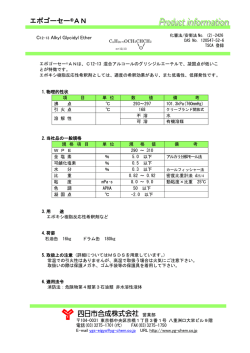
’ 、漏 蜘 一帽・ 麟、 講羅一 旨難, 歯 β 4.ストレスクラックとソルベントクラック Q4、 プラスチック成形品中に限界以上の応力が KA冴 存在すると,クラックが発生する現象です。 応力としては,残留応力,組立時に発生する応力, 使用しているときに負荷された外力による応力など があります。また,ストレスクラックは応力亀裂と いる状態では,応力とクリープ破壊時間の関係は図 2のようになる。一般に,クラックが発生すると,間 もなくクラックは成長して破壊するので,クラック が発生するまでの時間はクリープ破壊時問とほぼ同 じと考えてよい。 Q42 成形品に応力が存在する状態で,溶剤,油, もいいます。 一定のひずみをかけた状態では,応力(初期応力) とクラックの発生するまでの時聞の関係は図1のと おりである。初期応力は時間が経つと応力の緩和に よって,ある程度まで減少する。このため図のよう に,長時間側ではクラックが発生するまでの時間は 長くなる傾向がある。一方,一定の応力がかかって 図1一定のひずみが発 生した状態における 温度(低) 只 邊 !宜一一 旧。協,。..“逓一 。講 応力(初期応力)とク ラックの発生するま での時問の関係(初期 温度(高) クラック発生までの時問 応力は応力緩和によ って時間が経つとあ る程度まで減少する) KA】 可塑剤,その他の薬品と接触すると,低い応 力でもクラックが発生する現象です。プラスチック の種類によってクラックを発生させる薬品は異なり ます。また,ソルベントクラックのことを溶剤亀裂 とも言います。 ソルベントクラックを発生させる薬剤は溶剤だけ ではないが・溶剤によってクラックが発生すること が多いので,この現象をソルベントクラックという 名称で呼んでいる。また,ソルベントクラックは, プラスチックの種類と薬品の組み合せによって異な る挙動を示すので,実用的には対応の難しい問題の 1つである。たとえばプラスチックとソルベントク ラックを発生させる溶剤としては,以下のようなも のがある。一般的に,非晶性樹脂の方がソルベント クラックは発生しやすい。 PC,変性PPE(PPE/HIPS),PS,ABS樹脂, PMMA:有機溶剤,油,グリース,可塑剤など 瘍慶(勾 R 懐 曝㈲ POM:塩酸水溶液 図2 一定の応力の発生し た状態における応力と 破壊するまでの時閲の 破壊時間(対数) 関係 *Seiichi HONMA,本問技術士事務所所長 〒254−0811神奈川県平塚市八重咲町19−23−202 126 PA:塩化亜鉛水溶液 PE:界面活性剤(種類による) Q43 広義の意味では,応力の存在下で環境条件 KA】 (温度,湿度,薬品など)の影響でクラックが プラスチックス 発生する現象です。この場合は 表1 ストレスククラックとソルベントクラックの現象的な相対的比較 ストレスクラックとソルベント 項 目 ストレスクラック ソルベントクラック クラックの両方を含んでいま クラックが発生する限界応力 高い 低い 力を加えてから,クラックが 発生するまでの時聞 長い 短い す。狭義の意味では,ソルベン トクラックのことをいう場合も あります。環境応力亀裂は英語 では,エンバイロンメンタル・ 環境温度の影響 温度が高い方がクラック 3つのタイプがある。 は発生しやすい。 ・温度が高いとクラック ストレス・クラッキング(Envi・ が発生しやすいタイプ ・温度が高いとクラック ronmental Stress Cracking) と言い,ローマ字の頭をとって が発生しにくいタイプ ・温度範囲で限界応力の 極小値を示すタイプ ESCということもあります。 金属材料では,応力と薬品の 共同作用によって亀裂が生じることを応力腐食と称 している。環境応力亀裂も,この応力腐食と類似の 現象である。図3に示すように,温度,湿度,薬液 またはその蒸気などの環境条件によって,クラック の発生が著しく促進される現象である。特にプラス チックの種類によっては,可塑剤,安定剤,硬化剤 らわかるように,温度に関しては,ソルベントクラ ックの場合,複雑な挙動を示す特徴がある。 