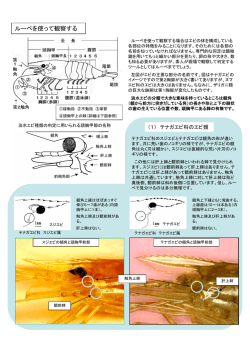
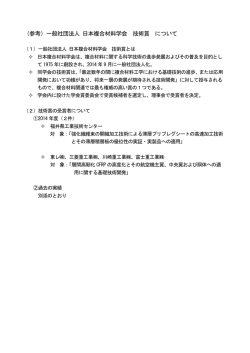
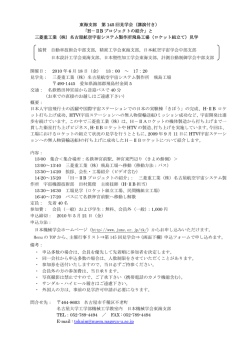
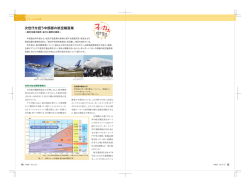
調 査 航空機産業の現在、過去、未来 ∼後編∼ の一大プロジェクトである。 1.日本の航空機産業 a.C-X (1)防衛需要 現在、防衛省では国産のC-1輸送機とロッキー 日本の航空機産業の特徴は、防衛需要のシェアが ドマーティン社製のC-130 H輸送機を運用してい 高いことにある。1970年代には生産高のほぼ9割 る。そのうち、C-1輸送機が耐用飛行時間を迎 が防衛需要であった。その後、民間航空機生産の えるため、後継機としてC-X輸送機の国産での 拡大で、そのシェアは低下しているものの、直近 開発が決定された。なお、後述するP-Xと同時 でもシェアは5割弱を占める。生産高を見てみる に開発し、部品などを共用し開発費を抑えること と、1980 年代までは増加傾向が続いていたが、 となった。主契約企業は川崎重工業で、三菱重工 1990 年代からは冷戦の終結による軍備開発競争 業、富士重工業など各社が開発を分担している。 の終焉、厳しい国家財政などを背景にして5,500 C-Xは、GE(ゼネラル・エレクトリック)製 ターボファンエンジンを2基装備した双発輸送機 億円程度の横ばいが続いている(図表1)。 このように、日本の航空機産業において、防衛 である。全長、全幅が約 44m、全高が約 14m と、 需要はシェアが高く、生産高も安定的に推移して C-1と比べると全長、全幅はおよそ1.5 倍となり、 いること、完成機を開発、生産することで技術的 中型旅客機であるエアバスA310 とほぼ同じサイ なノウハウが得られることから重要である。しか ズとなる。特筆すべきはその航続距離とペイロー し、厳しい財政状況に加え、軍用機の輸出は「武 ド(貨物搭載量)で、どちらもC-1の3倍にも 器輸出三原則」の制約があることから、軍用機は なる。また、旅客機なみの速度で巡航することが 国内需要のみに頼らざるを得ない。そのため、防 できるため、災害や有事の際に迅速な輸送が可能 衛需要は低下傾向で推移すると思われる。このよ となってくる。加えて、C-1と同じく短距離離着 うに防衛需要が頭打ちである中、「C-1」輸送機 陸も可能である。このC-Xは、試作1号機が7月 の後継機「C-X」、ロッキード社「P-3C」対 4日にロールアウトし、今後は地上試験を行った 潜哨戒機の後継機「P-X」 (両機とも国産機)の のち初飛行の予定である。ちなみに、2005年度か 開発が進んでいる。両機合わせて開発費3,450 億円 ら2009年度における中期防衛力整備計画では、 8機導入される予定となっている。 図表1 航空機関連生産高の防衛需要とシェアの推移 700 100 90 600 b.P-X 現在、防衛省では、対潜哨戒機としてロッキー 80 防 500 衛 需 要 400 売 上 高 ︵ 300 10 億 円 200 ︶ 防 70 衛 需 60 要 シ 50 ェ ア ︵ 40 % ︶ 30 20 100 10 0 05 (年度) 出所:社団法人 日本航空宇宙工業会「日本の航空機工業(資料集)」 0 24 1971 75 KR I REPORT2007 80 85 90 95 00 C-X 試作1号機 出所:防衛省技術研究本部HP ド社P-3C(川崎重工業がライセンス生産)を運 は三菱重工業「MU-2」、「MU-300」などが開 用しているが、そのP-3Cも更新時期を迎えるた 発、生産された。しかし、実績のない機体である め、後継機としてP-X固定翼哨戒機の国産での開 ことなどから販売が苦戦し、防衛需要に代わるよ 発が決定された。前述のC-Xと同時開発となる。 うな柱とはならなかった。「YS-11」の後にも C-Xと同じく主契約企業は川崎重工業で、三菱重 工業、富士重工業など各社が開発を分担している。 P-Xは、石川島播磨重工業製のターボファンエ 「YX」、「YXX」、「YSX」計画がなされてき たものの、いずれの計画も日の目を見ていない。し かし、年々新型機の開発費が高騰していく中で、 ンジンを4基搭載するというエンジンも含めての 巨額の開発費を1社で負担するのは非常にリスク オール日本製である。全長は約38m、全幅約35m、 が高いため、国際共同開発による民間需要が増加 全高約12m、旅客機では中型旅客機であるエアバ していき、日本企業もボーイング社のB767、B スA320 とほぼ同じサイズとなる。ターボプロップ 777、B787 にプログラムパートナーとして参加し 機であるP-3Cと比べ、P-Xは巡航速度が大幅に ている。そのため、直近では、民間需要の売上高 向上し、時間当たりの哨戒面積の向上が見込まれ は約6,000 億円、シェアは5割を超え、防衛需要 ている。P-XもC-Xと同じく試作1号機が7月4日 を上回るまでに成長している(図表2)。 にロールアウトし、今後は地上試験を行ったのち、 a.B767 初飛行の予定である。ちなみに、2005年度から B767 は、ベストセラー機であるB727 の後継 2009年度における中期防衛力整備計画では、4機 機として開発された210 ∼260 席クラスの双発旅 導入される予定となっている。 客機である。1978 年に開発がスタートし、開発費 なお、このC-Xを民間貨物輸送機に、P-Xを は11 億ドル(約1,320 億円)である。 100 ∼150 席クラスの民間旅客機にそれぞれ転用 B767が計画されていた頃、日本ではYS-11の するための調査・検討が、関係各省とも連携を図 後継機である 「YX」計画が進んでいた。当初は5つ りながら進められており、現在、販売網の構築な の計画案が出されていたものの、適当なエンジンが ど民間航空機市場に特有の課題の克服も含めた事 見つからなかったことなどから最終的には200 ∼ 業スキームの検討、機体構想のフィジビリティス 250席クラスの「YX-D」が残った。「YX-D」の タディ等が実施されている。 