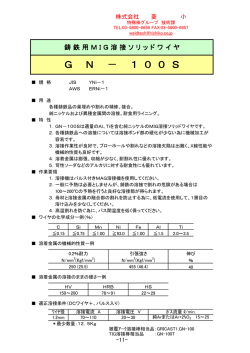
スキューバ用アル ミニウム合金製容器調査報告書 平 成 13年 10月 スキューバ用アル ミニウム合金製容器調査委員会 目 次 1 は じめに 1 2 委員会の構成 1 3 委員会の開催経緯 2 4 沖縄県の事故調査 4.1 事 故 概 要 4.2 事 故 容 器 の 概 要 4.3 事 故 原 因 調 査 結 果 2 2 3 4 5 類似事故事例及び容器検査所の調査 5.1 国 内 の 事 例 調 査 5.2 海 外 の 類 似 事 故 調 査 5.3 容 器 検 査 所 での 検 査 状 況 5 5 6 8 6 スキューバ用アルミニウム合金製容器の調査 6.1 対 象 容 器 の 調 査 6.2 回 収 容 器 の 割 れ 調 査 6.3 容 器 の 組 織 観 察 6.4 容 器 の 異 方 性 調 査 6.5 容 器 内 へ の 水 分 及 び 塩 分 の 浸 入 経 路 6.6 低 ひ ず み 速 度 試 験 (SSRT) 9 9 11 16 18 20 20 7 調 査 結 果 の まとめ 7.1 容 器 ね じ部の組織について 7.2 腐食及び割れの進展について 7.3 容器の破裂について 22 22 22 23 8 保安確保のための提言 33 9 参考文献 35 添付1 添付2 添付3 添付4 添付5 沖縄県の事故容器の電子顕微鏡写真 容 器 ね じ部 外 観 及 び 組 織 写 真 容器引張性質異方性調査結果 SSRT 試 験 結 果 (日 本 原 子 力 研 究 所 実 施 分 ) スキュー バ 用 アル ミニウム合金製容器の破裂事故調査に関する SSRT 応 力 腐 食 割 れ 試 験 :大 崎 修 平 山 口 大 学 2001 1 は じめに 平 成 12年 6月 30日 、沖 縄 県 の 空 気 充 てん所で、スキュー バ 用 アル ミニウム合金A635 1製 容 器 の 充 て ん 作 業 直 後 、突 然 容 器 が 破 裂 し、作 業 員 1名 が 右 足 に 打 撲 傷 を負 うという 事 故 が 発 生 した。当 該 容 器 は 製 造 後 10年 6ヶ月 が 経 過 し、直 近 の 容 器 再 検 査 は 2年 4ヶ 月 前 に 行 わ れ ていた。容 器 の ね じ部 の 軸 方 向 の 粒 界 腐 食 か ら応 力 腐 食 割 れ へ 進 展 し、破 裂 したと考 えられた。そ の 後 、平 成 12年 8月 8日 、東 京 都 八 丈 島 の 空 気 充 てん所で、同 仕 様 の スキュー バ 用 A6351容 器 の 充 てん作業中に、容 器 肩 部 か ら空 気 が 漏 れ る事 例 が 発 生 した。こうした状 況 に 鑑 み 、事 故 再 発 防 止 の 観 点 か ら経 済 産 業 省 原 子 力 安 全 ・保 安 院 保 安 課 は 、各 都 道 府 県 へ 容 器 所 有 者 、空 気 充 て ん 所 及 び 容 器 検 査 所 に 対 し、スキューバ 用 A6351容 器 の 目 視 点 検 の 指 導 ・協 力 等 に 関 す る事 務 連 絡 を、平 成 12年 8月 23日 及 び 平 成 13年 4月 24日 と2回にわたって発 出 し、注 意 喚 起 した。こうしたなか、沖 縄 県 の 容 器 検 査 所 で平 成 13年 1月 か ら5月 の 間 に 行 った容器再検査において、A6061容 器 に お いてもA6351容 器 とよく似たねじ部 の 軸 方 向 の 割 れ が 検 出 され 、不 合 格 と判 定 された。こ の A6061容 器 の ね じ部 の 割 れ が 、事 故 を起 したA6351容 器 に 見 られ る割 れ とよく似 て いるため、A6061容器についても、この 割 れ が 容 器 の 破 裂 に つ なが る恐 れ が あ るか どう か の 可 能 性 を調 査 す ることが 緊 急 課 題 であるとされた。これ を受け、本 委 員 会 で、A6351 容 器 を含めて、スキュー バ 用 A6061容 器 の ね じ部 軸 方 向 の 割 れ 発 生 原 因 の 調 査 、割 れ の 進 展 か ら容 器 破 裂 の 可 能 性 の 調 査 及 び 保 安 確 保 の た め の 対 策 検 討 を行 うことになっ た。 2 委員会の構成 委 員 会 は 次 の 委 員 等 の 構 成 に よった。(以降、敬 称 略 、順不同) 委員長 委員 委員 委員 委員 委員 委員 委員 委員 小林英男 辻川茂男 菅野幹宏 小石勝義 東京工業大学 大学院 理工学研究科 機械物理工学専攻 教授 東京大学 名誉教授 東京大学 大学院 工学系研究科 材料学専攻 教授 東 京 都 環 境 局 環 境 改 善 部 環 境 保 安 課 高圧ガス製造規制係 主任 与那覇博一 沖縄県 文化環境部 消防防災課 保安係 係長 河 合 正 典 (社)レジャー・スポーツダイビング産業協会 理 事 正 路 美 房 住 友 軽 金 属 工 業 ㈱ 研究開発センター 第四部 自動車熱交材料開発室 室長 鈴 木 良 和 全国高圧ガス容 器 検 査 所 連 合 会 日 東 高 圧 ㈱ 代 表 取 締 役 社 長 宮 下 高 行 ダイバ ー 教 育 指 導 団 体 ㈱パディジャパ ン 代 表 取 締 役 会 長 陪 席 経 済 産 業 省 資源エネルギー庁 原 子 力 安 全 ・保 安 院 保 安 課 課 長 木 坂 愼 一 課長補佐古金谷敏之 課長補佐岡本繁樹 専門職奥野陽 係長町田宏之 事 務 局 高 圧 ガス保 安 協 会 機 器 検 査 事 業 部 渡 邉 和 彦 鈴 木 好 徳 青 山 格 長 榮 弘 征 情報調査部 柳田省三 調査協力者 大崎修平 山口大学工学部 機械工学科 教授 木 内 清 日 本 原 子 力 研 究 所 東 海 研 究 所 エネルギーシステム研究部 耐食材料研究グループリーダー 小出孝道 東京工業大学大学院 理工学研究科 機械物理工学専攻 技官 -1- 3 委員会の開催経緯 委 員 会 の 開 催 の 経 緯 は 次 の とおりであった。 (1)第1回 調 査 委 員 会 開 催 日 :平 成 13年 7月31日 出 席 者 :小 林 英 男 、辻 川 茂 男 、菅 野 幹 宏 、小 石 勝 義 、与 那 覇 博 一 、正 路 美 房 、近 藤 洋 正 ( 鈴 木 良 和 代 理 ) 、宮 下 高 行 陪 席 :木 坂 愼 一 、古 金 谷 敏 之 、岡 本 繁 樹 、奥 野 陽 、町 田 宏 之 、玉 置 敏 夫 ( ( 社 ) レジャー ・スポーツダイビング産業協会 副 会 長 ) 事 務 局 :渡 邉 和 彦 、鈴 木 好 徳 、柳 田 省 三 、青 山 格 、長 榮 弘 征 概要:調 査 方 針 、調 査 項 目 、試 験 方 法 、再発防止対策の方針等について討議した。 (2)第2回 調 査 委 員 会 開 催 日 :平 成 13年 8月28日 出 席 者 :小 林 英 男 、辻 川 茂 男 、菅 野 幹 宏 、植 木 孝 明 、松 本 勝 保 ( 以 上 2名 小 石 勝 義 代 理)、与 那 覇 博 一 、河 合 正 典 、正 路 美 房 、、鈴 木 良 和 、宮 下 高 行 陪席:木 坂 愼 一 、古 金 谷 敏 之 、岡 本 繁 樹 、奥 野 陽 、町 田 宏 之 事 務 局 :渡 邉 和 彦 、鈴 木 好 徳 、柳 田 省 三 、青 山 格 、長 榮 弘 征 概要:調 査 結 果 、発 生 原 因 の 推 定 、進 展 性 の 確 認 、再発防止対策等について検 討 し た。 (3)第3回 調 査 委 員 会 開 催 日 :平 成 13年 9月19日 出 席 者 :小 林 英 男 、辻 川 茂 男 、菅 野 幹 宏 、小 石 勝 義 、与 那 覇 博 一 、河 合 正 典 、正 路 美 房 、鈴 木 良 和 、宮 下 高 行 陪席:木 坂 愼 一 、岡 本 繁 樹 、奥 野 陽 、町 田 宏 之 事 務 局 :渡 邉 和 彦 、鈴 木 好 徳 、柳 田 省 三 、青 山 格 、長 榮 弘 征 概要:調 査 試 験 結 果 の まとめ及び報告書原案について討 議 した。 4 沖縄県の事故調査 平 成 12年 6月 30日 に 沖 縄 県 で発 生 した、スキュー バ 用 A6351容 器 の 事 故 調 査 の 概 要 は 、以 下 の とおりである。 4.1 事 故 概 要 (1) 事 故 状 況 空 気 充 てん所でスキュー バ 用 A6351容器に空気を充 てんしていた。充 てん圧力が 205kgf/cm2( 20.1MPa )に達したので容器の充てん作業を終 え、容 器 交 換 を行おうとした ところ、容 器 が 突 然 破 裂 し、充 て ん ホ ー ス が 飛 び 跳 ね 、作 業 員 が 右 足 に 打 撲 を負 っ た。容 器 は 2個 の 破 片 となって 飛 散 したが、半 地 下 式 の 水 槽 で充てんしていたため、 大 きな事 故 に は 至 らなかった。当 該 容 器 は 製 造 後 10年 6ヶ月 経 過 しており、直 近 の 容 器 再 検 査 は 2年 4ヶ月 前 に 行 っている。写 真 1に示すように 容 器 は 口 ね じ部 を軸 方 向 にナタで切り落 とされたように破断している。破 断 面 観 察 の 結 果 、ね じ部 か ら肩部にわ たる左 右 の 破 断 面 に は 著 しい 腐 食 生 成 物 が 付 着 しており、また疲 労 破 面 特 有 の ビー チマーク(波状の紋)が認められた。 (2) 発 生 日 時 平 成 12( 2000 )年6月 30日(金)午後3時 頃 (3) 発 生 場 所 沖 縄 県 平 良 市 ( 宮 古 島 ) 丸金ストアー (4) 人 的 被 害 1名 ( 打 撲 傷 ) (5) 物 的 被 害 空気充てん設備の一部破損 -2- (6) 事 業 所 概 要 1) 製 造 許 可 年 月 :平 成 2(1990 ) 年 10月 16日 2) 処 理 能 力 :720Nm3/ 日 (当該事業所では平均 150 回 / 容 器 ・年の割合で充てん) 3)充てん設備: 圧 縮 機 ( CMV25 オートドレイン装 置 付 ) 2台 親 容 器 ・・・47 ㍑ 鋼 製 容 器 x15 本 充てん台・・・4 台 充てん水槽・・・半 地 下 式 、厚 さ 3mm の 鋼 板 製 4.2 事 故 容 器 の 概 要 (1)仕様 ・容 器 の 種 別 :アル ミニウム合金製継目なし容 器 ・材 質 :A6351-T6 ・内 容 積 :10.3 ㍑ ・容 器 記 号 番 号 :CMA 05865 ・主 要 寸 法 :外 径 185mm 、肉 厚 13.5mm 、全 長 628mm ・耐 圧 試 験 圧 力 :367kgf/cm2( 36.0MPa ) ・最 高 充 てん圧力:220kgf/cm2( 21.6MPa ) ・容 器 製 造 者 :LUXFER GAS CYLINDERS Ltd. ( 以 下 L社 という) ・容 器 製 造 年 :平 成 元 年 ( 1989 年)12月 ・容 器 再 検 査 履 歴 :平 成 5年 ( 1993 年)1月(1回 目 ) 平 成 8年 ( 1996 年)3月(2回 目 ) 平 成 10年( 1998 年 )3月(3回 目 ) (2) 製 造 工 程 製 造 工 程 の 概 要 を図 1に示す。 図1 容器製造工程 -3- 4.3 事 故 原 因 調 査 結 果 (1)巨 視 的 破 面 観 察 写 真 2に示すように 破 裂 容 器 の 破 面 では 、起 点 と判 断 され るね じ部 近 傍 の 古 い 破 面 と、破 裂 に よって形 成 されたと判 断 され る胴 部 へ 続 く新 生 破 面 が 識 別 出 来 る。破 裂 容 器 ね じ部 の 古 い 破 面 は 、ね じ部 中 心 線 を軸 として、左 右 対 称 に 存 在 している。両 方 の 破 面 は 、ほ ぼ 同 様 な形状と様 相 を呈 している。古 い 破 面 は ね じ部 表 面 か らね じ面に垂 直 方 向 (容 器 軸 方 向 の 平 行 面 )に 沿 って、胴 部 方 向 に 向 っており、ね じ部 と胴 部 の 中 間 部 で先 端 が 曲 率 を持つサムネイル 状 (親 指 の 爪 状 )進 展 を明 瞭 に 呈 している。容 器 の 外 面 及 び 内 面 側 に 位 置 す るサムネイル 状 破 面 の 両 側 面 は 容 器 破 裂 時 の 新 生 破 面 である。破 面 に は 腐 食 生 成 物 が 付 着 しており、腐 食 生 成 物 は サ ム ネ イル 状 破 面 の 根 元 で濃 く、先端に向けて薄くなっている。腐 食 生 成 物 の 濃 淡 は 、割 れ 生 成 後 の 時 間 経 過 が 長 い と濃 くなり、短いと薄 くなるので、サ ム ネ イル 状 破 壊 は 初 期 に ゆ っくりと進 展 し、後 期 に 急 速 に 進 展 したことを示 している。 また、サ ム ネ イル 状 破 面 の 先 端 近 傍 に 複 数 の ビーチマーク(巨 視 的 に み た 波 状 模 様 )が 観 察 され る。ビーチマークは 変 動 荷 重 を受けた痕跡である。すなわち、割 れ は 初 期 に ゆ っくりとね じ部 表 面 か らトンネル を掘 るように、容 器 外 面 と内 面 へ 貫 通 せ ず に 容 器 両 面 の 皮 1枚 ( リガメント)を残 した状 態 で 胴 部 方 向 に 進 展 し、後 期 に は 充 て ん 圧 力 に よる変 動 荷 重 の 影 響 に より、急 速 に 進 展 し、破裂に至ったと認められ る。 (2)電 子 顕 微 鏡 観 察 添 付 1の 写 真 に 示 す ようにねじ部 表 面 に 粒 界 割 れ 及 び 腐 食 ピット(腐 食 孔 )が 認 め られ 、割 れ は 粒 界 割 れ 及 び 腐 食 ピットを起 点 として進展している。破面には、部 分 的 に 粒 界 ファセット(粒 界 面 を亀 裂 が 伝 播 したときに 現 れ る結 晶 粒 の 外 郭 面 )が 認 め られ る。また、一 部 の 粒 界 ファセットに 応 力 腐 食 割 れ の 特 徴 が 認 め られ る。破 裂 時 の 新 生 破 面 は 全 て、ディンプル 模 様 (延 性 破 壊 を生 じたときに生じるくぼ み )を呈 している。デ ィンプル 模 様 は 延 性 破 壊 の 特 徴 で、リガメントが 塑 性 崩 壊 したことを示す。 (3)破 壊 の 推 定 原 因 容 器 に 水 分 及 び 塩 分 が 浸 入 し、( 事 故 後 親 容 器 の 1本 か ら約 75 cc の ドレン水 が 採 取 された)ね じ部 表 面 に 腐 食 が 発 生 した。腐 食 は 粒 界 腐 食 及 び 腐 食 ピットの 形 態 をと り、粒 界 腐 食 及 び 腐 食 ピットを起 点 として割 れ が 発 生 した。この 割 れ は 容 器 の 内 圧 に よる応 力 と腐 食 環 境 併 存 に よる応 力 腐 食 割 れ ( Stress-Corrosion-Cracking:SCC ) と推 定 され 、割 れ は ね じ面 に 垂 直 方 向 に 沿 って胴部方向に向けてサムネイル 状 に 進 展 した。 この 応 力 腐 食 割 れ は 容 器 内 圧 保 持 中 に 進 展 し、圧 力 低 下 に 伴 い 停 止 す るというサ イ クル を繰 返 し、腐 食 疲 労 が 割 れ の 進 展 を加 速 して、大 きな割 れ を形 成 し、破 裂 に 至 っ た。サ ム ネ イル 状 破 壊 が 形 成 され た の は 、水 分 及 び 塩 分 という腐 食 環 境 が ね じ部 の 割れの根元にだけ供給され 、割 れ の 内 部 で隙間腐食が生じたこと、及び内圧による応 力 が 肩 部 か ら胴部に向けて高くなることの 相 乗 効 果 と考 えられ る。 写真1 事故容器外観 -4- 写真2 破面外観 5 類似事故事例及び容器検査所の調査 本 委 員 会 の 調 査 試 験 項 目 の 決 定 及 び 調 査 の 一 環 として、スキュー バ 用 アル ミニウム合 金製容器について、過 去 の 事 故 事 例 の 調 査 及 び 同 種 容 器 の 容 器 検 査 所 での 再 検 査 内 容 の 調 査 を行 った。 5.1 国 内 の 事 例 調 査 沖 縄 県 で の 事 故 以 外 に 、国 内 で 過 去 報 告 されている事例は、東 京 都 八 丈 島 で の 、 空気充てん作業中のA6351容 器 肩 部 か らの 空 気 漏 洩 事 例 1件である。 (1) 発 生 月 日 :平 成 12( 2000 )年8月 8日 (2) 発 生 場 所 :東 京 都 八 丈 島 (3)状 況 :空 気 充 てん作業中、容 器 肩 部 か ら空 気 漏 洩 (4) 容 器 概 要 :材 質 A6351-T6 記 号 番 号 X6542 製 造 年 月 昭 和 61(1986 )年2月 L社 製 (5) 発 生 原 因 :写 真 3及 び 写 真 4に 示 す ように、割 れ 面 観 察 の 結 果 、肩 部 の 内 面 しわ を 起 点 として腐 食 が 発 生 、ね じ面 に 垂 直 方 向 に 沿 って 粒 界 腐 食 が 進 行 し、次 に 応 力 腐 食 割 れ ( SCC )とあいまって、割 れ が 容 器 外 面 に まで 進 展 して、空 気 充 てん時に漏洩に至 ったもの と判 断 され る。 写 真 3 空 気 漏 洩 ね じ部 外 観 -5- 写真4 割れ部強制破断面外観 5.2 海 外 の 類 似 事 故 調 査 海外でのスキューバ用アル ミニウム合金製容器の事故を調 査 したところ、 1994 年 か ら 2000 年 までの 間 で 8 件 の 容 器 破 裂 事 故 が 報 告 されており、A5283容 器 が 1 件 で 残 りの 7 件 は A6351容器であった。A6061容 器 の 事 故 報 告 は なかった。 8 件 の 事 故 状 況 を表 1に示す。使 用 年 数 が 不 明 の もの が 3 件あるが 、判 明 している 5 件 は 、い ずれも 10 年 以 上 経 過 している。保 管 中 に 破 裂 したのもの が 2 件で、充てん中に破裂し たもの が 6 件である。国別ではアメリカが 5 件で、ノルウェー、オーストラリア、ニュージ ーランドがそれぞれ 1 件である。海 外 の 調 査 報 告 書 では、A6351容器についての破 壊 原 因 は 、 SLC ( Sustained-Load-Cracking :持 続 荷 重 割 れ ) というA6351合 金 特 有 の 時 間 経 過 に 伴 う、腐 食 環 境 でなくとも進 行 す る割 れ に よると報 告 されている。また、調 査 報 告 書 の なか に は 、 SLC と SCC を区 別 していないもの もある。 