なども環境応力亀裂を発生させる原因になることが KA】、次のような原理でクラックが発生すると考 ある。 λられます(Q43の解説の項より)。 学問的には,環境応力亀裂の発生原理について, 次のような考え方がある。 環境薬液はプラスチック材料に化学的変化を与え ないが,材料の表面を濡らすことおよびわずかに吸収 されることが活性液体の条件である。その発生原理 ・ステップ1:薬液がプラスチック成形品の中に浸 透する。. ・ステップ2:浸透した薬液によってポリマー分子 が動きやすくなる(分子聞の結合力が低下する)。 としては,(i)応力集中領域での選択的吸収,(ii)吸 ・ステップ3:成形品中でひずみの存在する部分で は,ひずみが急速に緩和するときにクラックが発 収部分での分子間力の低下,(iii)不均一変形の促進, 生する。 (iv)ボイドの発生,(V)ボイドの成長と合体,(vi)巨 一般に,結晶性樹脂ではソルベントクラックは発 生しにくい傾向がある。この理由は,結晶部分では 分子は緻密に折りたたまれ,比較的分子問は強固な 結合状態になっている。このために結晶部分には薬 液は浸透しにくいこと,結晶構造の部分ではクラッ クの進展は防げられることなどの理由でソルベント クラックは発生しにくいと考えられる。 視的な破壊への成長などの過程を経てクラックにな る(成澤郁夫,高分子材料強度学,p.274(オーム社))。 環境条件 (温度,湿度,薬品) ↓ 匝亟到一巨璽 図3 環境応力亀裂の概念 團いろいろな方法がありますカ㍉現場的に1よ (1)クラックが発生するまでの時間が短い。 次の方法でひずみを与えて薬液に接触または 浸漬する方法があります。ただし,これらの方法は 一定のひずみが発生している状態の試験法です。 (1)4分の1楕円法(図4) (2)クラック発生の限界応力は低い。 (2)曲げひずみ法(図5) ストレスクラックとソルベントクラックの現象的 な違いをまとめると,表1のとおりである。同表か その他,JIS K7107−1978の方法,ベントストリッ ストレスクラックに比較するとソルベント クラックは,次のような特徴があります。 KA】 Vo1.56,No.4 プ法,C型試験による方法などがあるが,図4や図5 127 クレrズが発生しても,すぐに割れトラブ KA】 試験片 ルになるわけではありません。しかし,クレ ーズが発生している状態で,さらに力を加え続ける と,やがて図7のようにクレーズの内部に空洞が発 生し,これらの空洞がつながって破壊に至ります。 したがって,クレーズも割れに至る可能性はあるの で,クレーズが発生しないようにするべきです。 一既↓ 工 4.Ocm 1詞 ←1α。。m二曇 図44分の1棚法 薬液 L/2 試験片 ↓δ L δ:一定 図5 曲げひずみ法 図7 クレーズからクラックヘ成長 ゴム成分を含んだポリマーアロイ系樹脂では,ク レーズを発生させることによって衝撃強さを向上さ せる例もある。衝撃力を加えると,微細なゴム粒子 の周辺にクレーズが発生することによって衝撃エネ ルギーを吸収する機構である。 轍鍵難灘灘灘灘灘 の方法が実用的である。また,一定の応力下での方 法としては,JIS−K7108−1999の方法がある。 クラックの先端はきわめてアールの小さい ノッチのようなものです。したがって,クラ ックの部分にカがかかると,応力集中を起こしクラ KA】 ックは成長して破壊に至ります。 図8のような切り欠きのある成形品に平均応力 図6のようにクラックの中は空隙ですが, KAコクレーズの中には分子が配向したものがあり ます。クラックは反射光で観察するとキラキラ光っ て見えますが,クレーズは局部的に配向した部分と 配向していない部分との屈折率の違いのため,目視 では白っぽく見えます。 (a)クレーズ (b)クラック 図6 クレーズとクラックの形態 透過型電子顕微鏡を用いてクレーズを詳細に観察 すると,クレーズの中には局部的に配向した分子鎖 (クレーズマター)が観察される。また,ガラス転移 温度以上に加熱すると,分子配向は回復するため, クレーズは消失する。 %灘灘灘灘鰍難雛灘灘灘 128 σ・がかかる場合に・切り欠き先端に発生する最大応 力碗。xは次の式で表される。 