開発費は1,000 億円規模にも上ると見られたため、 (2)民間需要 図表2 航空機関連生産高の民間需要とシェアの推移 民間機としては、1960 年代から70 年代にかけ 700 て日本初の民間旅客機「YS-11」、ビジネス機で 600 100 90 80 民 500 間 需 要 400 売 上 高 ︵ 300 10 億 円 200 ︶ 民 70 間 需 60 要 シ 50 ェ ア ︵ 40 % ︶ 30 シェア 20 100 0 05 (年度) 出所:社団法人 日本航空宇宙工業会「日本の航空機工業(資料集)」 0 P-X 試作1号機 出所:防衛省技術研究本部HP 10 1971 75 80 85 90 95 00 航空機産業の現在、過去、未来 25 国際共同開発が模索された。そのような中、ボーイ 機体メーカーだけでなく部品メーカーとしてカヤ ングからB767 の共同開発の打診を受け、YX計 バ工業や小糸製作所、ジャムコ、ナブテスコなど 画はB767 に取り込まれ、共同開発されることと 様々なメーカーも参画している(図表3)。 なった。B767 での開発分担比は、アメリカ70 %、 日本は、B 7 6 7 の開発分担比 1 5 %を占めてい たものの、実質的には下請けと変わらないもので 日本15%、イタリア15%となった。 日本側の作業分担としては、三菱重工業が後胴 あった。しかし、このB767 の生産を受け持った および胴体扉、川崎重工業が前胴および中胴、貨 ことによって、航空機の開発、生産等に対するノ 物扉、富士重工業が翼胴フェアリングおよび主脚 ウハウを得ることができ、日本の航空機産業の実 扉、日本飛行機が主翼リブ、新明和工業が胴体 力は飛躍的にアップした。 構造部品および水平尾翼後縁を担当した。また、 b.B777 B777は、B767とB747(400∼500席クラス) 図表3 B767参画部位 参画日本メーカー 部位 参画形態 三菱重工業 川崎重工業 富士重工業 日本飛行機 新明和工業 三菱重工業 カヤバ工業 小糸工業 小糸製作所 神戸製鋼 島津製作所 ジャムコ 神鋼電機 ソニー 大同特殊鋼 ナブテスコ 天龍工業 東京航空計器 東芝 日本航空電子 古河アルミ パナソニック・アビオニクス 三菱電機 ミネベア 横浜ゴム 後胴、胴体扉 前胴、中胴、貨物扉 翼胴フェアリング、主脚扉 主翼リブ 胴体構造部品、水平尾翼後縁 主脚作動用機器(B767-400) 脚作動用油圧部品 座席 照明機器 チタン鍛造品、アルミ鍛造窓枠 フラップ駆動用部品、主脚扉作動用機器 ギャレー、化粧室 電動モーター 機内ビデオ装置 鋼板 フライトコントロールシステム作動用機器 座席 予備高度計 計器表示ブラウン管 加速度計 アルミ鍛造品 機内娯楽装置 各種制御弁、計器表示ブラウン管 ベアリング、小型モーター 複合材、飲料水タンク の間の座席数を埋めるために開発された300∼400席 クラスの双発旅客機である。1990年に開発がスター プログラム パートナー トし、開発費は50億ドル(約6,000億円)である。 B767 開発がスタートした翌年、日本では100 席クラスかそれよりもやや大型の次期民間旅客機 「YXX」の開発計画が始まった。その後紆余曲 折がありながらもボーイング社を共同開発の相手 とし、YXX/B7J7の開発が進められていたが、 エンジンの開発が不調に終わったことなどもあり サブコン又は サプライヤー 結局は凍結された。そうした過程の中で、B767 の生産で高い品質と納期を守ったことが高く評価 されていた日本メーカーに、ボーイング社からB 7 7 7 開発への参加を求められた。開発分担比で ボーイング79 %、日本は21 %と、B767 よりも日 本の役割は大きくなった。 日本側の作業分担としては、三菱重工業が後胴 および尾胴、胴体扉、川崎重工業が前胴および中 胴、貨物扉、中胴下部構造、後部圧力隔壁、富 後胴(M) 中胴 前胴 (K) (K) サービス扉 (M) サービス扉 (M) 士重工業が中央翼および翼胴フェアリング、主脚 翼胴フェアリング、 主脚扉(F) 扉、日本飛行機が主翼桁間リブおよびスタブビー ム、新明和工業が翼胴フェアリングを担当した。 また、B767 と同じく機体メーカーだけでなく部 主翼小骨(N) 品メーカーとしてカヤバ工業やジャムコ、ナブテ スコなど様々なメーカーも参画している(図表4)。 日本 その他 M:三菱重工業 K:川崎重工業 F:富士重工業 N:日本飛行機 S:新明和工業(胴体構造部品、水平尾翼後縁) 出所:財団法人 日本航空機開発協会「航空機産業の現状」 26 KR I REPORT2007 ちなみに、このB777では、開発・製造パートナー 各社間に「CATIA」と呼ばれる三次元CADが導 入された。これは、企業同士をコンピューターでネッ 規投資抑制などで受注を獲得できず、開発は凍結 トワーク化し、画面上で設計のやりとりや情報支援な された。その後、直行便で分散化というコンセプ どができるものである。CATIA導入により、開 トを活かしつつ、さらに燃費を高め効率性を上げ 発、生産がより効率的に行われるようになった。 ることを目的にB787 の開発がスタートした。こ c.B787 れは、2004 年にANAが50 機発注したことによ エアバスがA 380 の開発を正式に決定すると、 り開発がスタートしたものである。開発分担比は、 ボーイングはその対抗としてB747 Xの開発に取 ボーイング35 %、日本35 %と、日本の分担比は り組んだ。しかし、エアラインから受注を獲得で ボーイングの分担比と等しい。日本側の作業分担 きず、開発は延期されたが、同時に音速近くで巡 としては、三菱重工業が主翼、川崎重工業が前胴 航できるという中型機「ソニッククルーザー」の 部位、主脚格納部、主翼固定後縁、富士重工業が 開発を発表した。将来の航空需要増加に対し、高 中央翼および中央翼と主脚脚室とのインテグレー 速直行便で分散化し対応しようとしたものである。 ション、新明和工業が主翼前後桁を担当している。 しかし、9.11 テロの影響を受けたエアラインの新 また、B767、777 と同じく機体メーカーだけでな く部品メーカーとしてジャムコ、ナブテスコなど 図表4 B777参画部位 参画日本メーカー 三菱重工業 川崎重工業 富士重工業 日本飛行機 新明和工業 カヤバ工業 島津製作所 ジャムコ ソニー ナブテスコ 東レ 日本飛行機 ブリヂストン ホシデン 三菱重工業 横浜ゴム 部位 プログラム パートナー 多用である。