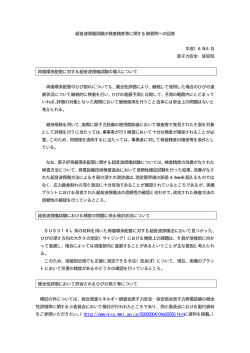
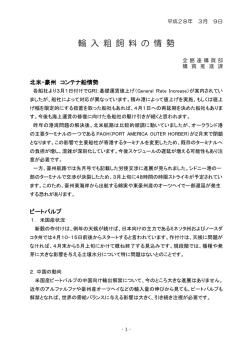
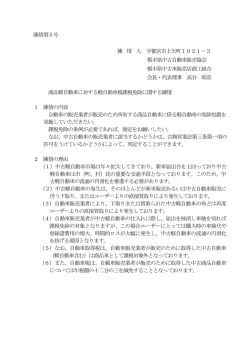
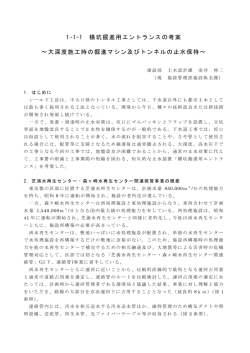
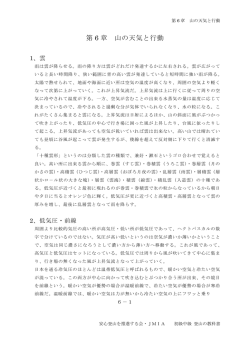
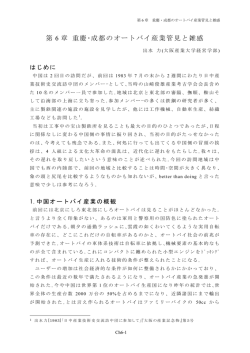
第日章 割れトラブルの原因究明と対策 (その1) なことが挙げられる。 ①ある程度時間が経過してから,クラックが発生 して損傷する。 プラスチックを使用した製品に関する割れトラブ ルは,損傷による故障の損失だけでなく,安全性の 観点かうも重要な問題である。プラスチックは使用 の歴史もまだ比較的浅いことやデータの蓄積も少な いこと,材料,成形加工,組立工程,便用条件など に起因する要因も多いことなどから,原因の究明は 困難なことが多い。製造工程や市場において発生す ②温度,湿度,化学的雰囲気などが作用するとク る割れトラブルとしてはナいろいろなケースがある。 [トラブル例①】微細なクラックは見逃され, 製品に組み込まれた後に割れトラブルになる。 たとえば,プラスチック成形品にクラックが発生 し,これが起点になって割れトラブルを起こす場合 や静的荷重や動的荷重によって異常に低い応力で破 壊する場合などがある。前者の場合,小さなクラッ クが発生しても製品としてすぐ便用できなくなるわ けではないので,クラックが成長して製晶が機能し なくなる時点で製品としての不具合を発見すること もある。このため,クラックの発生は製品の不具合 に至る前駆的現象として割れ不良と称していること も多い。一方,後者の場合は何らかの影響で材料が 劣化し,通常よりも低い応力下で瞬間的にクラック が発生して破壌に至ることが多い。このように割れ トラブルと一口で言っても様々なケースがあるの で,これまでの章で述べた事柄を踏まえながら,本 章では,これらの割れトラブルの原因究明と対策の 方法について述べる。 B−1.プラスチック成形品の割れトラブルの 特徴 プラスチックの種類によって異なるが,成形品の 割れトラブルの一般的な特徴としては,つぎのよう 幸Seiichf HONMA,本間技術士事務所所長 〒254 0811神奈川県平塚市八重咲町19−23−202 84 ラックの発生は加速される。 ③破壊の形態としては,ひずみ速度,温度などの 条件によって延性破壊や脆性破壊を示す。 ④割れトラブルの発生率は,ばらつくことが多い。 プラスチック成形品の強度トラブル例をいくっか 紹介する。 プラスチック成形品を用いた製品で使用中に作動 不能になった。製品を分解修理して内部を調べたら, プラスチック部品が破損しており,これが原因で作 動不能になっていることがわかった。このため,同 時期に製造した製品を解体して調べたら,大半の製 晶について,プラスチック部品にクラックが発生し て砕ることが分かった。 たとえば,プラスチック成形品に残留応力がある 場合,その材料の限界以上の残留応力では,ある時 間経過後にクラックが発生する。クラックが発生す ると残留応力は開放されるので,クラックはそれ以 上成長しないことがある。微細なクラックの場合, 検査工程で見逃されて製品に組み込みまれて出荷さ れ,製晶を実際に使用したときに外力が付加される と応力集中によりクラックが成長して破損すること がある。 【トラブル例②】 いくつかの要因が重なって割れ トラブルになる。 製品を開発する時点で試作品の評価段階では割れ は認められないが,製品として市場に出て,いくつ かの要因が重なった場合に割れトラブルが発生する ことがある。このようなトラブルは,日用製品のよ うに使用者(消費者)の段階で多様な使用方法があ プラスチックス り,試作段階の試験では想定できなかったような場 合に起こることが多い。 たとえば,非晶性樹脂を用いた日用製品で温かい 食品を入れる容器として使用された場合の割れトラ ブルである。試作当初の実用試験ではまったく問題 なかった製晶が,市場に出てから消費者の家庭で原 因不明の割れトラブルが発生した。そのトラブルは 特定の消費者のみで発生した。徹底的に原因究明す るため,その家庭を訪問して使用状況を調べたら, つぎのようなことが分かった。その家庭の台所のテ ーブルは透明な塩ビフィルムでカバーをされてい た。そのテーブルの上に温かい食品(内容物)を入 れた該当の容器を乗せていた。このような便用状態 を毎日繰り返しているうち1ど,塩ビフィルムと接触 する容器の底にクラックが発生したことが分かっ た。