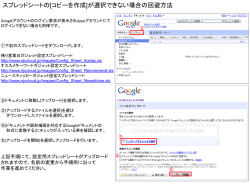
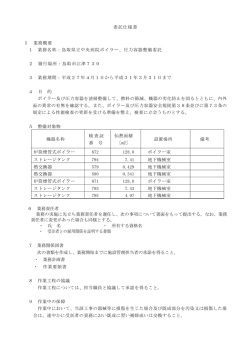
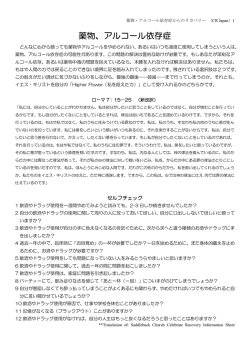
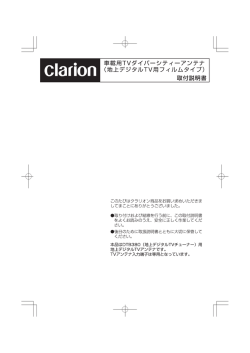
第2回次世代自動車公開シンポジウム「超軽量化技術の深化をめざして」 住友軽金属工業株式会社 Sumitomo Light Metal Ind., LTD. 熊谷正樹 Masaki KUMAGAI 出典:日本アルミニウム協会統計 自動車 1130千トン 34.8% 出典:日本アルミニウム協会統計 自動車におけるアルミ使用量の拡大 日本 Kg/台 北米 欧州 144 150 122 117 119 96 89 100 75 61 51 50 0 1990 2000 2010 1990 2000 2010 出典 : DUCKER社(2002年調査) 1990 2000 2010 乗用車1台あたりのアルミニウムの使用量(EU) A8 546 kg アルミ使用量︵台当たり︶ 300 kg A2 258 kg advanced use in BiW 250 200 A4 190 kg A6 170kg 150 only hoods, motor/ chassis and interior from aluminium 100 50 0 1990 1995 2000 2005 2010 2015 Automotive Aluminium Recycling published by European Aluminium Associacion 温暖化ガス削減(CO2) 排ガス規制(SOx、NOx、PM) 燃費改善急務 安全基準強化 (衝突安全性) 操縦安定性向上 (快適性の追求) 安全装置搭載 電子機器搭載 自動車質量増大要因 車体構造改善のひとつとして 「軽量化」が必要 CO2排出量規制強化 「わが国の乗用車の10・15モード走行時CO2排出量」 EU規制 2015年までに販売する新型車の平均CO2 排出量を130g/km※にする ※130g/kmは18.2km/ℓに相当 米国規制 2016年までに燃費を全車種平均で 4割以上の向上を義務付け ●現行25mile/gal ⇒ 35.5mile/gal 【目標燃費】 一般乗用車 : 39mile/gal(17km/ℓ) SUV、ミニバン: 30mile/gal(13km/ℓ) 日本 ガソリンハイブリッドの実績 出典:『国土交通省自動車燃費一覧(平成21年3月版)』 2015年度の乗用車の燃費を平均で 16.8km/ℓに義務付け 出典「2009年版ものづくり白書」 アルミ化のポイント 1)運動性能の向上 車の運動性能を飛躍的に向上する一つの手段として、オールアルミボデーが採用されて いる。オールアルミボデーは、コストアップを吸収できる最高級車のAudi A8、Jaguar XJ やスポーツ車のBMW Z8、Ferrari 360、Aston Martin Vanquish 等から採用が始まった。 車重がアルミ車体で大幅に軽量化できるとエンジンやトランスミッション等も小型化でき、 2次的な軽量化も相乗効果として期待できる。 Jaguar XJ (接着とリベットで接合) Aston Martin Vanquish 新型プリウス外板への採用部位 フード バックドア 自動車用アルミ材の 自動車用アルミ材の 出荷量比率 出荷量比率 (H21年度当社実績) (H21年度当社実績) 【自動車用板材】 【自動車用板材】 その他 その他 46% 46% 熱交換器 熱交換器 54% 54% 【自動車用押出材】 【自動車用押出材】 その他 その他 34% 34% 熱交換器 熱交換器 66% 66% アルミ溶接サブフレームの例 (日産スカイライン) アルミニウム車体への レーザ溶接適用 半導体 レーザ溶接 Audi A2スペースフレーム Audi A6 ドア ハイブリッドスペースフレーム (2006 アウディTTクーペ) 押出材や鋳物を使って 部品点数削減 カラー:アルミ シルバー:鋼 アルミ化のポイント 2)車フロント部、リア部の軽量化 車の慣性モーメント軽減のために車の前後の重量の軽減が効果的である。 前後重量バランスを考慮すると、必然的に重くなるフロント部の軽量化が操 安性に寄与する。