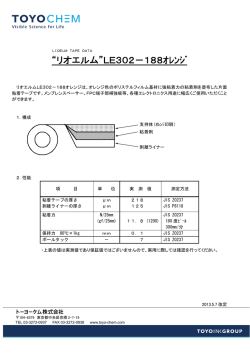
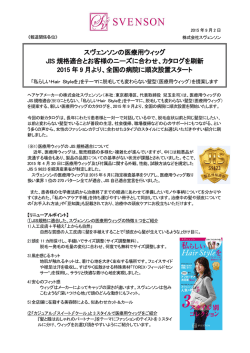
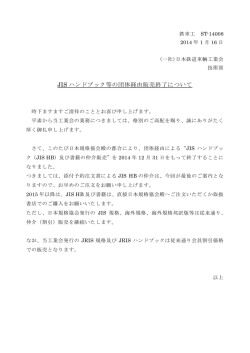
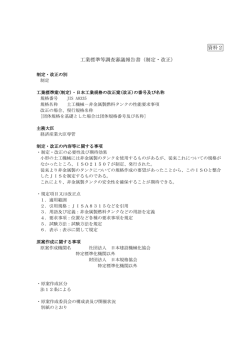
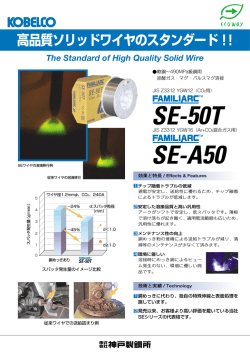
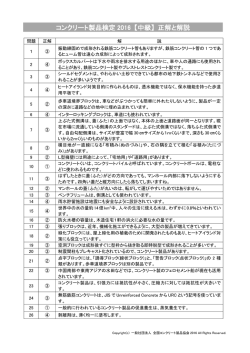
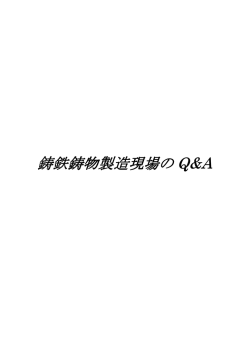
球状黒鉛鋳鉄品の超音波試験 −有害なきず、無害なきず− 鹿 毛 秀 彦 ㈲ 日下レアメタル研究所 球状黒鉛鋳鉄品実体での試験・検査を念頭に、この鋳鉄品の規格である JIS G 5502 をフォローする非破壊試験・検査の一つである超音波試験の 現状と試験概念そして具体的な手順について説明する。 1.はじめに 鋳造業界では、簡単に「〇×△欠陥」と呼ぶのが 分析方法そして製品の寸法、内部や表面の「有害な 通常であるが、欠陥とは製品をだめにする有害な物 きず」について規定している。鋳鉄品として重要な である。中には有害でも発見されずに欠陥無しで流 「内部の健全性」と「外観」については、有害と無害 通する物、無害でも廃棄される物もあるだろう。こ の境界やその試験方法の規定が無い。これが意図的 のようなことは鋳物品に限らずすべての機械部品に なものかどうかは別にして残念なところでもある。 多かれ少なかれ起こっていると思われる。「構造材 ところで、この JIS に「欠陥」の文言は何処にも 料、機械部品で完全無欠なものはない」から始まる なく「有害なきず」である。これは製品を検査する 「破壊力学」は、有害と無害の境界がどこにあり、我々 には、これまでのような破壊試験では評価できない が「欠陥」と呼ぶ全てが有害かどうかを教えてくれ 事、それに替わる非破壊試験の必要性を暗示してい るものの一つである。 るようにも思われる。現 JIS を土台にして非破壊試 さて、製品の一般的な公的規格(仕様)は、JIS で 験の可能性について検討する事が必要である。以下 ある。球状黒鉛鋳鉄品の規格は、JIS G 5502 である。 に JIS G 5502(球状黒鉛鋳鉄品の規格)と超音波試 この規格は、主に材質とその試験方法、成分とその 験などについて具体的にまとめる。 2.JIS G 5502(球状黒鉛鋳鉄品の規格) 2.1 材質など 2.2 鋳造品の評価 この規格は、球状黒鉛鋳鉄品の材料の試験方法や 8 ∼ 10 項に鋳造品としての評価について記述され 評価基準を明示している。供試材(Y ブロック)の作 ているので、以下にその内容を原文どおり抜粋する。 り方、引張試験片の形状・寸法、測定方法などを規 定し、破壊試験での具体的な判定値を示している。 < JIS G 5502 より抜粋> 具体的な値は、① 引張強さ、② 伸び、③ 0.2% 耐力、 ④ 衝撃特性(種類限定)、⑤ 硬さ、⑥ 代表的基地組織、 8. 内部の健全性 : 鋳鉄品の内部には, 使用上有 ⑦ 化学成分そして ⑧ 黒鉛球状化率である。①∼④と 害な鋳巣などがあってはならない. ⑧ は規格値で ⑤∼⑦ は参考値である。 