ここで使用される複合材料は、炭素 図表5 B787参画部位 参画日本メーカー サブコン又は サプライヤー パルク 貨物扉(M) 部位 参画形態 主翼 前胴部位、主脚格納部、主翼固定後縁 プログラム 中央翼及び中央翼と パートナー 主脚脚室とのインテグレーション 新明和工業 主翼前後桁 ブリヂストン タイヤ パナソニック・アビオニクス 客室サービスシステム、機内娯楽装置 ラバトリー、ギャレー、操縦室ドアー・ ジャムコ 内装パネル・収納ボックス サプライヤー 角度検出センサー(5種類)、 多摩川精機 小型DCブラシレスモーター APUオイルクーラー 住友精密工業 配電装置 ナブテスコ 三菱重工業 川崎重工業 富士重工業 尾胴(M) 後胴(M) 中胴(K) 様々なメーカーも参画している(図表5)。 B787 の特徴は二つある。一つ目は複合材料の 後胴、尾胴、胴体扉 前胴、中胴、貨物扉、中胴下部構造、後部圧力隔壁 中央翼、翼胴フェアリング、主脚扉 主翼桁間リブ、スタブビーム 翼胴フェアリング 脚作動用装置、アキュムレーター 主脚作動用機器、貨物扉作動用機器、他 化粧室 客室オーデオシステム フライトコントロールシステム作動用機器 CFRP 前脚ドア タイヤ 液晶表示装置 主脚作動用機器、前脚ステアリング機器 前脚扉作動用機器、胴体扉作動用機器 飲料水タンク 大・小 貨物扉(K) 大型 貨物扉(K) 参画形態 前胴(K) 旅客扉 (M) 前胴部位:KHI (複合材使用) パルクヘッド(K) 翼胴 フェアリング(F,S) 固定後縁:KHI キール ビーム(K) 中央翼(K,F) 主脚扉(F) 主翼小骨(N) 主翼ボックス:MHI (複合材使用) M:三菱重工業 K:川崎重工業 N:日本飛行機 S:新明和工業 F:富士重工業 出所:財団法人 日本航空機開発協会「航空機産業の現状」 中央翼:FHI/ 主脚格納部:KHI 出所:財団法人 日本航空機開発協会「航空機産業の現状」 航空機産業の現在、過去、未来 27 繊維とプラスチックを組み合わせた「炭素繊維強 の特徴は、軽い上に非常に強度が高いことにある。 化プラスチック(CFRP)」であり、機体主構 そのため、CFRPを多用したB787 は軽くて強 造に重量比で50 %使用されている。このCFRP いため、より高い高度を飛ぶことができ、燃費が 図表6 エアバス、ボンバルディア、エンブラエル参画部位 メーカー 機種名 参画日本メーカー サブコン又はサプライヤー A319 (124席) 三菱重工業 シュラウド・ボックス サブコン又はサプライヤー A320 (150席) ブリヂストン 三菱重工業 脚用タイヤ シュラウド・ボックス サブコン又はサプライヤー A321 (186席) 川崎重工業 後部延長胴体スキンパネル サブコン又はサプライヤー 神戸製鋼 住友精密工業 三菱重工業 ミネベア 横河電機 ブリヂストン 古河スカイ 新明和工業 ジャムコ 住友金属工業 東邦テナックス 東レ 日機装 日本飛行機 富士重工業 三菱重工業 横浜ゴム 横河電機 カシオ計算機 牧野フライス ブリヂストン 住友精密工業 三菱レイヨン パナソニック・アビオニクス 小糸工業 昭和飛行機工業 コミー 窓枠材 脚作動用装置 後部貨物扉 ベアリング 液晶表示装置(A340-600) 脚用タイヤ(A340-500, 600) 超塑材アルミニウム合金 翼胴フィレット・フェアリング 二階席用フロアクロスビーム、垂直尾翼用構造部材 ギャレー、後部電子機器収納棚 翼胴フィレット・フェアリング 複合材製主翼ランプサーフェス 純チタンシート PAN系炭素繊維 PAN系炭素繊維 逆噴射装置用部品(ガスケード) 水平尾翼端 垂直尾翼前縁・後縁、垂直尾翼端及びフェアリング 前部貨物扉、後部貨物扉 貯水タンク、浄化槽タンク LCDシステム LCDシステムの液晶とガラス部分 マシニングセンター、主翼精密部品 脚用タイヤ 脚部品 炭素繊維材料 機内娯楽装置 座席 アラミッド・ハニカム 手荷物棚ミラー Global Express (8席) 三菱重工業 主翼、中胴 リスク・シェアリング・パートナー Dash 8-Q400 (70席) 三菱重工業 中胴、後胴、水平尾翼、垂直尾翼 リスク・シェアリング・パートナー 住友精密工業 三菱重工業 三菱重工業 住友精密工業 前脚及び主脚システム 尾胴 主翼 主脚 三菱重工業 主翼、中胴 リスク・シェアリング・パートナー 川崎重工業 主翼コンポーネント(動翼、主翼前後縁) パイロン、中央翼 空調システム フライトコントロール作動用機器 主翼、中央翼 空調システム フライトコントロール作動用機器 リスク・シェアリング・パートナー A330/340 (253∼335席) エアバス 新明和工業 A380 (555席) CRJ700/900 (70/86席) Challenger300 (8席) Global5000 (8席) Embrael170/175 (70/78席) エンブラエル Embrael190/195 (98/108席) 住友精密工業 ナブテスコ 川崎重工業 住友精密工業 ナブテスコ 出所:社団法人 日本航空機開発協会「航空機産業の現状」 28 参加形態 ギャレー 脚部品(A300向け) 内装部品用材料 機内娯楽装置、内装部品用材料 A300/A310 (260/210席) ボンバル ディア 部位 ジャムコ 住友精密工業 東レ パナソニック・アビオニクス KR I REPORT2007 サブコン又はサプライヤー (タレス・アビオニックの下請け) サブコン又はサプライヤー (タレス・アビオニックの下請け) (タレス・アビオニックの下請け) リスク・シェアリング・パートナー リスク・シェアリング・パートナー サプライヤー サプライヤー リスク・シェアリング・パートナー サプライヤー 優れているほか、機内圧力をより地上に近くでき、 り知られていない。少し古い数字であるものの、 乗客もより快適なフライトを楽しむことができる。 2 0 0 0 年の産業連関表で航空機・航空機修理の CFRPは東レ、東邦テナックス、三菱レイヨン シェアを見てみると、東海地域は47.2 %ものシェ の日本勢3社が世界市場の7割を占めている。