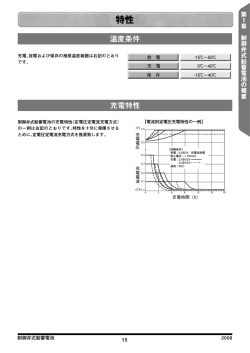
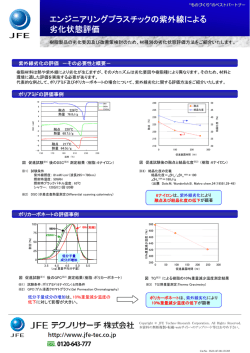
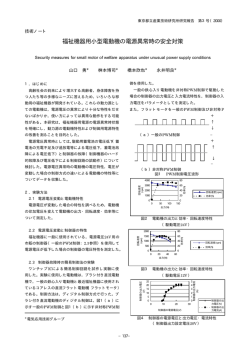
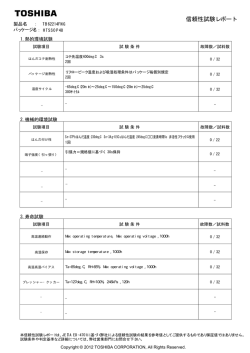
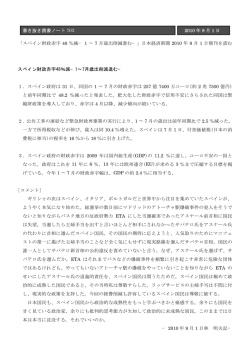
《特許出願中》 疲労強度の飛躍的向上 旧オーステナイト結晶粒界の模式図 FA処理 普通焼入 CAT. No. 3802/J NTN FA円すいころ軸受 全体を均一な結晶粒 微細化組織とし、 表層部を浸炭窒化層 ( )で強化 FA円すいころ軸受は、小形円すいころ軸受の新シリーズとして、世界で初めて開発した 特殊熱処理(FA処理)とこれまでに培った軸受内部の最適化設計技術を融合させた軸受です。 FA処理(Fine Austenite Strengthening) ¡軸受鋼の結晶粒微細化技術により長寿命化を実現 ¡軸受鋼の結晶粒を従来の半分以下に微細化 0.05mm 0.05mm FA処理品 普通焼入品 旧オーステナイト結晶粒界 1 1 性 能(当社4Topシリーズ比) 1)清浄油潤滑条件下で約3倍の寿命 2)異物混入潤滑条件下で約14倍の寿命 3)実用回転領域で10%以上の低トルク化 4)耐焼付き性を回転速度で25%、面圧で2倍に向上 5)予圧抜け量を半減 6)組立幅落ち着き回転数を半減 7)耐圧痕性を約1.5倍に向上 2 FA円すいころ軸受とは NTNでは、鋼材の結晶粒が小さくなると疲労強度 FA円すいころ軸受では、ECO-Top軸受で培った が向上する結晶粒微細化強化技術に着目し、軸受鋼 つば及びころの接触部形状、精度、粗さ等の最適化 の結晶粒を従来の半分以下に微細化した特殊熱処理 技術により、つば部の油膜形成能力を向上させ、回 (FA処理)を開発しました。「FA円すいころ軸受」 転トルクの低減、耐焼付き性と耐予圧抜け性の向上 は、この技術を採用することにより耐圧痕強度の向 を実現しました。 上と異物混入潤滑条件下での世界最高水準の長寿命 を実現しました。さらに、ECO-Topシリーズで培 (3)組立幅の早期安定化 った軸受内部の最適化設計技術を融合することによ 円すいころ軸受に予圧をかけて使用する場合は、 り、鍔部の耐焼き付性も向上させ、軸受サイズの大 その組立工程で、軸受に十分な落ち着き回転を与え、 幅なコンパクト化を可能にしました。 ころ端面と内輪つば面が接触した適正な状態にする 注)FA処理:Fine Austenite Strengthening処理の略称 必要があります。 この落ち着き回転数が少ないほど確実に予圧設定 (1)長寿命化 ができ、組立作業のスピードアップが図れます。 ¡結晶粒微細化強化技術による転動疲労寿命の向上 FA円すいころ軸受では、内部設計の最適化によ ¡浸炭窒化処理による残留オーステナイト量の最適 り、確実な予圧設定が短時間で可能です。例えば、 化及び結晶粒微細化強化技術による異物噛み込み 早期安定化のためにギヤ油を塗布している場合は、 等に起因する表面起点型損傷への耐力向上 塗布を止め、防錆油状態で従来と同等の回転数で、 ¡軽荷重から重荷重まで最適な面厚分布が得られる ころが落ち着きます。 ように設計された特殊クラウニングの採用 以上により、異物条件により寿命比率は変わりま すが、FAは、実機条件に近い油種及び異物混入潤滑 (4)耐圧痕性の向上 軸受のコンパクト化を実現するためには、定格容 条件下での寿命を4Top円すいころ軸受の約14倍、 量の低下による安全率の低下を防ぐため、耐圧痕性 清浄油潤滑条件下での寿命を約3倍に延長しました。 の向上が必要です。 FA円すいころ軸受は、安全率(S0)=0.6の静的荷 (2)最適油膜形成設計 重負荷を行っても、圧痕深さは軸受の円滑な回転を 円すいころ軸受のつば部は滑り接触をしており、 この部分の油膜形成能力の善し悪しが軸受の性能を 大きく左右します。 2 妨げない量である転動体直径の1万分の1未満です。 