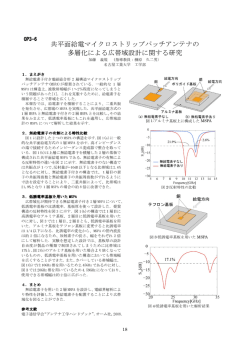
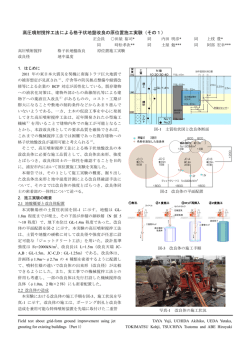
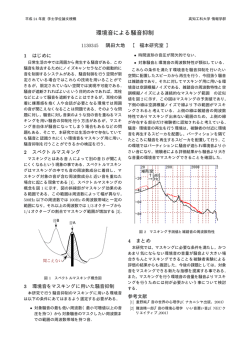
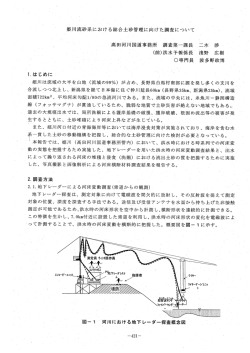
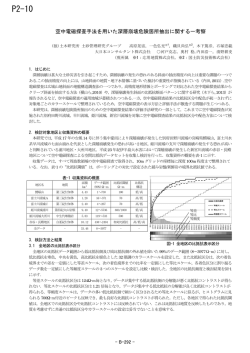
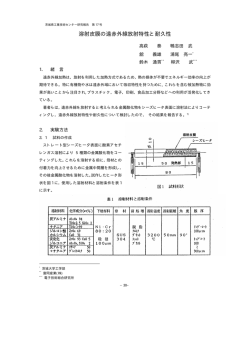
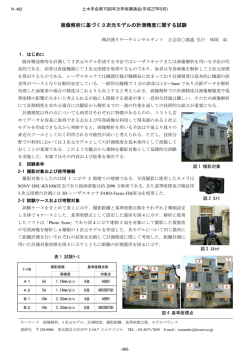
株式会社ニッシン Technical Report NO.003 (2009 年 5 月) マイクロ波プラズマを用いた樹脂エッチングプロセス性能評価 武田恭祐 技術部先端開発 要旨 従来プラズマ処理は主に処理量(深さ)が 1m 以下の加工で使用されており、1m 以上の処理は処理量、精度に合わせ、薬 液、レーザ、機械加工にておこなうのが主流である。処理量 1m 以上の加工でプラズマが使用されない理由は、樹脂エッチ ングレートが非常に低いことによるスループットの問題、処理時間を増やすことでの被処理物に対する熱ダメージの問題から である。本稿では励起源にマイクロ波を用いたプラズマを使用することで実現した数十m オーダでのプラズマエッチングプ ロセス開発の結果報告及び、加工プロセスとしての可能性について紹介する。 1. はじめに 電子機器の薄膜化、微細化に伴い、数~数十m オーダで 2-2.PI エッチング加工 の樹脂加工の必要性が高まってきている。しかし、この領域 本プロセスを用いて、PI に対してプラズマエッチング加工 の処理は薬液では微細がゆえに液回りの問題から困難であ をおこなった。試料は Cu/PI/Cu の 3 層品を用い、Cu を薬液 り、プラズマではエッチングレートが低すぎるために困難で にてパターンエッチングした後に、Cu をマスクとして PI に ある。現状、レーザ加工をおこなう場合が多いがでは、コス プラズマエッチング加工をおこなった。本実験に用いる PI トの問題とスミアと呼ばれる樹脂残渣が生成されるため、そ の厚さは 50m であり、そのうち 20m 前後のエッチングを目 れを取り除くための処理工程を必要とする。 標にし、プラズマ照射時間 5 分とした。パターン形状による 本稿では励起源にマイクロ波を用いたプラズマを使用す 加工形状差を確認するためライン、楕円、円、文字パターン ることで従来のプラズマにある低エッチングレート問題を を用意する。 解決し数~数十m オーダの新しい樹脂加工方式を提案する。 試料作製手順を図 1 に示す。 2. 処理概要 レジスト Cu PI 本処理には Nissin 製プラズマ装置 M110 を用いた。本装置 はマイクロ波を励起源とした表面波プラズマをプラズマリ 基材 Cuパターンエッチング アクタに持ち、プラズマリアクタ直下に設置された試料に対 プラズマPIエッチング Cuエッチング 図 1 資料作成手順 してダウンフローによりプラズマを照射するシステムであ る。