割 れ の 起 点 と考えら れ る部 位 は 、肩 部 内 面 若 しくは ね じ部で、他 の 部 位 か ら割 れ が 進 行 している例がないよ うに 思 わ れ 、腐 食 が 起 点 となって割 れ が 進 行 していると推 定 され るもの が ほ とんどであ る。従 って、海外の調査報告書で原因を SLC と報 告 しているもの であっても、容 器 内 が 腐 食 環 境 に な ったことで 腐 食 が 起 きて、応 力 腐 食 割 れ ( SCC ) に 進 展 した の が 実 原 因 で あると考 えられ る。すなわち、腐 食 が 起 きる環 境 が 無 け れ ば 、破 壊 は 進 展 していないと 推定できるものである。 -6- -7- 5.3 容 器 検 査 所 での 検 査 状 況 スキュー バ 用 アル ミニ ウ ム 合 金 製 容 器 の 調 査 の 一 環 として、沖 縄 県 の 容 器 検 査 所 5 箇 所 の 平 成 13( 2001 ) 年 1月 ∼ 5月 に 行 わ れ た 容 器 再 検 査 の 状 況 を調 査 した。そ の 調 査 結 果 を表 2に示す。 表2 再 検 査 結 果 集 約 5箇 所 の 容 器 検 査 所 の 平 均 不 合 格 率 は 、鋼 製 容 器 が 14% 、アル ミニ ウ ム 合 金 製 容 器 が 12%である。鋼 製 容 器 では ほ とんどが腐食不合格で、アルミニウム合金製容器で は 割 れ 及 び 腐 食 不 合 格 が 多 い 。アル ミニ ウ ム 合 金 製 容 器 の 材 質 別 の 不 合 格 内 訳 を見 ると、A6351容 器 の 不 合 格 率 は 、19% ( 137/714 )で、割 れ が 8% ( 55/714 )、腐 食 が 8% ( 54/714 )、ふ くれ が 4% ( 28/714 )で、A6061容 器 不 合 格 率 は 、7% ( 81/1158)で、割 れ が 3% ( 33/1158 ) 、腐 食 が 3% ( 32/1158 )、ふ くれ が 1% ( 11/1158 )であり、圧 倒 的 に A6351 容 器 の 不 合 格 率 が 高 い が 、A6061容器にも割 れ 不 合 格 が 3% 発 生 している。 -8- 6 スキューバ用アルミニウム合金製容器の調査 6.1 対 象 容 器 の 調 査 対 象 とす る ス キ ュー バ 用 ア ル ミニ ウ ム 合 金 製 容 器 は 全 量 輸 入 品 で L社 及 び ALUMINUM PRECISION PURODUCTS Inc. (以 下 A社 という)の 2社の製品である。供 試 容 器 の 調 査 試 験 項 目 、化 学 成 分 及 び 製 造 時 の 容 器 検 査 成 績 を表 3、表 4及 び 表 5に示 す。なお、L社ではA6351容 器 に SLC が 起 こると指 摘 されたため、1990 年 5 月 以 降 、 容 器 材 質 をA6351か らA6061に 変 更 している。また、A社 の 容 器 材 質 は A6061の みである。 製造者 材質 L社 A6351 L社 A6061 A社 A6061 表3 供試容器の調査試験項目 製造年月 記号番号 調査試験項目 1981.12 R54857 短尺引張試験 1982.02 P23297 マクロ組 織 1986.02 X6542 (八丈島漏洩事故) 1988.06 CMA01413 異 方 性 調 査 1988.06 CMA01511 低ひずみ速度試験 1989.12 CMA05865 ( 宮 古 島 破 裂 事 故 ) 1991.01 CMB03126 低ひずみ速度試験 1991.05 CMB05833 マクロ組 織 1991.06 CMB06311 短 尺 引 張 試 験 1991.06 CMB06349 異 方 性 調 査 1994.09 CMB12183 強 制 破 断 1994.09 CMB12184 強 制 破 断 1997.01 DD000688 異 方 性 調 査 1998.01 DD001791 強 制 破 断 (マクロ組 織 ) 1998.01 DD002180 強 制 破 断 1998.01 DD002370 マクロ組 織 1998.01 DJ000352 ひずみ速度試験 1998.01 DJ002205 短尺引張試験 -9- 材質 A6351 A6061 記号番号 R54857 P23297 X6542 CMA01413 CMA01511 CMA05865 規定値 CMB03126 CMB05833 CMB06311 CMB06349 CMB12183 CMB12184 DD000688 DD001791 DD002180 DD002370 DJ000352 DJ002205 規定値 表 4 供 試 容 器 の 材 料 証 明 書 の 化 学 成 分 ( %) Mg Si Mn Cu Fe Ti 0.59 1.01 0.58 − 0.18 0.01 0.60 1.00 0.56 − 0.18 0.01 0.66 1.10 0.52 0.001 0.17 0.012 0.66 1.04 0.53 0.001 0.17 0.015 0.66 1.04 0.53 0.001 0.17 0.015 0.63 1.12 0.57 0.025 0.19 0.014 0.4/0.8 0.7/1.3 0.4/0.8 - /0.10 - /0.5 0/0.2 0.89 0.60 0.006 0.26 0.18 0.011 0.87 0.60 0.00 0.25 0.19 0.01 0.87 0.61 0.01 0.26 0.21 0.013 0.87 0.60 0.00 0.25 0.19 0.01 0.87 0.57 0.003 0.25 0.17 0.012 0.87 0.57 0.003 0.25 0.17 0.012 1.05 0.65 0.03 0.33 0.28 0.02 1.05 0.65 0.01 0.32 0.21 0.026 1.03 0.65 0.01 0.32 0.21 0.026 1.03 0.65 0.01 0.32 0.21 0.026 1.03 0.64 0.03 0.34 0.26 0.027 1.03 0.65 0.01 0.32 0.21 0.026 0.8/1.2 0.4/0.8 - /0.15 0.15/0.4 - /0.7 -/0.15 表5 供試容器の製造時検査の引張試験成績 材 質 記 号 番 号 0.2% 耐 力 引 張 強 さ 伸び N/mm2 N/mm2 ( %) A6351 R54857 306 350 19 P23297 307 355 19 X6542 317 369 19 CMA01413 313 365 20 CMA01511 300 356 20 CMA05865 326 370 18 規定値 280min 320min 12min A6061 CMB03126 286 335 14 CMB05833 291 340 14 CMB06311 290 341 20 CMB06349 297 342 16 CMB12183 306 345 20 CMB12184 306 345 20 規定値 280min 320min 12min A6061 DD000688 329 376 16 DD001791 313 356 18 DD002180 307 353 21 DD002370 314 354 22 DJ000352 306 358 19 DJ002205 307 353 21 規定値 280min 320min 12min - 10 - Cr − − 0.001 0.001 0.000 0.028 − 0.06 0.08 0.07 0.08 0.08 0.08 0.08 0.07 0.07 0.07 0.07 0.07 − Pb − − 0.00 0.001 0.001 0.001 − 0.001 0.001 0.001 0.001 0.001 0.001 0.004 0.003 0.003 0.003 0.004 0.003 − 6.2 回 収 容 器 の 割 れ 調 査 容 器 検 査 所 で 不 合 格 判 定 され た 容 器 の うち、L社 製 A6351容 器 :2本 、L社 製 A60 61容 器 :5本 、A社 製 A6061容 器 :13本 の 計 20本 を回 収 し、ね じ部 不 合 格 状 況 に つ いて調査した 結 果 を表 6に示す。代 表 的 な 腐 食 及 び 割 れ の 詳 細 観 察 結 果 を図 2∼ 図 5 に示す。ほ とんどの容器内面に水分及び塩分による腐 食 と思 わ れ る白 錆 ( 腐 食 生 成 物 ) 及 び 孔 食 ( 腐 食 ピット) が 認 め られ る。ね じ山 の 欠 け 及 び 割 れ は 、容 器 ね じ部 の バ ル ブか ん 合 部 より下 の ね じ部 に 集 中 している。ね じか ん 合 部 は 隙 間 が ふ さが れ た 状 態 で 腐 食 環 境 に 曝 されにくい状態にあること、及 び 潤 滑 ・シ ー ル 剤 が 塗 布 され ていたことの 結 果 と考 えられ る。この ね じ下 部 の 腐 食 が 結 晶 粒 界 に 沿 って進 展 し、ね じ山 の 欠 け 、さらに ねじ部 の 軸 方 向 の 割 れ に なったと推 察 され る。 表6 不合格容器の詳細調査結果 - 11 - 図2 不合格部詳細観察 - 12 - 図3 不合格部詳細観察 - 13 - 図4 不合格部詳細観察 - 14 - 図5 不合格部詳細観察 割 れ が 認 め られ るL社 製 A6061容 器 の 製 造 後 7年 経 過 したもの ( CMB12183,CMB1 2184 ) 及 び A社 製 A6061容 器 の 製 造 後 3年 経 過 したもの ( DD001791,DD002180 ) 、各 2 本 を強 制 破 断 して、割 れ の 状 況 を観 察 した。