B アがある(図表7)。その中でも岐阜県、愛知県 787 については、東レが2012 年までの長期供給契 は非常に高いシェアがあるが、特に岐阜県は輸送 約を結んでおり、その金額は月産10 機の前提で総 機械工業に占める航空機・航空機修理の割合が 額60 億ドル(約7,200 億円)にまで達することが見 45 %にものぼり、航空機産業は岐阜県の一大産 込まれている。ちなみに、CFRPとの電位差の 業となっている。 影響で、従来まで機体材料として主に使用されて いたアルミニウム合金は電蝕を起こすため、チタ ン合金も多用されている。 (1)航空機産業集積の理由 このように東海地域は航空機産業の集積地では あるが、その理由は主に二つある。一つ目は、木 二つ目は三菱重工業の主翼の担当である。主翼 材の集積地であったということである。東海地域 は機体の生命線でもあるため、従来はボーイング は、木曽や美濃の良質で豊富な木材の集積地であっ が開発、生産していたが、初めて外部企業が担当 た。そのため、木材流通のインフラが整備されて することとなった。この決め手は、三菱重工業が いたし、楽器や時計など木材加工技術も優れてい 航空自衛隊の主力支援戦闘機「F2」でCFRP た。航空機の黎明期では、機体の材料が木材であっ 主翼を生産していた実績があることである。この たため、その木材インフラ、加工技術が優れてい 主翼は、5月14 日にセントレアから初出荷された。 たことに加え、機械・金属加工に欠かせない電力 ちなみに、B767、777 では、組立部品は名古屋 も豊富であったことが航空機メーカーにとって魅 港からアメリカに船で出荷されていたが、B787 力となったのである。 はしけ では、艀 でセントレアまで運び、そこからアメリ 二つ目は軍隊の意向である。川崎重工業岐阜工 カへ空輸されている。 場がある各務原市は、江戸時代までは酸性の腐植 d.エアバス、ボンバルディア、エンブラエル 土のため農業が出来ず、各務野と呼ばれる不毛の 日本の高い技術、品質、あるいは日本のエアラ 荒野であった。このことに陸軍が着目し、1879 年 インでのエアバス機体の採用拡大を狙い、エアバ (明治12 年)から砲兵演習場などに使用していた スも日本企業に機体の開発参加を望んでいるもの の、ボーイングとの長年の取引関係からの配慮、 図表7 2000年の航空機関連生産高のシェア 生産能力の問題などから、サプライヤーとしての 岐阜 19% 参加にとどまっている。また、ボンバルディアに は三菱重工業がリスク・シェアリング・パートナー として、エンブラエルには川崎重工業がリスク・ シェアリング・パートナーとして開発、生産に参 その他 53% 画している(図表6)。 東海三県 47% 愛知 27% 2.東海地域と航空機産業 このように成長を続けている航空機産業である が、実は東海地域がその集積地であることはあま 出所:総務省、各県「産業関連表」 三重1% 航空機産業の現在、過去、未来 29 が、大砲の威力が増してきたことで1899 年(明治 32 年)には実弾演習場としての利用は中止された。 川崎重工業は、各務原市に岐阜工場、飛島村 その後、1903 年(明治36 年)にライト兄弟がプ に名古屋第二工場、弥富市に名古屋第一工場が ロペラ航空機で初飛行に成功し、ここから航空 ある。このうち、岐阜工場では、B767、777 の 機時代が幕を開け、日本でも飛行機の研究が盛 部品や防衛省向け輸送機などが生産されている。 んになっていった。そのような中、1917 年(大正 また、次期輸送機「C -X」、次期固定翼哨戒機 6年)、埼玉県所沢に次ぐ国内2番目の飛行場と 「P-X」は、岐阜工場で鋭意開発中である。名古 して、陸軍が開設したのが各務原飛行場である。 屋第二工場は、B767 の生産に際し、アメリカに 各務原が選ばれた理由は、地形が平坦で排水が 輸送する機体部品は、道路交通法上岐阜工場か よかったこと、一面に生い茂った芝生と柔らかい ら名古屋港まで道路輸送が出来ないため、サブ組 土質がクッション代わりとなり、複葉機の離着陸 立工場として1979 年に建設された。ここでは、岐 に最適であったことなどがあげられる。飛行場開 阜工場で生産されたB767 部品のサブ組立作業を 設の6年後に川崎重工業(当時川崎造船)が飛 行っている。名古屋第一工場は、最新鋭の製造装 行場隣接地に分工場(現在の岐阜工場)を建設 置を備えた次世代航空機製造を目的とし、1992 した。また、三菱重工業が1 9 2 0 年(大正9年) 年に建設された。ここでは、岐阜工場で生産され に名古屋市に現在の大江工場を建設した。こう たB777 部品のサブ組立を行っている。また、昨 して、東海地域での本格的な航空機の生産が始 年7月にB 787 製造のため工場を増床している。 まった。 ちなみに、B787 部品は、複合材料により一体成 (2)機体メーカー 現在、東海地域には、主要機体メーカー3社 型で製造されているため、ほとんどが名古屋第一 工場で生産されている。 (三菱重工業、川崎重工業、富士重工業)の工場 富士重工業は、半田市に半田工場がある。この が立地している。三菱重工業は、名古屋市港区に 工場は、B777 の生産にあたり1992 年に建設され 大江工場、飛島村に飛島工場、小牧市に小牧南 た工場である。富士重工業は、宇都宮市にも航空 工場がある。このうち、大江工場ではB777 部品 機生産工場があるが、ここでB777 の部品を生産 組立等が行われているが、B787 の主翼生産のた し、半田工場でサブ組立作業を行い、アメリカに め、2006 年に主翼部品の部品成型を行う複合材 輸送されている。また、B787 生産に伴い、半田 工場と、主翼を組み立てる組立工場が新たに建設 西工場を建設した。 された。その他に、下関造船所に主翼に組み込む 30 れている。 (3)下請けメーカー 強度部材(ストリンガー)を生産する工場も建設 東海地域は、主要機体3メーカーの工場がある された。これにより、B787 の主翼は、大江工場 ことから分かるように、航空機産業のメッカであ で部品成型をし、また、下関工場から海上輸送さ り、それを支える部品メーカーも東海地域に集積 れたストリンガーを組み付けるサブ組立が行われ している。