プラズマは一般的に周波数が高いほど密度の濃いプラズ マが生成されると言われており、通常用いられる 3. プロセス評価結果 RF(13.56MHz)よりもマイクロ波(2.45GHz) を用いることで高 3-1.エッチングレート測定結果 密度なプラズマを生成する。 エッチング量計測結果を図 2 に示す。図の傾きよりカプト 本実験では樹脂のエッチングを対象としているため、プロ ン V のエッチングレートは 4.1m/min.であると算出された。 セスガスに O2 を用い、エッチングレート増加のため少量の これより剛性の高い高分子樹脂材料である PI に対して、 CF4 を混合させた。 高いエッチング能力があることを確認した。 2-1.エッチングレート測定 エッチングレート測定結果 試料にマスクを施した後にプラズマ照射時間の異なる 7 条 200000 件にてプラズマ処理をおこない、プラズマ処理部/未処理部 エ ッ チング量(Å) を作成した。処理部/未処理部の段差計測をおこない、各照 射時間条件の時のエッチング量を計測し、エッチングレート を算出した。 試料は東レ・デュポン社製カプトンV を用いる。 試料条件を表 1 に示す。 表1 試料条件 メーカ 東レ・デュポン 型式 100V 厚み 25m 引っ張り強度 340MPa 150000 y = 686.88x 100000 50000 0 0 熱膨張係数 [50~200℃] サイズ 27ppm・℃-1 30mm×30mm 50 100 150 マスク材 照射時間(sec.) カプトン(H) テープ 図 2 エッチングレート測定結果 1 200 250 3-2.エッチング加工 プラズマにてエッチング加工をおこなった試料を実体顕 6.0mm 1.5mm 微鏡にて観察した。結果、加工深さが 15m であることを確 認した。また、ライン、楕円、円、文字加工ともに同レベル の加工がおこなえ、本実験条件内での形状による差は見受け られなかった。観察結果を図 3,4,5,6 に示す。 実体観察 実体顕微鏡による 文字拡大観察 500m 図 6 文字加工観察結果 320m 4.おわりに PI に対してプラズマ照射時間 5 分で 15m エッチング加工 をおこなえたことから、高いエッチング能力を持ったプラズ マプロセス開発に成功した。本プロセスは数十m オーダで の樹脂加工プロセスとして使用できると考えられる。パター ン形状においても、ライン、楕円、円、文字などあらゆる形 500m 状に対応可能であることを確認した。また、試料に熱ダメー 図 3 ライン加工観察結果 ジが見受けられなかったことから、基板温度の上昇量も樹脂 加工をおこなえる範囲内であると推測される。 これらより、本プロセス開発の成功により樹脂加工の新し 1260m い手法を確立したといえる。 本稿ではプラズマのローディング効果や熱による、エッチ 600m ングレート増加量の評価をおこなっていない。よって、処理 対象物サイズと処理量の関係、処理量と基板温度の関係を今 後取得予定である。また、ファインパターン形成を目標とし、 樹脂厚みとエッチファクタの関係、最小パターンピッチの検 証をおこなっていくことを予定している。 500m 図 4 楕円加工観察結果 880m 380m 500m 図 5 円加工観察結果 2
© Copyright 2026 Paperzz