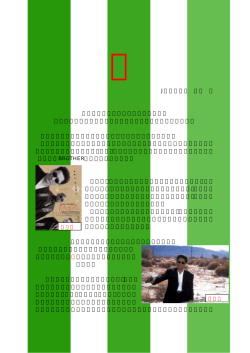
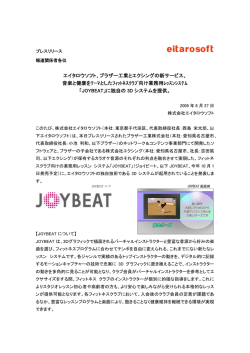
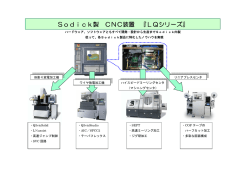
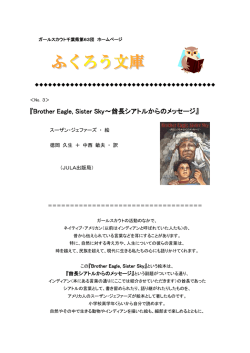
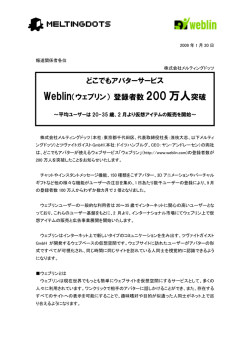
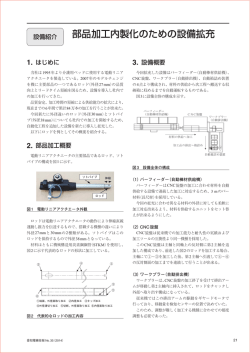
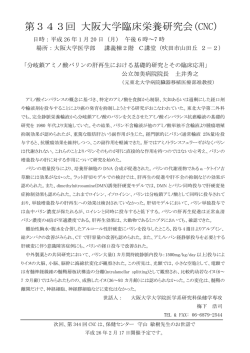
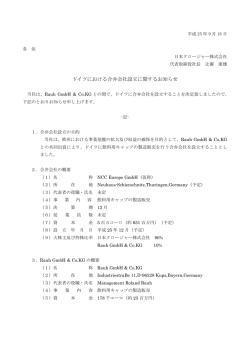
リーン生産 – お客様をサポート致します。 スイス製回転テーブルの技術 2015年10月 ニュースレタ ー 記録的スピードの製造 EA-511 成功をもたらした核要素: Brother Speedio S 700 X1 には、4 本目の CNC 軸 として 6 つのスペースを有するクランピングブリッジのための充分なスペー スを提供するカウンターベアリングを伴う pL LEHMAN ターンテーブル EA511.L が搭載されています。 これは、 ロボットグリップによって同時に荷重もし くは負荷軽減されます。 画像: pL LEHMANN / W&R pL LEHMANN ターンテーブル付きの自動 Brother センターにより、 製造時間が短縮されます。 製造個数が増加するにつれ、SIMONSWERK GmbH & Co.KG の製造過程で、切削加工能力を高め、同時 に製造時間を短縮させる圧力が増します。製品型 Brother Speedio S700X1 のマシニングセンター 2 台 から成るプラントを使用することで、 ヒンジシステムの メーカーは、 システムハウス W&R と共にこれを成功 させました。 このマシニングセンターは、それぞれ pL LEHMANN ターンテーブル EA-511.L を装備してお り、多関節ロボットによっても操作されます。 東ウェストファリアの街、 レダ・ヴィーデンブリュック (Rheda-Wiedenbrück) を拠点とする企業 SIMONSWERK は、125 年前に創業し、 ヒンジおよびヒンジシステム業界で最 も有名なメーカーとして発展してきました。質が高く、門扉に pL LEHMAN ターンテーブル EA-511 HS. 2 使用される製品は、世界中に輸出されています。 デザインやサ イズ に 様 々 なもの が あります。このようにしてブランド „Variant は、居住空間や展示場で使われるヒンジシステムの ほぼ同義語となりました。完全に隠れされて設置されるヒンジ システム „Textus は、モダンで段差の少ない空間構成に特に 適しているでしょう。Baka は木製の扉や窓における、Siku は合成樹脂の扉における伝統的なブランドです。 レダにある工場の本拠地では、押し抜きの技術や冷間成 形技術に重点が置かれています。そこでは、例えばブランド Variant のためのブリキやワイヤ製のヒンジの部品が生産さ れます。更に SIMONSWERK GmbH には、 テューリンゲンの 街、ハイルバート・ハイリゲンシュタット (Heilbad Heiligenstadt) を拠点とする SIMONSWERK GmbH & Co. KG も含まれます。 この製造に特化した工場では、約 90 名の 従業員が、Tectus や Alpro のヒンジに使用される亜鉛ダイキ ャストやアルミニウム製の部品の製造に従事しています。 アルミニウムおよび亜鉛ダイキャスト加工の特化 Simonswerk Heiligenstadt の新しい製造プラントは、新しい SpeedioSerie S 700 X1 の 2 台のマシニングセンターから構成されます。 両方と も、pL LEHMANN の同様に新しいハイスピードターンテーブル EA-511.L が 装備されており、多関節ロボットと共に操作されます。 そこでは50 t から 125 t のクランプ力を有する亜鉛ダイ キャストマシンにて、昨年は約 600 t の亜鉛がニアネットシェ イプ成形されたブランクへと加工されました。3 メートルもしく は 6 メートル長の押し出し加工パターンとして出荷されたア ルミニウム製品は、約 150 t ありました。 