Yahoo! 電話帳で業種「航空機工業」 ている。飛島工場は1979 年に大江分工場として で検索したところ、全国138 事業所のうち、岐阜 建設され、B767、777、ボンバルディアの機体 県は23 事業所(シェア16.7 %)、愛知県が19 事業 のほか、ロケットも生産されている。小牧南工場 所(同13.8 %)であった。一番多いのは東京都で は、政府の航空機生産再開方針を受け1952 年に 41 事業所(同 29.7 %)であったが、東京都は機 建設され、主に防衛省向け戦闘機などが生産さ 器類のメーカーが多いこと、東海地域の機体生産 KR I REPORT2007 企業が、自動車など航空機以外の業種にかなり分 系列関係は見られるものの、航空機生産ができる 類されていることを考えると、東海地域における 企業が少ないため、多くが複数の機体メーカーか 部品メーカーのシェアはさらに高いことが推測で ら受注している。 きる。また、部品メーカーの岐阜県内での配置を (4)航空機産業の波及効果 見てみると、23 事業所中15 事業所が川崎重工業 航空機の部品点数は約 2 0 0 万点、自動車のそ 岐阜工場のある各務原市に位置し、愛知県内を見 れは約2万点といわれている。航空機は、自動 てみても、その多くが三菱重工業や川崎重工業の 車の1 0 0 倍もの部品点数があるため、経済波及 工場がある小牧市や飛島村近辺に位置している。 効果も大きい。社団法人日本航空宇宙工業会に このように、下請けメーカーは、機体メーカーの よると、1 9 7 0 年∼ 1 9 9 8 年間の航空機関連産業 工場の近辺に位置していることが多い。この大き の経済波及効果は1 1 5 兆円にもなる。そのうち、 な理由は、機体メーカーと下請けメーカーとの取 産業波及効果は1 2 兆円にとどまるものの、技術 引関係にある。自動車の場合は、完成車メーカー 波及効果は1 0 3 兆円となる。ちなみに、同期間 と下請けメーカーの関係は、下請けメーカーから の自動車関連産業は、経済波及効果は9 0 6 兆円、 完成車メーカーへの部品の納入という一方向であ そのうち産業波及効果は8 7 2 兆円、技術波及効 る。しかし、航空機の場合は、原材料が機体メー 果は3 4 兆円となる。このように、航空機産業の カーから支給され、それを加工・組立し機体メー 経済波及効果は大きいものの、自動車産業とは カーに納入するという双方向となる。そのため、機 違い、その大半は技術面での波及効果であり、 体メーカーの近隣に工場を設置することのメリッ 各産業に対する生産の広がりは小さい。その理 トが大きい。また、各務原市にある下請けメーカー 由は2つある。 は、川崎重工業からの仕事のみをおこなっている というわけではない。受注先の比重から見ると、 COL コラム UMN 一つ目は、少量生産であることである。航空 機の場合、多くても月産 1 0 機程度である。一方、 航空機部品の生産 航空機部品の生産には、部品加工、表面処理、組立および c.部品組立 治工具生産の4分野がある。概ね、どの企業もこのうちの複数 部品組立は、構造体と外板の接合や構造材同士などを結合す 分野での生産を行っている。また、図面の設計から加工、表 る工程である。ただし、下請けメーカーでの組立は細かな部品に 面処理、組立まで一貫生産を行っている企業もある。 とどまっていることが多い。構造体と外板の接合は、リベット a.部品加工 が用いられる。その際、オートリベッターなど自動化設備が使 部品加工は、金属の切削加工が中心となる。近年、金属部 用されているが、人による打鋲や打鋲するための穴あけも広く行 品に対しても、軽さと強度に対する要求が高まってきており、 われている。 一体成型での部品が増加している。そのため、同時に複雑な切 d.治工具 削ができる5軸マシニングセンターなどの高水準の設備が必要 治工具とは、航空機部品を生産する上で使用される生産の補 となってきている。ちなみに、5軸とは、通常の縦横高さの3軸 助装置である。部品製作の工具や作業台、部品を載せて運ぶコ に回転軸2軸を加えたものである。 ンテナなどがある。治工具は、基本的には航空機の機種に対応 b.表面処理 して製作される。そのため、新機種の開発、製造の際に製作さ 金属は、表面処理を何もしないといずれ錆びてしまう。その れる。そして、機種の生産によっては追加製作や更新があり、ま ため、表面に化学処理を施し、酸化皮膜で覆って錆を防止し、 た、修理も行われている。また、機種生産が終わっても、修理 その後、塗装を施すのが一般的である。これは、定められた規 需要に備えるために保管が必要である。 格に合わせ、定められた手順に沿って行われる。 航空機産業の現在、過去、未来 31 自動車は月産 9 0 万台。航空業産業は、生産機 の水平展開がある。航空機部品のみを生産して 数が少ないために、広がりも限られているので いる航空機専業メーカーは少なく、大半は輸送 ある。 用機器など他産業の部品も生産している。その 二つ目は、高い品質保証が要求されることで ある。航空機は、高度0 f t から4 0 , 0 0 0 f t (0 m 生産にも応用できる。 から1 2 , 1 9 2 m )まで高度の変化があるため、気 一方、デメリットとしては、高い水準の品質保 圧の変化や温度の変化が非常に大きい。そのよ 証や設備が必要となるなど、生産にかかるコスト うな過酷な状況においても墜落しないことが最も が高いことが挙げられる。また、航空機は少量生 重要であり、そのため、自動車産業に比べ非常 産のため、機械化が自動車産業に比べ進みにくい。 に高い品質保証が求められる。具体的には、ISO そのため、人手に頼る面が大きく、需要の増減に 9000 規格に航空機産業独特の要求事項が追加さ 対する作業員の確保も課題となる。 れたJISQ 9 1 0 0 の認証が必要であるし、川崎重 工業など機体メーカーからの品質保証も必要であ る。また、表面処理など特殊工程においても、そ 32 ため、航空機生産での加工技術などを他産業の 3.航空機産業の将来予測 (1)航空機需要予測 の監督・認証プログラムであるN a d c a p の認証 前述のように、航空機産業は現在活況を呈し が必要である。