割 れ は 、ね じ部 表 面 か ら容 器 の 肩 ・胴 部 方 向 へ の 深 さが 、L社 製 A6061容 器 では 2本 とも約 2mm で、A社 製 A6061容 器 では 18mm を超えるものと約 4mm の ものであった。製 造 後 3年 経 過 の A社 製 A6061容 器 の 割 れ 深 さが 18mm を超 えるもの ( DD001791 ) の 割 れ 面 は 写 真 5に示すように、沖 縄 県 で起 きた破 裂 事 故 の L社 製 A6351容 器 ( CMA05865 )に似た、サムネイル 状 で応 力 腐 食 割 れ と推 察 され る様 相 が 観 察 された。 写 真 5 DD001791 割 れ 面 外 観 - 15 - 6.3 容 器 の 組 織 観 察 容 器 の ね じ部 の 軸 方 向 に 割 れ が 集 中 して発 生 していることか ら、容 器 頭 部 の 断 面 マ クロ組 織 観 察 をL社 製 A6351容 器 ( P23297 )、L社 製 A6061容 器 ( CMB05833 )及びA社 製 A6061容 器 ( DD001791,DD002370 )について行った 結 果 を写 真 6∼ 写 真 9に示す。 (拡大マクロ組 織 写 真 は 添 付 2参 照 ) 写 真 6 DD001791 ね じ部横断面マクロ組 織 写 真 7 DD002370 ( A6061 )ねじ部 縦 断 面 マクロ組 織 - 16 - 写 真 8 P23927 ( A6351 )ねじ部縦断面マクロ組織 写 真 9 CMB05833 ( A6061 )ねじ部縦断面マクロ組 織 - 17 - 代表的な結晶粒の大きさを表 7に示す。 記号番号 P23297 CMB05833 DD002370 DD001791 表 7 容 器 頭 部 の 代 表 的 な結 晶 粒 の 大 きさ 製造者・ ね じ部 表 面 垂 ね じ 部 軸 ( 長 ね じ 部 周 材質 製造年月 直(深さ)方向 さ)方向 (幅 )方 向 A6351 L社 1982.02 約 2mm 約 7mm − A6061 L社 1991.05 約 1.5mm 約 4mm − A6061 A社 1998.01 約 10mm 約 25mm − A6061 A社 1998.01 約 15mm − 0.5 - 2mm 容器端部(頭部)の結晶粒粗大化の原因推定 アルミニ ウ ム 合 金 の 結 晶 粒 の 粗 大 化 は 45% 程 度 以 下 の 冷 間 ひ ず み が 残 存 している 材 料 に 固 溶 化 温 度 程 度 ( 再 結 晶 化 温 度 ) の 温 度 に 加 熱 す ることにより生 じる。従 って、容 器 端 部 (頭 部 )の 結 晶 粒 の 粗 大 化 は 、容 器 製 造 工 程 で 次 の ような加 工 及 び 熱 履 歴 に よ り、生 じたと推 察 できる。容器の底付管成形における冷間加工工程で、 90% を超 える冷 間 加 工 ひ ず み が 生 じ、そ の 後 の 端 部 ( 頭 部 ) 絞 り成形における温 間 加 工 工 程 で、そ の ひ ず み が 開 放 され 、 45% 程 度 以 下 の ひ ず み が 残 っている状態になり、続 く溶 体 化 熱 処 理 での 加 熱 で結 晶 粒 の 粗 大 化 が 生 じたと考 えられ る。なお、胴部については、底 付 管 成 形 で の 冷 間 加 工 工 程 の 90% を超 える冷 間 ひ ず み が 残 存 した状態で、溶 体 化 熱 処 理 が 施 され るため 、端 部 ( 頭 部 ) の ような 結 晶 粒 の 粗 大 化 は 起 らず、結 晶 粒 は 微 細 でアル ミニ ウ ム 合 金 の 正 常 な組 織 を維 持 している。端 部 ( 頭 部 ) の 粗 大 化 した 結 晶 粒 組 織 は 、機 械 的 性 質 の 伸 び の 低 下 及 び 腐 食 に 対 す る耐 性 の 低 下 をもたらす。容 器 の ね じ部 で 軸 方 向 の 割 れ 状 腐 食 が 集 中 しているの は 、この ね じ部 の 粗 大 化 した結 晶 粒 界 に 沿 って腐 食 が起き易いためであると考えられ る。( 参 考 文 献 ( 2 ), (3 )) 6.4 容 器 の 異 方 性 調 査 容 器 製 造 時 の 容 器 検 査 では 、引 張 試 験 片 の 採 取 は 容 器 胴 部 の 軸 方 向 とする規定と なっている。割 れ が 集 中 して発生しているねじ部について、容 器 使 用 時 の 内 圧 に よる最 大 応 力 方 向 で、か つ 割 れ の 面 に 垂 直 となる周 方 向 の 引 張 性 質 と容 器 胴 部 軸 方 向 の 引 張 性 質 とを比 較 調 査 した。供 試 容 器 は L社 製 A6351容 器 ( CMA01413 )、L社 製 A6061 容 器 ( CMB06349: ) 及 び A社 製 A6061容 器 ( DD000688 )である。試 験 片 採 取 位 置 及 び 試 験 片 寸 法 を図 6に示す。 図6 試験片採取位置及び試験片寸法 - 18 - 試 験 結 果 を表 8に示す。 製 造 者 ・材 質 ・ 記号番号 L社 A6351 CMA01413 L社 A6351 R54857 L社 A6061 CMB06349 L社 A6061 CMB06311 A社 A6061 DD000688 A社 A6061 DJ002205 採取 位置 胴部 軸方向 肩下部 周方向 肩上部 周方向 胴部 軸方向 肩下部 周方向 肩上部 周方向 胴部 軸方向 肩下部 周方向 肩上部 周方向 表8 異方性調査結果 試験片 降伏 引張 記号 応力 強さ N/mm2 N/mm2 AL1 329 367 AL2 326 366 AC1 280 310 AC2 280 305 GC1 344 364 GC2 339 369 BL1 326 352 BL2 329 351 BC1 300 323 BC2 294 318 HC1 291 329 HC2 304 345 CL1 304 364 CL2 317 364 CC1 256 301 CC2 259 301 IC1 252 303 IC2 279 321 伸び (% ) 18 20 3 5 17 17 10 8 18 19 10 4 - 絞り ( %) 35 40 13 17 8 28 47 46 27 28 24 37 41 49 15 12 35 31 破断 ひずみ 0.44 0.50 0.14 0.19 0.08 0.33 0.64 0.62 0.31 0.32 0.27 0.47 0.50 0.67 0.17 0.13 0.43 0.38 各 容 器 とも、胴 部 軸 方 向 の 引 張 性 質 は 、製 造 時 の 容 器 検 査 成 績 とほ ぼ 一 致 してい る。肩 下 部 周 方 向 の 引 張 性 質 は 、胴 部 に 比 較 して、特 に 伸 び の 低 下 が 著 しく、L社 製 A 6351容 器 が 約 5分 の 1、L社 製 A6061容 器 が 約 1.8 分 の 1、A社 製 A6061容 器 が 1.8 分 の 1か ら 4.3 分 の 1になっている。これ は 結 晶 粒 の 粗 大 化 及 び 結 晶 粒 の 形 状 異 方 性 が 影 響 しているもの と考えられ る。胴 部 に 比 較 し、伸 び が 小 さいことは 、胴 部 よりね じ 部 の 方 が 腐 食 及 び 割 れ に 対 す る耐 性 が 小 さいと判 断 され る。肩 上 部 周 方 向 の 短 尺 引 張 試 験 は 、よりね じ部 に 近 い 場 所 より採 取 したもの で、粗 大 結 晶 粒 及 び 形 状 異 方 性 の 影 響 が 大 きいことを示 している。さらに 引 張 試 験 片 の 破 面 を観 察 したところ、結 晶 粒 界 での 析 出 物 及 び 界 面 割 れ が 認 め られた。これ は 、結 晶 粒 界 の 脆 化 を示 しており、構 造 用 材 料 として好 ましい状態でないことが 判 明 した。( 詳 細 は 添 付 3を参 照 ) - 19 - 6.5 容 器 内 へ の 水 分 及 び 塩 分 の 浸 入 経 路 スキュー バ 用 容 器 内 は 空 気 が 200kgf/cm2( 18.2MPa )に充てんされ ている(酸 素 分 圧 が 約 40kgf/cm2( 3.92MPa )になる)が 、この状態だけでは腐食環境とは 考 えにくい。しか しス キューバ用であることか ら外 側 の 環 境 に は 、海 水 又 は 大 気 中 の 塩 分 が あ る。容 器 の 内 面に、これ ら外 側 の 環 境 の 水 分 及 び 塩 分 が 浸 入 す ることで容 器 内 は 厳 しい 腐 食 環 境 と なると予 想 され る。容 器 検 査 所 の 検 査 状 況 で も、割 れ に よる不 合 格 とほ ぼ 同 数 の 腐 食 による不 合 格 が あ り、この ことを裏付けている。この 水 分 及 び 塩 分 が 容 器 内 に 浸 入 す る 経路について、以 下 の 可 能 性 が あ る。 (1)空 気 圧 縮 機 が 吸 入 す る大気中の塩分について スキューバダイビング用 圧 縮 空 気 充 て ん 事 業 所 は 、多 くが 海 浜 又 は 海 浜 近 くにある。 