FA 円すいころ軸受 3 試験データ (1)寿命 表1 清浄油潤滑条件下での寿命試験結果 (線接触型試験片での比較試験結果) L10 寿命,×104回 L10 寿命比 4Top 1,523 1.0 ECO-Top (ETA) 3,140 2.1 FA 4,290 2.8 累積破損確率,% 99 ※ L10 寿命比は4Topを1.0としたときの比較 (線接触型寿命試験条件) :NTN線接触型寿命試験機 試験片 :φ12×L12、R480 相手試片 :φ20ころ(SUJ2) 荷重(kN) :13.74 条件2 ECO-Top(ETA) FA 52.4 314.9 415.6 1.0 6.0 7.9 22.5 ― 309.7 L10 寿命(h) 1.0 ― L10 寿命比 ※L10 寿命比は4Topを1.0としたときの比較 累積破損確率,% 4Top L10 寿命比 10 5 102 103 104 99 :タービンオイル68 L10 寿命(h) 20 図1 条件1 30206寿命試験結果(異物混入潤滑下) 表2 異物混入潤滑条件下での寿命試験結果 (軸受による比較試験結果) 条件1 50 寿命,h 接触応力(Mpa):4155(Pmax) 試験条件 80 101 試験機 潤滑油 FA ECO-Top (ETA) ( は打切りデータ) 4Top FA 4Top 80 50 20 10 5 101 102 103 104 寿命,h 13.8 図2 条件2 30306D寿命試験結果(異物混入潤滑下) (軸受寿命試験条件) 試 験 機:軸受寿命試験機^型 (2)回転トルク 試験軸受:1 30206 :2 30306D 【試験条件】 軸 受 :30206 アキシアル荷重 :4kN 潤滑油 :ギヤオイル 70W90 (GL-4) 試験荷重:1 Fr=17.64kN、Fa=1.47kN 2 Fr=19.6kN、 Fa=13.72kN 回転速度:2000min-1 80 2 ATF油浴(50ml) 異 物:1 50μm以下:90wt% }1.0g/l 2 50μm以下:75wt% 0.2g/l 100∼180μm:25wt% } 100∼180μm:10wt% 回転トルク,N・cm 潤 滑:1 タービンオイル56油浴(30ml) 計算寿命:1 169h(異物なし) 4Top 70 FA円すいころ軸受 60 50 40 30 20 2 171h(異物なし)" 0 500 1000 1500 回転速度,min-1 図3 回転トルク測定結果 3 2000 FA 円すいころ軸受 (3)耐焼付き性 (5)組立幅早期安定化 【試験条件】 軸 受 :30206 潤滑油 :タービンオイル56 給油温度 :40±3℃ 試験方法:軸受を図のような姿勢にして置き,アキシ アル荷重(重りA)を作用させて内輪を回転さ せ,1回転毎の内輪下がり量を測定し,落ち着 くまでの回転数を求める。 荷 重 :Pr/Cr=0.45 給油量 :40ml/min 焼付き 140 FA円すいころ軸受 100 ダイヤルゲージ 80 60 重りA 0 40 内輪下がり量 軸受外輪温度,℃ 軸受:30206 アキシアル荷重:29.4N 4Top 120 Fa 20 1000 1500 2000 2500 3000 組立幅 500 回転速度,min-1 図4 昇温確認試験結果 4000rpm 図7 組立幅落ち着き回転数測定方法 荷 重:Fa=3.4∼13.7kN 給油量:40ml/min 組立幅落ち着き回転数,回 【試験条件】 軸 受 :30306D 潤滑油 :タービンオイル56 給油温度 :40±3℃ ●:FA円すいころ軸受実験値 (焼付きなし) 7000rpm 120 許容面圧 P,MPa 100 80 60 4Top 焼付き限界線 40 25 4Top 20 FA円すいころ軸受 15 10 5 0 防錆油 20 0 0 0.5 1 1.5 ギヤ油 図8 組立幅落ち着き回転数測定結果 2 すべり速度 V,×10m/s (6)耐圧痕強度 図5 耐面圧確認試験結果 3.5 (4)耐予圧抜け性 4Top 【試験条件】 軸受 :30206 予圧荷重 :4900N 給油量 :60ml/min :3000min-1 回転速度 潤滑油 :タービンオイル56 給油温度 :40±3℃ 4Top FA円すいころ軸受 5000 予圧荷重,N 圧痕深さ,μm 3 FA円すいころ軸受 2.5 2 【試験条件】 軸受 荷重 定格容量比 安全率 転動体直径 1.5 1 0.5 4500 0 内輪 :30306D :Fa=215kN :1.67 C0 :S0=0.6 :9.18mm 外輪 図9 圧痕深さ測定結果 4000 0 50 100 150 200 運転,h 図6 耐予圧抜け試験結果 4 FA円すいころ軸受によるコンパクト化 4Top コンパクト化例 FA円すいころ軸受 軸受寿命、耐焼付き性、耐圧痕強度の向上により、 5 対応軸受サイズ 重 量 0.398kg ⇒ 0.179kg (▲55%) 軸受外径φ145以下を対象としていますが、詳細は 20.75 NTNにご照会ください。 4 φ30 φ30 φ72 ト化が可能になります。 φ60 FA円すいころ軸受を採用すれば、右のようなコンパク 15.5
© Copyright 2026 Paperzz