10 SOKEIZAI Vol.51(2010)No.5 特集 鋳造欠陥を正しくとらえる解析 · 測定機器 品実体の評価については「球状黒鉛鋳鉄品」の JIS 9. 形状 , 寸法 , 寸法公差 , 削り代及び質量 : 鋳鉄 としては当を得ていない。この JIS で「非破壊試験」 品の形状及び寸法は , 図面または模型で指示する のが出てくるのは、12. 2. 2 バッチごとの試験回数 b) ものとし , 寸法公差及び削り代は , 特に注文者の 項で「1 バッチごとに引張試験、黒鉛球状化率判定 指示がない場合 JIS B 0403 の球状黒鉛鋳鉄によ る.鋳鉄品の質量は , 受渡当事者間の協定による. 10. 外観 : 鋳鉄品の外観は , 使用上有害なきず, 鋳巣などがあってはならない. 試験及び衝撃試験を行わず、12 バッチ以下をまとめ て1グループとし、その中の1バッチをこのグルー プの代表とする場合、黒鉛球状化処理が毎回確実に 行われていたことを顕微鏡組織試験、非破壊試験、 破面試験、その他の方法を用いて確かめなければな 以上である。9 項は具体的に述べられているが、8 らない」と書かれた一文に加えられている。すなわ と 10 項については使用上有害なきずや鋳巣について ち、材質保証するための黒鉛球状化率を確かめる1 の試験法方法も評価基準も記載されていない。材質 方法として取り上げられ、鋳鉄品の鋳巣などの内部 については具体的で詳細な記述になっているのに製 きずに関するものではない。 3.使える非破壊試験 超音波(UT)、放射線(RT)、電磁気(磁粉探傷: 8項は UT、RT を 10 項については MT、CT、PT を MT、渦流探傷:CT など)、浸透探傷:PT などがある。 適用できると思われる。実際にこれらの非破壊試験 内部のきずには UT や RT を表面付近のものは MT 機器は現場にかなり導入されている。 や CT を使用できる。先述の JIS に関していえば、 4.球状黒鉛鋳鉄品の評価基準 その変遷を辿ると「代替試験片 Y ブロックでの は、まだ不十分である。非破壊試験(NDT)での評 材質評価」、「抜取りでの製品切出し試験片での材 価基準とその方法について具体的に示す事が必要 質評価」、「抜き取りでの非破壊評価」そして「非 と考える。それに NDT 技術者の養成を併せてやる 破壊試験による実体の全数評価」となる。 必要がある。規格や装置だけあっても基礎を知り まだまだ、材料評価的で破壊試験値が主で、客 使える技術者がいなければならない。 が要求する製品の評価(実体での品質管理、保証) 5.球状黒鉛鋳鉄品とは 5.1 材質と鋳鉄品 機械的・物理性質は,主に①黒 鉛組織(図 1)と②基地組織(図 2) に よ っ て 決 定 さ れ る。 ③ そ の 他、 鋳巣や非金属介在物などの内部き ずなどをあげる事ができる。 それぞれを詳細に見ると①の黒 鉛組織は、化学成分、凝固速度(肉 厚効果)、溶湯処理技術、フェーディ ングさらに鋳込み後固まるまでの 鋳型壁との反応(鋳型から発生する 球状化阻害ガスなど)、②の基地組 織は、さらに凝固から室温までの (A) 黒鉛球状化率と引張強さ (B) 黒鉛球状化率と伸び 図 1 黒鉛組織(黒鉛球状化率)が機械的性質に及ぼす影響 Vol.51(2010)No.5 SOKEIZAI 11 あるいは複合的に関係して自動車部品のよ うな鋳鉄品ができるのである。 