この 2 つの原材料製 のヒンジ部品の切削最終加工のために、SIMONSWERK GmbH & Co.KG は 8 つの CNC マシニングセンターを有し ています。 1 台目のフライス盤である 3 軸の Brother TC2A は、2001 年日本の産業機械メーカーにとってのドイツの独占的パート ナーであった マインツ・カステル (Mainz-Kastel) を拠点とす 製造と物流の責任者である支配人 Klaus Moriße は、扉 る SIMONSWERK bei W&R Industrievertretung GmbH によ という総合システムにおけるヒンジの大きな役割について示 って購入されました。ほぼ同時に、そのヒンジメーカーは、新 します: „我々のヒンジの耐用期間の長さと機能の正確性は、 たに開発した Tectus プログラムを発表し、それは今日に至る 現代の扉の技術、安全性、構成における多様な要求を満たす まで売上個数を伸ばしています。このようにして、 とりわけ ための前提条件であります。 これらを保証するため、我々の製 Alpro ヒンジというアルミニウム材形の更なる製品も加わった 造行程は、常に最新技術のレベルを保っていなければなりま ことも重なり、切削加工能力への需要も高まりました。 せん。 アルミニウム部品製造の責任者である Stephan Ruhe は、増加する受注個数に合わせ、我々は常に製造行程を強化 してきました。 と述べます。2 台の単軸のフライス盤が加えら れた後、他のメーカーの双軸の BAZ により、 マシンエリアが 補完されました。双軸により、部品ごとの処理時間を圧倒的 に短縮ことに成功しました と Stephan Ruhe は語ります。 しか しながら、増加する需要に対して、それは決して充分なもので はありませんでした。その次のステップとして、我々は 2011 完全に隠れされて設置されるヒンジシステム Textus は、 モダンで段差の少な い空間構成に特に適しているでしょう。 ヒンジのパーツは、扉板やフレームに 完全に隠れてしまいます。 既に 2011 年からテューリンゲンの SIMONSWERKは、 ダブルパレットチェン ジャーおよび追加の pL LEHMANN の CNC ターンテーブルを伴う Brother TC32-BR を 2 台使用して製造を行っています。 3 年 7 月、同様にW&R から納品されるロボットによってサポー トされるシステムに投資しました。 このシステムは、 ダブルパ レットチェンジャー、および pL LEHMANN EA510 の追加の CNC ターンテーブル を伴うBrother TC32-BR から構成され ます。 これには、隣り合った 5 つのパーツをまとめることので きるクランピングブリッジが装備されています。 これはロボッ トによって個々に挿入され、作業後は撤去されます。それは、 勿論のことツールの更なる開発やクランピング技術へも貢献 をした、生産性向上という意味での、真の大きな前進でありま した。 と、Klaus Moriße は成功について証言します。そのた め、我々はすぐに、2 台目の同じ構造のシステムをも購入しま した。 Brother Speedio S と pL LEHMANN ハイスピー ドターンテーブル – 理想的なコンビネーション 2013 年、 テューリンゲンの Simonswerk は、切削加工能 力において、能力の限界を拡げるべく新たに開発を行いまし た。新たな投資により、責任者達はマシンエリアを拡張したか っただけでなく、生産性の更なる跳躍を目指しました。 これま での経験から、彼らは様々なアイデアについて開発しました。 それに関し、Klaus Moriße はこのように語ります: „それどころ か我々は、 ターンテーブルという解決策に徹底的に取り組み ましたが、実現可能な処理速度という問題にぶつかって失敗 に終わりました。 結局のところ、彼らは信頼のおけるパートナ ーである W&R に相談を持ち掛け、理想とする製造用プラン トのイメージについて取り組みました。 そのプラントは 2014 年に現場で用いられ、それは新し い Speedio-Serie S 700 X1 の 2 台のマシニングセンターか ら構成されます。両方とも、pL LEHMANN の新しいハイスピ ードターンテーブル EA-511.L が装備されており、多関節ロボ ットと共に操作されます。W&R の技術責任者である Andreas Zugck はこう語ります: „この製造システムにおいて特筆すべ きは、多くの細部に隠されています。