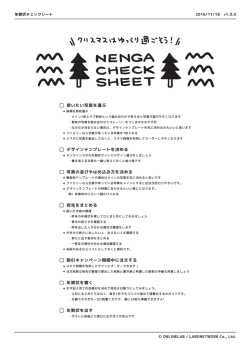
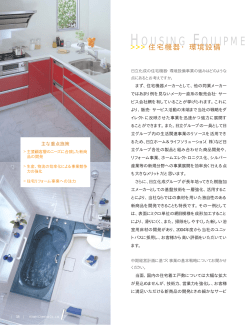
ボイラの保守・予防保全について 平成27年2月12日 ボイラ技術本部 ボイラ技術部 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 1 目 次 1. ボイラ機器損傷の要因 2. ボイラの検査技術(インナーUTの例) 3. 火炉壁の補修技術 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 2 1. ボイラ機器損傷の要因 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 3 ボイラ耐圧部の漏洩要因の大区分 クリープ 一定の高温度下で一定負荷応力 のもとで時間の経過と共に変形す る現象をクリープといい、その後に 起こる最終的破損をクリープ破壊と いう。 腐 食 環境と接している金属材料の表面 が環境との間で化学的な作用に よって変質していく現象を腐食とい い、変質した物体は鉄鋼材料の場 合は錆びとかスケールと呼ばれる。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 疲 労 応力の繰り返しにより起こる材料の き裂、又はそれによる破壊を疲労と いう。 摩耗(エロージョン) 液滴や固体粒子の衝突による局部 的、機械的、衝撃的な外力を受け て、材料表面が徐々に脱離(損耗) する現象を摩耗という。 4 表 ボイラ構成機器の損傷要因 機 器 区 名 厚肉容器 及び 大 径 管 小 径 管 支持装置 機 器 名 クリープ 損 傷 要 因 疲 労 腐 食 摩 耗 ドラム、容器、球 - ○ △ - 管寄せ(高温域) ○ ○ - - 主蒸気管及び継手 ○ ○ - - 高温再熱蒸気管及び継手 ○ ○ - - 循環ポンプケーシング - ○ △ - 節 炭 器 管 - ○ ○ ◎ 蒸 管 ○ ◎ ○ ○ 過 熱 器 管 ◎ ◎ ◎ ○ 再 熱 器 管 ◎ ◎ ◎ ○ 大径管又は 容器に付着する小径配管 ○ ◎ ○ ○ 吊棒および付着金物 △ ◎ ○ - 発 損傷の程度 ◎:大 ○:中 △:小 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 5 損傷事故発生部位(割合) AH 1% 計装・制御 2% 燃焼装置 5% その他 1% S H :過熱器 R H :再熱器 ポンプ 1% ECO :節炭器 ファン 7% 蒸発管 33% 弁 5% 非耐圧部 5% 配管 13% SH・RH・ECO 27% 蒸発管が多くの割合 (約33%)を占める 蒸発管・SH・RH・ECO・配管といった 耐圧部での損傷が全体の約73%を占める。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 6 損傷事故発生要因(割合) 発生要因のうち、疲労・クリープ・エロージョン・腐食が全体の約70%と大半を占め、 これらはボイラ機器損傷の主要因である。 その他 29% 疲労 43% 疲労が多くの割合 (約43%)を占める 腐食 8% エロージョン 7% クリープ 13% © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 7 要因(割合)特徴の分析 ◆ボイラにおける損傷事故発生要因は疲労によるものが多い。 事業用ボイラにて疲労による漏洩が多いのは運用パターンが変化 したことにより発停回数が多くなった為である。 '60 S35 '65 S40 '70 S45 '75 S50 '80 S55 '85 S60 '90 H02 '2000 H12 '95 H07 '05 H17 定圧ドラム型 定圧貫流型 変圧貫流型 国 内 電 力 油火力 コンバインドサイクル(GTCC) ガス火力 石炭火力 定負荷(ベースロード) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 負荷調整・DSS 8 運用形態/累積発停回数の分類 (事業用ボイラ) 7% 23% 62% 15% 26% ベース運用 ピーク運用 負荷調整用 28% 19% 20% 0~99回 100~299回 300~499回 500~999回 1000回以上 :65% 【出典】火原協講座27 発電設備の予防保全 運用形態 累積発停回数 運用形態が高負荷・定圧運転から、負荷変化・変圧運転・DSS運転等の運転パターンに変 化したことにより、発停回数が多くなっている。 特に、事業用ボイラでは負荷調整運用が多く、発停回数300回以上の設備が65%と多い。