5.2 鋳鉄品は「きず」だらけ 自然にできる複合材料である鋳鉄に内在す る黒鉛は、 「きず」の一つでこの黒鉛形状が 機械的・物理的性質を決めることを先述した。 球状黒鉛鋳鉄において JIS G 5502 では,球状 化率が 80% 以上ならば、無害で以下なら有 害と言い換える事ができる。さらに爆発状黒 硬さ,HB 硬さ,HB 鉛、チャンキー黒鉛、表層の異常微細黒鉛な どは有害である。逆チル、鋳巣、ブローホー 図 2 基地組織(硬さ)と機械的性質との関係(黒鉛球状化率 80%以上の試料) ルなどの「内部きず」やピンホール、のろ噛 み、打痕などの「表面きず」もあるが、これ 冷却速度、冷却後にオーステナイト化(共析変態温 らについては「有害なものがあってはならな 度を超えて加熱)後、任意の温度で室温に冷却す い」となっている。受渡当事者間の協議によ る熱処理が加わる。さらに③は、湯口方案や鋳込 るものになるのだろうが、何らかのガイドラ み温度にも左右される。ここに上げた因子が単独 インが示されるべきである。 6.超音波による非破壊試験 6.1 黒鉛形状 ここで鋳鉄の音速と黒鉛球状化率の実測値の関係 超音波が鋳鉄内を伝播する速度(音速:V)は、鋳 を整理したのが図 4 である。 鉄の持つヤング率:E と密度:ρ から次式で表される。 V = α α は係数である。 それぞれの代表的ヤング率をは、以下のようになる。 ・球状黒鉛鋳鉄(FCD):165 ∼ 185 GPa ・CV 黒鉛鋳鉄 (CV) :140 ∼ 155 GPa : 75 ∼ 155 GPa ・片状黒鉛鋳鉄(FC) ・密度は 7.0 ∼ 7.5 g/cc の範囲にある。 したがって、音速は FCD > CV > FC の順になるこ とがわかる。 実際の音速は、測定物の肉厚:L、片道超音波伝 播時間:t から V=L/t で求める事ができる(図 3)。 これまでに報告されている音速は FCD:5,600m/s ≦、 図 4 音速と黒鉛形状との関係 CV:5,200 ∼ 5,500 m/s、FC:4,000 m/s 台である。 図 3 音速測定の原理 12 SOKEIZAI Vol.51(2010)No.5 図 5 <音速×硬さ>と引張強さとの関係 特集 鋳造欠陥を正しくとらえる解析 · 測定機器 CV から FCD 間で明瞭な正の相関関係(相関係数 r K Ic は 1986 年1月発行の改定 4 版「鋳物便覧」にも は 0.9 以上)が認められ、音速を用いて黒鉛形状を推 掲載されている。 定できる事が分かる。したがって音速を測定すれば ② 破壊靭性値ときずとの関係 鋳鉄の種類を区別する事が可能になる。 「きず」が存在する材料が破壊するかどうかは、 また、引張強さを音速と硬さの積で整理すると、 きずの大きさ:a ときずがある箇所にかかる作用応 片状黒鉛鋳鉄から球状黒鉛鋳鉄それぞれに正の相関 力:σ の種類(静的なのか疲労なのか)と位置(内部 関係が得られるのが分かる(図 5)。 なのか表面なのか)に依存している。静的で大きさ a(m)のきずが内部にあるとき、その部分の応力拡 6.2 内部きずの定量化(探傷) 大係数:K I は、K I = σ 超音波探傷器と呼ばれる物が市販されている。一 超音波探傷試験によって求める事ができれば、作用 昔前、鋳鉄は減衰が大きな材料のため使用できる機 応力は設計上分かっているのでこの箇所での K I を 器がなかった。