勿論そのようなところに、 前駆機器に比べて 20 パーセントほど速いマシニングセンタ ー Speedio S 700 X が導入されています。更に、同様に非常 に速く精巧な動きを提供するハイスピードバージョンの pL LEHMANN ターンテーブルも使われています。150 mm 大き い BAZ の X トラバースにより、更に 6 つのコンポーネントが 適用できるクランピングブリッジが搭載できるようにもなりま す。我々が開発したグリップの 1 つにより、最終的にはクラン プ装置のサイドから 1 回で最高負荷をかけられるようになり、 結局のところシャトルテーブルの導入が不必要となったので す。 迅速な 3 軸センター Brother 社の Speedio シリーズは、Brother TC 製品シリー ズを更に開発したものであります。2 年前から、5 つの異なる 基礎バリエーションが存在しています。Speedio S は、 クロス テーブルを装備し、パレットチェンジャーを装備しないデザイ ン の 代 表 で す。目 新しいこととい えば 、特 に、制 御 装 置 CNC-C00 でしょう。 これは、 スピードと精度の観点における改 良を自身にもたらします。 このようにして、Speedio S 700 X1 (X/Y/Z のトラバースが 700x400x300 mm) の最高軸加速度 は、Z 軸で 2.2 g、X 軸と Y 軸においてそれぞれ 2 g となりま す。このような 2 台のマシンを向かい合わせに設置したこと により、特にセットアップ時間中の省エネを可能とするダブル スピンドラーが生まれました。 と Andreas Zugck は語りま す。 というのも、SIMONSWERK の要望によると、W&R はマ シンのシステムを、製品交換の前に一方のマシンをプロセス から外すように構想していたからです。生産が完全に処理さ れる前に、マシンの装備変更は早くも完了させることができま す。それから、一方のマシンが製品交換を行っている間に、他 方のマシンにおいて新たな製造を開始することができます。 このように、 プラントは途切れなく稼働した状態であります。 完成した翼部および枠組みは、種類の混じり合っていない回収ボックスへ運 搬するベルトコンベヤにロボットが載せます。 コンパクトな CNC ターンテーブル 新たな製造システムにおける重要なエレメントは、CNC ターンテーブルの型における追加の 4 つ目の軸で す。Andreas Zugck はこのように論拠を示します: „純粋な 4 軸もしくは 5 軸のマシンでは、 コンセプトは効率的には機能 しなかったことでしょう。 マシニングセンターは、最高でも 2 つのパーツを拡げるのが限界となるよう、制限されたもので あることでしょう。 ここでは実現可能であった 6 軸でもきっと 不可能です。 こうして、W&R は両方の Speedios S 700 X1 にそれぞれ pL LEHMANN の CNC ターンテーブル EA-511.L を搭載しま した。Andreas Zugck にとっては、 このハイスピードモデルは 非常に適した時宜に発売されたことでしょう。 というのも „我 々はここでは、正確なタイミングを充足したのです。EA-511 に より、最高 100 U/min である Brother 社のマシンにおいて、 普通の バリエーション EA-510 の約 2 倍のスピードが実現 されます。 このことで、EA-511 は理想的にも BAZ の迅速な動 きに順応します。 pL LEHMANN ターンテーブル EA-511 は更 に、高度な推進力、長い稼働時間、0.25 s/90° などといった 短いサイクル時間のおかげで納得させられる装置でありま す。 このことにより、EA-511 には低負荷から中負荷、迅速な処 理、位置モードにおける製造個体数の増量が運命づけられて 4 いると言えます。Andreas Zugck は更に付け加えて言います: „pL LEHMANN ターンテーブルの最も大切な長所は、その設 置サイズでしょう。私の知る限りでは、競争力のある製品の幅 はいずれもより長く、 この場合きっと 6 つめのパーツを搭載す ることはできなかったことでしょう。更にクランプ力は、本体の サイズを考慮すると、特筆に値するべきものであります。 