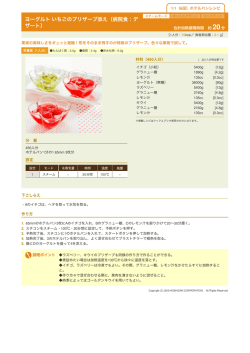
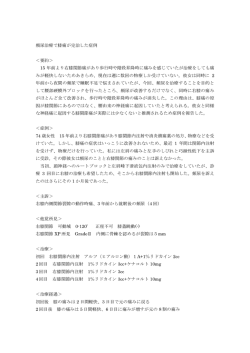
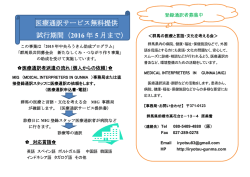
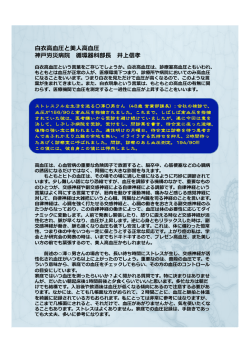
意芝玄B 施工法委員会 鋳物の溶接でしばしば課題となるポロシティに 2劃 竪 空] J関して,どのような低減手法があるのでしょう シティを抑制し,ダイカスト材素材部で破断させるための 条件が調査されています. F i g .2に示すように,入熱条 か? 件を制限すればダイカスト中のガス量が多少多くても,溶 接金属中のポロシティを抑制し,その結果ダイカスト材側 で破断させることができるということです. 鋳物材に含まれているガス含有量を減らす乙と が,ポロシティ低減に最も効果のあることです が,溶接施工技術やその条件面からの対策も効果がありま すので,最近の報告例を紹介します. 先ずはその鋳物そのものに関してですが,特に自動車や 二輪車の分野では,高精度な形状と美麗な鋳肌という特長 を持ち,且つ量産性に優れるダイカストが,最近増えつつ あります.しかし,ダイカスト製造時には,溶湯を高圧・ 高速下で金型に注入するために空気ならびに,離形剤や潤 滑剤も溶湯と接した際のガス化したものなどを巻込みゃす く,ポロシティの源となるガスが20 ∼30cc/100gAlと多 量に含有されてしまいます.これを抑制するために型内部 を高真空雰囲気にすることで対応したものが,高真空ダイ カスト法というものです.この方法によると,通常 1 ∼5 cc/100gAl程度のガス量に抑えることが可能となりポロ シティ低減に大きな効果をもたらします. さて,本題の溶接面からのポロシティ抑制策を二つ紹介 ところで,ダイカスト中の含有ガス量とポロシティ発生 数や発生率との関係は, F i g .3のように正相聞はあるも のの,約 3cc/100gAl以下ではポロシティ低減効果は顕 著ではなくなる傾向があります3).製造時のプロセス管理 による素材改善はコストアップにも繋がりかねず,前述の 報告は, 3cc/100gAl以下のダイカスト材における結果 も含んでおり,溶接面からの改善手法などが重要な位置付 けになります. 参考文献 内山,津村,村上,中田,駒崎:アルミニウムダイカスト材 ADC12の低周波パルスミグ,溶接学会全国大会講演概要, V o l . 7 4( 2 0 0 4 4 ) 'p l 9 2 2 ) 柳原:“ダイカスト材の溶接で発生するブローホールを抑制 する溶接条件”,軽金属溶接, V o l .4 6( 2 0 0 8 ) ,N o .2 ,p 4 8 3 ) 中田,駒崎:“アルミニウムダイカスト材の溶接・接合”,溶 接技術, 2 0 0 6年 , 2月 号 , p 9 4 1 ) します. Fig.1に示すように直流の低周波パルスミグの 適用があります.ユニットパルス 5 ∼30Hzの周波数範囲 でその効果が試験調査されており ガス放出を促進させる 溶融池振動モードである 5Hzの振動数で,その低減効果 が最も大きかったと報告されています1). 次に,交流のパルスミグの適用例を紹介します.ダイカ スト中のガスが,溶接の加熱・溶融により溶接面に放出さ れないように,ダイカストへの溶け込みを抑制することを 目的としたもので,その入熱の抑制手法が報告されていま す2).重ねすみ肉継手において その溶接金属部へのポロ 「 → ‘ ω附朋岨。nalpul剖 MIG(gascot t:1.6mI} 1 0 t 9 T 内 ιi。 L fe 喝i e 町 。7 6、 苦 開 ! •Low 骨叩制q 凶sedMI 脚 『 6 0 8 0 入 熱 量 (J/mm2) 100 F i g .2 交流ミグにおける入熱量とプローホール密度 との関係 ( 5 5 5 4展伸材(上) I A365ダイカスト(下) c / 1 0 0gA l ) の重ね隅肉 (ガス含有量: 3∼5c 継手(A5556WY溶加材)) 1 2拍 ち5 2 曲 g4 憲 ~~ 君150 眠 或 ~i 0 4 0 20 p u l s e dM I G ( g 鈍捌伽此 吋 ) l J 5 。 4 醐 ロ 5 1 0 1 5 2 0 2 5 到 3 5 S w i t c h i n gf r e q . i e n c y( H z ) 上出l 稼ガス吉有量6 .l c dl OOgAIの ADC1 2 下曲線同1 . 6cd! O日gAlの ADC12 縦軸上(OHz )が、通市町パノレスミグでそれ以外は低周波パルスミグ F i g .1 低周波パルスミグのユニットパルス周波数の 溶接金属部中のブローホール面積率への影響 ト却 ‘ 。 0 1 2 3 • 5 含有ガス量 ( ml/10 砲A l) F i g .3 ミグ溶接ビード部のブローホール発生数に及 ぽす ADC12ダイカスト材ガス含有量の影響 (A4043WY) 軽金属溶接 V o l .4 8( 2 0 1 0 )N o .2
© Copyright 2026 Paperzz