプライマ塗布の 後、メーカの推奨する時間内に引き続き接着等が行われない場合には、プライマの再塗布を行わ なければならない。プライマの種類によっては表面処理からやり直さなければならない場合がある。 (4) シリコーン系及びパラキシリレン系の接着剤は、通常プライマ塗布により化学的吸着力を増す必要 がある。 29 JERG-0-040A (5) テフロン製部品のポッティングでは、エッチング液による化学的処理にかえてプライマ塗布を行うこ とがある。 (6) エポキシ系接着剤で金属部品を接着する場合、鉄鋼製の被着体は洗浄後直ちにプライマを塗布 すること。また、アルミニウム合金製の被着体は、最大8時間以内に接着しない場合は、洗浄後速 やかにプライマ塗布を行うこと。これは表面研磨、エッチング等により金属表面にできた窪みにとり こまれた空気が接着剤の不完全濡れや腐食を起こす恐れがあるからである。エポキシ系接着剤用 プライマとしては、ビニルポリマを含むもの等が使用できる。 30 JERG-0-040A 4.7 接着(部品接着固定、ポッティング) 4.7.1 被施工物の準備 (1) 前工程の確認 接着作業を施す被着体は、受入後直ちに指示された環境下に保管する。被着体の前工程の完了 状況は図面、検査成績、製造工程記録文書(トラベルタグ)等で確認すること。また、接着加工を施 す個所については作業指示書もしくは製造図面等に従い実物で確認する。 電子部品実装関連の接着においては、接着剤の硬化後は再加工が困難な場合があるので、特に 次の事項について作業前に確認を行うこと。 b. 部品のリード成形、はんだ付けなど前工程での作業が確実に完了していること。 ただし、部品を接着固定したあと、リード線をはんだ付けするものはこの限りではない。 回路検査が完了していること。 c. d. e. はんだ付け部のフラックス除去が完了していること。 部品のリード線に必要なストレスリリーフ処理が施されていること。 スペーサを介し取付けられている片端子部品は、スペーサがしっかり挿入されていること。 a. (2) 表面準備 接着固定を施す被着体の表面には、はんだ付けのフラックス、塵挨、油及び他の汚染物質があっ てはならない。洗浄完了後、必要な表面処理及び図面指示等によりプライマ塗布を行ない乾燥さ せること。 4.7.1.1 ポッティング剤の被施工物の準備 (1) 前工程の確認 被施工物は受入れ後、4.7.1 項に準じて前工程の確認を行なうこと。 (2) 表面準備 a. b. c. 被施工物は IPA もしくはこれと同等の溶剤を使い、4.6.2 項により表面を洗浄する。洗浄には やわらかい動物性ブラシ等を使用する。ナイロンブラシは静電気放電による電子機器組立品 の部品破損の可能性があり、使用しないのが望ましい。 テフロン製の部品等のポッティング(テフロン電線をコネクタに取付ける場合など)は、適当な エッチング液により表面を化学的に処理するか、もしくはプライマ等を塗布すること。 洗浄後の被施工物は図面等で指定された温度、時間の条件で乾燥する。 (3) マスキングの必要なものについては、4.6.4 項に準じて実施すること。 (4) ポッティング剤の混合 接着剤の混合手順を、4.5.3.3 項 混合に示す表 4-2 を参考にして、管理表を作成し記録を残すこ と。 31 JERG-0-040A ─── 注 意 ─── ① 許容されるポッティングは、発泡ポッティング、シンタクチックフォーム及び評価試験で確 認済みのものに限る。 ② フォーミング剤の場合など、混合が許される時聞が30秒~1分と短いものがあるので、注 意すること。 4.7.2 4.7.2.1 接着剤の塗布及びポッティング剤の注入 接着剤の塗布 接着剤の塗布にあたっては下記の事項に留意して実施すること。 (1) 脱泡後の接着剤はできるだけ速やかに被着体に塗布すること。 (2) 塗布方法は被着体の構造、作業条件等に応じてはけ塗り、へら塗り、注射器による注入等のうちか ら最適なものを選定すること。 (3) 塗布方法の選定においては接着層の厚さが均一でできるだけ薄く、また内部に気泡を巻き込まな い施工方法が確立できるよう、事前に施工方法の確認を行うことが好ましい。 (4) はけ塗りの混合は、はけにつける接着剤をできるだけ少なくし、必要により数回塗り重ねて均一な 塗布面が形成できるようにすること。 (5) 注射器を用いて電子機器の部品間などに接着剤を塗布するには、脱泡後の接着剤を注射器に充 てんする際の気泡の巻込みを避け、充てん後静置して安定させてから塗布すること。 (6) 連続して接着剤を塗布する場合は、エアー式のディスペンサを用いると便利なことが多い。 (7) 注射器による塗布の際に被着体に荷重をかける恐れがある場合には図 4-4 に示すようにガイド板 等を用いて注射器の位置を安定させること。接着剤の塗布にあたり、必要に応じ塗布面の周囲に マスキング処理を行うこと。 (8) 使用するマスキングテープ等は容易に剥がすことができ、かつ、粘着剤が残らないか、容易に除去 できるものであること。 (9) 電子機器の部品間などに注入された接着剤などで気泡の巻込みを生じた場合は、可能な限り裁 縫用針などでつぶして硬化前に除去すること。 (10) 注射器による接着剤の注入は数回に分けて実施することが好ましいが、最後に余分な接着剤をへ らなどで除去し、良好なフィレットを成形すること(図 4-5 参照)。へらの形状は目標とするフィレット の形状に応じて選定すること。 (11) 電子部品の実装においては、接着剤の硬化後のフィレット寸法及び形状等は、耐環境性を十分確 認した上で、図 4-6~図 4-14 を目安に塗布条件を決定すること。 [参考事項] 注射器による注入方法は粘性の高い接着剤では困難な場合がある。 接着剤の塗布性を改善するため金属製の被着体を塗布前に予熱しておくことが有効な場合がある。 ただし、予熱の温度は接着剤の硬化性能に悪影響を与えないよう設定すること。 32 JERG-0-040A 4.7.2.2 ポッティング剤の注入 ポッティング剤の注入にあたっては下記の事項に留意して実施すること。 (1) 電子機器モジュール又は筐体内部にポッティング剤を注入する。 キャスティング及びモールディングの場合は成型した容器又は型の中に部品、素子を所定の位置 にセットして、ポッティング剤を注入する。 (2) 注入は充てんする空間が小さい場合は、図 4-15 に示すようにポッティング剤の混合容器から直接 流し込んで支障ないが、注入口、ベントポートが指定された容器内に注入する際は注射器及び必 要に応じ電動式ディスペンサを用いて加圧注入すること。 (3) 注入は気泡の発生を防止するため、高電圧部品のポッティングにおいては、わずかずつステップ に分けて注入し、各ステップで低真空下(667~800pa(5~6mmHg)程度)で脱泡を行う。 (4) ディスペンサを用いて注入を行う場合は、一度ディスペンサの半分くらいまでポッティング剤を充て んし、目視できる気泡を除去した後、残りを充てんすること。加圧注入の必要な高粘度材料は、少 量ずつ空気を巻きこまないことを確認しながら注入すること。 33 JERG-0-040A 4.7.3 オープンタイム 被着体に接着剤を塗布した後に接着する場合、化学反応型接着剤については原則として、速やか に接着しなければならない。ただし溶剤型接着剤を使用する場合で塗布後、所定の時間(オープンタイ ム)、保持して乾燥させ粘着力を調整する必要があるものについては、環境汚染から保護してエージン グすること。 4.7.4 接合 接合にあたっては下記の事項を遵守して実施しなければならない。 (1) 接着剤を塗布した被着体は位置合せを確認した上で接合すること。接合は必要に応じ、あらかじめ 治工具と共に位置合せして接着層の厚み迄チェックすること。 なお、被着体は表裏、順逆、左右等を間違えないようにあらかじめ配置し、作業効率の向上を計る と共に単純ミスを防止すること。 (2) 接合時には接着層内部への異物、空気の混入がないよう作業方法を考慮すること。 (3) 接合により外部にはみ出した余分な接着剤はへら等で除去し、必要によりフィレット成形を行うこと。 4.7.5 加圧 加圧硬化を行う場合には下記の事項を遵守して行わなければならない。 (1) 接合した被着体は硬化期間中加圧保持し、所定の接着層を実現することが一般的に実施されるが、 本作業は電子部品関連の接着では部品本体及びリード線に損傷を与える心配があるため、技術 的に確認された対象部品以外には適用してはならない。 (2) 加圧方法は手圧、ローラ、クランプ等のうちから被着体に適合したものを選定すること。 34 JERG-0-040A ガイド板 図 4-4 注射器による接着剤の塗布 図 4-5 へラを用いたフィレット部の成形 35 JERG-0-040A エポキシ系接着剤などの熱応力を与える可能性のある接着剤はガラス製部品の本体に付着不可 図 4-6 円筒形部品(抵抗器、コンデンサ等)の接着固定 36 JERG-0-040A 図 4-7 平形部品の接着固定(フラットパック IC を除く) 図 4-8 フラットパック IC の接着固定 図 4-9 リード線等の接着固定 37 JERG-0-040A 図 4-10 ねじ・ナット頭の接着固定 38 JERG-0-040A 図 4-11 部品の接着固着 39 JERG-0-040A 図 4-12 連続した部品の接着固着 40 JERG-0-040A プラスチックストラップ プラスチックストラップ等において振動などで線材を傷つける 可能性がある場合は、テープなどで線材を保護すること。 図 4-13 ワイヤハーネスの接着固着 41 JERG-0-040A 図 4-14 振動対策の接着方法 42 JERG-0-040A ─── 注 意 ─── ① 接着剤のフィレット部は外面に向かって滑らかな凹曲面をなすように塗布時に成形する ことが望ましい。特に下図のような施工は禁止とする。 43 JERG-0-040A ② プリント基板にはんだ付けされた部品ではんだ部の割れ防止のためリード線にストレスリリーフ を施してあるものに接着剤(もしくはコンフォーマルコーティング剤)を過大に塗布し、ストレスリ リーフ機能を損う図のような施工は禁止する。 ③ トランジスタなどの片端子部品のプリント基板への実装で部品と取付面との間に線膨張系係数 の高い接着剤(モールド剤)もしくはコーティング剤を充てんすることは、はんだ付部の割れを 生ずるので熱応力を適切に評価した上でなければ採用してはならない。 