砺ax=σ。(1+2〉爾…一……・…………(4−1) この式から分かるように,先端アールρが小さい とσm、xは非常に大きくなる。クラックの場合,先端 アールは非常に小 さいので,応力集 σ0 ↑ ↑ ↑ 中によって,クラ ↑ ックはどんどん成 σm餅=σ。(1+2師) 長すると考えられ る。たとえば, Gri缶thの破壊理 論では,材料が理 ρ 論的強さをもち得 ないのは,ひび割 れ(微細欠陥)の σ α σ0 ためであるとし ↓ ↓ ↓ ↓ て,脆い材料の強 さの理論を確立し σ0 ている。 の様子 図8切り欠き先端での応力集中 プラスチックス 纈灘難灘懇獺羅灘難 %灘灘灘鞭麟灘縷灘 粘弾性体であるプラスチックでは,応力が 【A】 存在すると時間とともに分子間で滑り(粘性) が起こります。分子間に滑りが生じている過程で, 欠陥部があると応力集中を起こして,この部分から クラックが発生すると考えられます。欠陥部に分子 間の滑りが達するまでに,時間がかかると考えられ ます(遅れクラック)。 クラックが発生するまでの時間を誘導時間とい う。一般的に,応力の大きさが小さい方が,誘導時 間は長くある特性がある。また,クラックの発生は, 速度論的な扱いをしなければならなく,確率的現象 であると言われている。したがって,クラックの発 生はばらつきやすいので,データについては確率的 Q53 一般に,プラスチック材料を製造する段階 KAコ で,使用時の熱劣化を防止するために酸化防 止剤を添加しています。プラスチックが熱に曝され る条件としては,成形時の溶融段階での熱履歴と比 較的高い温度で使用される熱の影響があります。成 形段階での熱劣化を防止するため添加する場合は, 熱安定剤と呼ぶ場合もあります。 熱酸化劣化では,分解ラジカルが発生し,さらに 過酸化物などが発生し,これらの物質が次々と分解 反応を誘発する。酸化防止剤は分解ラジカルや過酸 化物を捕捉して,熱分解を進行させないようにする 作用がある。添加する酸化防止剤は,それぞれのプ ラスチックの分解温度,分解成分などによって適正 なものが使用されている。 扱いをしなければならない。 5.劣化と寿命 %鍵難鞍羅蕪覇籔鱗難 プラスチック製品がいろいろな環境条件に KA】 よって,分子の切断,分子間の橋かけなどが 起こり,製品の強さが低下したり脆くなったりする 現象です。また,分子の切断や橋かけが起こる過程 では,微細なクラックも発生しますので,クラック 蠣麟雛灘雛駿灘1 プラスチックは温度が高くなれば,熱酸化 KA】 劣化の速度は速くなります。一般に温度(絶 対温度の逆数)と,ある値まで劣化する時間(対数) の間には直線関係が成り立ちます。この関係を利用 して,高温での劣化時間を測定し,これを外挿して 低温側の劣化時間を推定することができます。UL の温度インデックスは,このような方法で測定した での応力集中も強さの低下を促進します。 値です。 劣化は,製品の有害な変化を表す用語に用いるこ 反応速度論の考え方は分解反応にも適用できる。 アレニウスの速度式をもとに,ある温度丁(絶対温 とが多い。一方,老化(エージング)という用語は, ある環境条件に長時間放置される場合,製品の性能 が変化する場合に用いることが多い。たとえば,熱 処理した場合の結晶化や分子の再配列などによる強 度変化(硬化現象)などは老化の概念に入る。 度)で,物理量島からPまにまで劣化する時問をあ とするとして,次の式が導かれる。 加b=ノ4‘+Eα択丁………………・一…(5−1) ただし,且:定数,R:気体定数,E、:活性化エネ ルギー。 上の式で,E、は活性化エネルギーで,この値が大 きいほど分解のポテンシャルの山が高いことを示 プラスチック製品を高い温度で長時間放置 【Aコ すると,熱と酸素の影響で分子が切断したり, 1 分子間に橋かけが起こり,強さが低下する劣化現象 衡 です。 Vo1.56,No.4 ミ ’粁 H 図9熱分解するた めのポテンシャ ルの山 一︸ 熱工一ジングによる劣化は,いったん分解が開始 するとラジカルや過酸化物が生成する。このような 劣化反応が始まると,自動的に酸化反応が進行する ので,自動酸化劣化とも言われる。 昭 反応座標 129 し,分解が起こりにくいことになる。