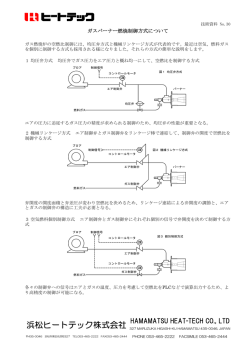
技術資料 No. SM-0165 PELNOX,LTD PELNOX INFORMATION 粉体放熱塗料 ペルクール/PELCOOL XDA-0062 ペルクール/PELCOOL XDA-0062 は、粉体塗装が可能な放熱塗料であり、金属フィンや放熱板、基板に塗装する ことで、優れた放熱効果を発揮します。 <特長> 1. 粉体塗装タイプの放熱塗料。 2. 電気絶縁性に優れる。 3. 金属(アルミニウム、銅、ステンレス、鉄など)との密着性に優れる。 硬化前性状 項目 性状 備考 外観 粉状 樹脂系 エポキシ樹脂 ゲル化時間 55 秒 150℃ ホットプレート 傾 斜 流 れ 50mm 150 ℃−60゜角−2g−20φ 平均粒子径 30μm 推奨硬化条件 推奨硬化温度 140℃ 推奨硬化時間 15min 標準膜厚 40-70μm 熱風循環式加熱炉 静電塗装 塗膜性能 (塗布基材: アルミニウム板 A1050) 試験項目 性能 試験方法 塗膜硬度 3H 鉛筆硬度 手かき法 表面抵抗値 1013Ω/sq.以上 耐おもり落下性 (デュポン式) 50cm 耐カッピング性 5mm 以上 JIS K 5600 密着性 100/100 合格 碁盤目セロテープ剥離(1mm) 100/100 合格 85℃ 250 時間 100/100 合格 120℃ 250 時間 耐熱性 JIS K 5600 1/2 ×500g 耐酸性 異常なし JIS K 5600 10% H2SO4 20℃×1000 時間 耐アルカリ性 異常なし JIS K 5600 3M NaOH 20℃×1000 時間 耐溶剤性 異常なし アセトンラビング 20 往復 ※ 上記数値は参考値であり、規格値ではありません。 注意事項 * * 技術資料 No. SM-0165 PELNOX,LTD 参考資料 粉体塗装における注意事項 1.塗装時の注意 1.1) 塗装の準備 ・粉体を取り扱う作業者(特に手動の場合)は、マスク、防塵服、静電靴を着用することが望ましい。 ・粉体塗料の開封は、集塵装置(ブース、排気ダクト等)の前で行い、ゴム手袋を用いて人体への吸引、付着 を避ける。 ・塗料タンクへの投入は、袋毎に粉をほぐしながら、できるだけ1ケース単位でタンクに投入する。 1.2) 手動塗装の手順及び注意事項 ・手動塗装の手順 電源、エアーホース、塗料ホース、コンプレッサー、塗料等の確認。 エアー圧の確認と調整、ガン吐出チェック(搬送圧、加速圧)、発生電流の確認をして、作業に入る。 ・手動塗装の注意点 通常、ガンと被塗物の距離は 100∼300mm 程度で塗装されるが、あまり近づけ過ぎると静電反発が発生 して塗装肌が悪くなる。塗着効率を考慮し、最適なガン距離にて塗装する。 吐出量は、目的の塗装膜厚になるように調整する。 トリボチャージ(摩擦帯電方式)の場合は、電流値が上がるようにエアー圧の調整をする。 手動塗装の場合は、吐出量、ガン距離、被塗物の形状、吹き付け時間等を調整しながら塗装することがポ イントである。 1.3) 自動塗装の手順及び注意事項 ・自動塗装の手順 電源、エアーホース、塗料ホース、コンプレッサー、塗料、レシプロケーター等のセッティング、稼働確認。 事前に設定してあるエアー圧に調整し、ガン距離、ガン角度を被塗物により調整する。 コンベアスピードにより、レシプロストローク、レシプロスピード、吐出量等を調整して、塗装作業に入る。 ・自動塗装の注意事項 被塗物毎に塗装条件を設定する必要があるため、前もって入力している条件設定が重要になる。 塗装条件を誤れば、大量の製品不良が発生するため、データは十分に整理しておくことが重要である。 コンベアスピードを速くすると、生産性は上がるが、レシプロスピードに無理が出る、膜厚が不均一になる 傾向があるため、注意が必要である。 レシプロスピードが速いと膜厚均一性はあがるが、つき回り、凹み部への入り込み性が悪くなる。また、粉 のあおりが出るのであまり早くしすぎないようにする。 レシプロストロークは、被塗物よりも 100∼200mm 程度長めに設定する。 ガン角度は、被塗物の形状により角度をつけた方が、つき回り、塗膜バランスが良くなる場合がある。 2.粉体塗料の硬化条件 使用する塗料の標準硬化条件により硬化を行うが、被塗物の温度で設定する。 標準硬化条件に比べ、高温短時間及び、低温長時間の条件を選ぶこともできる。 硬化甘、過剰硬化に注意する。見極めるための判断基準を決めておくと便利である。 3.塗装後の注意事項 4.1) 塗装設備 塗料ホース、配管等はエアーブローにより洗浄し、残留塗料の無いようにする。 4.2) 使用塗料の保管 タンク内の残塗料、回収塗料は別々に回収し、容器にゴムバンド等で密閉して、湿気の低い、できるだけ 低温の保管場所にて保管する。 4.3) 衛生 体に付着した塗料は、エアーブローし、手、顔は石けんで洗い、うがいを心掛ける。 技術資料 No. SM-0165 PELNOX,LTD 放熱データ XDA-0062 の放熱効果 アルミ板:A1050P 2.0mm×50mm×120mm ※1 ⊿T1: 未塗装アルミ板との温度差 ※2 片面塗装。 ※3 印加電力を一定にして測定。 測定サンプル ヒーター温度(℃) ⊿T1(℃) 未塗装アルミ板 100.0 - XDA-0062 88.1 -11.9 放熱のモデル図 ヒーターの温度を熱電対で測定 アルミ放熱板 XDA-0062塗膜(裏面) 熱源(ヒーター) 熱放射 XDA-0062塗膜 アルミ放熱板 熱源(ヒーター) 熱伝導 ペルノックス 株式会社 東京支店 大阪支店 / 東京都中央区日本橋本町 3-7-2 (シオノギ本町共同ビル 10F) 〒103-0023 TEL 03-5645-3781 (代表), FAX 03-5645-3784 大阪市中央区淡路町 1-2-2 / 〒541-0047 TEL 06-6227-0877 (代表), FAX 06-6227-0869
© Copyright 2026 Paperzz