44 JERG-0-040A ④ 電子部品の接着工程において電子部品組立としての線膨張係数の値が必ずしも明記されて いない場合がある。一例として絶縁塗装形金属被膜抵抗器の底面及び側面にエポキシ系接 着剤で連続フィレットを形成させて固定した場合、軸方向の線膨張係数の差により温度サイク ル試験後にフィレット部及び外装材に割れを生じさせ、抵抗体の損傷を発生させることがある ので注意が必要である。 ⑤ セラミック製 DIP 型部品の底面とプリント基板との間を橋渡しするような接着固定を行なっては ならない。但し、適切な評価をした場合であれば採用してもよい。 ⑥ 固体タンタルコンデンサは、必ずプリント基板等に接着固定すること。 ⑦ ジャンパ線は少なくとも 25mm 毎に固定すべきであり、さらに方向が変わるたびに固定するこ と。 45 JERG-0-040A 型枠(樹脂硬化後除去) キャスティング モジュール容器 ポッティング ベントチューブ 閉空間への加圧注入 図 4-15 ポッティング剤の注入 46 JERG-0-040A 4.7.6 硬化(キュア) 硬化は下記の事項に留意して実施しなければならない。 (1) 接合が完了した被着体は接着剤メーカにより指定された温度、時間(キュアリングタイム)の条件に 従い硬化させること。 (2) 硬化条件は接着剤及び硬化剤等の種別により異なるので硬化工程の詳細な条件設定には十分 に現象を理解し、新規材料を使用する場合は事前に同等な被着体を用いて硬化反応の確認試験 を実施すること。 (3) 加熱硬化型接着剤等で加熱が必要な場合は、温風循環式乾燥器等を用いて次の事項に配慮す ること。 a. b. c. 接着系全体が均一に加熱できること。 昇温、降温は急激に行わないこと。 硬化時に溶剤の揮散、毒性ガスの放出を生ずるものは強制排気式の乾燥器を使用し安全を d. 確保すること。 接着剤は加熱硬化時に一時的に軟化して流動性を持つので、加熱中に接着剤がずれたり離 れたりしないように、あるいは硬化反応によって生じる体積収縮により接着不良を起こすことの 無いように必要に応じ加圧、固定支持等を施すこと。 (4) 室温硬化型接着剤を含め硬化時に自己発熱するものについては、その程度に応じ工程管理を考 慮すること。 ─── 注 意 ─── ① 硬化時の湿度が接着系の特性劣下を生ずることがあるので、室温硬化型接着剤等の 場合は湿度管理も十分行うこと。 ② シリコーン系接着剤の硬化に使用するオーブンを、他の材料の硬化に使用しないこと が望ましい。 4.7.7 エージング 接着・硬化を終了したものに対するエージングにあたっては、下記の事項に留意して実施しなけれ ばならない。 (1) 硬化過程が終了した接着系(接着剤と被着体)は使用までの間、一定環境下に保持し状態調整 (エージング)を行うこと。十分なエージングを行わずに直ちに使用に供することは避けること。 (2) 反応型接着剤は一般にエージングに必要な時間が比較的短く、加熱硬化タイプでは室温にもどし た時にほぼ最終強度に達しているので加熱、冷却時間が事実上エージング時間と考えてよい場合 もある。しかし接着剤メーカから示されている標準硬化条件では一般に硬化反応(架橋反応)は 100%完了しているわけではなく、接着剤によってはエージング期間中に、硬化過程中での未反応 成分の反応等が行われるものがあるので、個別に検討した上でエージング条件を設定すること。 47 JERG-0-040A (3) 溶剤揮散型接着剤では取扱い可能な強度に達するのに数時間から数日を要し、最大強度に到達 するのは被着剤の種類、接着面積、接着剤の種類、接着剤層の厚さ、接着方法、環境条件等によ り更に多くの日数を要するので個別に検討すること。 (4) エージング条件ついては、一般的に接着剤のカタログ及び文献等では、硬化条件ほどには推奨値 が明記されていなかったり、硬化条件と一括で表現されていたりする。そのためユーザが経験上か ら、自主的に条件設定をせざるを得ない場合もあるため注意が必要である。 (5) エージング期間中は環境を指定された条件に保持すると共に外力、汚染等から保護すること。 48 JERG-0-040A 4.8 コンフォーマルコーティング 4.8.1 被施工物の準備 (1) 前工程の確認 被施工物は受入れ後、 4.7.1 項に準じて前工程の確認を行うこと。 (2) 表面準備 b. c. コンフォーマルコーティングを施す被施工物の表面は、IPA 又はこれと同等の溶剤を用いて 洗浄する。洗浄には柔らかいはけ等を使用する。 洗浄後の被施工物は図面等で指定された温度、時間の条件で乾燥する。 被施工物は下記の部分をマスキングすること。 ① 電気部品の調整部分 ② ネジ、ネジ穴、軸受等、機械的かん合部 ③ 端子、コネクタ等、コーティング後、はんだ付を行う部分 ④ その他、図面指定部分 a. 4.8.2 コーティング剤の準備 (1) コーティング剤の準備は、4.5.3 項に準じて作業すること。 (2) コーティング剤の施工改善のため希釈剤を使用せざるを得ない場合、使用量は図面等で指定され た限度を超えてはならない。 (3) コーティング膜の検査のため蛍光剤等を添加する場合には図面等で指定された量によること。 (4) 混合後のコーティング剤は、必要に応じて真空脱泡装置内で脱泡する。 (5) 接着剤の混合手順は、4.5.3.3 項 混合に示す管理表を作成し記録に残すこと。管理表の様式は 表 4-2 の例を参考にすること。 4.8.3 コーティング剤の塗布 (1) コンフォーマルコーティングは過度のフィレット又は流れがなく、施工面を充分にカバーできる方法 で行うこと。 (2) コーティング剤の塗布は、次のいずれかの方法(又はこれらを組み合わせたもの)により行うこと。 a. b. スプレー方式 はけ塗り方式 c. d. 浸漬方式 真空蒸着方式 [参考事項] コーティング方法の主な利点と欠点を表 4-3 に示す。 49 JERG-0-040A 表 4-3 コンフォーマルコーティングプロセスの一般的比較 方 式 スプレー方式 利 点 欠 高速かつ安価 凹凸部のコーティングが容易 はけ塗り方式 局所塗布用 浸漬方式 優れた被覆 組合せ方式 優れた被覆 点 部品及びリード線の下側の被覆が困難 速度が遅くかつ単調 被覆がむらになる フィレット及び膜厚が厚くなる 材料にむだが生じる 処理時間と処理コストが増大する (3) スプレー方式 a. スプレー方式では、原則として乾燥エアーを用いた圧力ガンディスペンサを使用するものとす b. る。 圧力ガンディスペンサのカートリッジへのコーティング剤の充てんは、原則として、ステンレス 鋼製のへら等を用いて、気泡が混入しないよう注意して実施すること。 c. スプレー塗布は、プリント基板等の被施工面を水平に設置し、30~40cm 離れた位置からコー ティング剤を薄く均一に散布すること。原則として、上下方向 45 度の角度で4方向から行う。 なお、乾燥後必要に応じて塗布をくり返し、所定の厚さの塗布膜を形成してよい。(図 4-16 参 照) d. シリコーンのスプレー作業及び混合作業は、他のコーティング剤の作業場から離れた場所で 行うこと。 スプレーに適したコーティング剤の粘度を維持するよう注意深く観察すること。必要に応じ溶 e. 剤を追加して粘度を管理すること。 50 JERG-0-040A 図 4-16 スプレー塗布 (4) はけ塗り方式 ぶた毛等の柔らかいはけを用いて施工面に塗布すること。この際、はけにつけるコーティング剤は 可能な限り少量にし、薄い塗装膜を形成すること。なお、乾燥後必要に応じて塗布をくり返し、所定 の厚さの塗装膜を形成してよい。 (5) 浸漬方式 浸漬方式ではプリント基板等被施工物全体をコーティング剤の槽中に浸してから取り出し、液切り を行うこと。液切りは被施工物をスピンナに設置し、遠心力で不要なコーティング剤を除去してもよ いが、回転速度等は実装された部品類に悪影響を生じないことを検討して設定すること。 (6) 真空蒸着方式 パラキシリレン系のコーティングは専用の真空蒸着室を用いて行うものとする。この場合、コーティ ングは薄く一様で、フィレットが無いものとする。 (7) 過度のフィレットが生じた場合には、柔らかいはけで余分な材料を取り払うこと。フィレットが適切か 否かはコーティング剤の柔かさ及び厚さ、被施工物の形態などを考慮して決定すること。 51 JERG-0-040A (8) コンフォーマルコーティングは、コーティング層の厚さ方向の温度勾配による割れを防止するため、 できる限り薄く施工すること。 電子機器のプリント基板回路へのコンフォーマルコーティングの厚さについては、原則として表 4-4 に従うこと。 ─── 注 意 ─── ① コーティング剤の塗布を数回重ねて施工する場合は各層の塗布完了後、乾燥した後に 次の塗布を行うこと。 ② 塗布されたコーティング剤は表面が滑らかで厚さが均一であること。また、塗りもれ、クレ ータ、ピンホール、0.8mm 以上の気泡等があってはならない。 塗りもれ、クレータ等は、局所的はけ塗りによりタッチアップし、ピンホール、気泡等は裁 縫針でつぶすなどして除去すること。 蛍光剤を含むコーティング剤中の気泡検査には指定された紫外線ランプを使用するこ と。 ③ プリント基板回路にコンフォーマルコーティングを行う場合は、電子部品のリードのストレ スリリーフを拘束しないよう施工すること。特に、固体ガラスやセラミック製の部品には注 意が必要である。 ④ セラミック製の DIP 型部品とプリント基板の間を橋わたしするようなコーティングを行って はならない。但し、適切な評価をした場合であれば採用してもよい。 ⑤ 蛍光性成分を含んだコーティング剤を、光学機器の近くで使用してはならない。 52 JERG-0-040A 表 4-4 コンフォーマルコーティング厚さ コーティング材料 厚さ アクリル系樹脂 0.03~0.13mm エポキシ系樹脂 ポリウレタン系樹脂 シリコーン系樹脂 0.05~0.20mm パラキシリレン系樹脂 0.01~0.05mm ただし、厚さは、プリント基板の平らな部分での値を示し、部品等の局所的フィレットについては、この 値を超えても良い。 4.8.4 硬化 (1) 硬化は 4.7.6 項に準じて指定された温度、圧力の条件下で実施すること。 (2) マスキング処理を施したものは硬化後除去すること。 ─── 注 意 ─── ① シリコーン系コーティング剤を硬化する場合には、次の物質による汚染が無いよう注意すること。 ・硫黄 ・アミン及び他の窒素を含む溶剤 ・硫黄を含む化学溶剤 ・酸類(通常、有機酸) ・室温加硫型シリコーンゴムの触媒 ② シリコーン系コーティング剤の硬化に使用するオーブンを、他の材料の硬化に使用しないことが 望ましい 4.8.5 エージング 4.7.7 項に準じて実施する。 4.8.6 4.8.6.1 リワーク リワークの定義(完全硬化後に実施する手直し) リワークした場合は、記録を残すこと。また、修理方法ならびに回数の制限等は、予め規定を設ける こと。修理は、4.8.6.2 項ならびに 4.8.6.3 項を参考にして定めること。なお、この方法は部品等の接着固 定の修理にも適用可能である。 4.8.6.2 ポリウレタン系及びシリコーン系のコーティングの修理 (1) 適切なカッタ(基板や部品に傷を付けないもの)を使って、除去すべきコーティング膜部分やその 周囲のコーティング膜を切る。 (2) ペンシル型吸引器を有する真空掃除機で吸い取りながら、コーティング膜をはがす。 53 JERG-0-040A (3) 適切な溶剤によって、除去部を清掃する。溶剤の使用量はできるだけ少なくし、残っているコーティ ング膜の切断部から溶剤が基板との隙聞に入らないようにする。 (4) 正規のコーティング方法により、除去部のみをコーティングする。 4.8.6.3 エポキシ系のコーティングの修理 (1) コーティング膜を除去すべき箇所の、部品の形状に適した局所加熱器(サーマルパーティングチッ プ)を準備する。 (2) 適切な温度と、加圧力で、加熱器をコーティング膜に押し付けると、コーティング膜は柔くなり、次第 に粒状になってくる。チップ温度はコーティング膜を焦がさないように、コントロールすること。 (3) 基板や部品に直接触れること無しに徐々にコーティング膜を除去して行く。はんだ付け部のはんだ を再溶融してはいけない。なるべく、部品のリード線の周囲から除去を開始する。この際、ペンシル 型吸引器と剛毛のブラシを使って基板や部品を傷付けることなく、作業すること。(図 4-17 参照)。 (4) 部品交換時等は、部品周囲のコーティング剤を十分に除去してから、最後に部品本体をはんだご て等により加熱してから、持上げて取り外す。 ペンシル型吸引器 局所加熱器 図 4-17 修理作業時のコーティング除去の例 54 JERG-0-040A 4.9 被施工物の保管及び取扱い (1) 施工前の被着体表面を素手で触れないこと。触れてしまった場合は洗浄すること。また、洗浄及び それ以降の各工程においては、プラスチック製等のけばの無い手袋を使って被施工物を取扱うこと。 (2) 接着施工中及び施工済みのプリント基板等は、保管・取扱い中に損傷、異物混入及び汚染等を受 けることがないよう、適切な予防手段を講じること。 (3) 接着、コーティングが完了した被着体は、必要に応じ IPA で表面をふき取り、清浄度を維持し本体 を保護して、ポリエチレン袋等で包装し次工程に送ること。 55 JERG-0-040A 5. 品質保証条項 5.1 一般 (1) 契約の相手方は、品質適合検査として工程の適切な時期に下記に示す検査を行い、必要な記録 を残すこと。また、合否判定基準を図面・工作仕様書などに明確に定義するものとする。 a. 受入検査 b. c. d. 施工前検査 工程内検査 施工後検査 (2) 接着、コンフォーマルコーティングの合否判定基準を、工程仕様書等に規定すること。 (3) 受入検査 接着剤等の受入時には、納入された接着剤等が購入仕様書のとおりか否かを受入検査で確認し、 その記録を残すこと。受入検査における確認項目の例を次に示す。 a. b. 接着剤等の名称、型名、数量 製造ロット番号 c. d. 接着剤等の有効期限 接着剤等の貯蔵・保管条件 (4) 施工前検査 接着剤等は一定の有効期限を有しており、またこの有効期限内であっても貯蔵・保管状態により物 性変化を起こしやすい。このため接着作業に先立ち、接着剤等の有効期限及び貯蔵・保管状態を 確認し、その記録を残すこと。 施工前検査における確認項目の例を次に示す。 a. b. c. 接着剤等の有効期限 接着剤等の貯蔵・保管状態 接着剤等の外観(色、性状等) また施工前に使用する用具が指示されたとおりであり、清浄に管理されたものであることを確認し、そ の記録を残すこと。 56 JERG-0-040A (5) 工程内検査 接着面の洗浄状態、接着剤等の混合状態及び硬化状態が規定どおりであることを確認し、その記 録を必要に応じて残すこと。接着剤等の硬化状態が目視雄認できない場合は、同一の混合及びキ ュアを行ったサンプルを作成し確認すること。 工程内検査における確認項目の例を次に示す。 a. b. c. 接着面の洗浄状態(乾燥条件を含む) 接着剤等の混合状態(真空脱泡条件を含む) 接着剤等の硬化状態(オーブン、エージング等の時間を含む) (6) 施工後検査 接着作業後の接着組立品の完成検査として、作業記録記載内容の確認、接着組立品の検査を行 ない、記録を残すこと。 施工後検査における確認項目の例を次に示す。 a. b. c. 施工前検査及び工程内検査の記録内容 接着組立品の外観・寸法(フィレットサイズ、気泡の混入の有無等) 組立品の特性確認試験(特に指定された場合) (7) 製造及び検査に係る各種仕様、手順は文書化されており、本規格の要求事項と整合がとられてい ること。又、必要に応じ限度見本を用意すること。 (8) 検査は適切な工程で行い、かつ全箇所を目視により確認すること。 (9) 作業者及び検査員は 4.2 項に示す認定条件に合格すること。 (10) 製造条件を満たした作業記録や検査記録を総合的に審査・確認する保証体制を用意すること。 5.2 検査記録 (1) 接着作業の各段階における検査の結果は、検査実施の証拠として、また作業完了後の追跡調査 等に利用するために記録として残しておくこと。 (2) 検査記録は、4.5.3.3 項 混合に示す表 4-2 に示す例を参考にして適宜定めること。 57 JERG-0-040A 5.3 接着(部品接着・ポッティング)の検査 5.3.1 接着の検査方法 (1) ワークマンシップの要求は 4~10 倍の拡大鏡で目視検査により確認すること。 また、必要に応じ、より高倍率のもので疑わしい異常又は欠陥を検査すること。 (2) 接着剤の粘り気及び密着性は、けばのない手袋又は指サックを使い、指を軽く押しつけて検査す ること。 (3) 接着剤の固さの測定要求がある場合、ASTM D 2240 により測定すること。 5.3.2 接着の合否判定基準 (1) 硬化後の接着剤が円筒形部品上にフィレットを形成するか、又は平滑な合わせ面からはみ出す形 になっていること。未接着部及びフィレット又ははみだし部における欠落の長さが、接着面やフィレ ット全長の 10%未満なら合格とする。 (2) 硬化後の接着剤は粘り気がなく、所定の硬度があること。 (3) 接着剤には 4~10 倍の拡大鏡で確認できる汚染物がないこと。 (4) 接着剤は被着体によく付着していること。 (5) 部品のリード線や導線に設けたストレスリリーフ部に接着剤が付着していないこと。 また、セラミック製の DIP 型部品の底面とプリント基板の間を橋わたししていないこと。但し、適切な 評価をした場合であれば採用してもよい。 (6) 剛性の高い接着剤が、保護されていないガラス製部品に直接付着していないこと。 (7) 外観・寸法等の合格基準は、4.7.2.1(11)項によること。 5.4 コンフォーマルコーティングの検査 5.4.1 コーティングの検査方法 (1) ワークマンシップ及び密着性についての要求は、4~10 倍の拡大鏡で目視検査により確認すること。 また必要に応じ、より高倍率のもので疑わしい異常又は欠陥を検査すること。 (2) コーティングの範囲や位置は、目視検査で確認すること。適切な光度をもつブラックライトを使い、 蛍光部と未コーティング部を比較すること。 (3) コーティング膜厚は、マイクロメータ又は他の工具を用いてプリント基板等の平らな面上で測定する こと。 (4) コーティング剤の密着性及び固さは、けばのない手袋又は指サックを使い、指を軽く押しつけて検 査すること。 58 JERG-0-040A ─── 注 意 ─── 紫外線検査用光源からのブラックライトの強さは、主にフィルタの変色、ランプの効率低下及 び反射鏡の汚れが原因で時間とともに低下する。光源の照度効率を保証するために、ブラックラ イト光度又はコーティング単位面積当たりの光エネルギーを定期的にモニターし、十分なコントラ ストが得られることを確認すること。新しい光源は使用前に定められた距離において照度をチェッ クすること。 この点検は、適切な周波数範囲の紫外線フィルタを用いた白色光度計またはブラックライト測 定用の市販の光度計で行う。光源は寿命期間中、定期的にチェックし、読みが予め設定した割 合まで減少した場合には廃却すること。 蛍光物質は紫外線周波数範囲によって感度が異なるため、フィルタの選定が極めて重要であ る。コーティング剤に添加する蛍光物質は、ブラックライトの波長が長いもの(335 から 380nm)ほ ど感度が高いものが多い。 5.4.2 工程管理用試験片の準備 コーティング剤の新しいロット又は新たな混合物を準備した場合は、板状の試片(スクラップのプリント 基板等が好ましい)に通常のコーティング作業と同ーのコーティングを行った工程管理用試験片を作成 しておくこと。この試験片は生産品のボードを破壊もしくは破損せずに試験又は分析を実施する必要が あるときに使用すること。 5.4.3 コーティングの合否判定基準 (1) コンフォーマルコーティングを行ったプリント基板等は次のワークマンシップ特性を満足していること。 a. b. c. d. コーティングは色及び肌合が一様であること。 コーティングの表面は指触時に粘り気がなく、全面が硬化していること。 コーティングは連続しており、滑らかで波打ちのないこと。 コーティングは塗布した全域に付着していること。 e. コーティング膜厚は規定範囲内にあり、一様で部品の周囲等に余分な盛り上がりがないこと。 また、過度の流れがないこと。 コーティングは製造図面等で規定された全域をカバーしていること。また、指定領域外に付着 f. していないこと。 (2) 0.8mm 以上の泡、又は導線間の距離の 50%以上にわたって橋渡しする泡がないこと。 (3) コーティングには、4~10 倍の拡大鏡で確認できる異物又は汚染物質がないこと。 59 JERG-0-040A (4) 部品のリード線や導線に設けたストレスリリーフ部に過度のコーティング剤が付着し、ストレスリリー フの効果を損なうことがあってはならない。