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 9 損傷事故発生によるユニット停止日数 (事業用ボイラ) 火炉壁 火炉壁 14% 節炭器 44% 機器分析 後部煙道壁 後部煙道壁 14% 過熱器 7% 過熱器 再熱器 14日以上 10~13日 8% 10% 7~10日 8% 節炭器 4~6日 3日以下 31% 停止日数 7~10日 10~13日 14日以上 4~6日 45% 再熱器 21% 図1 アッシュエロージョンによる損傷事故発生機器分析結果 3日以下 図2 アッシュエロージョンによる損傷事故発生時の復旧日数分析結果 ユニット停止日数は4日~6日が最も多く、平均停止日数は約6日である。 長いものでは2週間以上の停止を余儀なくされたものもある 。 火力発電プラントの信頼性向上対策としては、ボイラ耐圧部の損傷を未然に防止する ことが非常に重要であり、定期的な点検・余寿命診断、また必要に応じての設備改善 が必要不可欠である。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 10 2. ボイラの検査技術 (インナーUTの例) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 11 目 次 ・ インナーUTによる伝熱管肉厚計測技術 (従来型、ケーブルレス) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 12 インナーUTによる伝熱管肉厚計測技術 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 13 従来型インナーUT © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 14 インナーUTの構成 超音波センサ 炉壁 圧力ポンプ 純水 タンク ケーブル 巻取り装置 ボイラ伝熱管 超音波厚さ計 データ処理 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 15 特 徴 1.ボイラ伝熱管の全周・全長にわたる連続厚さ測定 測定ピッチ:軸方向:1mm 円周方向 :最大20点同時計測 2.通常では検査できないパネル深層部を検査可能 3.スパイラルフィン管や局部減肉管の厚さ測定に有利 4.ボイラ伝熱管の研磨作業や足場架設が不要 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 16 実機適用事例(ECO) ボイラ前 全長:120m 段数:23段×2=46段 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 0 1 2 3m © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 17 ボイラ上 測定例(アッシュエロージョンによる減肉) 3.6 A 3.3 3.2 2.6 1.5 B C D E 1.6 2.1 2.5 F G H 最小厚さ(mm) 減肉部縦断面のマクロ組織 実測値 フィン 7 6 5 4 3 2 1 0 Φ38.1×t5.1mm tsr=4.41mm 3.7 3.4 3.3 2.6 1.5 1.7 2.2 2.6 A B C D E F G H 測定値 測定チャート(最小値表示) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 18 ベンド部の計測技術 ベンド部最外周部に導入した模擬減肉を±0.1mmの精度で測定可能。 0 2 肉厚値(mm) 4 6 8 10 ベンド減肉部 0 2 肉厚値(mm) 4 6 8 10 減肉部 減肉部 a 2.7mm a 2.7mm ベンド部 b 2.4mm パネル図 b 2.4mm c 2.7mm 測定方法 測定値(mm) a b c インナーUT 2.7 2.4 2.7 超音波厚さ計 2.6 2.4 2.6 c 2.7mm 測定精度検証結果 ベンド部の測定結果 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 同左拡大 19 インナーUT適用実績(機器別) その他 7% 過熱器 29% 節炭器 44% 再熱器 15% 蒸発器 5% 2014年5月現在 機器別適用実績(総数364部位) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 20 インナーUT適用実績(事業区分別) 産業用 39% 事業用 61% 2014年5月現在 事業区分別適用実績(総数272ユニット) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 21 ケーブルレスインナーUT © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 22 ケーブルレス・インナーUT 従来インナーUTシステムの簡素化を図り,特殊ケーブルや大型機器を撤廃した 高効率な肉厚計測システム 120kg/set 1,200kg/set 圧力ポンプ 30kg 炉壁 25kg 超音波センサー 厚さ計 圧力ポンプ 400kg 炉壁 超音波センサー ボイラ管 ボイラ管 データ処理 300kg ケーブル 巻取り 装置 12CH探触子 12CH P/R PCユニット パワーユニット バッテリー 調芯ブラシ データ処理 従来型インナーUTシステム 50kg © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. ケーブルレスインナーUTシステム (*)重量はホースや工具類等の備品を含める。 