容器に使用している樹脂はアルカリ系洗剤には 弱い材質であるので,製品の取り扱い説明書にはこ れらの洗剤類の使用は避けるように注意書きがある ので,その家庭では注意書きが守られていた。 以上の使用状況から,この割れトラブルはテーブ ルに敷かれた塩ビフィルム中の可塑剤が,プラスチ ック容器側に移行して,成形品の残留応力によって クラックが発生したと推定された。これらの現場状 況を再現したテストによって,容器の温度が高くな っていたこと,繰り返し使用で徐々に可塑剤がプラ スチック製品側に移行したこと,容器に残留応力が 残っていたことなどの要因が複合して割れトラブル に至ったとの結論になった。 【トラブル例③】延性破壊から脆性転移領域の 温度やひずみ速度では強さがばらつくことが多い。 同じ条件で成形したにもかかわらず,衝撃試験で 粘りのある割れ方(延性破壊)をしたり,脆くばら ばらに割れたり 〔脆性破壊)する場合がある。成形 時の熱分解によるものか調べてみても,仕上がり分 子量の差は認められなかった。 延性破壊と脆性破壊に関する基本的特性に基づい て,このような大きなばらつきが発生することが多 い。っまり,延性破壊から脆性破壊に移行する変化 点では延性破壊と脆性破壊の両方がばらついて起こ るため,同じ条件で成形したものでも割れ方が異な ることになる。 たとえば,ひずみ速度に関係する要因としてコー ナーアールがあり,コーナーアールが小さい方がひ ずみ速度が速くなる。延性破壊から脆性破壊に移行 する限界のアールで設計されている場合は,同じ条 件で成形したものでも延性破壊と脆性破壊はばらつ Vo1.55,No.10 いて起こるため,強さがばらつくことになる。この ような場合,アールを少し大きく設計すると,すべ て延性破壊になるようになり,強さのばらつきも小 さくなる。 【トラブル例④】時間が経ってからクラックが発 生し,さらに成長する。 製品を組立・梱包する段階では,製品検査でクラ ックの発生は認められなかったが,客先で梱包を開 いてみたら,製品にクラックが発生しているような トラブルをよく経験する。残留応力や組立時の応力 が比較的小さい場合には,出荷段階でもクラックが 発生しないで,出荷後にある程度時間が経ってから クラックが発生することがある。また,クラック発 生の初期段階ではクラックは小さいので,通常の目 視検査では見落とすこともある。 一般に・クラックの発生過程は発生するまでの誘 導時間,クラックの発生と成長からなる。このため, 製品の組立直後の検査で誘導時間内であれば・クラ ックは発生していない。一方,クラックの誘導時間 は温度が高くなれば短くなるので,倉庫内の在庫期 間や輸送段階で保管温度が上昇するとクラックが急 に発隼するとともある。 【トラブル例⑤】割れトラブル発生率は低いた め,原因を特定できないことが多い。 プラスチック製品の割れトラブルでは,発生率が 低いため,再現試験においても再現できず,トラブ ル原因をなかなかつかめないことがある。しかし, 人の安全にかかわるような事故に結びつく可能性の ある場合には,いかに発生率が低くても,徹底的に 原因を究明して対策を立てなければならない。 このように不良発生率の低いトラブルの場合,一 般的な製品設計や成形条件によることよりも,成形 までの過程で偶発的に発生する成形品中の欠陥部, たとえば,ウェルド,気泡,クラックなどが原因で 割れに至ることが多い。偶発的に発生する欠陥によ る場合には,後述する破断面の観察は有効な手段で ある。また,再現テストにおいても,意図的に欠陥 を発生させる条件にして,実際の割れトラブルと同 じ破壊状態(個所,破面)を再現する。このように 再現のための条件が分かれば,割れトラブルの原因 は特定できなくても,これらの条件をすべて改善す る方向に変更することによって割れトラブルの再発 を防止できたこともある。 8一目.割れトラブル発生原因 割れトラブルの原因を究明していくと,比較的共 85 表1成形・組立,使用段階における割れトラブル発生要因 段 階 項 目 成形・組立 段階 成形品の 設計 成形条件 要 因 予測できないような個所から割れ が発生することが多い。プラスチ ・形状(肉厚,シャープコーナー,リブ,インサート, ックの種類にもよるが,割れトラ プレスイン,スナップフィットなど) ブルとしては,つぎのような共通 ・ゲート方式・位置 点があるので,それぞれのケース ウェルドライン にっいて,設計のノウハウを積み ・滞留による熱分解 重ねて,トラブルを未然に防止す ・材料選定 ・設計の安全率の見込み ・水分による加水分解 フィラーの破砕(強化グレード) ・再生による分解 ・結晶化度のバラツキ 成形品の 欠陥 ・成形品の傷,クラック,気泡 ・異物の混入 ・残留応力 2次加工 また,プラスチック成形品の割 れトラブルは,材料力学の式では る必要がある。 ①接合部,接着部,インサート 部など不連続な部分での割れ。 ②塗装,印刷などの影響でクラ ックが発生することによる割れ。 ③シャープコーナrウェルド ライン,気泡などの部分からの割 ・機械加工ひずみ(加工時の油付着を含む) ・かしめ,後インサートなどのひずみ れ。 ・溶着時のひずみ(熱,超音波など) ④残留応力と薬品との共同作用 ・溶着・塗装時の劣化や脆化(溶剤によるクラック, による割れ。 キュアリングの熱による衝撃強度の低下) アセンブリ 包装・ 輸送 使用段階 使用時の 劣化 成形・組立段階と使用段階に分 けて,割れトラブル要因を表1に ・相手部晶との嵌合によるひずみ 示す。これらの表に関連して,筆 ・熱膨張の差によるひずみ 者が経験した割れトラブルのワー ・包装材料の影響(添加剤,表面処理剤) スト5を紹介する。 ・保管時の温度・湿度 ・ねじ締め ・熱工一ジング劣化 ・紫外線劣化 ・温度,湿度による劣化 ・化学物質との接触による劣化 (ソルベントクラックを含む) 設計時に予測 した条件以外 での使用 プラスチック成形品の割れの中 で,インサートに起因する割れト ラブルはもっとも多い。プラスチ ックに金具をインサートして成形 することによって,部分的な補強, ・負荷応力,ひずみ速度,環境条件の予測不備 ・寿命予測の不備 摩擦摩耗性の向上,通電性の付与 ・取り扱い説明書の記載不備 通した原因で発生していることが多い。また,金属 製品に比較して,プラスチック成形品に関する割れ トラブルは比較的多い。その理由として,つぎの点 を挙げることができる。 ①金属材料に比較して設計の安全率が小さいた め,成形品の強さのばらつきが大きいと,割れトラ ブノレにっな力強る。 ②成形条件の影響によって,強さの低下が起こる。 ③使用条件(温度,湿度,紫外線,化学的雰囲気 など)による強さの低下が起こる。 ④粘弾性挙動から,時問のファクタを考慮しなけ ればならないため,設計時の寿命予測が難しい。 86 (1)インサート部の割れ などが図れることから,プラスチ ック製品にとって採用せざるを得 ないことが多い。しかし,インサ ート金具の周辺からクラックが発生し,これによる 割れトラブルは多い。インサートによる割れトラブ ルはプラスチックの種類によらず発生している。通 常クラックの発生しにくい結晶性樹脂の場合でも, インサートのある成形の場合は,金属との線膨張係 数の差に基づく応力に結晶化時の体積収縮に基づく 応力も加わるので,割れトラブルは意外と多い。 インサート割れ対策については,第6章,6−2項 (6)で述べたので,ここでは過去のトラブル経験か ら,特に注意すべき点について列記する。、 ①インサート金具に付着した油は,よく洗浄して から使用する(特に,非晶性樹脂の場合)。 プラスチックス 表2PCの割れトラブルの原因,対策の例 成形品をたたくと簡単に割れ A 対 策 原 因 現 象 成形時の劣化 ①原料乾燥条件の厳守 ②再生材使用量および取扱い方法の検討 ③成形温度,シリンダ内での滞留時間の適性化 ①グレード選定不適 ②設計不備 ①高分子量グレードでかつ顔料含有量も可及的に少な る 安全帽のような高衝撃の要求 される用途で強度が不足する B くする ②シャープコーナーをなくす ①現象Aの対策に同じ ①成形時の劣化 ②金具の完全脱脂 ②金具に付着している油の影響 ③金具シャープコーナーによる応 ③金具のコーナーには丸みをつける ④アルミのような線膨張係数の大きな材質を使用する 力集中 ⑤ゲート位置の変更やウェルド溶着面積を大きくなる ④金具材質の影響 ように設計する ⑤ウェルドラインの影響 ⑥補強設計,および使用条件の再検討 ⑥外力の影響 ①締付トルクの低減 金属ボルトで締付けておいた ①締付トルクの過大 ②ワッシャーの使用,その他集中応力分散方法の再検 ら,周辺からクラックが発生 ②締付応力分散方法の不適 討 ③ウエルドラインの影響 した ③ゲート位置,周辺肉厚の適腔化 金具インサート部からクラッ クが発生した C D 雌ねじを切削加工した部分か らクラックが発生した E ①切削加工条件の不適による残留 応力 ②切削時に使用した切削油の影響 ①加工条件の適正化 ②切削油は使用しないか,影響の少ないものを使用 (たとえば,水溶性切削油) PVC中に含まれる可塑剤の影響 ①袋材質の変更 ②成形品の残留応力除去(アニール処理) フェノール成形品と一緒に組 付けて密閉中で使用していた らクラックが発生した フェノール中に含まれるアンモニ アと水分による加水分解 ①ノーアンモニアタイプのフェノールかアンモニアの 発生しない他の樹脂に変更する ②成形品の残留応力除去 ゴムパッキングをはさんで締 付けたら,長時間使用後にク ラックが発生した ゴムの中に含まれる可塑剤または その他の添加物の影響 ①ゴム銘柄の変更 ②引張ウ応力よりは圧縮応力のかかるように設計変更 塗装したらクラックが発生し 塗装またはシンナーの影響 ①塗装を影響の少ないものに変更する ②成形品のアニール処理 接着剤で接着したらクラック が発生した 接着剤の影響 ①影響の少ない接着剤に変更する ②成形品のアニール処理 成形品の汚れをガソリンやシ ンナーで拭いたら,クラック が発生したり白化したりした 溶剤の影響 アルコール系溶剤または中性洗剤を使用する L 溶剤接着部が衝撃に弱い 溶剤による硬化 ①溶剤接着部に衝撃がかからないように設計変更 ②溶剤塗布量はできるだけ少なくする M 繰返し応力のかかる部分に使 疲労破壊 用したら,意外と簡単に割れ N 温水中で長時問使用したら白 化し,脆くなった PVC製フィルムの袋に入れ F て保存していたらクラックが 発生した G H 1 た J K た 加水分解劣化 ①ガラス強化グレードの使用 ②高分子量グレードの使用 ③危険断面の面積を大きくして応力を軽減する ポリカーボネートの使用限界内で使用する(湿水温度, 使用時間) ④インサート金具には,シャープエッジのないよ ②インサート金具周囲の樹脂層の厚みは,金具の 半径以上が適切である。ただ,金具径が大きい場合 は,気泡,ひけが発生しない程度の肉厚にする。 ③インサート金具の周囲には,ウェルドラインは できるだけ発生させないような設計をする。特に, 強化材料の場合は,ウェルド部の補強効果は期待で きないのでウェルドラインの発生しないように設計 (9)で述べたように,ねじまたはボルトの締付トル するとよい。 クによって座面の樹脂側には圧縮応力が発生し,こ VDl,55,No.10 うにする。 (2)金属ねじ締めによる割れ プラスチック成形品を金属ねじ,またはボルトナ ットによって締結することが行われるが,締付力に よる割れトラブルも多くみかける。第6章,6唱項 87 の圧縮応力はポアソン比の関係で締付部周辺の樹脂 部分に引張応力を発生させる。この引張応力が過大 であると,締付部周辺から放射状にクラックが発生 する。 プラスチック成形品を締付ける場合には,ワッシ ャを用いて締付けによる圧縮応力を分散すること, 締付トルクの大きさを規制することなどが必要であ る。 〔3)プラスチック雌ねじの割れまたは強度不足 プラスチック雌ねじとしての使い方としては,成 形で雌ねじを加工する場合,後加工で雌ねじをタッ プ加工する場合,セルフタップねじで製品を組立て る場合などがある。これらの場合における割れトラ ブルとしては,雌ねじ周辺からの割れ,雌ねじの強 度不足または強度ばらつきなどのトラプルがある。 これらのトラブルについては種々の要因が関係す る。第6章,6−2項(9)で詳しく述べたので参照され たい。 また,成形による雌ねじの場合,呼びの大きなね 割れトラブル状況の調査 過去のトラプル例 トラブル品の生産工程 トレーサビリティ 発生原因の仮説 トラブル品の分析 トラブル品の破面解析 加速再現試験など 仮説の検証 材料の選定 設計,成形装置検討 (成形機,金型) 成形条件の変更 対策の実施 確認試験 じでは,成形時にねじ部での溶融樹脂の流動状態が 乱れるので小さなウェルドラインが発生することが ある。これが強度低下の原因になることがあるので 注意しなけばならない。 (4)圧入(プレスフィット)による割れ プラスチック同士またはプラスチックー金属など の圧入(プレスフィット)による組立は,よく行わ れる。圧入応力の過大による割れトラブルもよく経 験する。 圧入については,第6章,6 1項(7)において述べ たように,圧入による発生応力の計算は比較的容易 である。しかし,実際の成形品の場合には,成形加 工時の寸法ばらっきの要素が加わるので,計算どお りにはならない。つまり,寸法ばらつきを考慮した 最大しめしろの値をもとに圧入による発生応力を計 算しなければならない。最大しめしろについては, 成形時の寸法精度の予測が必要であり,成形加工に 関するデータの蓄積を必要とする。 (5)接着・接合部の強度不足 接着・接合も強度不足トラブルを起こしやすい部 分である。製品設計的に不連続な部分であり,強度 の予測は難しい。特に,接着・接合部分では強度ば らつきが大きい。ばらつきの大きな原因は,接合部 分における応力集中の問題がある。応力集中のない 接着・接合部分の設計はまず不可能であるので,設 計上では危険断面が接着・接合部分にならないよう な配慮が必要である。接着・接合部の信頼性設計に は,設計データの蓄積が必要である。 強度には直接は関係ないが,接着に関しては接着 とシールは別の概念であることを忘れてはならな い,接着強度を上げるためには通常接着面積は増や すが,面積を増やすと面精度の関係で,シール性は 変わらないかまたは悪くなることがある。