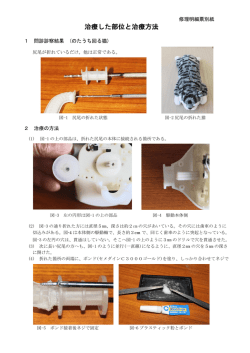
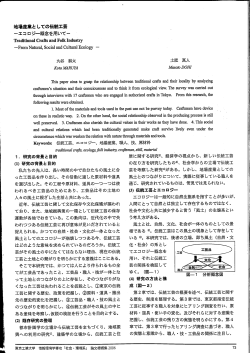
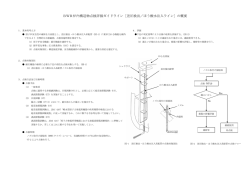
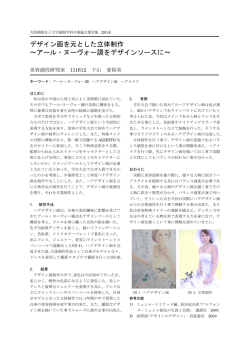
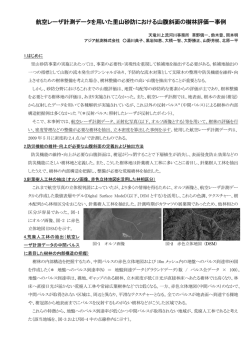
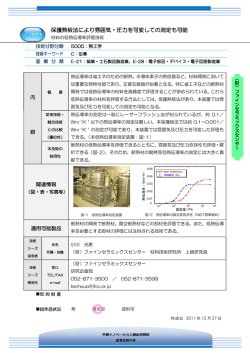
第 3 回 工事の品質と生産性向上のための技術発表会応募論文 (リーンコンストラクション等セミナー) 「江差における道路区画線工事でのリーンメソッドの活用事例」 北海道技建株式会社/ 葛西 毅 他 「建設工事における作業動線解析システムの開発と 次世代リーンコンストラクション導入に関する研究」 株式会社淺沼組/ 田村 泰史 他 直之 他 「養浜工事の施工について」 株式会社江口組/ 浦 「山陽新幹線トンネル路盤下支持杭の施工」 広成建設株式会社/ 宮地 隆光 江差における道路区画線工事でのリーンメソッドの活用事例 (一社)北海道土木施工管理技士会 北海道技建株式会社 技術部長 葛西 技術主任 毅 奥山 Takeshi Kasai 晃啓 Akihiro Okuyama ップがあり、近年の国道工事では、環境に配慮した 1.はじめに 北海道地区における道路区画線は、通行車両のタ 水性型ペイントが広く普及している。これらの材料 イヤチェーンや除雪作業による損傷が激しいため、 を区画線として、均一に設計塗布量を路面に定着さ 他県と比較しそのメンテナンスの頻度が高い。損傷 せるには、各材料の吐出量と施工速度を同調し続け した区画線は、道路保安のため可能な限り早急に復 る事が不可欠なため、あらかじめ施工機のキャリブ 旧する必要があり、同時にそれは我々の使命でもあ レーションテストを発注者立会の下で実施し、(図 る。 -2)最良の塗装パターンが得られる圧力設定と、 塗装速度の組み合わせを発見する事が必須となっ ている。 また施工中に気温・湿度などの施工環境の把握と 同時に、その設定値を正確に現場再現し保持する事 が、重要な品質管理事項となる。 図-1 江差地区における区画線施工 北海道で多く採用されている、ペイントマーカ ー車両による区画線塗装(図―1)は、区画線を 形成するためのペイント(塗料)と夜間の視認性 を発現するためのガラスビーズの 2 種類の材料に より形成される。施工箇所の交通量により、(常 温式・加熱式)の設計塗布量の使い分けが発注者 により既定されている。 ペイントには、揮発成分に有機溶剤を多く含む溶 剤型と、その使用量を削減した水性型等のラインナ 図-2 施工機の事前キャリブレーション実施状況 2.調査研究における課題 区画線の施工は、ペイントマーカーを運転するド 北海道の南西に位置する江差地区での区画線工事 ライバーと、塗装調整を行うオペレーターを主に行 は、4路線道路延長約 200km と広範囲のうえ、日本 われる。通行車両に近接して行われるこの担当作業 海と内浦湾、津軽海峡に囲まれた渡島半島の地理的 は、作業の安全と一般交通の安全確保を両立し、同 条件と風向きより、比較的近接した地域間において 時に連続的な操作・調整も行う必要があるため、技 も気象較差が大きい場合もあるので、気象の影響を 術的熟練を要するとともに、作業中の肉体的・精神 強く受ける水性ペイントの区画線施工ではジャスト 的負荷が大きい。 ポイントかつリアルタイムな施工環境の把握管理が 重要となる。 また、区画線の品質は、ほぼこのポジションの技 術量により決定すると言っても過言ではない重要 担当作業である。人材確保・育成が困難な今日、作 業を自働化し作業負荷を軽減するとともに、技術習 得に要する時間を短縮する必要がある。 このように広範囲を一般交通に近接して移動し ながら施工する区画線工事で、効率的に高い品質を 確保するためには、施工中の環境把握と効果的なタ イミングで各種検査を実施し、スピーディに施工フ ィードバックできる体制構築が不可欠である。 図-3 江差地区の区画線施工範囲 3.調査研究内容 区画線施工は、罫書・路面清掃の前処理完了後、 塗装作業を行う。 施工機のノズルからスプレーさ 江差地区の区画線工事において実施した以下の リーンメソッドの活用事例を報告したい。 れたペイントとガラスビーズは路面に着地した瞬間 (1) 施工バッチサイズの最小化 に区画線としての完成品質がほぼ決定される。 (2) 品質適合状態の見える化 塗装工程は時速6~8km程度で施工するのが一 (3) 施工操作の自働化 般的であるが、これは事実上1h+αの施工時間で延 これらは、2014 年 6 月に報告した「小樽における 長6~8kmの完成製品(区画線)が連続的に納品 道路区画線でのリーンメソッドの活用事例」と一部 される事を意味する。 重複する部分があることをご了承願いたい。 単一工程で完成を繰り返す 区画線工事は、複数工程の積み重ねから成り立つ土 (1)施工バッチサイズの最小化 木工事の完成プロセスと比較すると、工程毎に段階 先に述べたとおり区画線工事は完成プロセスが単 を踏んでの確認検査が確保しにくい工種であると考 純なため、施工途中での段階検査の実施が難しいの える。 で江差地区の区画線工事では1日の施工を可能な限 り小さくすることを検討した。 その結果、最小のバッチサイズは、塗装機械の圧 力設定開始から設定解除までを1バッチと設定し、 各種品質検査を実施する事とした。 (図―5) 同時 に、そこで実施する品質検査の効果的なタイミング についても検討を実施した。 図-4 一般土木工事と区画線工事の完成プロセス 良を防止する事なので、これらの検査の実施効果 を最大限に発現させる観点から、まだ施工の改善 の余地が残されている、事前プロセスと塗装プロ セスでの初期に検査を行うことが効果的なので、 品質管理重点をバッチ初期側にシフトする事と した。