その需要が無かったので関心がな 算出できる。 かった。超音波試験についてよく知る技術者がいな 先述の K Ic は K I の限界値に相当するので、これ で表される。この a を かった。などの理由で超音波による非破壊試験など らを比べて K I << K Ic ならば、この大きさ a(m) 考えもしなかった。現在、機器の進歩目覚しく、客 のきずは無害、K I ∼ K Ic や K I > K Ic ならば有害な 先の実体全数検査の要求あり、基礎データも使える きずと判定できる。 段階にあり、鋳鉄品の UT 技術者も養成されだした。 例えば、フェライト基地球状黒鉛鋳鉄品の内部に 技術者が鋳鉄に適切な超音波機器を選択し、適切な 超音波探傷試験で 16 mm のきずが見つかった。内部 試験方法を構築し、超音波機器の取扱に熟達すれば に あ る の で 2 a = 16 mm = 16 ×10 ⇒ a = 8 ×10 、 内部きずの有害 / 無害が可能な段階にきている。 この部品のきずが存在する部分の設計応力が 80 MPa -3 と す る と K I = 80 -3 = 12.7 MPa と な る。 6.3 内部きず、有害 / 無害の判定基準 この鋳鉄品の K Ic は 58.4 MPa、K I << K Ic となり内 ① 破壊靱性値 在する 16 mm のきずは無害、すなわち設計範囲内で 破壊力学という学問がある。破壊力学を用いて鋳 の使用で「きず」は進展せず存在し続け、この部品 鉄を評価した結果が報告されたのが昭和 59 年(1984 がこのきずで壊れる事はないと判断される。 年)2 月のシンポジウム「破壊力学による鋳造品の評 価とその適用」 :㈶ 綜合鋳物センター、その後は「球 状黒鉛鋳鉄の強度評価」 :アグネ技術センター発行 (1999)がある。各種鋳鉄から試験片(コンパクト試 6.4 超音波探傷試験における「きず」の大きさ の評価方法 試験方法は JIS Z 2344 金属材料のパルス反射法に 験片、三点曲げ試験片、衝撃試験片など)を切出し、 よる超音波探傷試験方法通則に従って実施する。き 予き裂を入れた後き裂進展が開始される時の破壊抵 ずの大きさの評価は 9 項(4)等価欠陥直径を用いる。 抗パラメータ:破壊靱性(単位:MPa ) 鋳鉄品は FCD で 10 種類あり、製品ごとに化学成分 が求められている。これらは、 K Ic, J Ic, ∆K th などで、 や基地組織が異なる。さらにその複雑な形状により ,kgf 探傷器接続された探触子を被検物の 試験箇所の探傷面接触媒質を当て、超 音波パルス波を被検物に入射する(図 下段)。内部に鋳巣などのきずの有無を 探傷器の表示画面(図上段)で観察する。 きずなどの不連続部が無ければ発信波: T と底面反射波:B1 しか現れない(図 左側)。きずが在れば、T と B1 間にき ずからの反射波:F が、きずの位置に 現れる。 図 6 超音波探傷試験の原理 Vol.51(2010)No.5 SOKEIZAI 13 製品内でも顕微鏡組織、機械的性質が異なる。した b) マスターの人工きずからの最大エコーを捕らえる。 がって、人工きず(平底ドリル穴:FBH など)を開 c) そのエコー高さをが 80%:h0 になるように感度 けた対比試験片を製品ごとに作成する事が大切であ 調整する。この感度が探傷感度となる。 