シール性 が必要な場合には,接合部分を線接触に設計する方 がシール性はよくなる。シールと接着は分けて,設 計する方がよい。 以上,割れトラブルを起こしやすい五つの例にっ いて述べたが,プラスチックの割れトラブルで頻度 の高いものとしては,他にソルベントクラック,成 形時の熱劣化や加水分解劣化,シャープコーナー, 使用条件と材料選定のミスマッチなどもある。参考 までに,PCで経験した割れトラブル例と対策を表2 に示す1)。 生産再開 図1割れトラブルの原因究明,対策の手順 88 目召.割れトラブルの原因究明 割れトラブルの原因究明と対策の一般的手順を, プラスチックス 図1に示す。これらの手順につ いて,配慮すべきことについて 表3割れトラブル原因の仮説と検証方法 仮説の詳細 仮 説 述べる。 熱分解で劣化した。 (1)割れ品の調査 割れトラブルのサンプルは, 現場からの手紙のようなもので ある。トラブル品を細かく観察 することによって,原因究明の 成形工程で樹脂が 分解して強度が 低下した 検証方法(例) ・平均分子量測定 (粘度法,GPC法) ・MFR測定 加水分解で劣化した。 他の樹脂が混ざり,その 影響で熱分解した。 ・熱分解性評価 (熱分解の場合)(DSC,TG法) ・混入樹脂の分析 (赤外分光分析法) 手がかりをつかめることが多 分子配向が影響し い。たとえば,っぎのことがあ た 分子配向により,配向に 直角方向が弱く割れた。 ・強さの異方性の測定 ・加熱収縮率測定 る。 (結晶性樹脂) 結晶化度が低かった。 ・密度測定 ・変色,傷,クラックなどは 成形時の結晶状態 の違いにより,強 ないか。 ・付着物はっいていないか。 ・変形していないか。 どの方向から割れたか。 度が低下した。 ・破壊は延性か脆性か ・破壊の破面の状態はどのよ うになっているか。 (2)現場の使用状況調査 プラスチック製品の割れ事故 については,成形段階,製品組 立段階,市場での使用段階など があり,すべてについて割れの 発生した現場で事情を調査する ことは困難ではあるが,できる だけ現場調査をし,現認者の意 見を聞く方が原因究明には早道 (強化材料) である。また,発生場所の状況, 発生率,製品の使用条件,トラ ブルに至るまでの使用期間,不 具合発生時の状況なども合せて 調査できる。これらのことも, 原因究明にとっては大切な情報 強化材の破砕,含 有量,配向,接着 力などの影響で, 強度が低下した ・結晶化度測定 (DSC法密度) 結晶状態が不適である。 ・顕微鏡観察(偏光顕微鏡) 含有量が少ない。 ・灰分量測定 アスペクト比が小さい。 繊維長さが短い方に多く ・平均アスペクト比の測定 ・繊維長分布の測定(画像解析) 分布している。 繊維配向に直角方向に力 がかかって割れた。 マトリックスと樹脂の接 着力が弱い。 (ポリマーアロイ材料) 分散相の粒子径が不適で 成形時においてモ ルホロジーが変化 したため強度が低 下した ある。 成形品に欠陥があ り,この部分から 割れた。 ウェルド部のモルホロジ ーが不適である。 ・顕微鏡による粒子径測定 (過型電子顕微鏡) ・顕微鏡観察 (走査型電子顕微鏡など) ・破面観察 ウェルド,仕上げ部など (拡大鏡,走査型電子顕微鏡) の応力集中で割れた。 異物があり,応力集中に ・破面観察 (拡大鏡,走査型電子顕微鏡) ・異物の形状観察 (光学顕微鏡) ・異物分析 金属炭化物,塵埃 異樹脂(赤外分光分析計) 残留応力により割 割れた。 ・残留応力測定 (溶剤浸潰法,試片切削法) れた。 ソルベントクラックによ ・残留応力測定 り割れた。 ・付着物のソルベントクラック性測 限界以上の応力が負荷し ・破面の状態から負荷応力の種類, ストレスクラックにより ー, ではISO9001を取得している 顕微鏡) ・外観観察 より割れた。 ビリティ パーツメーカー,成形メー カー,材料メーカーなどが関係 するので,製品のトレーサビリ ティはかなり大変である。最近 ・破壊面の顕微鏡観察(走査型電子 プコーナー,表面の傷, (3)トラブル品のトレーサ 製品にもよるがセットメーカ 影,超音波顕微鏡) 気泡,クラック,シャー である。 プラスチック製品の場合は, ・繊維配向方向の観察(軟X線撮 定 使用時に負荷され る応力により割れ た。 た。 応力負荷方向の推定 (拡大鏡,走査型電子顕微鏡) ・応力計算 メーカーが多いので,製品ロッ トが分かればトレーサビリティ Vol.55,No.10 89 表3割れトラブル原因の仮説と検証方法(続き) 仮 説 物理的な変化によっ 辮團 仮説の詳細 線膨張の影響により 検証方法(例) ・製品の組立状態 高次構造としては分子配向, 結晶状態(結晶性樹脂),繊維配 ひずみ発生で割れ 吸収率の影響で割れた ・使用状態チェック た。 (PA) (衝撃破壊)。 