(図-7) 図-7 図-5 検査のタイミングと品質向上の効果 施工バッチサイズの最小化 この様に江差地区の区画線工事ではバッチサイズ 単位バッチ内の完成までのプロセスを分解する の最小化に伴い1日の品質検査の回数が増加したこ と、機器設定など準備を行う【事前プロセス】→ とから、検査に手間をかけず短時間で実施する工夫 施工を行う【塗装プロセス】→施工完了直後の【事 が必要となった。 後確認プロセス】の3段階に分解する事ができる。 事前プロセスでの品質検査の一つにペイントと 発生する不良の種別は、内部不良と外部不良があ ガラスビーズの試験吹きがある。これは塗装機の圧 り、外部不良には補修措置が伴う。 力設定後、規定量の吐出が得られているかどうかを 施工直後に完成品として提供される区画線工事 30秒間の試験吹で採取したペイントとガラスビー では、事前プロセスで何らかの品質異常を発見す ズのサンプルの重量を計量確認する重要な事前確認 る事が出来れば不良品は外部に出る事はないが、 検査である。この検査を1日に何度も行うには、今 塗装プロセスでの品質異常は即外部不良となって までの検査方法を見直す必要が生じた。そこで当社 しまう。 (図-6) では屋外環境でスピーディかつ正確に事前試験を実 施するため、チーム内検討を行い改善に着手した。 現行の検査ではサンプルの計量を重量にて管理し ていたが、そこには以下の問題があった。 ・電源を要する計量機器を必要とする ・屋外での計量は風の影響を受ける ・現場で30秒間のサンプリングでは、採取量が多 くテスト後の片付けに時間を要する 現状のままでは1日に何度もこの検査実施する 事は、非効率的である事は明らかであった。 図-6 単位バッチと品質検査の種別 今までは、慣例的にキャリブレーション時の静止 テストに準じた試験吹きの管理を行ってきたが、江 我々は今まで品質管理や社内検査を実施して 差地区の区画線工事では、現場確認のしやすさに特 きたが、多くは塗装プロセス及び、事後完了プロ 化した新たな試験方法にて試験吹き管理を行う事 セスでの検査であった。各種検査の目的は品質不 に挑戦した。 課題を克服するため計量方法を現場確認しやす サンプリングテストの方法を、屋外で高速かつ正 い体積にて管理する事とした。同時に1回当たりで 確に計測できる様に工夫することで、バッチサイズ 採取するサンプルの量についても見直しを行った。 に対応した事前確認検査が可能となった。 (図-10) この試験方法の信頼性を確立するため発注者立会 いのキャリブレーションの際に、従来の1/3に短 縮した10秒間吐出でのサンプルの基準体積の確 認を実施した。 これにより、キャリブレーション設定値における 10秒サンプリングの管理体積を、新たな管理基準 値として設定する事ができた。しかしその際に、サ ンプル採取中にペイントが計量ビーカー側面飛び 散り、体積目盛りが確認する事ができるようになる まで、時間を要する問題が判明した。 (図-8) 図-10 工夫した採取蓋での現場サンプリングテスト 図-8 発注者による基準体積の確認 (2)品質適合状態の見える化 区画線工事では塗装グレードの変更(加熱式・常 試験に要する時間短縮をするために再度チーム 温式等の仕様変更)に伴い、塗装機械の設定段取り 検討を行い吐出圧力によるペイント飛び散りを抑 換えが必要となる。当社では事前に実施したキャリ 制できる様に、サンプリング容器の蓋の形に工夫 ブレーションテストの設定値を正確かつ短時間で を施した。 (図-9) 現場再現するため、 「かんばん」と「あんどん」を 活用し実施してきた。 ここではそれらと、新たに江差地区で実施した事 項について紹介したいと思う。 ① 「かんばん」の活用 当社では以前まで複数人の担当者で行われるこの 塗装機械の設定作業を当日の作業開始時及び、段取 り換え時のみ実施していた。キャリブレーション設 定値を記載した、設定指示書「かんばん」を、ただ 図-9 チーム検討の様子 単に作業担者間でまわし、定型的に塗装機械の設定 を実施してきたが、これでは機器設定プロセスが正 当項目が多い、塗装オペレーターか次のフィードバ しく遂行されたどうかのチェック機構がない状態で ックを得る事ができた。 あった。各バッチでの塗装工程の確実性を確保する ・以前は「かんばん」だけ持って機器設定を行えば ためには、準備プロセスが重要である事は先に述べ 良かったが、チェックリストファイルが増えた。 た。 (チェック時の持ち物が増えた) 江差地区の区画線工事では、施工バッチの最小化 ・ 「かんばん」を見てゲージ操作するので、片手で と、事前検査を重点管理することから、全てのバッ 持てる様にしてほしい。 (チェック作業の負担が増 チ毎での事前準備となる機器設定プロセスを事前検 えた) 査の一部として位置づける事とした。 ・該当する設定欄がチェックリストと記号でリンク 機器設定プロセスを事前検査の一部にするにあた しているのは良いが、チェックリストと「かんば りチーム検討の結果、機器設定プロセスをチェック ん」を比較するために、何度も用紙をめくり確認 リストにて管理することとした。そこで、 「かんばん」 しなければならない、また風が強い日はページを の、チェックリスト項目とリンクした記号を「かん 抑えながらゲージ確認をしなければならない。 ばん」の設定値欄に付しの照合をかんたんに出来る (結果的にかんばんとチェックリストの照合がし 様式に更新した。 (図―11) にくい) バッチ毎に、幾度と無く実行する事になる、チェ ック作業のムダを改善するためチーム検討を実施 した。 【改善の仮説】 「かんばん」のみでの機器設定と同じ様に、片手で 持てる状態でチェックリストを追加できれば、設定 作業の負担を軽減できる。 