圧 縮 機 が 周 囲 の 大 気 を吸 入 し、圧 縮 を行い、そ の 空 気 をスキューバ用容器に充てんす ることか ら、内 陸 部 よりも塩 分 濃 度 の 高 い 空 気 が スキュー バ 用 容 器 に 充 て ん され る可 能 性 が あ る。また、天 候 (風 力 、風 向 き等 )によって圧 縮 機 が 吸 入 す る大 気 中 の 塩 分 濃 度 は さらに 高 い 場 合 もあると考 えられ る。通 常 、空 気 圧 縮 ・スキュー バ 用 容 器 充 てん設 備 は 、油 水 分 離 器 (ドレンセパ レータ)及 び 活 性 炭 槽 を経 由 してスキュー バ 用 容 器 に 充 てんされている。ドレンセパ レータでは 圧 縮 機 の 潤 滑 油 及 び 圧 縮 空 気 中 の 水 分 を除 去 する仕 組 み に なっている。ドレンセパ レータによるドレン除 去 の 程 度 は 、吸 入 大 気 の 温 度 、湿 度 及 び 圧 縮 機 の 形 式 、潤 滑 方 式 、潤 滑 油 の 性 状 並 び に ドレンセパ レー タの 形 式 、容量によっても様 々 であると考えられ る。圧 縮 空 気 の 充 てん方法によって、ドレンセ パ レータ内 部 を通 過 す る空 気 の 流 速 が 急 激 に 上 が ることにより内 部 圧 力 が 下 が って、 ドレンセパ レータ底部に溜まっているドレンを巻 き上 げ る可 能 性 が あ る。もしこの 様 なこ とに な れ ば 多 量 の ドレンを混 入 した 高 圧 空 気 が 活 性 炭 槽 に 送 られ ることになる。ドレン の 巻 上 げ を防 ぐために、圧 縮 機 運 転 中 は ドレンセパ レータ内 部 の 圧 力 が あ る一 定 圧 力 以 下 に 下 が らないような構造をしたもの もある。ドレンセパ レータでの ドレン除 去 が 不 充 分であるとドレンを多 く含 ん だ 高 圧 空 気 が 次 の 活 性 炭 槽 に 送 られ ることになり、内 部 の 活 性 炭 を濡 らせてしまう(吸 着 能 力 を超えている)ことになる。活性炭が完全に濡れてし まえば 、高 圧 空 気 内 の ドレンが そのまま親容器やスキューバ用容器に送り込 まれ ること になる。(スキュー バ 用 容 器 内 へ の ドレン混 入 を防 ぐには、頻 繁 に ドレン抜 きを行 う、早 め 早 め に 活 性 炭 交 換 を行 う、ドレンセパ レータ内 の 圧 力 を急激に下げない等が考えら れる。) (2)充 てん時、容 器 バ ル ブ充てん口に溜まった水分及び海水の容器内浸入について スキュー バ 用 容 器 バ ル ブは 、そ の 開 口 部 か らストップ弁 までの間に水及び海水が溜 まっている可 能 性 が あ る。そのまま充てんホースをバ ル ブに取付け、充 てんを始 め れ ば バ ル ブ充てん口に溜まっていた水及び海水は、スキュー バ 用 容 器 内 に 押 し込 まれ るこ とになる。(これ を防 ぐためには、充てんホースをバルブに取付ける前に、バ ル ブを一 瞬 開 い て 容 器 内 の 空 気 を出 し、バ ル ブ充 てん口に溜まっている水及び海水を吹 き飛 ば し てか ら充 てん作業を行 う。) (3)容 器 を完全に空にした状態での、放置による水及び海水の浸入について スキュー バ 用 容 器 を完 全 に 空にした状 態 でバルブを開いたまま放置すれば、温 度 変 化 に よって簡 単 に 水 及 び 海 水 が 容 器 内 に 入 ってしまう可 能 性 が あ る。(これ を防 ぐに は、スキュー バ 用 容 器 の 内 圧 を完全にゼロにしない。) 6.6 低 ひ ず み 速 度 試 験 A6061は 一 般 的 に は 耐 食 性 が あ るもの とされ 、応 力 腐 食 割 れ ( SCC ) が 起 きにくいと され ている。しか し、胴 部 は 正 常 なA6061の 組 織 であるが 、ね じ部 は 粗 大 結 晶 粒 が 認 められ るの で、この ね じ部 近 傍 の 応 力 腐 食 割 れ 感 受 性 を確 認 す るため、低 ひ ず み 速 度 試 験 ( Slow-Strain-Rate-Test:SSRT )を実施することとした。供 試 容 器 は L社 製 A6351容 器 ( CMA01511 )、L社 製 A6061容 器 ( CMB03126 )及びA社 製 A6061容 器 ( DJ000352 )で ある。 - 20 - 試 験 片 採 取 位 置 及 び 試 験 片 寸 法 を図 7に示す。 図7 試験片採取位置及び試験片寸法 試 験 結 果 は 添 付 5及び添付6に示す。 応 力 腐 食 割 れ 感 受 性 に つ い て 、A社 製 A6061容 器 は 感 受 性 が 少 ないがあり、L社 製 A6351容 器 は 感 受 性 あ り、L社 製 A6061容 器 も感 受 性 あ りの 結 果 が 得 られた。L 社 製 A6351容 器 は 沖 縄 県 及 び 東 京 都 で 事 故 を発 生 しており、SSRTか らも応 力 腐 食 割 れ を起 す ことが 裏 付 け られた。L社 製 A6061容 器 は 未 だ 事 故 の 発 生 は 報 告 され て いないが、応 力 腐 食 割 れ を起 す 可 能 性 が あ る結 果 が 得 られた。A社 製 A6061容 器 は SSRTでは感受性が少ない結果であるが 、ね じ部 の 引 張 試 験 でも、伸 び が 試 験 片 採 取 位置により、 10% 又 は 4% と極端に異なった結果になっていることか ら、SSRTの 結 果 でも試 験 片 採 取 位 置 に よる変 動 が 現 れ た と考えられ る。現に、容 器 番 号 DD001791 に おいて使用期間3年 で深 さ 18mm を超 える応 力 腐 食 割 れ を生 じている。 従 って、A6351容 器 及 び A6061容 器 とも、応 力 腐 食 割 れ ( SCC )を起 す 可 能 性 を持 っているとの 結 果 が 得 られ 、ね じ部 軸 方 向 の 割 れ 状 腐 食 か ら容 器 の 破 裂 に 至 る可 能 性 がある調 査 結 果 となった。 - 21 - 7 調 査 結 果 の まとめ スキューバ用アルミニウム合金製容器のA6351容 器 及 び A6061容器について調査し た 結 果 、容 器 内 に 水 分 及 び 塩 分 の 浸 入 が あ ると圧 縮 空 気 の 酸 素 との 相 乗 効 果 に より、厳 しい 腐 食 環 境 となり、耐 食 性 が あ るとされているA6351及 び A6061にも腐 食 が 起 きるこ とが 確 認 された。アルミニ ウ ム 合 金 製 容 器 の ね じ部 の 結 晶 粒 は 、容 器 端 部 成 形 加 工 条 件 及 び 固 溶 化 熱 処 理 に より、粗 大 化 し、結 晶 粒 が 容 器 の 軸 方 向 に 並 ん だ ようになっていた。 この た め 容 器 ね じ部 表 面 に 腐 食 が 発 生 した 場 合 、腐 食 が 結 晶 粒 界 に 沿 って1結 晶 分 進 ん だとすると、ね じ部 表 面 か らの 深 さ方 向 に 1.5mm - 10mm 、軸 方 向 に 4mm - 25mm に達す ることになる。また、A6351容 器 及 び A6061容 器 の ね じ部 は 応 力 腐 食 割 れ が 起 る可 能 性があることが 判 明 した。従 って、 A 6351容器及びA6061容 器 に 軸 方 向 の 割 れ 状 腐 食 が 生 じた 場 合 、腐 食 が 進 展 し容 器 の 破 裂 に 至 る可 能 性 が あ るとの 結 論 が 得 られ た。以 下 に調査で得られた結果の主要項目をとりまとめて報告する。 7.1 容 器 ね じ部の組織について A6351容 器 及 び A6061容 器 の ね じ部 の 断 面 の マクロ組 織 を調 査 したところ、L社 製 A6351容 器 は ね じ部 表 面 か ら深 さ方 向 × 軸 方 向 に 約 2mm × 約 7mm の 粗 大 化 した結 晶 粒 が 認 め られ た。L社 製 A6061容器には、同様に約 1.5mm × 約 4mm の 粗 大 化 した 結 晶 粒 、また、A社 製 A6061容器には約 10mm × 約 25mm × 0.5-2mm (ね じの 周 (幅 ) 方 向 )の 短 冊 状 に 粗 大 化 し、ね じの 軸 方 向 に 長 い 結 晶 粒 が ね じ横 断 面 に 放 射 状 に なって いるのが認められた。この ように 結 晶 粒 が 粗 大 化 し、方 向 性 を持 った組 織 は 、通 常 の 細 粒 組 織 である容 器 胴 部 に 比 較 して、伸 び 及 び 絞 りが 減 少 し、腐 食 及 び 割 れ に 対 す る耐 性 が 低 下 していることが 確 認 された。容 器 ね じ部 表 面 の 軸 方 向 の 割 れ は この 粗 大 化 した 結 晶 粒 に 沿 って起こった 粒 界 腐 食 であることが 認 め られた。従 って、容 器 内 を腐 食 環 境 とする ような水 分 及 び 塩 分 の 浸 入 を防 止 す ることが 肝 要 である。