また、セラミック製の DIP 型部品の底面とプリント基板の 間を橋渡ししていないこと。但し、適切な評価をした場合であれば採用してもよい。 (5) コーティングに焦げた部分がないこと。 (6) コーティングに導体面をむきだしにする引掻き傷がないこと。 (7) 合否判定基準は図 5-1~図 5-4 によること。 60 JERG-0-040A 合格 全体が均一に覆われており、 目視可能な泡がない。 合格限度 小さな泡がある。 但し、導体間を橋渡ししたり、 導体表面を露出させていない。 不合格 大きな泡があり、 導体間を橋渡ししている。 図 5-1 コンフォーマルコーティング合否判定基準 (泡の判定) 61 JERG-0-040A 合格 欠陥がない。 合格限度 引っかき傷があるが、 導体部分は露出していない。 不合格 引っかき傷によって 導体部分が露出している。 図 5-2 コンフォーマルコーティング合否判定基準 (引っかき傷の判定) 62 JERG-0-040A 合格 外観及び膜厚が均一であり部品やプリント 基板への付着が良好である。紫外線の下 で均一に蛍光している。 合格限度 コーティングの厚さにある程度のバラツキ がある。導体部分以外の所に僅かな盛り 上がりがある。 不合格 過度の盛り上がり及びはがれがあり、部品 表面の清掃不良もしくはコーティングの厚 すぎを示している。 導体部の盛り上がりは許されない。 図 5-3 コンフォーマルコーティング合否判定基準 (外観、盛り上がり及びはがれの判定) 【作業目標】 コンフォーマルコーティングは、ランド、構成部品又は導電性の表面をブリッジする基板表面からの 剥がれを示していないのが望ましい。コーティングは濡れ不良がなく、気泡、波状、魚の目状、又は、あ ばたのないことが望ましい。さらに、コーティングに異物が含まれていないのが望ましい。 63 JERG-0-040A 合格 完全に硬化し、均一である。 組立図面に規定された部分のみが被覆されている。 コーティングの組立作業や気密特性に影響する膨れや、 剥がれがない。 粉状、剥離、非密着面がない。 構成部品導体、印刷基板導体(接地面含む)ま たは、他の導体を露出したり、設計要求の電気的間隔を 阻害する気泡、又は異物がない。 合格 魚の目状:コンフォーマルコーティングはマスキング近傍 に密着不良があってもよい。ボイドによる、回路導体の露 出、ランドのブリッジ又は回路導体表面への接近がない のが望ましい。コーティングは若干の濡れ不良による波 状、魚の目状、あばた又は異物を示してもよい。 異物が、ランド、又は導体表面間の間隔の 25%を越 えて狭めないのが望ましい。 不合格 異物が構成部品、ランド又は導体表面間の領域の最少 設計間隔を超えて狭めている。 図 5-4 コンフォーマルコーティング合否判定基準 (塗布範囲、欠損) 64 JERG-0-040A 付録I 用語の定義 本規格で使用している用語の定義は下記の通りである。 あ アウトガス 物質が高真空及び高温にさらされたとき、物質の表面及び内面から水(水蒸気)、 炭酸ガス、酸素、水素、窒素等の気体が放出する現象、またはその気体。アウトガ ス量は一般的には次の数値で表現される。 (1) TML:(Total Mass Loss の略)質量損失比 試験前試料質量-試験後試料質量 ×100(%) 試験前試料質量 (2) CVCM:(Collected Volatile Condensable Materialの略) 再擬縮物質量比 試験後コレクタプレート質量-試験前コレクタプレート質量 ×100(%) 試験前試料質量 (3) WVR:(Water Vapor Regainedの略)再吸水量比 吸湿後試料質量*-試験後試料質量 ×100(%) 試験前試料質量 *23±1℃ 50%RHの環境に 24Hさらした後の質量 アプリケータ 接着剤の塗布機器の総称で電動ポンプ式ガス圧送式、手動式マイクロシリンダ方 式等各種のものがある。 アニーリング 熱又は機械的な応力によって生じた、成形品の内部ひずみを除去するために、適 当な温度に保持した後徐冷する操作をいう。 IPA イソプロピルアルコールの略 RTV 接着剤 RTV は ROOM TEMPERATURE VULCANIZING の略で直訳すれば「室温加硫 型」の接着剤を意味するが、実際上は特に室温硬化型のシリコーン系接着剤に対 しこの略語が使われる場合が多い。 I-1 JERG-0-040A ウレタン系 ウレタン結合(-NHCO2-)を有する接着剤で、原料の種別によって広範囲の特性が 接着剤 得られる。宇宙用としては低温特性が優れている理由から使用されることが多い。 エージング 接着接合部の性質を向上させるために一定条件下に放置すること。熟成又は養生 ともいう。 エポキシ系 接着剤 エポキシ結合( C-C O )を2個以上有する接着剤で各種硬化剤との組合せ及び 各種樹脂との混合による変性が可能であるため応用面が広い。 MEK メチルエチルケトンの略 SP 値 容解性パラメータを参照 オープンタイム 接着剤を被着材に塗布してから張り合わせるまでの可能時間。 オフガス 液体又は固体から種々のガス生成物が放出する現象またはその気体。 有人宇宙航行体では、滞空時間に応じたオフガス最大許容濃度(MAC)を定め、 人体の保護を図っている。 