たとえば,温 度を高くすれば相対的にポテンシャルの山は低くな り,分解しやすくなる(図9)。 捕捉してさらに劣化を進行しないようにする役目を 果たしている。 Q55菱 水分によって分子結合が切断される劣化現 KA】 象です。加水分解は,PBT,PET,PCのよ うに分子中にエステル結合をもっているプラスチッ クで起こります。 水の温度が高い場合やアルカリ性水溶液では,加 水分解の速度は速くなる。加水分解すると,分子量 が低下して強度が低下する。また,外観的には,ク ラックの発生や白化現象などが起こる。 KA】紫外線促進劣化時間と屋外暴露劣化時間の 関係を一概に表現することはできません。促 進試験の劣化時間と屋外暴露の劣化時間の関係は, 色相,光線透過率,強度,衝撃強さなどによって, 異なった関係になります。もちろんプラスチックの 種類によっても,この関係は異なります。それぞれ のプラスチックについて,両劣化試験法での関係を 求めて,寿命評価に適用することが必要です。 表2は,PCフィルムを用いて分子量低下,色相 Q56灘灘麗1.鞍鰯鶴難難 紫外線のエネルギーによって,分子が切断 KA刀 したり,分子間に橋かけが起こる現象です。 紫外線としては,太陽光線,水銀灯,蛍光灯などか ら発生する紫外線があります。紫外線が長時間照射 されると,表面が変色し,チョーキングという現象 を起こしながら,劣化が進行します。 (APHA),霞度,引破断伸びなどについて,屋外暴 露に対するサンシャイン促進暴露試験の促進係数を 求めた例である。測定項目によって,促進係数に大 きな違いがあることがわかる。 表2物性がある値まで劣化する時間と促進係数(PC)の例 サンシャイン 各特性値のエンドポイント 促進暴露試験 (h)(A) 紫外線のエネルギーは,分子の結合エネルギーよ り大きいので,プラスチックが紫外線を吸収すると 分解が起こる。紫外線は,分子を切断しラジカルが生 成する作用であり,ラジカルが生成した以降の分解 (APHA(黄色さ)) 反応は,熱分解と同様の自動酸化劣化である。また,紫 APHA※が100に達する 外線劣化は,環境温度や湿度によっても促進される。 (粘度平均分子量) 250 初期分子量より2000低下 屋外暴露試験 促進係数 年(h)(B) 0.2 BIA 7.0 (1752) するまでの時間 50 0.5 87.6 (4380) までの時問 (霞度〉 150 霞度が10%に達するまで 1.0 58.6 (8760) の時問 (引張破断伸び) 破断伸びが初期値の50% 380 0.8 18.4 (7007) に低下するまでの時間 プラスチックの紫外線劣化を防止するに 【A】 は,紫外線吸収剤を練り込んだり,光安定剤 ※APHA(ハーゼン白金コバルト色)の標準色と比色して測定 したハーゼン数。PCを塩化メチレンに溶解した溶液を用いる。 を併用する方法があります。 紫外線吸収剤は,紫外線を自分で吸収することに よってプラスチックが劣化しないようにする役目を 果たしている(図10)。また,光安定剤は,劣化物を ここで光エネルギー を吸収\ OH? 光エネルギー(hソ)吸収 ぐ6罫6) σc◎、.,.ギ、放出δさ◎ 図1『紫外線吸収剤の紫外線吸収機構 (ベンゾフェノン系の場合) 130 %灘簿難騰灘講灘灘露難 團x線やガンマー線を照射するζプラスチ ックは劣化します。 これらの放射線は,紫外線よりもさらに短波長側 の光線であるためエネルギーは高い。このため,紫 外線照射の場合より劣化は激しく起こる。一般に, 放射線があたると,炭酸ガス,一酸化炭素,水素な どのガスを発生しながら分解は進行する。 プラスチックス Q59 6.残留ひずみとアニール処理 地球上に微量に存在するオゾンによって, KA】プラスチックやゴムが劣化する現象耽 一般にゴムのように分子中に2重結合が存在する と,オゾンによってオゾナイトを生成して分解する。 2重結合をもたないプラスチックの場合には,オゾ ンによる劣化はほとんど起こらない。 応力は,ひずみにヤング率を掛けた値です。 KA】 したがって,残留ひずみの値が同じでも,ヤン グ率の値が大きいと残留応力の値は大きくなります。 