23 3. 火炉壁の補修技術 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 24 実機石炭焚きボイラの火炉還元腐食状況 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 25 火炉還元腐食の範囲 ボイラ前 環境対策 (NOx排出量の削減) 低NOxバーナ 低NOx化 炉内脱硝 (副作用) AAポート 還元腐食 ・硫化腐食 ・溝状腐食 バーナ 還元雰囲気 蒸発管の損傷 (減肉・亀裂) (低02分圧環境) 高熱負荷部 蒸発管の損傷(減肉・き裂)が大きな問題と なってきている。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 26 8コーナファイアリング 4コーナファイアリング 高腐食部 ノズル 火炎 平面図 4 前壁 前壁 主な損傷位置 鳥瞰図 2 3 AAポート 前壁 前壁 1 OFA OFA バーナ 損傷 位置 高さ方向:バーナゾーンからAAポート部 平面:前壁中央部や後壁コーナ部 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. バーナ 高さ方向:バーナゾーンからAAポート部 平面:炉壁中央部 27 硫化腐食(1/2) スケール除去前 炉内側には激しい減肉が見られる スケール除去後 炉内側 45° 90° 45° 火炎の影響を受ける左右45°付近、 および炉内頂部で腐食が著しい 米国では腐食速度は1~2mm/yと 腐食環境が過酷なユニットもある 炉外側 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 28 硫化腐食(2/2) ~発生メカニズム 燃料成分 N C O H S 燃焼空気 N2 O 2 【主な腐食反応(還元雰囲気)】 H2S + Fe → FeS + H2 2H2S + Fe2O3 + H2 → 2FeS + 3H2O FeS2 + Fe → 2FeS 注) Feは管母材成分 還元燃焼 CO H2S※ N2 H2 ※酸化燃焼の場 合、SO2発生 還元ガス等により生成したスケール (FeS)は、マグネタイト(Fe3O4)よりも腐 食に対する保護皮膜特性に劣る。 付着灰 スケール(FeS含有) 管母材 硫化腐食部位のスケール模式図 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 29 溝状腐食(1/2) スケール除去前 スケール除去後 漏洩個所 漏洩個所 管の減肉は比較的軽微 管表面、およびフィン部に多数の円周方向き裂が発生 表面の開口幅が小さくても、き裂が深く進展している フィン部 溝状の割れが進展し、やがては漏洩に至る © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 30 溝状腐食(2/2)~発生メカニズム 溝状腐食損傷発生要因図 溝状腐食の発生 【熱応力因子】 管表面 熱応力高 (過大熱応力) ・デスラッガ運用 ・自然落下による付着 灰の脱落と再付着 ・プラントの起動停止 H2 S 還元雰囲気・ 繰返し 熱応力の発生 腐食因子の存在 発生メカニズム 外面スケール割れ 腐食疲労 外面スケール 溝発生 チューブ ① ② © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. ③ 31 還元腐食対策 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 32 従来の還元腐食対策 従来の国内ユニットに於ける設備面での対策状況 対 策 硫化腐食 溝状腐食 パネル取替・短管取替 ○ ○ 溶射パネルによる取替 ○ ○ 現地溶射(管取替無し) △ × 管と同材による肉盛 備 考 溝状腐食の場合、き裂の完 全な除去を要す 溝状腐食が残存したままの △ × 肉盛はき裂を助長しやすい ○: 一般的に実施 △: 応急的に実施 ×: 実施しない 運用面での対策は、明確に出来ていない。(低NOxとのトレードオフ) 補修、取替えによる設備面での保守管理対策が一般的である。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 33 耐食溶射の不適合事例 適用後1~2年運転後に,剥離や割れが発生 割れ 管表面 溶射膜 剥 離 割 れ 原 因 運転中のパネルの熱変形、デスラッガ噴射蒸気による熱衝撃 (特に熱負荷が高い部位やパネルの変形が大きい部位が影響大) 溶射施工面のメンテナンス 損傷状況の調査と補修が毎定検時に必要。