OSR OPTICAL SOLAR REFLECTOR の略で太陽光反射素子をあらわす。 人工衛星の熱制御に用いられる。 か 架橋反応 鎖上の高分子間に橋をかけるように結合する反応で、この反応により高分子は網目 構造を形成し、硬くて耐熱性にすぐれた物質となる。 可塑材 接着剤に配合してガラス転移点や融点を低下させ、可とう性を付与する物質。 ガラス転移温度 ガラス状態にある物質の物理的性質(例えば、比熱、膨張率、圧縮率など)が、ある 温度範囲のところで急激に変化する現象。ただし、その物質固有の内部エネルギ ー、エントロピーなどは変化しない。転移温度より高温では性質が液体に近く、低温 では固体に近い。 I-2 JERG-0-040A キャスティング 型の中に部品・素子を所定の位置にセットし、樹脂を注入し、硬化させた後、注型 枠を取除く工程。モールディングともいう。 キュアリングタイ 熱硬化性樹脂を加熱し、または触媒を添加して硬化が始まってから所定の硬化度 ム に達するまでの時間をいう。 継続工程 製品の製造上既に実績のある工程であり、(1)作業従事者(検査者を含む)、(2)設 備、(3)工程(作業手順・方法)及び(4)使用材料 が全て設定又は固定されている ものをいう。 コンフォーマルコ プリント基板等の部品実装後に防湿等を目的として非導電性の薄い保護コーティン ーティング グを塗布する工程。 さ 再加工 物品及び材料を図面、仕様書等の要求に適合させるために行う再工程を言う。不 具合物品を利用可能な状態にする修理とは区別して扱われる。 シリコーン系接着 主鎖にケイ素と酸素の結合をもった接着剤で電気特性、温度特性に優れている。 剤 特に広範囲の温度に使えるため、太陽電池セル等の接着に使用される。 新規工程 新規に開発する工程であり、(1)作業従事者(検査者を含む。)、(2)設備、(3)工程 (作業手順・方法)又は(4)使用材料のいずれかが設定又は固定されていない工程 をいう。 シン タクチ ックフ 樹脂材料中に微細な中空球状粒子(ガラスマイクロバルーンなど)を分散させた泡 ォーム 状物質で真生発泡剤と区別される。 ストレスリリーフ 応力除去をいい、温度変化にともなう熱応力によって発生する歪みを緩和するため に、電子部品のリード線等に施される。 接着固定 接着剤によって部品又は構成品をプリント基板や電子組立品に接着し固定する工 程。ステーキング(Staking)ともいう。 I-3 JERG-0-040A た 低軌道衛星 一般に軌道の高度が 300~500km の人工衛星を称する。 ディスペンサ 接着剤の注液器。アプリケータ参照。 な 濡れ性 液体と固体が接触したときの互いの親和度をあらわす。 粘度 流体のせん断力とせん断ひずみ速度の比。粘性係数は接線方向に加えられたせ ん断応力とその結果生じた速度勾配との比。1cm2 当たり 1dyne のせん断応力が加 えられたとき、1cm/sec2 の速度勾配が現れる物質の粘性係数を 1P(Poise;ポワズ)と 表し、その 100 分の l を 1CP と表す。 は Pa 国際単位系(SI 単位系)において圧力の大きさを表す単位。 lPa = 1N/m2 PET ポリエチレンテレフタレートの略、ポリエステルの一種。PETP ともいう。 PTFE ポリテトラフルオロエチレンの略。 PVF2 ポリビニリデンフルオライドの略。 フィレット 二つの被着材の接合点に生じる角又は隙間を満たす接着剤部分。 プライマ 接合の耐久性を改良するために、接着剤を塗布する前にあらかじめ物体の表面に 塗布するコーティング。被着材と接着剤又はシーリング材との接着性を向上させる ために、あらかじめ被着材表面に塗布する下地処理材料。 プリベーク 接着施工前に被着体をあらかじめ加熱すること。 保管期限 接着剤等が製造後に作業性、接着性などの基本特性を保持できる期間。 シェルフライフともいう。 ホットメルト接着 溶融状態で塗布し、冷えると固まって接着する接着剤。 剤 I-4 JERG-0-040A ポッティング 成型したケースの中に部品、素子を所定の位置にセットし、樹脂を注入し、硬化さ せること。一般に、成型したケースはそのまま用いる。 ポットライフ 触媒、溶剤または他の配合成分を混合した接着剤が使用に適当な状態を保持する 時間。 ま モジュール 電子回路部分をー構成単位としてまとめたもの。 モールド キャスティングを参照。 や 誘電正接 誘電体に交流電圧を加えたときに流れる電流が電圧より進む角は、誘電損のため (tanδ) に π/2 rad よりわずかに小さくなり、π/2 - δ [rad]で表される。この場合、tanδを誘電 正接といい、この値は誘電体の種類によって決まるので、同ーの使用条件における 誘電損の大小を知るために目やすとして用いられる。 誘電率 単位電界において、単位体積中に蓄積される静電エネルギーの大きさの程度を示 すもので、コンデンサーに誘電体を入れたときの静電容量と空気を入れたときの静 電容量との比を表し、記号はεで表す。 溶解性 パラメータ 液体又は固体集団の凝集力の一つの表現方法で、この数値が近いもの同士は親 和力が大きく、よく濡れる。すなわち接着力が大である。略して SP 値ともいう。 I-5
© Copyright 2026 Paperzz