フックの法則では,応力σとひずみεの関係は, 次の式で表される。 Q6。 σニE×ε クリープ破壊時間は,温度が高くなればな KA】 るほど短くなります。この関係を利用して高 温側でのクリープ破壊時間から低温側の寿命を推定 する方法があります。また,応力の値が大きければ 大きいほど,クリープ破壊時聞は短くなります。こ の関係を利用して高い応力側でのクリープ破壊寿命 から,低い応力側のクリープ破壊寿命を推定する方 ただし,E:ヤング率 通常,成形では,残留ひずみという言葉を用いる ことが多い。一方,ストレスクラックやソルベント クラックなどのトラブルでは,クラックを発生させ る応力の値が問題になるので,残留応力を用いるこ とが多い。 法もあります。 図11のように,縦軸に応力σを,横軸にT(10gあ Q62 +0)をとると,直線関係になる特性がある。このよ うな関係を利用して,高温側でクリープ破壊時問を 測定し,外挿して室温側のクリープ破壊時間を推定 する方法をラルソンミラー法という(T:絶対温度, C:定数)。また,応力σとクリープ破壊時間∫Bの間 には,理論的に次の関係がある。 10gオB=10g A−Bσ (A,B:定数) この関係を利用して,高応力側でクリープ破壊時 問を測定して,外挿して低応力側のクリープ破壊時 間を予測することができる。 ただし,上述の関係が成り立つか,事前に検証し た上で適用しなければならない。また,クリープ破 壊は,確率的現象(速度過程)であるので,破壊時 間にはばらつきがあることも考慮にいれなければな らない。 プラスチックは溶融状態では,丸まった状 態になろうとします(ランダムコイル状態)。 この状態に引張り力やせん断力を加えると,力を加 えた方向に引き伸ばされます。この状態で急に冷却 すると,引き伸ばされた状態で固まります。これが 分子配向によるひずみが発生した状態です(図12)。 図13は,キャビティの中を溶融樹脂が流れる場合 KA】 の流動状態である(ファウンティンフロー)。同図の ように,金型と接触する樹脂は固化し,固化層と流 動層の間ではせん断力が発生する。このせん断力に 引張力または せん断力を加 える。 一→ このように分子が引 溶融状態では,ポリ き伸ばされた状態で マーは丸まった状態 固まると分子配ひず になっている。 みとなる。 (ランダムコイル) 図12 分子配向ひずみが発生するイメージ図 せん断力 ポリマーの状態 スキン層 R 迫 潭 瓜 図11ラルソンミラーの法則 によるクリープ破壊寿命 予測 VoL56,No.4 \\ 二二二ニニニニニニΣ二二二配向層一包 \ 璽塾、、⊇,,,,,、鞭メ⑭ 外挿して寿命予測 スキン層 /\ T(109孟B十C) 図13 充填過程での分子配向の様子 131 よって分子の配向が起こる。分子の配向は冷却過程 である程度緩和するが,緩和できなかった部分は分 子配向ひずみとして残留する。 %鑑灘鑑灘騰1灘 プラスチックを溶融した状態から冷却する KA】 と,体積は収縮します。しかし,体積収縮量 は冷却する速度,圧力の大きさなどによって異なり ます。1つの成形品の中で,冷却速度,圧力などが異 なった状態で冷却されると,体積収縮の大きい部分 と小さい部分の境では,体積収縮量の差によってひ ずみが発生します。このひずみが残留ひずみ(凍結 ひずみ)です。この様子をスプリング(弾性)とダ ッシュポット(粘性)を用いたモデルで示すと,図 14のようになります。 射出成形工程での体積収縮量(成形収縮量)の差 によって残留ひずみが生じるモデルを図15に示す。 これらのモデルに基づいて生じるひずみは,弾性ひ ずみであり,材料の限界応力より大きい場合には, クラックが生じることがある。 %騰灘鰯懸縫灘纒鰹雛 分子配向ひずみは,射出工程や保圧工程で KA】 樹脂が流動しているときに発生します。一方, トの粘性は大きく なり,スプリング は伸びたままにな り,残留ひずみと なる。 図14残留ひずみが発生するイメージ図 ケース 残留ひずみは,主に保圧工程の終わりから冷却工程 で樹脂が固まるときに発生します。 射出成形工程と分子配向や残留ひずみが発生する 関係を図16に示す。射出工程や保圧工程では,充填 過程でせん断力によって分子配向ひずみが発生す る。