製造責任者である Stephan Ruhe もまた、 この選択を下し たことに非常に満足しているようです: „我々は、Brother 社の 1 台目マシンの頃から pL LEHMANN 社を存じ上げています。 幾つか見られる摩耗を無視すれば、 ここで導入されているタ ーンテーブルは 2 シフト制稼働となって 13 年経つ今もな お、その役割を忠実に務めています。 ロボットマシン Brother TC-32 には両方とも、同様に pL LEHMANN ターンテーブル が導入されており、年中 3 シフト制稼働を行っています。 これ は、 このような追加の CNC 軸にとっては大きな課題でありま すが、見事にそれをこなしています。 正確さという義務: 全てのコンポーネントは互いに正確に適合しあっているた め、長く突き出した 2 つの多機能グリップによって、問題無く、 プロセスに従っ て荷重と負荷軽減が機能します。 切削加工の後、 グリッパは加工済みコンポーネントを離 し、 コンベヤベルト上に据えます。そこから翼部と枠組みが傍 に設置されたボックスへと分類され、ボックスはその後、バレ ル研磨加工、そして更なるプロセスへと運ばれてゆきます。特 別に効果的な荷重・負荷軽減プロセスにより、マシニングセン ターの交換テーブルを放棄することができ、 よって総費用お よび償却期間にもメリットがもたらされます。 ブランクは手動で、 天板にそっくりの、非常に精密な装置に設置します。 これ は外側から、 ロボットがセル内にアクセスすることのできるラック内へと挿入 されます。 荷重および負荷除去のための多機能グリップ 新たな製造システムの効率性を高めるため、荷重および 負荷除去のための多機能グリップを2つ備えたロボットを核 要素として有する原料供給マネジメントが貢献しています。 ブ ランクは手動で、天板にそっくりの装置に設置します。 これは 外側から、ロボットがセル内にアクセスすることのできるラッ ク内へと挿入されます。 このようにしてマシンオペレータは、 プ ラントを数時間最大稼働させるパーツバッファを作ることが できます。 絶え間ない改良 特に重要なのは、 ロボットがその多機能グリップによって ブランクを問題無く正確に掴むことを可能とする、保管プレー トの精度です。 この精度は、マシン上のクランピング装置へサ イドからパーツを挿入するときにも更に影響を及ぼします。 このプロセスは、長く張り出したグリップにより、特別な困難を 招きます。 もっとも、我々はW&R と共に、 このプロセスをすぐ にマスターし、今やプロセスの確実な進行が保証されている ほどであります と Stephan Ruhe は言います。 ハイリゲンシュタットの SIMONSWERK にて切削加工技 術がどれほど開発されたのかは、Tectus ヒンジの部品から理 解することができるでしょう。Klaus Moriße は数値を挙げま す: „手動操作される単一スピンドルとは逆に、 ダブルスピンド ルではたった 85 % の加工時間しか必要とされませ ん。Brother 社の自動化された単一スピンドルのマシンでは、 加工時間は 74 % にまで抑えられます。 それどころか、新しい プラントでは、加工時間を 42 % まで短縮することに成功しま 新しい製造プラントでは、 このような Tectus ヒンジ部品の切削加工のために、 たった 14 秒しか費やしません。 5 した。 スピードが速い場合にこそ要求される精度を守らなけ ればならないため、本来の加工時間からの時間短縮は特筆に 値します。 それに関し、Stephan Ruhe はこのように付け加えま す: „特に、2 つのサイドから空けられた貫通孔は、 クオリティ を決定づける基準となります。 ここでは 100 分の 1 ミリ単位 で サイズ を 合 わ せ な け れ ば ならず、これ は 原 則 的 に p L LEHMANN ターンテーブルの割り出し精度に帰するとされま す。 最終的には、取り付けられた状態での長期検査によって、 完成したヒンジの切削加工クオリティの高さが証明されます。 検査台における 800,000 回の試験の結果、1 度の問題さえ 起こらない - Tectus ヒンジはこのようにして、評価の厳しい顧 客からの要求にも応えてきたのです。 SIMONSWERK GmbH は… 東ウェストファリアの街、 レダ・ヴィーデンブリュックに て、125 年以上前からヒンジとヒンジシステムの製造に特 化した業務を展開しています。 この企業は約 5000 の販 売対象商品に加え、 ヒンジ用金具における幅広いバリエ ーションを提供しています。 