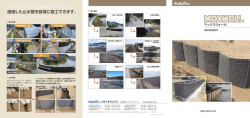
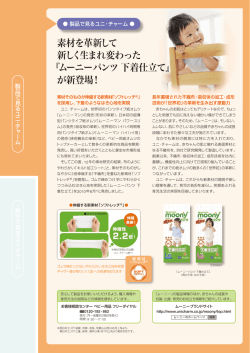
124 愛知県産業技術研究所 研究報告2010 ● ─────────────────────────────────────────────── 研究論文 木質系プラスチック材料の耐衝撃性向上を目的とした布帛に関する研究 浅 野 春 香 * 1、 山 田 卓 司 * 2、 近 藤 温 子 * 1 Study on Cloth for Improving Impact-proof of Wood Biomass Plastic Materials Haruka ASANO *1 , Takuji YAMADA *2 and Atsuko KONDO *1 Mikawa Textile Research Center, AITEC * 1 * 2 近 年 、消 費 者 の 健 康 と 環 境 に 対 す る 関 心 が 高 ま り 、製 品 の 消 費 行 動 は 健 康 や 環 境 保 全 志 向 に な っ て い る 。 このため、あらゆる業界で循環型社会を視野に入れた研究開発が盛んに行われている。プラスチック業界 で も 天 然 材 料 100%で プ ラ ス チ ッ ク 状 に 成 形 す る 研 究 が 進 め ら れ て い る が 耐 衝 撃 性 の 低 さ が 実 用 化 の 課 題 と な っ て い る 。 天 然 材 料 100%の 物 も 製 品 化 が 進 め ら れ て い る が 、 繊 維 強 化 を 目 的 に 成 形 に 優 れ た 布 帛 状 態での導入は事例が少ない。 本研究では、木質系プラスチック材料からなる成形品の衝撃強度を向上させるため竹、麻、綿などの天 然 繊 維 と の 複 合 化 を 検 討 し た 。 剛 性 の 高 い 竹 を 綿 と 混 合 し た 不 織 布 及 び 綿 100%織 物 を 複 合 化 さ せ た 材 料 に つ い て 、 木 質 系 プ ラ ス チ ッ ク 材 料 の み で 成 型 し た 材 料 よ り 破 壊 強 さ が 1.4 倍 増 加 し た 。 不 織 布 と 同 配 合 の 繊 維 方 向 の 揃 っ て い な い 竹 綿 混 反 毛 で は 1.25 倍 の 増 加 に と ど ま り 、複 合 化 す る 繊 維 が 揃 っ て い る 方 が 破 壊強さを向上させることが分かった。 1.はじめに 近年、消費者の健康と環境に対する関心が高まり、製 張強さを測定した。使用した材料の繊維長ならびに引張 強さを表1に示す。 品の消費行動は健康や環境保全志向になっている。この 表1 ため、あらゆる業界で循環型社会を視野に入れた研究開 繊維長(mm) 引張強さ(N) 竹 38 203mN-582mN リネン 19 53.5mN-197mN ラミー 51 200mN-767mN 発が盛んに行われている。地域の業界では蒸気処理した 木質系材料 100%で成形した木質系プラスチックの研究 が進められているが、耐衝撃性が低い。このため、耐衝 撃性を高めることが実用化の課題となっている。天然繊 維の布帛と木質系プラスチックを複合化することにより 材料の繊維長および引張強さ 耐衝撃性を高め、天然材料 100%の製品化を実現でき、 他社との差別化や消費者の購買意欲を高めることができ る。 なお、表中ラミーの繊維長測定試験に関してダブルソ ーター法(作図法)により算出した。また、竹及びラミ 木質系プラスチック材料からなる成形品の衝撃強度 ーについては定長カットにより供給された材料を使用し を向上させるため竹、麻、綿などの天然繊維との複合化 た。引張強さ試験に関しては定速伸長形引張試験機によ を検討する。木質系材料の原料が粉末状であることから、 り、つかみ間隔 2cm、引張速度 2cm/min にて測定した。 繊維と均一に混合でき、かつ容易に扱えるよう複合化す 竹、リネン、ラミー繊維は剛直であること、捲縮が少 る繊維の素材、混合割合などを検討して織物、不織布状 ないことなどから単独で不織布を作成するのが困難であ の布帛として製造する技術を開発する。 った。このため、不織布作成可能な原料の混合を検討す ることとした。本研究では天然材料 100%での成形を目 2.実験方法 2.1 試料 成形試験時にかかる温度を考慮する必要があり、それに 不織布の試料に用いる材料が、耐衝撃性に与える影響 あるいは関連性を見出すため、材料の繊維長ならびに引 * 1 開発技術室 的としている。また、木質系プラスチックと複合化する * 2 開発技術室(現加工技術室) 耐え、かつ汎用繊維である綿と混合してニードルパンチ 法により不織布の作製を行った。 ● 125 ─────────────────────────────────────────────── 表2に作成した試料の混合比を示す。