る。作り方を以下に簡単に説明する。 ・・・・・以上で探傷器の設定完了・・・・・ ・被検物(製品)でマスターを作る ① 被検物の試験箇所が決める。 ② 内部きずの位置を決める(これまでの経験や客先 の要求、凝固シミュレーションなどで)。 ③ 設計上の作用応力が分かれば、その鋳鉄の K I = K Ic = をから FBH の径が求めるので、設計 者や客先と協議して人工きずの大きさを決定す d) 被検物の探傷試験を開始する。試験感度を(探 傷感度+ 6dB)にして粗探傷を行う。 e) 自然きずを発見したら、そのきずの最大エコー を捉えその場で探触子を保持する。 f) 試験感度を探傷感度に戻してから、自然きずか らのエコー高さ:hf を読み取る。 ・・・・・以上で実技終了・・・・・ る。 ④ 前項の FBH を製品の探傷面に垂直に、決められ た位置に開ける。 ⑤ 探傷面は、被検物と同じくする(ショット肌、グ ラインダー肌、加工肌など)。 g) h0 と hf の比から自然きずの反射面積が計算でき るので、それを円形きずとみなして直径を算出する。 h) 算出した直径を自然きず大きさ af として K I を計 算で求め、K Ic と比較、有害 / 無害を判定する。 ・試験条件の決定 a) 探傷器の基本設定(パルス反射法時間軸の設定 など)を行う。 7.おわり 不十分で分かりづらいところもあることだろう ・研究報告 47; 「鋳鉄溶湯の性状及び材質 (超音波音速) 判定」 が、全体の流れをイメージしていただけたら幸いで に関する研究(1987) :日本鋳物協会(現:日本鋳造工学会) す。詳しいことについては、以下にあげる参考文献、 素形材センター主催の実践講座(座学)、鋳造工学 会の鋳鉄品の超音波技術者養成講習会(年 2 回、座 学+実習)や鋳造境界の「鋳造カレッジ」などを利 用してください。 参考文献 ・JIS ハンドブック 2007 鉄鋼Ⅰ ・JIS ハンドブック 2007 非破壊検査 ・改定 4 版 鋳物便覧 ・研究調査報告 336,357;球状黒鉛鋳鉄の超音波探傷試験 に関する調査研究(Ⅰ),(Ⅱ)(昭和 62 年 6 月)と(昭 和 63 年 6 月):日本強靭鋳鉄協会(現:日本鋳造協会), 素形材センター ・非破壊評価の標準化に関する調査研究(平成元年∼ 3 年 度調査報告書)1990 年∼ 92 年 3 月:日本非破壊検査協会 ・研究報告 85;「鋳鉄材料の非破壊評価に関する研究」(平 成 12 年 9 月)日本鋳造工学会 ・研究報告 94; 「鋳造品の非破壊材質評価技術に関する研究」 (平成 16 年 9 月)日本鋳造工学会 ・シンポジウム「破壊力学による鋳造品の評価とその適用」 テキスト,昭和 59 年 2 月:日本機械工業連合会,綜合 鋳物センター(現:素形材センター) ・「球状黒鉛鋳鉄の強度評価」原田昭治,小林俊郎:アグ ネ技術センター発行(1999) ・鋳鉄品の超音波技術者養成講習会テキスト 14 SOKEIZAI Vol.51(2010)No.5 有限会社日下レアメタル研究所 〒 105-0012 東京都港区芝大門 2 - 3 - 15 TEL. 03 - 3436 - 4681 FAX. 03 - 3436 - 2154 http://www.kc-kusaka.co.jp/index.html
© Copyright 2026 Paperzz