そこで我々は、別々であった「かんばん」と「設 定プロセスチェックリスト」を一体化した、片手で 設定操作をしながら、片手で設定指示書「かんばん」 とチェックリストを照合できる様に工夫した設定 指示書リレーファイルを新たに設ける事とした。 (図-12) 図-11 塗装機械の設定指示書 「かんばん」 「かんばん」とチェックリストがセットで担当者 間で回り、各段階で担当作業を「かんばん」通り設 定できたら、記号対応したチェックリスト欄に完了 チェックを入れる。これにより機械設定が正確に行 図-12 設定指示書リレーファイル われ、同時にその設定プロセスが正確に遂行された かの確認検査も終了する。 施工フィールドで実証確認をしたところ、最も担 この設定リレーファイルは、設定指示書「かんば ん」をマジックテープで貼り付ける事ができるよう になっており、見開き状態で、 「かんばん」の設定 ・チェックリストと見比べながら設定作業を実施で 値の読み取り、チェックリストへの記載ができるも きるので、設定順序を迷う事無く進められるように ので、この改善により担当者は、片手で「かんばん」 なり、 「設定もれが無いか?」など余計な事を気にす 通りの圧力設定作業を行い、設定完了後は、その手 る必要が無くなった。 を筆記用具に持ち替えて「かんばん」と各種ゲージ これらの一連の事前検査を実施する事により、万 を読み、後に紹介する適合灯「あんどん」の点灯状 が一設定指示書「かんばん」通り正しい機器設定を 態をチェックリストに記載する。設定作業及び、チ 行ったが、塗装機械の不備(フィルター詰まり)な ェックリスト記載中にファイルの開閉や、ページを ど想定外の異常が生じたとしても、準備段階の内部 めくる必要が無いように工夫した。 (図-13・14) 不良として対処する事が可能となった。すなわち、 塗装工程に進むためには、規定通りの設定に対応し た、材料の吐出が得られたミッシーな状態である時 のみである。それ以外は、原因が何であれ準備プロ セスを正常に完了できない管理体制を構築する事が できた。 ② 「あんどん」の活用 我々は塗装機械の各種設定値状況を作業従事 者全員が、いつでもかんたんに把握出来る様にす るため、設定適合灯「あんどん」をペイントマー カー車に設置し施工を行っている。このシステム 図-13 リレーファイル「かんばん」とチェックリスト は事前キャリブレーションで決定した設定値を 記載した「かんばん」を基に、機械設定を行うと、 適合灯が点灯するものである。あわせて気温と湿 度の施工環境測定結果も表示する事ができる。適 合→警告→異常と設定状態をリアルタイム判定 し、異常時は、塗装が自働停止する仕組みとなっ ている。(図―15) 最適 警告 不適合 図-14 設定リレーファイルを片手に機器設定の状況 湿度 外気温 この改善により、以下のフィードバックを得る事 ができた。 ・照合作業が「かんばん」だけの時とさほど差が無 く実施出来る様になった。 ・どこまで設定作業が進んだか、一目瞭然となった。 ペイント温度 ガラスビーズ圧力 2次ポンプ圧力 塗装速度 図-15 ペイントマーカー車に設置した「あんどん」 上限側 このシステムにより、設定間違いを防止するとと 7.56~7.65km/h もに、施工中の設定値の保持の状態が一目で確認す 異常範囲 7.66km/h として設定した。 ることができ、外部不良を最小限に留める事が可能 またキャビン内では今まで通り、上限側警告以上 の速度範囲では、警告ブザーが鳴るとともに、異常 となった。 これらの「あんどん」点灯項目のうち、塗装速度 状態が 1 秒以上継続すると塗装が自働的に停止す については、ペイントマーカー車のドライバーがア る仕組みになっている。以上の改善を実施し施工に クセル操作にて保持する項目である。先に述べたよ て仮説の検証を実施した。(図-17) うに、この担当作業は、区画線品質を決定する品質 上最も重要かつ熟練を要する作業であるとともに、 同時に一般車の動向などの安全確認も同時に行わ なければならず、担当者の負担が大きい。ドライバ ーは低速メータを確認しながら塗装速度を保持す るのが一般的であるが、当社ではそれに加えて、速 度警告灯と警告ブザーにより適合状態をよりかん たんに把握できる様にしてきた。速度警告灯は施工 速度の安定効果を目的に、ドライバーの好みで、見 やすい位置に移動出来る工夫を施していたがドラ 図-16 フロントガイド上の速度警告灯の設置案 イバーの負担軽減までに至るものではなかった。 そこで、ドライバーの負担軽減のために最適な警 告表示の位置についての検討を実施した。 ドライバーは、以下の作業を行っている ・一般的な前後左右の安全確認 ・区画線を塗装する罫書線に車体を合致させるため にフロントガイド・リアガイドを繰り返し確認し ながらハンドル操作を行う。 ・速度確認しアクセル調整を行う。 これらの確認操作を施工始終行っている。 ここで我々はドライバーの視線移動の量につい て注目し以下の仮説のもと改善を実施した。 図-17 ガイド速度警告灯の実装仮説検証 【改善の仮説】 視線移動量を減らす事で、ペイントマーカードライ 設置後ドライバに効果を確認したところ、以下の バーの負担を軽減する事ができる。作業チーム内で 回答を得る事ができた。 改善方法を検討した結果、フロントガイド上に警告 ・キャビン内に設置された、低速メーターに気を配 灯を設置する事とした。 (図-16) る必要が無くなった。 ドライバーを中心としたチーム案をもとに、設定 ・視線移動が減った事で、その他の安全確認が楽に 速度 7.5km/h に対し以下の範囲でランプの点灯が なり、精神的な負担は軽減された気がする。 切り替わる様に設定した。 ・警告の黄色に比べ緑の適合ランプは、直射日光下 最適範囲 7.3~7.55km/h 警告範囲 下限側 0~7.29km/h でも見えやすいので良い。(図―18) オペレーターは、ペイントマーカー車と並走し塗 装開始・終了のスイッチ操作と、塗装幅の調整操作 を行う。