しかも、その品質保証は、部品 ているが、将来的にはどうだろうか。まず、航空 そのものだけでなく、工程管理や作業員の能力に 機の発注に大きな影響のある航空旅客について考 まで及ぶ。それに加え、ボーイングなどから定期 えてみると、ローコストエアラインの増加により、 的に検査が入り、細かくチェックされる。そのた 航空運賃の低下が予想されること、新興国の経 め、自動車産業は一次下請け、二次下請け、三 済成長で所得水準が上昇していくことなどから、 次下請け・・・・・と下請けの産業連関があるものの、 力強い伸びが続きそうである。財団法人日本航空 航空機産業はほとんどが一次下請けまでである。 機開発協会によると、2006 年から2025 年にかけ 二次下請けも多少はあるものの、川崎重工業な て、世界の旅客輸送量は年平均4.7 %の増加と予 どの機体メーカーの承認がいるため、その利用は 測され、特にアジア/太平洋地域が年平均 6.0 % 限られている。また、二次下請けメーカーも一次 と大幅な伸びを示し、世界最大の市場になること 下請けメーカーがある地域の近辺に位置している が予測されている。その需要の伸びを背景に、こ ことが多い。 の期間のジェット機の運航機数は 2 . 2 倍となり、 (5)航空機関連生産のメリット・デメリット 新規需要機数は25,617 機にも上ると予測されて 航空機関連生産のメリットとしては、企業の いる。サイズ別で見てみると、現在最もボリュー 技術力の維持・向上と信用力の高さである。航 ムのある120-169 席クラスの機材が引き続き大量 空機産業は前述のとおり厳しい品質が求められる の機材を必要とし、新規需要の3割を占める。ま ため、企業の技術力も非常に高いし、常に向上 た、99 席以下のリージョナル・ジェット機や100- していかないといけない。また、5軸マシニング 119 席クラスの機材も大量の新規需要が予測され センターなどの非常に高水準な設備も導入されて ている。230 席を超える中・大型機も、経済性に いる。そのため、航空機生産メーカーの技術力に 優れた新機材を背景に伸びが大きい。しかし、 対する信用が非常に高く、新規の商談の際に一 4 0 0 席以上の超大型機市場の伸びは、限定的と 発で決まることもあるようだ。それに加え、技術 なる(図表8)。 KR I REPORT2007 (2)日本の航空機産業予測 b.民間需要 このように、世界の航空機需要は2025 年まで B767の納入が始まった1982年から2005年までの に大幅に増加することが予想されている。その予 民間航空機納入機数を日本の分担割合および開発費 測を踏まえ、2025 年までの日本の航空機産業生 でウェイト付けした結果と日本の民間需要生産高と 産高の将来予測を行った。 の相関を調べたところ、相関係数が 0.9 5、決定係 a.防衛需要 数が 0.9と非常に高い相関関係が得られた。そこで、 直近では、2000 年度をピークに減少傾向が続い 財団法人日本航空機開発協会のサイズ別ジェット機 ている。国家財政の悪化や冷戦終結による国際的 運航機数および需要予測を用い、2025年までの航 な軍事費圧縮の流れの中、C-X、P-Xの生産が本 空機別納入機数を予測し、そこから民間需要の生産 格化し需要の下支えになるものの、緩やかな減少ト 高を予測した。前提条件は以下の通りである。 レンドに変わりはないと思われる。そのため、今ま ①99 席以下のジェット旅客機は、ボンバルディア での下落トレンドに従った動きを予測した。 とエンブラエルのシェアがそれぞれ45 %。 図表8 サイズ別ジェット機運航機数および需要予測 (単位:機) 12,000 ②100席以上のジェット旅客機は、ボーイングとエ アバスのシェアがそれぞれ50 %。ただし、400 席以 10,621 上の超大型機材は財団法人日本航空機開発協会の 10,000 予測(ボーイング311機、エアバス274機) とした。 8,000 ③日本の生産分担比、開発費が不明な機体は各種 6,326 6,000 4,632 資料から推計。 4,143 3,953 4,000 2,000 2,782 2,735 1,875 0 1,360 944 20-59 60-99 2005年 1,228 1,406 ④ジェット旅客機の寿命は、財団法人日本航空機 2,683 935 開発協会の予測である28 年とし、その期間での増 612751 100-119 120-169 170-229 230-309 310-399 400以上 (席) 2025年 出所:財団法人 日本航空機開発協会「平成17年度小型輸送機に関する調査研究」 減は過去の機体を参考に算出。 c.結果 前述の前提により予測したところ、 2025年の日 図表9 航空機関連生産高予測 (単位: 10億円) 4,000 3,500 3,000 予測 2,500 2,000 1,500 1,000 500 0 1991 1993 1995 防衛需要 1997 1999 2001 2003 2005 2007 2009 2011 2013 2015 2017 2019 2021 2023 2025 (年) 民間需要 (注)ビジネスジェット、MRJ、P-XおよびC-Xの民間機転用は含まず 出所: 2006年までの実績値…社団法人 日本航空宇宙工業会「日本の航空機工業(資料集)」 2007年以降の予測値…共立総合研究所作成 航空機産業の現在、過去、未来 33 本 の 航 空 機 関 連 生 産 額 は 約2兆8,401 億 円 と 、 なみに、MRJの特徴は、複合材料を多用するこ 2006年の約2.8倍となり(図表9)、2007年∼ とによる高性能、低燃費、高快適性および情報技 2025年累計では約37.2兆円となる結果となった。 術を駆使することによる操縦容易性に加え、プロ そのうち、防衛需要については、漸減トレンドが ペラ機なみの低騒音である。 続き、 2025年には約4,175億円と2006年比1 6% 減少し、そのシェアも14.7%となると見込まれる。 で開催された「パリエアショー」で客室モックアッ 一方、民間需要については、B787の生産が牽引 プを展示、エアラインの評判も上々であった。