さらに、植物由 いて前者は、長さ 320 mm、幅 50 mm、後者は直径 140mm 来素材であるポリ乳酸とリネンを所定の割合で混合した のものを使用した。成形後厚みはともに 1mm とした。 もの、耐炎化レーヨン 100%をもちいた試料を作成した。 表2 不織布試料に用いた材料の混合割合 これらの型を使用し、以下表3に示す条件により高温 圧縮成型機(新東株式会社製)にてプレスし、木質系プ ラスチック材料と不織布等を一体化させた複合化成形体 を得た。木質系プラスチック材料の原料は、バット材(ア 1 綿80% ラミー20% 2 綿50% ラミー50% 3 綿30% ラミー70% 4 綿80% 竹20% 5 綿50% 竹50% の割合を交互に積層させて成形加工した。模式図を図 1 6 綿30% 竹70% に示す。 7 綿10% 竹90% 8 綿20% リネン80% 9 PLA50% リネン50% オダモ:ハードメイプル:ホワイトアッシュ=4:4:2 で混合 したもの)であり、これを蒸煮処理(2MPa、215℃×6min) し、5mm 以下に粉砕したものを複合化に供した。 成形試験において布帛状の不織布あるいは織物と粉末 状の木質系プラスチック材料を使用したため、型に所定 表3 成形試験条件 耐炎化レーヨン100% 10 また、経糸と緯糸が直交している構造を持つため不織 布より糸が規則的に並んでいる綿織物について、比較試 料として試験に供した。織物の試料の織物規格は以下の 通りであった。 綿 20/1 素材・番手 経糸・緯糸 密度 経糸 30 本/inch 不織布(織物) 木質系プラスチック 緯糸 30 本/inch 組織 平織 作成した不織布及び綿織物について引張強伸度、通気 度、単位面積あたりの質量(目付)の測定を行った。 2.2 成形試験 図1 成形試験時における原料の模式図 成形試験には、上述表 2 の混合割合で作成した不織布 より、不織布作成のしやすさ(剛性が高かったり倦縮が 上記条件により、木質系プラスチック原料と各種繊維 小さいと不織布を作成する前段階のウェブが作成できな について表4に示す混合割合にて成形した。綿および竹 い、ウェブをニードルパンチしても糸が絡まり合わず不 混試料については不織布状に加え、繊維方向がばらばら 織布の形状を維持できない等の問題が比較的小さいも なワタ状の物について試験した。繊維の方向性の違いに の)を考慮し、綿竹混原料を使用することとした。また、 よる、成形性への影響を検討した。 同一原料のニードルパンチやカード工程を行っていない ワタ状のものについて作成し、繊維の方向性の有無によ 表4 木質系プラスチック原料と繊維の混合割合 る影響を検討した。原料が天然素材であるレーヨンは成 形時に熱分解を起こし、強度を保持できないため耐炎化 したものを使用した。さらに、不織布と比べ繊維方向が 揃っている綿織物についてもその影響を検討するため、 同様に成形試験を行った。 角形と丸形の型を使用し、より均質な成形物を得るた めの型の形による影響を検討した。各々の型の寸法につ 木粉 繊維 比較試料(木プラ原料のみ) 100.0 0.0 耐炎化レーヨン100%不織布 93.5 6.5 綿10%/竹90%不織布 93.5 6.5 綿100%織物 87.0 13.0 反毛綿10%竹90% 93.5 6.5 126 愛知県産業技術研究所 研究報告2010 ● ─────────────────────────────────────────────── 3.結果及び考察 2.3 複合材料の破壊試験 作成した複合試験片について、耐衝撃性の評価を行う 3.1 試料の物性 ため、3点曲げ試験を適用して表5に示す条件により破 作成した試料について引張強伸度、通気度、単位面 壊強さを測定した。破壊試験には、前項成型試験により 積あたりの質量を測定した結果を表6に示す。表より、 作成した試料より所定のサイズに切り出して、試験片に 不織布の引張強伸度において、綿混率が 10~30%と小 供した。この際、複合化した繊維方向は引張試験の引張 さい試料について約 2~6N と非常に小さい値となっ 方向と同じになるよう調整した。試験はコの字型の台座 た。これは剛直で捲縮の無い竹繊維やリネン、麻を使 に試験片を載せ、定速伸長形引張試験機を用いて、上部 用していることから、繊維が十分に絡み合わなかった から圧縮試験治具で圧縮し(図2)、破壊したときにか ためと考えられる。通気度においても、綿混率が小さ かる最大荷重を測定した。 くなるほど通気度が大きくなる傾向が見られた。これ についても、前述引張試験の結果と同様の理由による 表5 複合試料の破壊試験条件 と考えられる。 3.2 成形試験 試料サイズ 30mm×50mm×1mm 試験機器 竹綿混不織布について 320mm×50mm、140mmφ の2 種類作成した。