この作業は一般通行車両と、ペイントマー カ車に近接して、時速6~8kmの速度(小走り程 度)で1日間に10km 以上移動しなければならな い過酷な作業である。スプレーガンから吐出したペ イントを所定の塗装幅にするためには、路面とノズ ルの先端の距離が一定になるように調整する必要 がある。そのためには、頻繁に実塗装幅を確認計測 するとともに、路面のうねりを先読みし、タイミン グをあわせてスプレーガンの昇降操作を行うが、一 見平坦に見える路面も、近年メンテナンスサイクル 図-18 フロントガイド上の速度警告灯の点灯状況 が長期化し、凹凸が多くなりつつある。それに伴っ て、オペレーターの調整作業量も増加の傾向があり、 以上の報告はあくまでドライバーの主観による 熟練度の要求レベルも高くなっている。今回当社で 部分が大きいが、塗装速度の安定性については速度 は塗装オペレーターが行う塗装幅の調整作業の自 記録の波形が長時間安定することが確認された。特 働化を実施した。 に施工後半に発生しやすい速度の乱れに改善が見 このシステムは、ペイントマーカー車に備えつけ られた事は、ドライバーの負担軽減が少なからず成 られた 2 個のレーザー測距センサーにより、路面と 功した結果であると考える。 (図-19) 車体の距離を計測し、サーボモーターにてスプレー ガンを自働的に昇降することで路面の距離を一定 に保つ装置である。(図-20)(特許第 5916254 号) 図-19 速度記録波形の比較 (3)施工の自働化 前項で紹介したペイントマーカーのドライバー と連携し、作業を行う塗装オペレーターについて報 告したい。 図-20 区画線塗装幅 自働調整装置 この装置の活用により塗装オペレーターから以 下のフィードバックを得る事ができた。 ・常に装置が稼動しているのが判り、以前のように 塗装幅の調整を行う必要がなくなった。 施工フィールドで仮説の検証を行った結果、 ・緑色レーザーは明るく、昼間でもはっきり照射ポ イントを確認できる様になった。 ・ペイントガンの心棒にレーザー照射装置の中心が ・最近は少なくなったが、誤作動を起すことがある。 規定されているので、施工前の調整が不要となっ ・装置が正確に作動しているか確認するために結塗 た。準備時間の短縮が図られた。 装区画線の確認を頻繁に行わなければならない。 との回答を得た。 ぼ同じになった事で、塗装開始のスイッチ操作の その中で装置が正常に作動しているかの行う確 認作業をレーザーポイントにてかんたんに確認で きる様にした。(特許出願中)昼間でも確認できる レーザー照度についてはJIS ・進行方向のレーザー照射位置とペイント位置がほ C6802- 1:2005「レーザ製品の放射安全基準」で規定 されるクラス2以下の製品に限られるため、同じク ラス2出力でも人間の視覚が感じやすいと言われ ている緑色のレーザーモジュールを選択する事と タイミングが取りやすくなった。 の結果を得る事ができた。 これらにより塗装幅自働調整装置の作動状態を かんたんに把握する事が可能となり、塗装オペレー タの負担が少なからず軽減できたと考える。 ここで我々はこのレーザー監視装置に「さくらビ ーム」と名前をつけた。 由来は した。 (図-21) さ(最良の結果を) く(工夫によって・苦労しないで) ら(楽々得られる)レーザビームの 頭文字と施工時期に満開を迎える「桜」の響きによ るもので、社内公募により選出され命名した。 4.おわりに 我々は事前確認検査と施工中の定期検査にあわ せて、施工中のチーム自己評価を新たに実施してい る。 これは施工バッチ毎にチームの品質目標を掲 げるとともに、施工中に実施した各種検査結果を速 やかに掲示することで作業従事者全員で成果を共 有し、社内規格値を基に自己採点を行うものである。 (図-22) 図-21 緑色レーザーによる目標塗装幅の照射 図-22 品質管理板による検査結果の自己採点 当社では以前まで、完成品質がどれくらいバラつ 最もリーンな施工を実現する方法は、施工を単純 きなく規格範囲に入っているかを気にすることが 明快にする努力と、素早い改善行動が継続できるチ 多かった。事後検査結果と社内規格値の対比に、よ ーム作りであると考える。 り重きを置いていたと感じている。しかし最近、目 報告させて頂いた取り組みは、どれも些細なこと 標に早く到達するためには、それらの統計的な品質 ばかりではあるが、屋外での「ものづくり」では、 管理手法に加え、施工の過程で品質検査結果を素早 机上では思いつかないような、ちょっとした事で成 く従事者と共有する事が最も重要であると考えて 功と失敗が左右される厳しさがある。筆者らは、仮 いる。 少々大げさかも知れないが、当社の社内規 説検証の開始数秒で改善の必要を突きつけられる 格値は施工開始前から開始前半でその役割をほぼ 失敗経験を数多くしてきた。埃と直射日光はセンサ 終える。言い換えると、いかに施工開始直後から社 を誤作動させ、雨は全ての物を濡らし、風が吹けば 内規格を高い意識レベルでチーム共有しながら、品 ページはめくれ、大切な記録をしていた紙は簡単に 質を造り上げる事ができるかが大切である。自分た 破けるのである。「それくらい、このまま何とか我 ちの施工がうまくできたのか、もしくはあまり満足 慢して・・・」も 100 回・1000 回繰り返すと、し する事ができない結果だったのかを知る事は単純 だいに重たい足かせになり、やがて継続する事が困 で当たり前のことであるが、見過ごしていた事を反 難になる。屋外とは、皆様が良く知る通り、ヤワな 省している。 方法(やりかた)は通用しない実に正直なフィール 改善を継続的に実施する、改善のサイクルを早く ドなのである。だからこそ江差地区の区画線工事で 回すためには、数値による結果検証を短いサイクル は、些細な問題を見逃さず、素早く改善を実行する かつ素早く行う必要があるが、これはチームの周波 ことで、継続可能な克服方法のひとつを発見する事 数を同調させる、かんたんで効果的な方法の1つで ができたが、これらはあくまで改善の第一歩(スタ もあると考える。 