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 34 還元腐食への設備対策 溶射技術に替わる対策 対 策 溶射パネルによる取替 肉盛パネルによる取替 短期的な対策 恒久対策 損傷リスク高。 信頼性が低い。 イニシャルコストは肉盛に比べ 備 考 て安価。 損傷リスク低 信頼性が高い。 溶射に比べて高価。 ・米国では多数の実績がある ・当社でも2008年秋より本格的な 実機への適用を開始 米国の調査では、共通の認識であった。 米国では、早くから肉盛施工が行われ、多数の実績があった。 耐食溶射による還元腐食対策はリスクが高い。 ⇒インコネル肉盛パネルによる取替えが望ましい。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 35 米国の肉盛パネル実績 SUS309 35000 インコネル625 (‘95~) 30000 施工面積(ft2) (‘93~) インコネル622 (‘00~) 25000 20000 15000 10000 5000 0 1993 1994 1995 1996 1997 1998 1999 施工年 各種肉盛材料 SUS309 インコネル625 インコネル622 2000 2001 (1000ft2 = 92.9m2) 特 徴 主として亜臨界圧ボイラ向け。 最近一部に割れが報告されている。※ SUS309に比べて、管との熱伸び差が小さい。(1/10以下) 主として超臨界圧ボイラ向け。 ※米国での論文では、硫化物アタックによる影響を受け易いためと考えられている。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 36 インコネル肉盛による対策 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 37 耐食性の検証 腐食速度 1.1 腐食試験結果 0.1 0.03 低合金鋼 SUS309 (炭素鋼~2Cr鋼) 50Cr-50Ni 0.02 インコネル625 0.02 インコネル622 耐食性の比較 低合金鋼の50倍以上、50Cr-50Ni(耐食性溶射材)の1.5倍 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 38 確性試験(一例:機械的性質) 10mm 約200mm 母材 肉盛溶接金属 試験片採取位置および形状 肉盛溶接部 母材(1Cr鋼) 母材(1Cr鋼) 肉盛溶接部 表曲げ 側曲げ 10mm 曲げ試験後、き裂の発生は認められない。 その他、確性試験を行い特に問題は無かった。(疲労、クリープなど) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 39 インコネル肉盛パネルの製作技術 肉盛パネル外観 PT検査の結果、外観に異常なし 外観および断面とも明瞭な欠陥は認められず、健全である。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 40 インコネル肉盛パネルの実機検証(1/2) 石炭焚きボイラでの実缶試験を経て、現在も石炭焚き実機へのインコネルパネルを適用中。 パネル 挿入位置 割れ、剥離、 ◆実缶調査ユニット仕様 型 腐食減肉は 式:貫流変圧型再熱式 蒸 発 量:3,080T/H 認められず良好。 蒸気圧力:25.1MPa 蒸気温度:542℃/567℃ 実缶調査時(H22年時点) (SH出口/RH出口) 燃 料:石炭・重油 運転時間:約14,000時間 起動停止回数:3回 肉盛パネル挿入位置 実缶試験後のパネル外観(PT後) © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 41 インコネル肉盛パネルの実機検証(2/2) パネル挿入時 2年運転後 4年運転後 (2010年10月時点) 外観 PT 検査 4年間の運転後も大きな減肉や割れなどの損傷は見られない © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 42 インコネル肉盛パネルの適用実績推移 2014年現在累積 1,120m2 350 適用面積 1,000 累積 250 800 200 600 150 400 100 50 200 2006年 実缶試験 適用面積m2(累積) 適用面積m2(年別) 300 1,200 0 0 2006 2007 2008 2009 2010 2011 2012 適用年 実缶試験で溝状/硫化腐食に対する有効性が確認され、 2013 2014 大型石炭焚きユニットへ適用拡大している。 © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 43 ご清聴ありがとうございました © 2015 MITSUBISHI HITACHI POWER SYSTEMS, LTD. All Rights Reserved. 44
© Copyright 2026 Paperzz