向やアスペクト比(強化材料), モルホロジー(ポリマーアロイ 使用過程で材料が劣 熱,紫外線,温水,湿度, ・使用環境,期間の調査 化して割れた。 ・外観観察 薬品などで劣化した。 材料)などがある。成形条件に ・劣化部の分子量測定 よっては,これらの高次構造は 変化することがあり,成形品の は比較的容易になっている。各メーカー段階での 物性は変化するので,割れ事故との関係を調べなけ ればならない。 QC工程表,製造記録,原材料の受け入れ記録などを たどることによって,各メーカー段階でのトラプル 分子配向については,配向の程度によっては配向 に結びつく要因の有無を短時間に調査できる。しか 方向は強く,その直角方向は弱くなる。結晶状態に し,各段階で異状があれば,その時点で対策がとら ついては,結晶化度が高いと強度・剛性は高くなる れているはずであり,あまり決定的なことは見つか が,衝撃強さは低くなる傾向がある。また,球晶の 生成状態も粗い球晶形態の場合は強度・剛性は低く らないことが多い。ただし,各段階での製造条件の なる。 安定性,歩留まり率や不良率の変動などの情報は原 因究明の手がかりになる。 繊維強化材料では,繊維は流れ方向に配向するの (4)仮説を立てる で,強さは流れ方向で強く,直角方向は弱くなる。 また,アスペクト比(繊維長さ/繊維径)は小さいと 事故原因の究明に当たって,手当たり次第に検討 するのでは,時問と費用がかかり効率的ではない。 強さは低くなる。ポリマーアロイ材料では,モルホ このため,上述の事故サンプルの調査・現場調査・ ロジーによって物性は変化する。特に,衝撃強さに トレーサビリティなどの結果を基に仮説を立てて, 関しては,分散相の粒子径が衝撃強さに大きく影響 原因究明をしなければならない。 する。また,ウェルド部分でのモルホロジーの状態 て材料物性の変化, 割れた。 チェック 仮説を立てる場合,過去におけるトラプルの経験 や樹脂の欠点を含めたネガティブデータなども参考 にしなければならない。つまり,これらの情報をど れだけもっているかが問題解決の能力になる。 もウェルド強さに強く影響する。 仮説の立て方と検証について表3にまとめた。割 れトラブルの状況,使用樹脂の特性によって仮説の 範囲は絞られるが,表3にっいては一般的な考え方 をまとめたものである。また,いくつかの仮説が組 み合わさって発生することがあるので,トラブルの 状況によって仮説の絞り込みをしなければならな 成形品の欠陥部としては,ウェルドライン,シャ ープコーナー,異物,気泡,クラックなどがある。 このような欠陥部があると,応力集中による脆性破 壊,クラックの発生などの割れトラプルの原因にな る。欠陥部の中で,ウェルドライン,シャープコー ナーなどは発生個所との関係で予測できるものであ るが,異物,気泡などは発生個所を特定することは 難しいことがある。特に,異物や気泡は,成形品の 中に偶発的の発生することがあるので,原因が分か っても対策の立てにくいトラブルである。 い。同表で検証方法については後の項で触れるので, ここでは仮説を立てる考え方について述べる。 1彼諦鱗成形工程で樹脂が分解劣化した。 成形条件が不適なため,熱分解や加水分解によっ て樹脂の強度が低下した。この場合には,どの程度 分解劣化したら割れ事故に至るかは樹脂の特性によ り異なるので,それぞれの樹脂の分解性と物性低下 の関係をもとに判断しなければならない。当然,使 用樹脂のロットによる熱分解性のばらつきも間題に 1姻重③・ 成形品に欠陥があり, 応力集中によっ て割れた。 撮顕痙亟璽 残留応力が過大であると,クラックが発生する。 また,有機溶剤,油などと接触すると残留応力が小 さくてもクラックが発生する樹脂がある(ソルベン トクラック)。 なる。 go プラスチックス プラスチックは,使用段階の物理的要因によって を分析担当者に渡して,結果が出るのを待っていれ ばよいものではない。依頼する側も,分析側とコミ ュニケーションをとり,正しい結果が得られるよう にサポートする心掛けが大切である。 分析する場合,比較になるサンプルがいろいろあ るほうが分析者にとって結果を判断しやすい。たと えば,同時期のもので割れていないサンプル,加速 試験で割れの発生したサンプル,割れサンプルの付 着物質と使用の想定される既知物質などである。ま た,割れサンプルのどの部分を測定または観察する も特性が変化して割れに至ることがある。たとえば, かも重要である。 湿度,温度などの影響がある。湿度については,吸 水するとプラスチックの寸法は膨張する。また,ポ リアミドのような樹脂では,絶乾状態では衝撃強さ また,病気の診断の場合と同じように,1つの分析 鷺菊趣⑤使用時の負荷応力が過大で割れた。 