ート)であることにすぎない。 江差地区の区画線工事では、 「施工過程での品質の 今後も引き続き区画線工事での生産性と品質向 造り込み!」を品質目標に掲げ作業を進めてきた。 上への取り組みを継続するとともに、他社のリーン そこで学んだ事は、小さなセグメントで自己評価を コンストラクションの取り組みに注目し、自社の施 繰り返す事の有効性は品質向上だけでなく、チーム 工に素早く取り入れて行きたいと考えている。 の結束力を強める効果もある事である。当然の事な がら施工のできばえはチーム全ての作業従事者の意 識 Heart にかかっているのである。 図-23 自己採点結果に満足! 建設工事における作業動線解析システムの開発と 次世代リーンコンストラクション導入に関する研究 東京土木施工管理技士会 株式会社 淺沼組 土木事業本部建設マネジメント室 田村 課長 土木事業本部企画部 泰史 桑原 Yasushi Tamura 1.はじめに 部長 茂雄 Shigeo Kuwahara 2.リーンコンストラクション導入における課題 少子高齢化、頻発する自然災害、社会インフラの LC は、トヨタ生産方式を建設工事に適用させた建 老朽化等、建設業を取り巻く社会情勢の課題整備に 設管理方式であり、生産性向上と品質確保の追求を は依然として混沌たるものがある。そのなかでも、 目的とし、1990 年代半ばから海外の建設現場に導入 国民の生活基盤となるインフラ整備において、技術 されはじめ、わが国でもその導入に関する研究がな 力をもってそれらを維持させることができる建設業 されてきたが、普及の段階にはおよばず、目まぐる の公益性と貢献度は依然として高い。古より受け継 しい実績には至っていない。以下に、トヨタ生産方 がれてきた技能を社会情勢に適応させ、効率的に性 式による定義と建設現場への導入環境をもとに、導 能を発揮させる生産能力を次世代へ継承し維持させ 入が浸透、継続に至らなかった要因について述べる。 ることは、建設業における使命であり、我が国の経 済発展の礎であると言っても過言ではない。 建設業における生産性の効率化については、ICT の導入等による各方面からの対策がミクロ的マネジ 2.1 トヨタ生産方式(TPS)の定義による考察 (1)生産性向上(ジャストインタイム:JIT) TPS では、JIT の考えを主要としている。これは、 メントの領域として活発に進められているが、それ 必要なものを必要なときに、必要なだけ供給できれ らを包括的に運用するための中長期的な対策として、 ばムダ、ムラ、ムリがなくなる。というもので、ラ マクロ的マネジメントの確立も今後の生産能力維持 インによる繰り返し作業での改善に効果的である。 には重要であると筆者は考える。過去より建設業に 建設業における生産活動では、出来高に直接的な 導入が試みられているリーンコンストラクション 相関性が薄くムダと判断されやすい作業行動がある。 (LC)は、そのマクロ的マネジメントの基幹となる 準備工や安全管理活動、工程管理におけるバッファ ものであり、生産能力の維持には不可欠である。 等がこれにあたり、施工箇所での行動でなくとも稼 本論では、LC の建設業への適用性と長年その普及 働率に大きく影響し、この行動の質の良否で生産力 が停滞してきた要因および導入事例について、マク が大きく異なる場合がある。いわゆる、 “差立て”と ロ的な視点で考察するとともに、現代および次世代 呼ばれる作業手配が重要となり、この部分をムダと への導入スタイルの提案と、その概念を基幹とした して取り扱うことはできない。建設現場ではこのよ 管理ツールである“熟練技能維持システム”の研究 うな、生産ライン以外での管理が重要視され、それ 開発および今後の目標等について述べる。 が熟練者特有の資質により支配される場合が大きい ため、“ムダ”の定義のアタッチに LC との乖離があ ると考える。また、熟練者によっては、作業箇所で 記入式に併せて、映像や音声などの記録媒体を使用 の判断により適宜、準備作業の負荷を調整すること することで、記入の煩わしさが軽減されるとともに、 になるため、差立ての方法を画一化されることは応 映像による現場臨場感も体感できるため、フィード 用による活性化がなくなることになる。 バック時における知識の習熟度は向上するものと考 (2)品質確保(自働化・変化への対応) える。 自働化とは、自ら働く機械のことで、機械単独で 良し悪しを判断させる機能を付加させたものであり、 不良品の発生を防止し生産性を維持させる。 現地一品生産を特性とする建設工事は、作業環境 や規制の変化等の不測事態および事前計画では予測 2.3 実際に導入した改善事例による考察 実際の作業現場で導入された改善事例について考 察する。 (1)資材搬入における改善事例(ムダの許容) しきれない潜在要因に対する迅速な判断が必要とな 運搬車による資材搬入において、材料の組立手順 る。この予測という行為は生産能力維持には不可欠 を考慮して荷積みしておけば、荷下し順で組み立て であり、その判断材料の情報収集をモニタリングシ や準備が出来るため、余分な動作が削減でき安全性 ステムなどの自動化システムで賄ったとしても、最 も向上する。 (図-1) 終的な判断は、熟練者の技能や暗黙知に委ねられる この事例においては、当日の作業手順に合わせた ことが多い。また、LC 導入による環境変化への抵抗 荷姿となるため、空積が発生しコストの増加が課題 意識も普及に対する阻害原因であるとも考える。 となった。空積率を減少させるためには、余剰資材 を納入することになり、その場合、仮置きスペース 2.2 LC の導入環境による考察 一般的な LC の導入における受入れ環境の特色を が必要となる。 “空積のムダ”と“仮置きのムダ”の トレードオフとなるが、施工者の判断によりコスト もとに以下に考察する。 