また、ね じ部 の 結 晶 粒 の 粗 大 化 は 、容 器 製 造 工 程 の 底 付 管 成 形 工 程 で 90% を超える冷間加工ひずみが生じ、端部(頭 部 ) 成 形 工 程 の 温 間 加 工 で そ の 冷 間 加 工 ひ ず み が 開 放 され 、 45% 以 下 程 度 の ひ ず み が 残 っている状態になり、そ の 後 の 溶 体 化 処 理 の 加 熱 で結 晶 粒 の 粗 大 化 が 生 じたもの と考 えられ る。結 晶 粒 の 大 きさは 、今 回 調 査 したなかでは、約 1.5mm 程 度 の 大 きさが 最 も小 さ いもの であったが、この 程 度 が 結 晶 粒 粗 大 化 の 防 止 限 界 であるとしても、結 晶 粒 の 方 向 性 を無 くする状態にすることが必要であると考 えられ る。 7.2 腐食及び割れの進展について A6351容 器 及 び A6061容 器 内 に 水 分 及 び 塩 分 が 浸 入 して、ね じ部 表 面 に 腐 食 が 生 じ、それを起 点 に 粒 界 腐 食 に 進 ん で 、応 力 腐 食 割 れ が 起 こる可 能 性 が あ ることが SSRT (低 ひ ず み 速 度 試 験 )で明らかになった。応 力 腐 食 割 れ が 進 展 していくと、や が て充てん サ イクル の 応 力 に よる疲 労 破 壊 へ と移 行 す る。疲 労 破 壊 が 始 まれ ば 、充 てん回数に比例 して 進 展 し、容 器 の 破 裂 に 至 ることになる。容 器 ね じ部 の 軸 方 向 の 割 れ 状 腐 食 が 発 生 し てから、疲 労 破 壊 に 至 るまでの 時 間 は ね じ部 の 結 晶 粒 組 織 、使 用 頻 度 、腐 食 環 境 の 状 態 などにより異 なる。 A 6351容 器 の 事 故 事 例 の 製 造 後 の 経 過 年 数 、直 近 の 再 検 査 か ら事 故 までの 経 過 年 数 及 び 事 故 状 態 をあげると、豪 州 (製 造 後 15.3年 、6.3年 前 、保 管 中 破 裂 )、米 国 (製 造 後 10年 以 上 、4年 前 、充 て ん 中 破 裂 )、日 本 (製 造 後 10.5年 、2.4 年 前 、充 て ん 直 後 破 裂 )、NZ(製 造 後 18年 、不 明 、充 て ん 中 破 裂 )米 国 (製 造 後 13年 、 0.5年 、充てん中破裂)、米 国 (製 造 後 11.5年 、2年 前 、充てん中破裂)、日 本 (製 造 後 14.5年 、不 明 、充 て ん 中 漏 洩 )である。A6351容 器 の 事 故 事 例 で は 、製 造 後 10年 以 上 経 過 した容器に事故が起っている。再 検 査 か らの 経 過 年 数 で見 ると、6.3, 4, 2.4, 2, 0.5 年 である。容 器 ね じ部 の 肉 厚 か ら判 断 して、 0.5 年 で 割 れ 状 腐 食 が 容 器 の 破 裂 まで一 気 に 進 展 す るとは考えられ ず 、割 れ 状 腐 食 を見 落 としたもの と思 わ れ る。容 器 の ね じ部に、 この ような割 れ 状 腐 食 が 生 じる可 能 性 が あ る、という知 識 を持 っていないと、再 検 査 で見 落 とす 可 能 性 が あ ることを示 しているもの と判 断 で きる事 例 で もある。A6061容 器 に つ い て は 事 故 報 告 の 事 例 は な か ったが、A社 製 の 結 晶 粒 が 粗 大 化 していた容器で製造後3 - 22 - 年 の 再 検 査 で割 れ が 見 つ か り、その割れはサムネイル状で深さが 18mm を超えるもの で あったことが 今 回 の 調 査 で分 か った。なお、スキューバ用容器の再検査期間については、 豪 州 ( AS2030.1 -1999 ) で は 1 年 毎 の 目 視 検 査 及 び 耐 圧 試 験 、 N Z ( ISBN-0-477-03478-0-1992 ) で は 1年 毎 の 目 視 検 査 と2年 毎 の 耐 圧 試 験 、ま た 米 国 (49CFR-173.34 )では5年 毎 の 再 検 査 (目 視 及 び 耐 圧 )を規 定 しているが圧縮ガス業界団 体 CGA の 基 準 ( P-5 )では 1年 毎 の 目 視 検 査 を追 加 推 奨 しているという参 考 例 が あ る。割 れ の 進 展 速 度 は 、事 故 事 例 の 再 検 査 後 の 経 過 年 数 及 び 今 回 の 調 査 結 果 等 か ら検 討 す る と、割 れ 状 腐 食 が 起 きてか ら早 くても2年 を超えないと容 器 の 破 裂 に は 至 らないと判 断 で きる。目 視 検 査 を1年 ごとに 実 施 す れ ば 、たとえ1度 は 見 落 としが あ っても次 回 の 検 査 で 検 出 できる程度になっていると考 えられ る。したがって、1年に1度 、ね じ部 軸 方 向 の 割 れ 状 腐 食 を見つける検 査 を行 うことが 事 故 防 止 に 有 効 と考えられ る。 なお、耐 圧 検 査 は この 割 れ 状 腐 食 の 検 出 に つ い て 寄 与 す るものではないので、従 来 の 頻 度 の ままで良いと判 断 され る。 7.3 容器の破裂について (1)事故の原因解析については 、フォールトツリー解析(FTA :Fault Tree Analysis )とイベ ントツリー解析(ETA :Event Tree Analysis )が 有 用 である。 FTA では、原 因 事 象 を網 羅 し、原 因 事 象 を系 統 的 に 細 分 化 して、事 故 という結 果 に 至 る原 因 事 象 の 流 れ をフォー ル ト ツリー図で構築し、事 故 の 原 因 を特 定 す る。事 故 を頂 点 とする樹 木 の 形 となるか ら、フォー ル トツリーという。 ETA では、原 因 事 象 を選 定 し、原 因 事 象 ごとに事故に至るシーケンスを イベントツリー図で構 築 し、事 故 の 原 因 を特定する。 沖 縄 県 の 事 故 を対 象 として、フォールトツリー 解 析 の 結 果 を図 8∼ 図 12に、イベントツリ ー 解 析 の 結 果 を図 13に示す。容 器 は 、ね じ部 の 結 晶 粒 粗 大 化 に よる粒 界 腐 食 を起 点 とし て、応 力 腐 食 割 れ に よってサムネイル 状 き裂 が 進 展 し、容 器 再 検 査 でき裂 は 検 出 され ず 、 容 器 充 てん時に破裂に至った。 サムネイル 状 き裂 が 形 成 されたのは、水 分 、塩 分 の 浸 入 という腐 食 環 境 が 、ね じ部 表 面 の き裂 開 口 部 か ら、き裂 の 前 縁 部 (先 端 部 )にだけ供給された結果である。き裂 の 内 部 が すき間 腐 食 の 状 態 となっていたと考えられ る。また、ね じ部 と肩 部 は 厚 肉 で、容 器 内 面 の 周 方 向 応 力 は 低 く、か つ 容 器 外 面 に 向 け て 応 力 が 低 下 す る分 布 となっている。一 方 、胴 部 は 薄肉で、容 器 内 外 面 の 周 方 向 応 力 は 一 様 で、ね じ部 と肩 部 の 応 力 よりも高い。したがって、 応 力 腐 食 割 れ の き裂 は ね じ部 表 面 か ら容器外面に向けて進展するよりも、ね じ部 表 面 か ら 肩 部 を通 り、胴部に向けて容器肉厚の内部を進 展 す る方が応力的に容易であり、これ が サ ムネイル 状 き裂の形成に寄与したと考 えられ る。 サムネイル 状 き裂 は 、通 常 の 半 楕 円 表 面 き裂 と異なり、寸 法 が 大 きくなっても、容易に容 器 外 面 に 貫 通 せ ず 、またねじ部 表 面 で の き裂 開 口 量 は 小 さい。したがって、漏 洩 以 前 に 破 裂 す る危 険 性 が あ り、またね じ部 表 面 の 目 視 検 査 に よってき裂 を検 出 す ることは 困 難 であ る。 (2)一般に、容 器 の 製 作 では 、最 高 充 てん圧力で破断前漏洩(LBB, Leak Before Burst )の 成 立 が 要 求 され る。すなわち、応 力 腐 食 割 れ などによって表面き裂 が 発 生 、進 展 しても、必 らず き裂 の 肉 厚 貫 通 に よる漏 洩 が 破 裂 に 先 行 し、安 全 性 を確 保 できる。しか し、 LBB の 要 求 は 、最 小 厚 さの 容 器 胴 部 を対 象 としており、胴 部 よりも厚いねじ部 、肩 部 と底 部 は 対 象 外 である。上 述 したように、ね じ部のサムネイル 状 き裂 は 、 LBB が 成 立 しない可能性がある。 以 下 では 、LBB の 成 立 を検討する。 A6351-T6 合 金 (引 張 強 さσ B = 37.7 kgf/mm2 、耐力σ Y = 33.2 kgf/mm2 、伸 び 18 % )の 破 壊 靭 性 の 測 定 結 果 の 報 告 は ない。機 械 的 性 質 が 類 似 している 7N01-T6 合 金 (σ B = 35.7 kgf/mm2 、σ Y = 29.9 kgf/mm2 、伸 び 13.8 % )の 弾 塑 性 破 壊 靭 性 は 、 JIc = 3.56 kgf/mm である。したがって、A6351 合 金 の 弾 塑 性 破 壊 靭 性 を、JIc = 3.56 kgf/mm と仮 定 す る。さらに、容 器 の ね じ部 と肩 部 では、結 晶 粒 の 粗 大 化 に よって、組 織 異 方 性 が 生 じてい る。