作成した試料について、丸形に比べ角形 定速伸長形引張試験機 材料に色ムラが多いのが確認された。この色ムラにおい 試験速度 て、色の濃い箇所はプラスチック化が進んでおり、薄い 5mm/min 箇所はプラスチック化が不十分な部分である。これは、 複合化する繊維が嵩高いのに比べて出来上がり厚さが 1mm と薄い材料となるため、320mm×50mm の角形成 形では、細長い形状故に圧力が均等にかからず、木質系 圧縮試験治具 原料を十分にプラスチック化することが出来なかったも のと考えられる。一方、140φ の丸形は角形に比べて均 等に圧力分散出来たため、均質な材料が得られたものと 圧縮 試験片 考えられる。また、木プラ原料と複合化繊維を型に順に 投入するのみでは、複合化後に方から外した際の衝撃に よる破壊が見られた。これは、図3に見られるように不 織布内部に木プラが混入しておらず、接合不良となり、 このため不織布の部分で剥離が生じたものと考えられる。 図2 複合材料の破壊試験装置 表6 不織布試料 試料の物性 形状 引張強さ (N) 目付 2 (g/m ) 通気度 3 2 (cm /cm /sec) 織物 157 53.7 >400 1 綿100% 2 綿80%ラミー20% 17.3 89.2 199 3 綿50%ラミー50% 4.3 71.1 288 4 綿30%ラミー70% 6.6 66.3 324 5 綿80%竹20% 14.1 96.5 215 6 綿50%竹50% 15.3 104 280 7 綿30%竹70% 3.8 92.1 307 8 綿10%竹90% 2.0 82.4 343 9 綿20%リネン80% 1.4 72.6 355 3.0 77.7 274 10 PLA50%リネン50% 不織布 ● 127 ─────────────────────────────────────────────── 図5 図3 木質系プラスチック材料の破壊試験後の試験片 成形試験後の試料 これを改善するため、単位面積あたりの質量を小さく し、事前に木質系プラスチック原料を嵩高い繊維の間に 入り込ませることで、より一体化した接着力の高い複合 化材料を得ることが出来た。 3.3 複合材料の破壊試験 図4に木質系プラスチック材料のみ及び複合化した試 料についての破壊試験結果を示す。各データの上部のバー 図6 は試験データの最小値及び最大値を示している。 竹綿混不織布と複合化した試料の 破壊試験後の試験片 図より竹綿混不織布の角形成型では木プラ原料のみと ほぼ等しい破壊強さだったのに対し、丸形成型では複合化 木質系プラスチック材料のみでは図 5 に見られるよう により破壊強さに約 1.4 倍の増加が見られた。これは、前 に完全に二つに割れた形となった。不織布あるいは織物 述成形試験時に明らかとなった形状の違いによる圧力分 を複合化した試料においては、どの試料においても図 6 散の違いが材料品質に影響を与えたものと考えられる。ま に見られるような形となり、破壊強さが最大となる時点 た、繊維方向の揃っていないワタを複合化した材料は では完全に二つに割れることはなかった。破壊強さが最 1.25 倍の増加にとどまり、複合化材料の破壊強さが包含 大となった後、木質系プラスチック材料のみにおいては、 される繊維の状態に依存されることがわかり、新規の複合 急激な応力低下が見られたのに対し、複合化した試料に 材料を設計する際には材質だけでなく状態も考慮する必 おいては緩やかに減少した。このことから、複合化する 要があることが示唆された。 ことにより木質系プラスチック原料のみと比較してもろ さは改善できたものと考えられる。また、樹脂化した木 70 質系プラスチック材料から繊維が抜ける事もなく、複合 60 化の状態は比較的良好であった。 破壊強さ/N 50 木質系プラスチック材料のみ 竹90%綿10%不織布_角形成型 竹90%綿10%不織布_丸形成型 反毛綿10%竹90% 綿100%織物 耐炎化レーヨン 40 30 20 4.結び 木質系プラスチック材料からなる成形品の衝撃強度 を向上させるため竹、麻、綿などの天然繊維との複合化 を検討した。剛性の高い竹を綿と混合した不織布及び綿 10 100%織物を複合化させた材料について、木質系プラスチ ック材料のみで成型した材料より破壊強さが 1.4 倍増加 0 図4 複合材料の破壊強さ した。不織布と同配合の繊維方向の揃っていない竹綿混 反毛では 1.25 倍の増加にとどまり、複合化する繊維が揃 図5,6に木質系プラスチック材料のみ及び竹綿混不 っている方が破壊強さを向上させることが分かった。 織布と複合化した試料についての破壊試験後の試験片を 謝辞 示す。 本研究を遂行するにあたりまして、成形試験に関して 多大なご助言ならびにご指導・ご協力を頂きました中日 精工株式会社 近藤氏に厚くお礼申し上げます。
© Copyright 2026 Paperzz