増加抑制を優先させることが多い。双方のムダの受 (1) 平準化・標準化(リソースの合理的配分) 益者はそれぞれ異なるため、LC としての判断は、管 作業の平準化・標準化による合理的な工程計画に 理権限の優位性に偏る場合が多く不明瞭である。 より、設定した作業完了目標と実施結果との差異を 明確にしてプロジェクトの進行管理をムダなく行う。 搬入時荷姿 組立準備 過去の LC 導入時点においては、管理ツールや管理 規準が明瞭でなく、使用している歩掛なども経験則 によるものが主要となっていた。進捗管理の煩雑化 は、コスト管理へも影響することなるため、リソー スを合理的かつ明瞭に均衡させることが重要である。 (2)技能伝承(継続性) 図-1 資材搬入における改善事例 建設工事の生産現場は、ベルトコンベアのような 流れ作業が長中期に亘って継続することは稀であり、 (2)コンクリート工における改善事例(継続性の確保) 施工環境の変化が多く、かつそのプロジェクトは、 コンクリートの打設においては、施工サイクルを 工期が明確化された有期事業となるため、完了後は 考慮した打設順序と締固め度合いが品質に大きく影 効率化対策や効果検証結果の継承が上手くなされな 響を与える。橋脚底版等のマスコンクリートの場合 い場合が多い。よって、記録保存をシステム化し暗 は、多くの作業員の編成により打設作業が行われる 黙知を明瞭に活用できる教育ツールが必要である。 場合が多い。詳細に計画された施工順序の指示カン また、記録のフォーマットとしてチェックシート等 バンをもとに作業手順を遵守させる。(図-2) の記入式による記録方式が多く標準化されていた。 この事例においては、効率的な打設のもとで品質 確保を行うことができた。しかし、当該現場におけ ていない場合が多いため、対策自体が行く先を失い るコンクリート打設で、同一手順は他のリフトにな 普及や継続が停滞してしまう場合があると筆者は考 く、毎回カンバンを作り直さなければならない。つ えるからである。では、具体的にはどのような骨組 まり、カンバンを汎用化させるためにはさらに細分 とするべきか?それは、 「エラーを生じさせないシス 化した指示カンバンとしなければならない。このよ テム」で生産力を維持させることである。施工者自 うな煩雑化した管理手法が継続の阻害になっている 身がエラーに気付き改善を行うことを目的とするこ と思われる。 “手間を惜しまない”といった精神的な とで、事前にエラー発生による生産の停滞を防止し、 制約の域になるが、このような事象も工事現場特有 組織全体の生産能力を維持させるものである。エラ の要因であると考える。また、管理と同様に製造時 ーに対する積極的な保全予防を行うことにより、生 においても“手間”をかけるという行為がコスト増 産能力は維持され組織の成長に繋がるものである。 加の要因であることも否めないため、品質面におけ る過剰な管理や施工費の抑制が、費用対効果の保持 に別途助力が必要となり敬遠される傾向にある。 指示カンバン 作業手順書の掲示 図-3 図-2 コンクリート工における改善事例 3.2 3.熟練技能維持システムの開発 3.1 熟練技能維持システム システムのあるべき姿 LC 導入による考察をもとに、次世代への導入スタ イル(あるべき姿)について述べる。 TPS も LC においても、生産活動の目標が、生産性 を効率的に向上させ、品質を確保することであるこ 提案するシステムの概要 LC の汎用性を考慮したシステムとして、筆者らは 映像解析技術によるセンシング情報で、建設工事の 現場作業者の行動を定量化し、グラフや映像データ による見える化で生産活動を活性化させる「熟練技 能維持システム」 (図-3)の開発に取組んでいる。 そのシステムの概要について述べる。 とに相違ない。建設現場においても LC を次世代の建 前述の課題に対する考察において、 「生産性向上に 設生産システムツールとして活用させることは重要 おけるムダの排除」、「自働化による品質確保」、「平 であり、一部では既に、その手法が導入されている 準化・標準化による進行管理」、「技能伝承における ものもある。前項において、普及の阻害要因につい 継続性および変化への対応」が普及を阻害する要因 て述べたが、今後は、建設現場に適用させるべく改 であると述べた。当該システムの構築にあたり、そ 善と応用を行い生産活動の効率化に対して継続活用 の要因を改善させ、 「エラーを生じさせない気付きの できるシステムへの構築が不可欠であると考える。 システム」を基幹概念として、センシング情報の見 ここで、システムを構築するうえでの留意点である える化で管理ツールの構成を行っている。ツールの が、持続可能なシステムとして運用するために、 「生 概要および活用による効果について 3.4 で述べる。 産性を向上させる」ことを骨組としないことである。 生産活動の効率化への LC の適用に対して、一見、矛 盾したようであるが、 「向上」は達成点が明確化され 3.3 モニタリング手法・システム構成 まず、映像解析技術によるセンシング情報の採取 として、現場作業者の行動を定量化するために、作 工事への明解な評価媒体として継承できる。 業場所においてあらかじめ設定したエリアでの滞在 時間を計測する。計測方法として現時点では、目視 確認による手記、映像による作業動線解析、GPS セ ンサによる位置情報計測の 3 種類の方法で試行して いる。得られた定量化データ(滞在時間)を分析し、 作業特性のグラフ表示による見える化で作業パフォ ーマンス評価の媒体となる管理ツールとする。その 媒体として、 「映像分析ツール」 、 「定量化分析ツール」 「生産管理ツール」 、 「現場力向上 OJT ツール」の 4 図-5 作業特性波形図 分類のツールによりシステムを構成させる。 3.4 管理ツールとシステム活用の効果 4 分類の管理ツールの概要とその活用による効果 (3)生産管理ツール 定量化データによる作業特性波形図(図-5)で について述べる。 