また、 し、 増 加 傾 向 が 続 く結 果 、 2025年に は 約2兆 ボーイング社と販売や保守などで提携もなされた。 4,227億円と2006年比約4.8倍にものぼり、シェ 今後エアラインへの正式提案が開始され、その受 アも85. 3 %となる見込みである。なお、2022年 注状況により2008年3月に計画続行かどうかが がピークとなっているのは、B787の生産のピーク 最終決断される。開発費用は1,200億円で、その を2022年としているためである。また、東海地域 うち3割程度を国が補助する見通しである。採算 においては、仮に2000年のシェア47.2%がそのま 分岐点は350機と言われており、三菱重工業では、 ま続くとすると、生産額は2006年の約47 , 29億円 1,000機の販売を目指している。 から約1兆34 , 09億円へと増加し、 200 7年∼2025年 累計では約17.6兆円となる見込みである。 4.国産民間旅客機の開発状況 YS-11 以来、国産民間旅客機の開発計画はあ るものの、実現までには至らなかった。しかし、 最近では、国産民間旅客機の開発が着々と進ん でいる。 (1)MRJ(三菱リージョナルジェット) 2002年に経済産業省が20∼30席クラスの小 (2)Honda Jet 自動車メーカーであるホンダが、ビジネス機で はあるものの、航空機産業に参入する。異業種か らの参入で意外な感じもするが、航空機事業はも ともと、創業者である本田宗一郎氏の夢であった ため、必然とも言える。 1986年より小型ジェット機の研究を開始し、 1993年には実験機MH02の初飛行に成功、そ の後も自社製ターボファンエンジンの開発を進め ながら、小型ジェット機の研究、開発に取り組み、 型ジェット旅客機の開発を決定し、予算請求をす 2003年にはエンジン、機体ともにホンダ製の ることとなった。開発研究は5年間で、開発費 Honda Jet が初飛行を行った。そして、2006年 500億円は官民折半での負担である。2003年春 7月に事業化を発表、10月に行われたビジネス に希望メーカーを募集、その結果、三菱重工業が 航空ショーで受注を開始、3日間で年間生産予定 主契約企業、富士重工業が副契約企業となり開 機数70機を上回る100機以上の受注を集めた。 発研究がスタートした。 このHonda Jet は、今後2∼3年で型式証明を その後の調査で30クラスでは需要に限りがある との見方が強まり、70∼90席クラスの旅客機と することとなった。そして、2006年7月、イギ 34 このMRJは、今年6月18日から24日までパリ 取得し、2010年には量産開始となる予定である。 ちなみに、生産拠点はアメリカとなる。 Honda Jet の一番の特徴は、エンジンの位置 リスのファーンボロ基地で開催されたファーンボ にある。ビジネスジェットのエンジンの位置は、胴 ロ航空ショーにおいて模型と計画概要を展示した。 体後部に取り付けるのが一般的であるが、Honda その内容は、基本である90席クラス、それの小型 Jet は、主翼の上にエンジンが取り付けられている。 の70席クラス、大型の96席クラスであった。ち これにより、従来機に比べ客席スペースが大幅に KR I REPORT2007 拡大している。また、機体形状などに大きな工夫 ングウィン岡山」があり、秋田県では、今年2月 をこらし、空気抵抗の低減を行い、燃費が従来機 に日銀秋田支店が「秋田県における産業構造改 に比べ30∼35%改善している。 革に向けての一考察∼航空機・自動車関連産業 5.課題 今まで述べてきたように、防衛需要については 漸減傾向が見込まれるものの、民間需要が大幅に 伸び、日本の航空機産業全体としては、2025年 の集積を目指して」を発表するなど、他地域の航 空機産業に向ける視線は熱い。そのような中、航 空機産業のさらなる発展のために何らかの施策を 検討する必要があると考えられる。 二つ目は、複合材料への対応である。B787で には2006年の約2.8倍となることが見込まれる。 は、複合材料が機体主構造重量比で50%を占め 加えて、現在計画中のMRJおよびP-X、C-X ており、今後開発、生産される航空機においても、 の民間機転用が成功するならば、さらに高い伸び 複合材料が多用されることが予想される。しかし、 となることが予想される。そのような成長の中、課 複合材料の加工などは、技術や設備が金属材料と 題として以下のことがあげられる。 は全く違う。今後、複合材料がメインとなってく 一つ目は、生産拡大に対する対応である。生産 る中で、それに見合った、技術や設備が求められ を拡大しようとすると、高水準の機械設備を導入 る。また、複合材料は、一体成型であるため、使 しなければならない。しかし、中小企業が多い下 用される部品が少なくなり、下請け企業への仕事 請けメーカーにとっては、その資金負担が大きい。 量が減少していく懸念もある。 しかも、民間航空機の需要の変動の見極めも必要 となる。設備投資をし、生産拡大の準備を整えて 6.おわりに も、民間航空機需要が冷え込んでしまう可能性も 自動車産業に隠れているが、航空機産業における ある。加えて、人手の問題も重要だ。航空機産業 東海地域の存在感は高い。今後も航空機産業の発展 は、労働集約的な側面があるため、部品組立など が見込まれる中、ますます東海地域の存在感は高ま に人手が多く必要であるし、また、教育にも時間 っていくだろう。現在、東海地域は自動車産業の動 がかかる。生産拡大に見合う労働者を確保できる 向に大きく左右されるが、国内需要の減少など、今 かも問題となる。 後は自動車生産の大幅な拡大は見込めない。そのよ 特にこの課題は、東海地域にとって喫緊の問題 うな中、航空機産業が自動車産業に次ぐ柱となり、 だ。現在、東海地域は有効求人倍率が1倍を優 東海経済を牽引するとともに、 「東海産」の航空機 に越えるほどの人手不足であるし、新規の工場用 が世界中を飛び回ることを期待してやまない。 地も限られている。また、主力は自動車産業であ るため、企業にとっての比重は自動車産業に傾い てしまう。この構造は、将来的にも大きく変わら ないだろう。そのような中、航空機の生産拡大に 参考文献 杉浦一機「ものがたり日本の航空技術」平凡社 前間孝則「国産旅客機が世界の空を飛ぶ日」講談社 「旅客機年鑑2006 −2007」イカロス出版 ついていけなくなる可能性もある。