スタンダード商品の製造のみ ならず、個々の建築プロジェクトのための特注製品などの 対応も可能です。 SIMONSWERK は、 ドイツにおけるヒンジおよびヒン ジシステムの指導的な提供者として約 500 名の従業員 を抱えています。現在この企業では70 を超える国際的ブ ランドが出回っており、自営の姉妹企業、代理店、自身の 従業員などを経て35 の国で絶え間ない市場開拓を行っ ています。年間総売り上げは、約 8200 万ユーロに及びま す。 絶え間なくスピードを上げて: マインツ・カステル のW&R 産業組合は、… 1993年に創業し、現在 35 名の従業員を有します。 こ の地に定着したシステムハウスは、 プロセス、マシン、制御 装置、オートメーション、サービスを含む、独自の製造シス テムを提供します。W&R 生産プログラムは、 自動化という 解決策と並んで、Brother 社や YCM 社の製造センター や、Sugino 社の高圧プラントおよび洗浄プラントを包括 します。W&R は、 自動化プロジェクトを稼働させ、YCM 社、Brother 社、Sugino 社の個々のマシンに順応でき る、1,200 平米の設置面積を有します。様々な分野、特に 自動車技術、航空宇宙工学、電子工学、医療技術などから の顧客がいます。 6 更なる改良のために:pL LEHMAN ターンテーブ ル技術のエディション 3 ターンテーブルメーカーの pL LEHMANN 社は、500 シリーズの CNC ターンテーブルをさらに改善しました。 このスイスの企業は、2015 年 1 月からプレテンションで バックラッシュフリーギアの PGD (プリロードギア駆動) を 特色とする新エディション 3 を提供しています。 これは、 規定されたプレテンション状態で納品され、そのため直接 測定システムなしで真の同時加工を可能とします。更に、 許容フィードトルクの 3 分の 1 までの小さな加工の場合、 プレテンションギアによってクランプなしで加工すること ができます。 ターンテーブル EA-510 をカタログに応じた 標準負荷と駆動データでの広範囲に渡る長時間テストを し、 PGD が殆ど摩擦フリーであることを確証していま す。10,500 運転時間において 90 度サイクル間隔で 1060 万以上後に実質的な摩耗は確認されていません。 プ リテンションは 100 万サイクル間隔あ たり 3 %のみでした。 これらの結果と 追加の安全性に基づいて、連続運 転でのPGDの 5,000 運転時間 (デ ューティサイクル 100 %での同時 操作) または位置決め操作で 20,000 運転時間 (カタログによる デューティサイクル 20 %) または 200 万で 90 度位置決めの場合、 ギ アバックラッシュの再調整をする必 要がありません (意図的な使用の場 合、カタログによる標準負荷が有効; 最初に達した限界値をカウントしま す)。 連絡先: Peter Lehmann AG Bäraustrasse 43 CH-3552 Bärau (スイス) Tel. +41 (0)34 409 66 66 Fax +41 (0)34 409 66 00 [email protected] www.lehmann-rotary-tables.com W&R Industrievertretung GmbH Sankt-Florian-Straße 8-10 55252 Mainz-Kastel (ドイツ) Tel. +49 (0)6134 1845 - 0 Fax +49 (0)6134 1845 - 50 [email protected] www.w-r-brother.de SIMONSWERK GmbH & Co. KG Heiligenstadt Liesebühl 20 37308 Heilbad Heiligenstadt (ドイツ) Tel. +49 (0)3606 6900 Fax +49 (0)3606 690195 [email protected] www.simonswerk.de k+k-PR GmbH Von-Rad-Str. 5 f D-86157 Augsburg (ドイツ) Tel. +49 (0) 821 / 52 46 93 Fax +49 (0) 821 / 22 93 96 92 [email protected] www.kk-pr.de
© Copyright 2026 Paperzz