最初の設計時には,使用条件下での荷重を想定し て応力計算をするが,実際に市場で使用されている ときに異常な荷重がかかることはある。割れサンプ ルの破面の解析を基に,負荷荷重の様式,応力計算 などを行い検討しなければならない。 1液窺㊨1使用段階の物理的要因で割れた。 は小さいが,吸水すると衝撃強さは大きくなる。ま た,温度に関しては,金属に比較して線膨張係数は 大きいので,金属材料と一体化した製品では温度上 昇すると,膨張量の差によってプラスチック製品側 に引張応力が発生し,この応力と温度の作用でクラ ックが発生することがある。これらのことについて は,最初の設計段階でも予測できるが,用途によっ ては,使用段階で思わぬ使い方をされて,割れトラ ブルになることもある。 1仮説⑦使用段階で材料が劣化して割れた。 製品の使用段階での割れ原因としては,熱劣化, 温水劣化,紫外線劣化,薬品劣化などの要因がある。 これらの劣化については,各材料の劣化特性をよく 把握しておかなければならない。特にこれらの要因 による劣化では,表面外観に異状が認められるので, トラブル品の目視でもある程度劣化原因を予測でき る。たとえば,熱劣化では,初期品に比較して変色 している。温水劣化では,白化したり,スタークラ ックが発生したりする。紫外線劣化では,表面にチ ョウーキング現象,色相変化,微細クラックなどが 認められる。また,紫外線劣化した側に引張応力が 発生するように折り曲げると,簡単に割れることで も分かる。薬品による劣化では,黄変,白化,膨潤・ 溶解跡,微細クラックなどが認めれる。 日辺.割れサンプルの分析調査 割れ原因の究明においては分析結果が決定的な役 割を果すことが多い。最近では,機器分析装置の性 能も向上したことで分析精度も向上しているので, 分析結果が原因究明の重要な役割を果たすようにな った。ただ,分析については,単に割れたサンプル VoL55,No.10 結果だけで原因を特定できることは少ない。いろい ろな分析方法を併用することによって,正しい原因 を見つけることができる。そのためには,分析を頼 む側が分析の目的やどの程度のことまで分析で明確 にしたいかを分析する側に正確に伝えることも大切 である。 日一5.加速再現試験 割れサンプルの分析と並行して,事故と同じ現象 を再現するための試験も行う。当然この試験は成形 晶を最終製品に組み込むか,または組み込んだ状態 に近い条件で試験をする。加速再現試験の方法につ いては後述するが,試験の条件としてはトラブルが 発生したときの使用条件に合わせた応力,温度,湿 度,紫外線,化学的雰囲気(油,有機溶剤,その他 の薬品),またはこれらの条件を苛酷にして試験す る。また,分析結果からの所見があれば,加速試験 の条件に加える。応力の負荷については,一定のひ ずみが負荷される状態(定ひずみ)と一定の応力が 負荷される状態(定応力〉とでは,試験時間に関す る考え方が異なってくる。残留ひずみ,圧入,ねじ 締結などでは,定ひずみの状態であるので,時間と ともに応力緩和するので,応力の値はある程度まで は小さくなる。このため,応力の値の大きい短時間 側でクラックが発生する傾向がある。どの程度の時 問まで加速試験するかは,使用している材料の応力 緩和特性に左右される。 一方,定応力の場合は,常に一定の応力が負荷さ れているので,ある時間後にクリープ破壊する。ク リープ破壊の場合は,破壊するまでの時間は試験を 続行しなければならない。しかし,低温側では破壊 するまでの時間は長くかかるので,温度の高い条件 で試験して低温側を予測することになる。クリープ 破壊の詳細については,第3章,3−3−4節(3)で述べ 91 灘鱗司罎蒲薦麟品質保証霧苦情処理. 苦情のことを,わが国ではクレームということが多 いが,英語ではコンプレィント(complaint)と言い, クレーム〔claim)とは言わない。言葉は別としても, 苦情は顧客から持ち込まれる品質(quality)の欠陥に 関する不満のことである。苦情処理は,品質保証部門 が主に担当することになる。筆者は樹脂メーカーで品 質保証を担当したことがあるが,苦情処理はなかなか 大変な仕事である。 会社の業務にはいろいろあるが,大別すると,研究 開発のように新しい製品を開発することによって売上 や利益を増やす「ゼロをプラスにする仕事」と,品質 保証のように苦情が発生しても問題を残さず処理すれ ばよい「マイナスをゼロにする仕事」がある。マイナ スをゼロにする仕事では,成果が顕在化しないので達 成感がわきにくい。また,処理の仕方によっては,顧 客からも文句を言われたり,自社の研究・開発・製造 部門から処理の仕方を問題にされることもあり,まさ に「腹背に敵を受ける」感じになることもある。 重大な苦情の対応で大切なことは,情報が伝えられ た時点で該当ロットのトレーサビリティはもちろんで あるが,すぐ製造工程を自分の目と耳で確認すること である。