航空機生産は、 合田昭二「次世代機開発の進展と航空機工業における 高い技術力や品質保証が必要なため参入障壁は 企業間連関の再編成−川崎重工岐阜工場の事例−」 高く、また、長年の信頼関係もあり、東海地域 岐阜大学 地域学部研究報告 第20 号 シンポジウム「日本の技術史をみる眼」第25 回実行委 の優位性は今後も保たれていくと思われる。しか 員会「中部の飛行機づくり∼誕生からの歩み∼講演報 し、岡山県には航空機部品の共同受注組織「ウィ 告資料集」中部産業遺産研究会 航空機産業の現在、過去、未来 35 航空機用語集 ・水平尾翼 航空機胴体後部に水平に取り付けられた翼。 ・アキュムレーター 蓄圧器のこと。例えば、エンジンを止め、ブレー 後縁に航空機の上下姿勢の制御に使用する昇降 キシステムに油圧が供給されていない駐機時に 舵を備えている。 ブレーキ圧を供給している。 ・アルミニウム合金 ジュラルミンと呼ばれており、アルミニウム 9 5 %、銅4%、マグネシウム0.5 %、マンガン 0 . 5 %を基本組成とする合金。軽量でありなが ・スタブビーム 主翼と胴体をつなぐ部品。 ・ストラトリバーサー エンジンの逆噴射装置。 ・スポイラー ら強度も高いことが特徴。その他にも、超ジュ 主翼上面にあり、作動させると翼の上面に立ち ラルミンや超々ジュラルミンがある。 上がる。これにより、速度や高度を下げること ・ウィングレット 翼端に発生する渦による抗力を減らすための翼 端に取り付けられた板。 ・エアブレーキ 空気抵抗を用い、速度を落としたり高度を下げ たりさせるためのシステム。 ・型式証明 ができる。 ・スラット 主翼前縁の一部にある動翼。この部分を前に出 すと隙間ができ、揚力係数を増大できる。 ・スロットルレバー エンジンパワーを調節するレバー。 ・ターボジェットエンジン 航空機製造の際、航空機の強度、構造、性能 圧縮機で高圧化された空気を燃焼させて発生す が基準に適合しているかを設計、製造過程、 る燃焼ガスでタービンを回すとともに、排気ガス 完成後に審査を行い、これに合格した際に発 を後方に噴出することで推力を得るエンジン。 行される。 ・ギャレー 旅客機の厨房設備。 ・グラス・コクピット 電子飛行計器システムを備えたコクピット。 ・軍用機の主な任務記号 ・ターボファンエンジン エンジンの前方にファンを取り付けたエンジン。 これにより、排気ガスの噴流速度は減少するが、 全体の空気流量は増加するため、推力は増加す る。ファンを通った空気は、エンジンの燃焼に 使われるものと、そのままファンを通過するも A(攻撃機:Attack)、B(爆撃機:Bomber)、 のに分けられ、その空気量の比率をバイパス比 C(輸送機:Cargo)、F(戦闘機:Fighter)、 という。 P(哨戒機:Patrol)、T(練習機:Trainer)。 ・桁 主翼や尾翼の構造部材。胴体から翼端に向かっ て伸びている。1本桁から3本桁まである。 ・垂直尾翼 36 機首の上下運動に安定性を与える。通常は、 ・ターボプロップエンジン 原理はターボジェットエンジンと同じで、燃焼エ ネルギーのほとんどをプロペラ駆動に使うエンジン。 ・短距離離着陸機(STOL機) 強力な高揚力装置を備え、通常の航空機よりも 方向安定性を確保するための翼。通常は、後縁に機 短い距離で離着陸できる航空機。日本でも飛行 種の左右方向を制御する方向舵を備えている。 実験機「飛鳥」を用い実験が行われた。ちなみ KR I REPORT2007 に、飛鳥はかかみがはら航空宇宙科学博物館に 展示されている。 ・炭素繊維強化プラスチック(CFRP) 炭素繊維とプラスチック樹脂を組み合わせたも ・フラップ 主に主翼後縁に付けられている、主翼の発生 揚力を高めるための装置。 ・補助翼 の。シート状にした炭素繊維にプラスチック樹 航空機の左右の傾き操縦を行うための動翼。 脂を染みこませた「プリプレグ」を「オートク 左右の主翼後縁に取り付けられている。 レーブ」で熱と圧力を加えて製造されるのが一 ・ブラックボックス 般的。アルミニウム合金やチタン合金に比べ、 旅客機に備えつけられている「ボイスレコーダー」 強度、剛性ともに高く、また、軽い。 と「フライトレコーダー」の総称。墜落事故の衝撃 ・チタン合金 チタンにアルミニウムやジルコニウムなどを混 ぜてつくられる合金。アルミニウム合金に比べ や火災でも壊れないよう、耐熱、耐衝撃性の容器に 収められている。 ・プログラムパートナー 重いものの、強度は非常に高く、また、耐食・ 開発・生産は分担するものの、販売に関するリ 耐熱性に優れている。 スクは負担しない共同開発方法。 ・ナローボディ機 客室内通路が1本の旅客機。 ・パイロン 航空機にエンジンなどの搭載品を装着する際、 機体とそれを介在するもの。 ・ハブ・アンド・スポーク 拠点(ハブ)空港を設け、そこから支線(スポーク) ・リスク・シェアリング・パートナー 開発・生産を分担し、販売に関してもリスクを 負担する共同開発方法。 ・リブ 主翼や尾翼で桁と直角に交わるように取り付け られている部材。 ・ロールアウト を延ばす路線構成のこと。例えば、アメリカのデ 航空機の機体組立、塗装が終了し、初めて屋 ルタ航空の場合、アメリカ西部ではソルトレイク 外に引き出されること。 シティがハブ空港であり、地方発着の便はソルト レイクシティに集約されている。 ・フィレット ・ローンチ 航空機開発に着手すること。 ・ローンチカスタマー 主翼と胴体など、機体の部所の結合部に付けら 計画中の航空機を最初に発注することで、開 れる覆い。 発を着手させた顧客。B787 ではANAがこれ ・フェアリング 航空機の抵抗を減らすために付けられる整形覆い。 ・フェイルセーフ にあたる。 ・ワイドボディ機 客室内通路が2本以上の旅客機。 構造の一部分が破損しても、それが機体構造に 大きな影響を与えないようにすること。 ・フライ・バイ・ワイヤ パイロットが操作する操縦桿の動きを電気信 号に変換し、翼や舵をコンピューター制御す る仕組み。 (2007.6.29) 共立総合研究所 調査部 河村宏明 航空機産業の現在、過去、未来 37
© Copyright 2026 Paperzz