統計手法による解析を行い、最適人員配置(需要期 (1)映像分析ツール にあわせた人員の配置)や出来高予測(施工条件に 映像および位置情報により、現場作業者の動線を よる歩掛での進捗度管理)を行う(図-6)。これは、 描画する(図-4) 。この動線の混み具合や動線形状 作業特性波形図をもとに成長曲線のアルゴリズムを によりエリア内外での稼動率の低下要因を作業の映 回帰分析したもので、施工中における進捗速度(滞 像データとの照合により抽出し、安全設備、仮設備 在時間より算出)を計測することにより最終到達点 への改善策を施工計画や作業標準へ反映させること を予測することが可能となる。また、施工中のデー によりエラーの発生を防止させる。 タにより予測を繰り返すことで、工程遅延リスクへ の対策を迅速に施すことができる。 図-4 作業動線軌跡図 (2)定量化分析ツール 定量化データにより、エリア内外の稼働率および 進捗度を作業特性波形図(図-5)として表示する ことにより、繁忙期や出来高の推移を把握でき、計 画時における効率化への判断力を補完させる。 施工実績を継続して蓄積することで、以後の類似 図-6 最適人員配置・出来高予測ツール (4) 現場力向上 OJT ツール 管理ツールの活用により抽出された、計画時およ び施工時における改善事項の記録「気付き・改善ツ ール」 (図-7)を各種管理ツールや映像データとパ ッケージ化し、電子媒体として記録保存することに より、事後のフィードバック資料として活用できる 4.今後の展望について とともに、暗黙知を形式知化する教育ツールとして 現時点の「熟練技能システム」の開発は、橋脚基 活用することができる。また、この教育ツールを定 礎鉄筋組立、仮設工事(土留め工)、測量準備工によ 期的に活用することで、施工者の習熟度合の確認や る計測の試行でシステム構成を行っている。これら 改善ポイントの失念を防止させ、技能伝承と生産能 の計測データにより、LC との相関性による概念と 4 力維持を継続的に確保することが可能となる。 種類の管理ツールで作業特性やリスクを評価し、生 産能力維持へのシステム基盤が完成しつつある。 気付き・改善ツール № ファインディング シート 1.気付き発見 日時: 160303 2 アタック シート 担当者: 管理者 あ~と感心、いッ?と疑問、うッと絶句、えー?と反感、おお~と感動 観察の拾い出し。 2.考え・共有 日時: 担当者: システム開発における課題としては、作業現場で さらによい効果をえるためのアイデア のモニタリング方法の改善にある。映像およびセン ウエルダーには、工具を置きに行ったのが1 回のみ。 他では使用していない。 撤去しておいたほうが、鋼材扱いの自由度が 増える。→効率化 サによる動作測定は、現存のセンシング技術では、 不要材料、必要な機材はなにか! 多くの誤差を含んだデータとなっているため解析に 3.実践・行動 日時: 担当者: は人為的なデータの整理が必要であり、時間と人手 アイデアの実行(アタック)状況・前と後の変化 図表・写真など を要する。よって、複数の測定技術を組み合わせた 必要資機材の一覧を明瞭にする ハイブリット方式による精度の高い測定方法の開発 4.確認・評価 日時: 担当者: アタックの結果・さらに良くするために が急がれるところである。また、今後は、さまざま 計画時に動線を参考に配置計画 な工種のモニタリングとデータの蓄積によりシステ 改善行動は? No□→経過観察、 Yes□→アタックシート ☞☞☞ 図-7 時期をおいて、アタックチェック リターン☞☞☞ 気付き・改善ツール ムの改良を行うとともに、現在、国土交通省が導入 を推進中の CIM システムへの添加や維持管理工事へ のシステム化により、LC 導入の拍車をかけ国内外に 3.5 LC と熟練技能維持システムとの相関性 おける汎用性を向上させたいと考えている。 LC 導入における課題(普及阻害要因)と、熟練技 能システムの管理ツールとの相関性を以下に示す (図-8) 。 5.おわりに 次世代リーンコンストラクションの汎用化を目指 阻害となった要因 熟練技能維持 システム (1)生産性向上 (ジャストインタイム) ムダの許容範囲が不明瞭 全てを排除しムラなく 映像分析ツール 作業動線軌跡図 作業映像 (2)品質確保 (自働化) 判断力の維持 施工条件への対応 変化への抵抗 定量化分析ツール 作業特性波形図 エリア分割図 (3)平準化・標準化 (進行管理) 管理基準が不統一 自動化での早期発見 生産管理ツール 最適人員配置 歩掛予測 (4)技能継承 (継続性) 有期事業での継続 記録保存方式の煩雑化 暗黙知の変換 現場力向上OJT ツール した建設現場導入スタイルの提案について、過去の LC 導入による改善事例やトヨタ生産方式への考察 エ ラ ー 従来のLC導入 を 生 じ さ せ な い シ ス テ ム をもとに論述した。また、汎用化への方策として、 筆者らが開発中の作業動線解析による管理ツールの 概要および LC との相関性についても論述した。 製造部門、建設部門のいずれにおいても、生産性 向上と品質確保が生産活動の重要な目標であり、そ れに対する生産能力維持への重要性は不変である。 特に今後の社会情勢を俯瞰的に鑑みた場合、建設業 のカイゼン活動は、よりシステマチックに、そして ドラスティックに展開してゆかなければならず、当 図-8 普及阻害要因とシステムの相関図 該システムを活用した LC 導入によるマクロ的マネ ジメントの発展が重要視されるものと考える。 以上 養浜工事の施工について 石川県土木施工管理技士会 株式会社 江口組 現場代理人 浦 直 之 Naoyuki Ura 渡 辺 隆 則 Watanabe Takanori 中 屋 真 悟 Nakaya Shingo 堤防内部の空洞化もみられることから、早急な浸食 1.