従って、フード、フェンダー、バンパーR/F、クラッシュボック ス等のアルミ化が促進されている。最たるものはBMW5のフロント部である。 アルミニウム BMW5シリーズの アルミ化されたエンジンコンパートメント ベンツEクラスのアルミ化部品 アルミニウムと鉄の接合 BMW 5 series アルミ板とGA鋼板のMIG溶接 汎用性の高いMIG溶接の適用を検討 GA(合金化溶亜鉛めっき鋼板)とアルミ合金板のアーク溶接は前例無し 異種金属(Al/Fe)FSW点接合 回転工具形状 ・ショルダー径:φ13mm ・プローブ径 :φ4.5mm 差込み深さ(定義) 長さ :0.8mm 上板位置 Al(1.0t) ショルダー位置 Fe(0.7t) Al nm 0.201 界面には脆い金属間化合物はできず ナノオーダーの厚さの Al 金属ガラスの「のり」が形成 Interface Fe 0.2 02 nm 2nm Fe 6月検討会資料 2005.6.22 研究開発センター 第一部 熊谷正樹 Al/FeのFSW点接合の実用化 FSW点接合技術を利用した研究開発戦略 マツダ殿 ロードスター トランクリッド トピックス: マツダのAl/FeのFSW点接合技術開発の記事(6月2日)より →リベット不要で大幅なランニングコスト削減が可能(今後増えることが予想される) アルミニウム車体への 接着技術適用 Range Rover Evoque (Alフード10kg/Alルーフ7kg 軽量化) Al Roof (接着+セルフピアシングリベット) アルミ・樹脂 異種材料接合例 アルミと樹脂のハイブリッド車載用電池ケース(アルミ箔に樹脂を射出成形) アルミと樹脂のFSW点接合 アルミ化のポイント 3)衝突エネルギー吸収性向上 形材は断面形状の自由度が高いため、有効な衝突エネルギー吸収設計ができる。 クラッシュボックス(ベンツS) バンパーR/F (GMセビル他) ドアインパクトビーム(Lupo−3L) バンパーレインフォースメント及び クラッシュボックスの例 ルーフレール / サイドメンバー (アウディA8、2010) http://golf4.blog65.fc2.com/blog-entry-222.html アルミ化のポイント 4)新しい成形技術:超塑性成形 アルミをボデー外板に適用する際に鋼板を超える意匠性を得る方法として超塑性成形技 術が開発されている。オールアルミボデーが採用されている。アルミ板を加熱し、金型に ガス圧で押し付けて成形するため、金型は片側だけで済む。Honda S2000のルーフや Legendのトランクリッドやフェンダーなどの少量多品種のプレス部品に適用されている。 Honda Legend 重ねブロー試作例(アウタ/インナ一体成形) 重ねFSW材のブロー成形による一体化成形技術 A´ A A A´ 金型面 重ねFSW材 A´ ブロー面 外観 A-A´断面 B B´ 両側凸 B 重ね材 B´ 金型面 B ブロー面 外観 B´ B-B´断面 アルミ化のポイント 5)新しい接合技術:FSW アルミをボデー外板に適用する際に、鋼板で通常使われる抵抗スポット溶接よりも圧倒的 にコストの安い摩擦攪拌点接合(Friction Stir Spot Welding)が開発されている。鋼製の 回転ツールを重ねたアルミ板に差し込んで抜くだけで、継手強度の高い点接合が可能で ある。Mazda RX-8をはじめ、Toyota Priusなどに多用されている。 FSWスポット テーラードブランク Mazda RX-8 Audi R8 FSW点接合 (Friction Stir Spot Welding) 自動車ボデーへのFSW点接合の適用 - マツダ殿記事より - RX-8リアドアのFSW点接合 新FSW点接合 ●穴もバリも残らない ●板厚が変わってもOK 複動式FSW点接合ロボット 国際ロボット展より アルミFSWテーラードブランク アルミニウム化の課題および解決方法 鋼板よりもコスト高い プレス前 パネル点数の削減 テーラードブランク化 プレス後 板厚や材質の違う素材を接合してからプレス成形 継手品質の安定するFSWで接合 5182-O-0.8/1.4mmtドアインナー 6000系合金+HAZ改善法 HAZ(熱影響部) ●バルジ試験結果(SG112) ・成形高さが等厚で約50%アップ 改善前 母材 改善後 ●トータルコストダウン ・アルミ屑の削減 ・リインフォース用金型削減 ・リンフォース アセンブリ接合費削減 燃料電池車のサブフレーム 本田技術研究所殿ご提供 出典:軽金属溶接構造協会2004年度シンポジウム 大型押出形構造 300系新幹線 700系新幹線 N700新幹線 ろう付けハニカム構造 ジュラルミン構造(航空機仕様) STAR21試験車両 300X試験車両 山梨リニア試験車両 500系新幹線 STAR21 JR東海殿ご提供 構体全面にFSW広幅形材を使用した最新リニアモーターカーMc5 550km/hでの走行で問題なし 車体構造 500系新幹線 (1997〜) ハニカムパネル 使用箇所 N700系新幹線 (2008〜) ろう付けハニカム 溶接 ● Face Sheet ● Face Sheet 4045/6951 clad sheet 4045/6951 clad sheet ● ● Honeycomb HoneycombCore Core 6951 6951 sheet sheet 4045/6951 4045/6951 clad clad sheet sheet ろう付けハニカム パネルの材料構成 ● Frame ● Frame 6063 extrusion 6063 extrusion ろう付ハニカムパネルのFSW - Brazed Haneycomb Panel (BP) - 断面組織 EPMA-Si 建材用BP 500系新幹線用BP接合例 高剛性パネル(スマートシート) 平板の剛性の13〜22倍 1N 1N 高剛性形状 0.3mm平板 ※変形量5倍誇大表示 高剛性サンドイッチパネル (スマートコア) 800 スマート 0°方向 荷重(N) 700 スマート 45°方向 600 ハニカム 0°方向 500 ハニカム 90°方向 400 300 200 100 0 0 0.5 1 変位(mm) 1.5 2 基本コンセプト:①高強度, 高靭性, ②高耐食性, ③低コスト 787 MRJの主翼はカーブがきついため、CFRPではシートの積層時にしわが出やすい。 シートを分割すればしわを防げるが枚数増加や補強材追加でアルミと質量が変わらない。 開発目標(対2024合金) ・強度:2024-T3レベル以上 ・押出性良好(ホロー押出可能) ・耐食性向上(Cu減) ・低密度(2%軽量化) Alloy Si 2013 0.61.0 6013 0.61.0 6061 0.400.8 2024 0.50 Fe Cu Mn Mg Cr Zn Ti 0.40 1.52.0 0.25 0.81.2 0.040.35 0.25 0.15 0.50 0.61.1 0.200.8 0.81.2 0.10 0.25 0.10 0.7 0.150.40 0.15 0.81.2 0.040.35 0.25 0.15 0.50 3.84.9 0.300.9 1.21.8 0.10 0.25 0.15 Al Rem. Rem. Rem. Rem. 表 引張性質(A値) 合金-調質 耐力 引張強さ 伸び 2013-T6511 365 400 8 2024-T3511 290 390 12 A値:母数をn=100とし、母集団の99%が信頼できるとして、95%の信頼性を持った 最低値 図 ポートホール押出例 ECLIPSE AVIATION社ご提供 - Eclipse Aviation社の記事より - Eclipse 500 重ね継手 FSW機体第一号、従来のリベット構造の1/3の価格 先進のFSW 技術 Self Reacting-FSW 裏当ての要らない接合(複動ツールの応用) プローブの先をワークの裏側に突き出し、裏側にもショルダーを取り付けてワークを挟んで線接合 メリット:中空のワークの接合が可能、ツールの押し付け荷重が減少 H−ⅡBロケット (三菱重工業殿) 50年経過した アルミニウム合金橋 (芦有ドライブウェイ) 1961年1月 芦有開発 株式会社 建 造 建 示 (1955) 一 等 橋 製作 株式会社 播 磨 造 船 所 アルミニューム合金材 株式会社神戸製鋼所 アルミニューム地金 日本軽金属株式会社 取扱商社 佐渡島金属株式会社 主桁も対傾構もアルミ 床板はコンクリート 橋長 20.6m(支間長20m)×幅員7.12〜 橋梁床版(新加古川大橋) FSW 歩道橋、デッキ 引野歩道橋 一貴山川橋 出水駅自由通路 西唐津駅自由通路 ご静聴ありがとうございました
© Copyright 2026 Paperzz