製造担当部門の責任者からの報告だけを聞く だけではr客先への対応はうまくできない。自分で現 場を現認しているという自信が,客先に対する説明で 説得力を発揮させることになる。また,顧客との対応 では,つぎのように考えて臨むと対応に柔軟性ができ てくる。自分の立場より顧客の担当者の方が,もっと 大変な立場に立っておられるのだと。苦情が発生して, 最初に顧客を訪問するときには,相手の担当者は頭に きている精神状態であるが,こちらが誠意をもって対 応しようという姿勢がみえてくると,相手も次第に平 たので参照されたい。 これらの加速試験で,割れトラブルと同様の現象 が再現できれば,これを評価の条件として使用材料ジ 製品設計,成形条件などを見直して,割れが発生し ないように改善すれぱよい。ただ,割れトラブルの 試験で注意すべきことは,割れの発生にはばらつき が大きいという点である。したがって,1条件の試料 数が少ないと割れは再現しないことはある。割れの 前駆的現象であるクラックの発生は,確率的な現象 であるので,試験の精度を上げようとすれば試料数 を増やさざるを得ない。経験的には試料数は,最低 5∼10個は必要ではあるが,それぞれのケースで適 切な個数にしなければならない。 92 静な状態になり,詳しく事情を説明してくれるように なる。 大切なことは,発生状況,影響の大きさなど苦情の 重大さを正確に認識することである。品質保証の担当 が顧客の状況を正確に認識することによって,自社内 での苦情処理に関し,説得力が出てくるとともに,り 一ダシップを発揮できる。特に,苦情処理は時問との 戦いになるので,品質保証担当が社内でリーダシップ を発揮して,検討,対策を推進することが大切である。 製造会社において,「研究・開発関係部門」は「立法」, 「製造関係部門」は「行政」,「品質保証」は「司法」の ような立場であると思う。品質保証は,基本的には顧 客と自社の問に立って,原因の所在を公正に判断しな ければならない立場にある。そのためには,品質保証 に関する管理技術(品質管理手法)だけではなく,自 社製品の設計・製造に係る固有技術についても,基本 的なことは理解しておく必要がある。 また,苦情原因の所在によっては,補償費用の負担 の問題が発生する。このような補償金を支払っても, それを勉強代として,2度とそのような苦情を発生さ せないように,設備を含めて根本的に改善すれば,自 社製品の品質は向上する。このように長い間に改善を 積み重ねた製品は,ブランドイメージになり,競争力 のある製品に成長する。製品を市場に出した時点では, まだ子供のようなものである。品質保証という機能を 使って,立派な大人に育てることが大切である。 最後に,筆者が品質保証を担当していたときに心掛 けていたことは,っぎの3点である。 ①科学的に原因究明する。 ②誠意をもって対応する。 ③迅速に対応する。 B一目.対 策 分析結果,加速試験結果に加えて,過去のトラブ ル事例,トラブル発生時の状況,割れトラブルロッ トのトレーサビリティなどを含めて総合的に判断し て対策を策定する。プラスチック製品の場合,セッ トメーカー,パーツメーカー,成形メーカー,材料 メーカーなどが関係するので,トラブルの状況によ ってどのようなメンバー構成で最終的な対策打ち合 わせをするかは,それぞれの原因の所在によって異 なるが,基本的に対策に関係するメンバーとしては, 品質保証担当,営業担当,設計担当,生産技術担当, 製造担当,購買担当などが情報を共有化しながら, プラスチックス 対策を樹立・実施することが大切である。トラブル によっては,短期的な応急対策と長期的な恒久対策 後に同様なトラブルが発生しないか追跡調査するこ とも大切である。 に分けて実施する必要がある。 肝7.対策の効果確認 対策を実施したら終わりではない。対策を実施し たことによって,どれだけ改善されたか効果の確認 をすることが大切である。効果の確認によって期待 した改善の効果が認められない場合は,再度対策を 本稿において述べた割れトラブル例は,筆者の体 験に基づく内容をまとめたものであるが,顧客との 関係もあり具体的は樹脂名や製品名の公表は差し控 えさせて頂いた。このため,トラプル事例の内容で 理解しにくいところがあるかもしれないが,ご理解 を頂きたい。 検討しなければならない。 〈参考文献〉 効果の確認としては,まず割れの再現した加速条 件で対策品を試験して,割れトラブルが発生しない ことが前提条件である。さらに,市場に出荷された 日刊工業新聞社(1992) Vol.55,No.10 1)本間精一,ポリカーボネート樹脂ハンドブック,p.484, (以下,次号へ続く) 93
© Copyright 2026 Paperzz