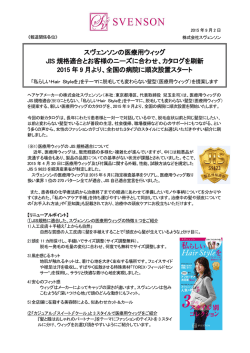
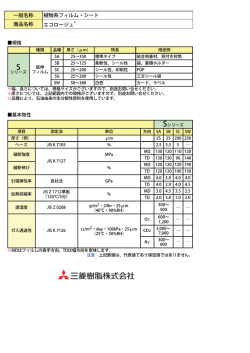
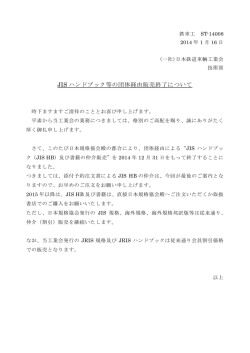
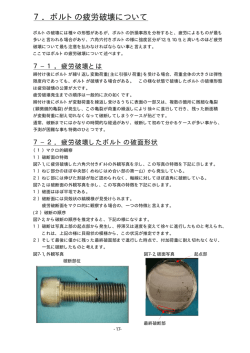
埼玉工業大学(小西克享) テーマ F05: JIS 規格の見方(JIS B1001 ボルト穴径及びざぐり径)-1/3 JIS 規格の見方(JIS B1001 ボルト穴径及びざぐり径) (一部を抜粋表示) JIS B1001: ねじの 呼び径 3 3.5 4 4.5 5 6 7 8 10 12 14 16 18 20 1985 ボルト穴径及びざぐり径 (1級) 3.2 3.7 4.3 4.8 5.3 6.4 7.4 8.4 10.5 13 15 17 19 21 ボルト穴径 (2級) (3級) 3.4 3.9 4.5 5 5.5 6.6 7.6 9 11 13.5 15.5 17.5 20 22 3.6 4.2 4.8 5.3 5.8 7 8 10 12 14.5 16.5 18.5 21 24 面取り e (4級) 5.5 6 6.5 7.8 10 13 15 17 20 22 25 0.3 0.3 0.4 0.4 0.4 0.4 0.4 0.6 0.6 1.1 1.1 1.1 1.1 1.2 ざぐり径 D' 9 10 11 13 13 15 18 20 24 28 32 35 39 43 注: 4級は主として鋳抜き穴に適用する ボルトを通す穴の直径,角部の面取り,および,ざぐり径を定めた規格です. 各用語の意味 1.ねじの呼び径 ねじの呼び径はねじの直径のことで,ここでは『JISB0205 メートル並目ねじ』に規定さ れたねじを含み,M150 までのねじが指定されています. 2.ボルト穴径 フランジや筺体(きょうたい)のカバーなどを複数の個所でボルト締結するとき,加工 精度の関係で,ボルト直径どおりにボルトが通る穴(ボルト穴といいます)を空けると,2 か所目以降でボルトがはまらないことがあります.ボルトを確実にねじ込むためには,ボ ルト径より少し大きめのボルト穴径を採用する必要があります.穴加工はボール盤を使っ て手作業で行うか,それとも数値制御で行うかによって加工精度が異なります.ボルトが 一つだけなら,手作業の場合でもボルト直径より若干大きめの穴をあければ十分です.複 埼玉工業大学(小西克享) JIS 規格の見方(JIS B1001 ボルト穴径及びざぐり径)-2/3 数の場合は,ボルト穴径に余裕がないと例えば次図のように一方がねじ込めても,中心軸 がずれることにより他方がねじ込めないことがあります.中心軸の位置や角度が完全に一 致するように加工することは不可能です.加工時に中心軸のずれを小さくしようとすれば するほど加工コストが増加するため,むやみに加工精度を厳しくするより,穴径を大きく して加工誤差を吸収する方が得策です.このため,ボルト穴径は加工方法,ボルトの間隔 や配置を考慮して決めなければなりません. ボルト穴径には 1 級から 4 級までの 4 種類が規定されています.級が増えるほど穴径が 大きくなりますが,1 級が高級で,4 級が低級という意味ではありません.ボルトが 1 つの みなら 1 級,複数でボルト間隔が大きければ 2 級や 3 級というように等級を使い分けます. ボルト穴径を大きくすればするほど,ボルトの取り付けが容易になりますが,穴あけ時間 の増加による加工コストの増加につながります.何でもかんでも大きくすればよいという ものではありません. めねじとボルト穴の 位置がずれると ボルトがねじ込めな い 3.面取り 穴の角部分を面取りすると,ボルトをスムーズにボルト穴に挿入することができます. ボルト直径に応じて面取りの幅が決められており,ボルト直径が同じならボルト穴径に関 係なく一定です. 4.ざぐり径 円筒面や鋳肌面にボルトの頭やナットが直接接した状態では,十分な締結力を確保する ことができません.このような面は『すわりが悪い』といい,ボルトの頭やナットが接触 する部分を平面に加工して『すわりを良く』しなければなりません.このような加工を『ざ ぐり』もしくは『ざぐり加工』といいます.ざぐり径はボルトごとに決められており,ざ ぐりの深さは任意となっています.ざぐり径は座金の直径より大きく設定されており,座 金の併用が可能です. 埼玉工業大学(小西克享) すわりが悪い ↓ すぐに緩む JIS 規格の見方(JIS B1001 ボルト穴径及びざぐり径)-3/3 ざぐりを行い, すわりを良くする http://www.sit.ac.jp/user/konishi/JPN/L_Support/SupportPDF/JIS-B1001.pdf Copyright ⓒ 2010, 2016 小西克享, All Rights Reserved. 個人的な学習の目的以外での使用,転載,配布等はできません. お願い: 本資料は,埼玉工業大学在学生の学習を支援することを目的として公開しています.本資料 の内容に関する本学在学生以外からのご質問・ご要望にはお応えできません.
© Copyright 2026 Paperzz