ね じ部 と肩 部 の 周 方 向 の 破 壊 靭 性 を、軸 方 向 の 破 壊 靭 性 (胴 部 と同 じ)の 1/2 と仮 定 し、JIc = 1.78 kgf/mm とする。平 面 ひ ず み 破 壊 靭 性 KIc は 、次 式 となる。 - 23 - K Ic = EJ Ic 1− ν2 7.4 × 10 3 × 1.78 = 1 − 0.3 2 = 120 kgf / mm 3 / 2 容 器 胴 部 の 表 面 き裂 を起 点 として、応 力 拡 大 係 数 K が 平 面 ひ ず み 破 壊 靭 性 KIc に達し て破壊する場 合 (K = KIc )、小 規 模 降 伏 条 件 を満足する必要がある。小 規 模 降 伏 条 件 は 、 次 式 で与えられ る。 K a , b>2.5 Ic σY 2 120 = 2.5 × 33.2 = 32.7 mm 2 ここで、a は き裂 深 さ、b は リガメントである。容 器 胴 部 の 厚 さは 、t = a+b = 13.5 mm であ るか ら、小 規 模 降 伏 条 件 を満 足 しない。したがって、表 面 き裂 を起 点 とする破壊は、K = KIc ではなく、塑性崩壊で生ずると判 断 され る。 まず、容 器 胴 部 を検討する。薄 肉 容 器 の 塑 性 崩 壊 圧 力 Po は 、次式で与えられ る。 4 t Po = σ EY D 3 i σY + σB σ EY = 2 ここで、容 器 内 径 Di = 158 mm 、厚 さ t=13.5 mm 、耐 力 σ Y = 33.2 kg/mm2 、引 張 強 さσ B = 37.7 kgf/mm2 、有 効 降 伏 応 力 σ EY = 35.5 kgf/mm2 を代用すれば、Po は 次 式 となる。 Po = 7.01 kgf / mm 2 胴部内面において、 1 個 の 軸 方 向 半 楕 円 表 面 き裂 (深 さ a 、表 面 長 さ 2c 、 a < c )を想 定する。表 面 き裂 を起 点 として破裂することなく、表 面 き裂 が 肉 厚 を貫 通 す れ ば 、漏洩に至 り、LBB が 成 立 す る。表 面 き裂 の 深 さ a の 最 大 値 は 、容 器 厚 さ t である。KHK S 0123 容 器 等 プロトタイプ試験基準の要求に従い、表 面 長 さを以下にとる。 2c = 1.6 D o t ここで、容 器 外 径 Do=185 mm 、厚 さ t = 13.5 mm を代入すれば、2c は 以 下 となる。 2c = 78.0 mm 表 面 き裂がある場 合 、塑 性 崩 壊 圧 力 (局 部 崩 壊 )Pc は 、次 式 で与えられ る。 Pc = Po 1− a / t 1 − a / M' t M ' = 1 + 1.61 a ( 2 c) 2 2Dt 2 ここで、Po = 7.01 kgf/mm2 、貫 通 直 前 の き裂深さ a = 0.8t 、2c = 78.0 mm 、平 均 径 D = ( Di+Do) / 2 = 171.5 mm 、 t = 13.5 mm を代入すれば、Pc は 以 下 となる。 Pc = 2.74 kgf / mm 2 Pc は 最 高 充 てん圧力 2.2 kgf/mm2 よりも高いから、胴 部 内 面 に 軸 方 向 半 楕 円 表 面 き裂(a = 0.8t )があっても塑 性 崩 壊 せ ず 、表 面 き裂 は 肉 厚 を貫 通 して漏洩に至り、 LBB が 成 立 す る。 - 24 - 次に、容 器 ね じ部 を検 討 す る。ね じ部 下 端 の 位 置 を厚 肉 容 器 とみなす。厚 肉 容 器 の 塑 性 崩 壊 圧 力 Po は 、次 式 で与 えられ る。 2 σ EY 1n K 3 D K= o Di Po = ここで、σ EY = 35.5 kgf/mm2 、D i = 19 mm (3/4 inch )、Do = 119 mm 、 K = 6.26 を代 入 すれば、Po は 次 式 となる。 Po = 70 .9 kgf / mm 2 Po は 胴 部 に 比 較 して 1 桁 高 く、たとえね じ部 内 面 に 表 面 き裂があっても、容易に塑性崩 壊 しない。また、容 器 ね じ部 の 厚 さは 、 t = a+b = 50 mm であるか ら、小 規 模 降 伏 条 件 を 満足する。したがって、表面き裂 を起 点 とする破 壊 は 、K = KIc で生ずると判 断 され る。 ね じ部 下 端 の 位 置 を厚 肉 容 器 とみ な した 場 合 、周 方 向 応 力 σ θ は 、内 面 で最 大 値 σ θ ,max 、外 面 で最 小 値 σ θ ,min となり、次式で与えられ る。 K2 +1 K 2 −1 2 =P 2 K −1 σ θ,max = P σ θ,min ここで、最高充てん圧力 P = 2.2 kgf/mm2 、 K = 6.26 を代用すれば、以下となる。 σ θ. max = 2.31 kgf / mm 2 σ θ. min = 0.115 kgf / mm 2 実 際 に は 、σ θ は 厚 肉 の ね じ部 下 端 か ら薄 肉 の 胴 部 へ 向 け て増 大 し、胴 部 ( Di = 158 mm 、Do = 185 mm 、K = 1.17 )では 、以 下 となる。 σ θ, max = 14.1 kgf / mm 2 σ θ, min = 11.9 kgf / mm 2 したが って、ね じ部 下 端 か ら肩 部 まで、以 下 の σ θ が 等 分 布 していると仮定する。 σ θ = 9 .0 kgf / mm 2 ね じ部 では 、中 心 線 を軸 として、左 右 対 称 に 2 個の軸方向サムネイル 状 き裂 が 発 生 して いる。 2 個のサムネイル 状 き裂 を、 1 個 の 半 円 表 面 き裂 (深 さ a 、表 面 長 さ 2c = 2a )とみ なす。応 力 拡 大 係 数 K は 、次式で与えられ る。 K = σ θ πt F 0.42α + 0.21α 2 F = 0.25 + (0.11D / 2 t − 0.1)0.16 a/t α= (a / c)0.58 ここで、σ θ = 9.0 kgf/mm2 、 t = 50 mm 、 D = Do = 119 mm 、貫 通 直 前 の き裂 深 さ a = 0.8t 、c = a を代 入 す れ ば 、以 下 となる。 K = 121 kgf / mm 3 / 2 KIc = 120 kgf/mm3/2 であるから、 K = KIc となり、表 面 き裂 の 肉 厚 貫 通 以 前 に 破 裂 し、 LBB は 成 立 しない。 より詳 細 に は 、ね じ部 と肩 部 の 応 力 解 析 を必 要 とする。また、ね じ部 では 左 右 対 称 に 2 - 25 - 個のサムネイル 状 き裂 が 発 生 す るか ら、実 際 の 応 力 拡 大 係 数 は 、上 記 の 1 個 の 半 円 表 面 き裂 とみ なした場合よりも大 きくなる。さらに、 KIc に達するような高い K の 繰 返 し(充 てんサ イクル )によって、疲 労 き裂 進 展 が 容 易 に 生 ず る。すなわち、粒 界 腐 食 を起 点 として応 力 腐 食 割 れ が 生 じ、最 終 的 に は 腐 食 疲 労 (腐 食 環 境 の 疲 労 )によってサムネイル 状 き裂 が 形 成 されたもの と考 えられ る。い ず れ に せ よ、ね じ部 表 面 か らサ ム ネ イル 状 き裂 が 進 展 す る場 合に、LBB は 容 易 に 成 立 しないことが 結 論 され る。 (3)容器の破裂について、 LBB の 不 成 立 以 外 の 問 題 に 触 れ ておく。容 器 検 査 所 での容器 再 検 査 の 調 査 結 果 か ら、不 合 格 の 内 訳 として、腐 食 とき裂 以 外 に 、胴 部 の ふ くれ が あ る。 ふ くれ は 鋼 製 容 器 に は 認 め られ ず 、アル ミニ ウ ム 合 金 製 容 器 の み に 認 め られ る。さらに、 空 気 充 て ん 者 の 調 査 か ら、充 て ん 効 率 の 向 上 を図 るために、急 速 充 てんと親 容 器 へ の 最 高 充 てん圧力を超えた充てんが行われている実 態 が 判 明 した。急 速 充 てんによる温 度 上 昇 は 著 しく、容 器 に 触 れ ることができない程 度 の 温 度 となる。夏 場 に 直 射 日 光 が 当 た る条 件で、この温度は長時間にわたり持 続 され る。アルミニウム合金は融点が低く、 100 ∼ 200 ℃ 程 度 の 高 温 でもクリープ変 形 (持 続 荷 重 に よる変 形 )を示す。容 器 胴 部 の ふ くれ は 、急 速 充てんに起因するクリー プ変 形 の 結 果 と考えられ る。幸いに、容 器 再 検 査 所 では ふ くれ の 検 査 が 実 施 され 、ふ くれ が 認 め られ る容 器 は 、不 合 格 とされ ている。ふ くれ が 放 置 され れ ば 、いずれはクリープ破壊によって胴 部 が 破 裂 す る危険がある。この 場 合 に は 、クリープ変 形による減 肉 を伴 うか ら、 LBB が 成 立 しない可能性がある。空 気 充 てん者は、急 速 充 てん を避け、水 槽 を設 置 して充 てん時に容器を冷 却 す るなどの 温 度 上 昇 防 止 措 置 を構 ず ること が 望 ましい。また、容 器 再 検 査 所 の 容 器 再 検 査 に 際 しては、アル ミニウム合金製容器には クリープ変形による胴部ふくれがあることを前 提 とする必要がある。 - 26 - - 27 - - 28 - - 29 - - 30 - - 31 - - 32 - 8 保安確保のための提言 A6061容 器 に 見 られ たね じ下 部 軸 方 向 の 割 れ 状 腐 食 は 、破 裂 事 故 を起 したスキュー バ 用 A6351容 器 と同 じく、応 力 腐 食 割 れ に 進 展 し、A6351容 器 と同 様 の 破 裂 事 故 を起 す 可 能 性 が あ ることが 判 明 した。すなわち、A6351容 器 及 び A6061容 器 とも、容 器 内 に 水 分 及 び 塩 分 が 浸 入 す ることで、容 器 内 が 腐 食 環 境 に な り、容 器 ね じ下 部 に 軸 方 向 の 割 れ 状 腐 食 を起 し、それを起点として応 力 腐 食 割 れ ( SCC :Stress-Corrosion-Cracking )に進展 する可能性があることが 判 明 した。容 器 ね じ下 部 軸 方 向 の 割 れ 状 腐 食 を起 す 原 因 は 、容 器 内 に 水 分 及 び 塩 分 が 浸 入 し、容 器 内 が 腐 食 環 境 に なること及 び 容 器 ね じ部 の 結 晶 粒 が 粗 大 化 しており、形 状 異 方 性 を持 っているためである。今 回 調 査 して得られた知見を基に、ス キューバ用アルミニウム合金製容器の安全を確保するため、以 下 の 事 項 を提言する。 (1)目視検査について スキューバ用アルミニウム合金製容器については、容 器 が 破 裂 す る前に、ね じ下 部 軸 方 向 の 割 れ 状 腐 食 を検 出 す ることが 必 要 である。目 視 で検 出 できる割 れ 状 腐 食 が 起 き てか ら、応 力 腐 食 割 れ が 進 展 し容 器 の 破 裂 に 至 るまでの 期 間 は 、今 回 の 調 査 か ら、早 いもの でも2年 を超えると推定できる。従 って、割 れ 状 腐 食 の 検 出 の た め の 目 視 検 査 は 、 1年に1回 行 うことが 有 効 と考 えられ る。以 下 の 事 項 を規 制 化 す ることにより、この 目 視 検 査 を徹 底 し、容 器 破 裂 事 故 を防止する。 ① 容 器 所 有 者 は 、スキュー バ 用 ア ル ミニ ウ ム 合 金 製 容 器 で あ ることを明 確 に して、1年 に1度 の 頻 度 で、ねじ部の割れ状腐食についての 目 視 検 査 を受けるもの とする。 ② 空 気 充 てん者は、目視検査に合格して1年 以 内 の 容 器 に の み 空 気 を充てんする。 ③ 容 器 検 査 者 は 、ね じ下 部 軸 方 向 の 割 れ 状 腐 食 の 検 出 に 有 効 な照 明 併 用 拡 大 ミラー等 を使 用 し、割 れ 状 腐 食 を見 落 とさないよう検査する。 (2)水分及び塩分の浸入防止について 空 気 充 てん者に、容 器 内 に 結 露 ( 水 滴 に な る)量 以 上 の ドレンなどの 水 分 及 び 塩 分 が 浸 入 す ると容 器 ね じ下 部 に 軸 方 向 の 割 れ 状 腐 食 を起 し、破 裂 事 故 に 至 る可 能 性 が あ る ことを周 知 し、人 命 等 を守 るため、以 下 の 事 項 の 遵 守 を指導する。 ① 充 てん設備に適した能力のドレンセパ レータ及 び 活 性 炭 槽 を設ける。 ② 充 てん設備のメンテナンス、特にドレンセパ レータの 点 検 ・整 備 、活 性 炭 槽 の 交 換 、親 容 器 の 内 部 ドレンの 点 検 ・整 備 等 を定期的かつ適正に行う。 ③ 空 気 充 て ん 前 に 、容 器 に 残 圧 が あ ることを確 認 す る。もし残 圧 が 無 い 時 は 、バ ル ブを 外 して内 部 を確 認 し、容 器 内 が 水 分 等 で濡れているならば 、容 器 内 を洗 浄 し、乾 燥 して か ら充 てんする。 ④ 空 気 充 てん前に、バ ル ブ充 てん口の水及び海水を除去する。 ⑤ 容 器 使 用 者 に 対 し、容 器 内 に 水 及 び 海 水 が 入 らないよう、必 ず 残 圧 が あ る状態で返 却するよう説明する。 ⑥ 容 器 を保管する場 合 は 、適当な圧力を保 持 しておく。 併 せ て、空 気 充 てん時にアルミニ ウ ム 合 金 製 容 器 の 温 度 上 昇 防 止 措 置 (急 速 充 てん を避ける、水 槽 で冷却する等 )及 び 親 容 器 の 最 高 充 てん圧力の遵守を指 導 す る。 (3)容器製造の改良について 今 後 、容 器 の 製 造 に 当 たっては 、容 器 ね じ部 の 結 晶 粒 の 形 状 異 方 性 をなくすことが 必 要 であり、そのためには、問 題 となり得 る箇 所 の マクロ写真等による確 認 を行 うとともに、 製 造 条 件 の 改 良 を進 め ることが 重 要 である。結 晶 粒 の 大 きさについては、今 回 の 調 査 で 判 明 した最小の 1.5mm 程 度 以 下 を当面の目安にする。 (4)アルミニウム合金の応力腐食割れの研究について 本 調 査 で、6000系 アル ミニウム合金( Al-Mg-Si 系 )製 の 破 裂 事 故 に 、応 力 腐 食 割 れ の 関 与 の 可 能 性 が 示 された。しか し、6000系 合 金 に お け る応 力 腐 食 割 れ の 研 究 結 果 - 33 - は 少 ない。従 って、事 故 防 止 の た め に 早 急 に 関 連 の 研 究 を推 進 し、関 連 の デ ー タベース の 拡 充 が 望 まれ る。 以上 - 34 - 9 参考文献 (1) 応 力 腐 食 割 れ 関 係 − 1 ① 応 力 腐 食 割 れ 表 1.3.12 他 :アル ミニウム構造物の溶接施工管理:(社)軽金属 溶接構造協会) ② 図 13.22 アルミニウム合金( A7075 )の 3.5%NaCl 水 溶 液 中 繰 返 し浸漬による応 力 腐 食 割 れ 感 受 性 と金 属 組 織 との 関 係 ( Sprowl, D.O. and Ratemiller, H.C.:Mat. Prot. ,63, June 1963 )(腐食科学と防 食 技 術 ;㈱ コロナ社 伊 藤 五 郎 ) ③ 応 力 腐 食 割 れ 試 験 ( 468-471 防 錆 ・防 食 技 術 総 覧 ;㈱ 産 業 技 術 サ ー ビスセンター) ④サート試 験 (302-303 機 械 ・構 造 物 の 破 損 事 例 と解 析 技 術 ;JSME ) (2) 結 晶 粒 関 係 回 復 、再 結 晶 と焼 鈍 組 織 − 回 復 、再 結 晶 の 基 礎 − 焼 なまし過 程 の 概 要 − 焼 なまし過 程(伊藤邦夫)(111: アル ミニウム材料の基礎と工 業 技 術 ;(社)軽金属協会 1985 ) (3) 粒 界 割 れ 関 係 時 効 硬 化 性 アルミニ ウ ム 合 金 の 粒 界 脆 化 とそ の 防 止 (馬 場 義 雄 ・吉 田 英 雄 : 195-205 軽 金 属 Vol.31No3 ;住 友 軽 金 属 工 業 ㈱ 1981 ) (4) 応 力 腐 食 割 れ 関 係 − 2 Stress Corrosin Mechanisms For Aluminum Alloys: D.O.Sprowls and R.H.Brown Alcoa Reseach Laboratories ( Fundamental Aspects of Stress Corrosion Cracking, ed. R.W. Staehle, A.J.Forty and D.van Rooyen, NACE, Houston, 1969 ) (5) 腐 食 関 係 − 1 ① Table3 of 586 ② Table6 of 593 ③ Table8 of 599 ④ Table12 of 603 ⑤ Table13, Table14 of 604 ( Metals Handbook, 9th ed., volume13, Corrosion, ASM 1987 ) (6) 腐 食 関 係 − 2 Environmentally Assisted Cracking/111 ( Corrosion of Aluminum and Aluminum Alloys, ed. by J.R. Davis, ASM 1999 ) (7) 腐 食 関 係 − 3 Cathodic Protection of 19 Aluminum Alloys Exposed to Sea Water - Corrosion Behavior R.E. Groover, T.J. Lennox, Jr., and M.H. Peterson Metallurgy Division of the US Naval Reseach Laboratory ( Materials Protection Vol.8 Nov. 1969 ) (8) 腐 食 関 係 − 4 溶 存 酸 素 の 影 響 : 後 藤 建 次 郎 、伊 藤 伍 郎 、清 水 義 彦 :軽 金 属 ,20, No2, 88-94, 1970 (9) 海 外 の 事 故 調 査 報 告 書 例 Metallurgical Evalution Of An Aluminum Gas Cylinder Fragment ( Timothy R.Smith Carol E. Moyer 1999 ) - 35 -
© Copyright 2026 Paperzz