保圧および冷却工程では,体積収縮量の部分的 な差によって残留ひずみが発生する。また,機械加 工,一接合などの2次加工工程でも同様の残留ひずみ が発生することはある。 モデル スキン層(固化) 型と接する表面積が 先に固まる コア層(溶融状態) ゲート近くの圧力が 高い。 図16 射出成形工程と残留ひずみ発生の関係 型内圧 ゲートからの距離 一〆ゲート 徐冷 透明材料の成形品では,光学的ひずみの原 KA】 因になります。たとえば,光学ディスクでは,光 肉厚が不均一 学的ひずみ(複屈折)があると,光路差が生じ,読み取 キャビティ 型温低 一コア型 キヤビティ側とコァ 側に温度差がある。 温高 インサート金具 熱収縮差によるひず み 図15射出成形における残留ひずみ発生原理 132 りエラーの原因になります。また,大きな配向ひずみ が存在すると,配向した方向には強いが,それに直角 方向では弱くなるという強度の方向性が生じます。 分子配向ひずみは,製品の不具合だけではなく, フィルムやモノフィラメントなどのような押出品で は,延伸することによって強度を向上させる方法と して利用されている。また,射出成形品でもPP, PBTなどでは,成形直後の冷えないうちに,繰り返 プラスチックス して屈曲させることによって,ヒンジ性を出すこと にも利用されている。 現場的な方法としては,つぎのような方法 KA】があり畝 切断(スリット) (1)透明な成形品では,2枚の偏光板の間(クロス ニコルの状態)に成形品をはさんで,目視観察する と,配向ひずみがあると虹模様の縞が見えます。 (2)レーザ光を用いて,複屈折(光路差)を測定 スリット聞隔が 大きくなる \ する方法もあります。 (3)配向ひずみが発生したときの温度まで昇温す ると,ひずみは回復し収縮します。このように加熱 収縮させることによって,配向ひずみの大きさを定 性的に評価することもできます。 学術的には,レーザラマン法,一X線散乱法,X線 小角散乱法などによる方法も行われている。 (b)リング状成形品の試片切削例 図17試片切削法による残留ひずみの測定方法の例 と,クラックが発生する。 成形品を高温で処理することによって,成 形品の残留ひずみを緩和させる方法です。 アニール処理の目的としては,つぎのことがある。 (1)残留ひずみを低減させることによって,使用 中にクラックが発生するのを防止する。 (2)使用中に変形やそりが発生しないように,寸 (2)時間が経つとそりや変形が生じることがある。 法を安定化する。 (1)に関連するトラブルは,非晶性樹脂の製品に (3)高温下での強さや荷重たわみ温度を向上させる。 【A刀 つぎのような障害になります。 KAコ (1)限界応力以上の残留応力が存在する 多く見かけられる。(2)の関連するトラブルは,結 晶性樹脂の製品に多く見かけられる。 %鞘灘翻灘鰯灘諦難 非晶性樹脂と結晶性樹脂に分けてアニール 条件の目安を説明します。 非晶性樹脂では,荷重たわみ温度より5∼10。C低 い温度で処理する。熱風循環式のオーブンでは,処 KA刀 現場的には,つぎの方法があります。 (1)プラスチックによって異なりますが, KA男 理時間としては,2∼3mm厚の成形品では2∼3時 限界応力のわかった溶剤に,成形品を浸漬すること 間を目安とする。 によって,その成形品の残留応力の大きさを測定する。 結晶性樹脂では,その成形品が使用される温度よ り,20∼30。C高い温度で処理することが多い。処理 は熱風循環式オーブンを使用するが,流動パラフィ ン,塩浴などを用いることもある。処理時間は非晶 性樹脂の場合とほぼ向じである。 (2)成形品を部分的に切断して,切断後の成形品 の変形量または切りだし片の変形量から,残留ひず みの大きさを相対的に評価する(図17)。 (1)の試験は,クラック発生限界応力を段階的に 変化させることのできる溶剤を選ぶとよい。 Q・・灘鰻巖灘轄i麟鞭.灘灘灘灘鶴難鰯懸難 VoL56,No.4 アニール処理の温度は高い方がひずみを緩和させ一 る効果は大きいが,逆に変形が起こるので限界があ る。このため上述の温度で処理されることが多い。 133
© Copyright 2026 Paperzz