はじめに 対策が必要であるため、海岸保全施設設備事業の一 工事概要 環として養浜を行った。 (1)工 事 名:H27 片山津養浜工事 (2)発 注 者:国土交通省 北陸地方整備局 (3)工事場所:石川県加賀市篠原新町地先外 (4)工 養浜 2.現場における課題 本工事の作業ヤード使用においては、地元調整及 期:平成 27 年 9 月 12 日~ び保安林内作業許可の認可を得る必要があるが、認 平成 28 年 2 月 8 日 可を得るためには約 1 カ月の期間を要する。しかし、 施工延長 工期には作業許可を得るための期間が反映されてお 440.0m らず、工程が圧迫される恐れがあった。 施工範囲 また、養浜における整地作業は汀線際での作業を 海岸土工 砂利 40mm(洗い)8,800 ㎥ 行う必要があるため、気象・海象情報お監視しなが ジャミ材 10-2.5mm ら安全に、そして効率的に工事を進める必要があっ 仮設工 2,200 ㎥ 工事用道路盛土 1式 た。 3.工夫の内容 3-1.工程管理(工事の一時中止) 地元調整及び保安林内作業許可の認可を得るため の必要な期間に関しては、発注者へ工事の一時中止 に伴う基本計画書を提出し受理してもらうことによ 養浜 施工延長 440.0m り、中止期間分の工期延長が可能となり工程の圧迫 を回避することができた。 工事の一時中止期間を活用して「こども現場見学 図-1 施工前全景 会」を実施することで、建設業の役割や工事内容を 分かり易く説明し、建設業における担い手確保の取 本工事の施工箇所である片山津海岸は砂浜の浸食 が大きくみられ、高波襲来時には越波が生じ、海岸 組みに尽力することができ、地域の方とも融和な関 係を築けた。 子ども現場見学会 モニターによる 基準高確認(整地高さ) 図-2 一時中止期間の活用 3-2.工程管理(気象・海象情報収集) 図-4 運転席内部(2D レーザー使用) また、養浜における整地幅や基準高の確認はトー 汀線際での作業は気象・海象条件に左右されるこ タルステーション(TS)を用いることで、測定項 とが多い点に関しては、 「羅針盤」という風速や波高 目を一括で測定することができ、従来の巻尺と水準 を予測できるシステムを活用し、作業可能日を特定 器を併用した検測方法に比べ作業効率が向上した。 することで作業計画立案に適時に反映させることが できた。 3-3.整地作業の効率化、生産性向上 従来の養浜における整地作業は丁張を設置し、水 準器で標高を確認していたが、本工事では整地作業 を行うブルドーザに精密なセンサ技術である「マシ ンガイダンスシステム(2D レーザー) 」を搭載した。 上記の装置を搭載したことにより、運転手はブル ドーザのバケット底面の標高をモニターによって確 TOPCON トータルステーション「QS シリーズ」 認することができ、丁張や検測の頻度・施工補助を 大幅に低減することができ生産性が向上した。 図-5 TSを用いた出来形測定 3-4.安全対策(自転車道路空洞調査) 自転車道路内部に空洞化が見られないか、電磁波 レーダ探査を実施した。調査結果により、空洞化が 見られなかったため、計画通りの位置に工事用道路 盛土を行い、安全作業に努めることができた。 今回の調査方法に採用した電磁波レーダ探査はリ アルタイムで測定断面をモニターで確認できる点か 受信機の設置 (バケットに取付) 図-3 装置の取付(2D レーザー使用) ら、即時性に優れ現場の作業計画にも反映しやすか った。 電磁波レーダ探査 また、経時変化の撮影に使用したタイムラプスカ メラや無人航空機(ドローン)は、画像データのみ での記録を行ったが、今後はドローン航測などの点 群データを活用することで、汀線の複雑な経時変化 や養浜材料の土量管理等にも効果的に活用できる可 能性があると感じられた。 図-6 自転車道路空洞調査 工事用道路盛土 図-9 無人航空機を活用した参考資料 4.おわりに 初めに工程を立案したときには、気象・海象条件 によって工事が円滑に竣工できるか不安でしたが、 ピンポイントで作業可能日を予測し、適時に作業計 画に反映しフォローアップを行うことで、作業当日 の施工量を明確にすることができ、無事に工期内に 工事用道路盛土 竣工することができた。 図-7 養浜施工状況 情報化施工の取組みとして、2D マシンガイダンス システムを活用した結果、現場での無駄な作業をな くし効率的な作業につながることが分かった。今後 3-5.養浜施工時の経時変化記録 養浜施工時には、現場にタイムラプスカメラを設 置して汀線の変化などの経時変化を画像データとし も様々な用途での情報化施工も費用対効果を考慮し ながら検討していくことが重要と考えられる。 て記録した。この経時変化記録は今後の片山津海岸 養浜 施工延長 440.0m における効率的な養浜施工に活かせると思うので、 定点観測は引き続き継続するべきと考える。 動画再生可能 図-8 汀線の変化を記録 経時変化記録(タイムラプスカメラ) 図-10 施工完了全景 関連論文② 山陽新幹線トンネル路盤下支持杭の施工 広島県土木施工管理技士会 広成建設株式会社 広島支店 宮地 土木部 土木課 隆光 MIYACHI TAKAMITSU 1.はじめに 年度に新岩国・徳山間 882k223m~273m上り線(周 山陽新幹線トンネル内のスラブ軌道区間では軌道 東トンネル L=2,040m、黒雲母花崗岩(図-2))で路盤 スラブが沈下し、軌道整備の要注意箇所がある。新 下支持杭の現場施工 60 本を行うこととした。本稿で 幹線列車により繰返し荷重を受けると路盤コンクリ は、路盤下支持杭装置・機械の開発、周東トンネル ート下の地山が細粒化し、地下水位の高い場合は列 での施工実績を今後の技術的開発に資するべく報告 車通過時の間隙水圧の上昇により細粒分が排水路に を行う。 噴出し空洞が生じている(図-1)。これまでに軌道タ イプレートの増厚、路盤下注入等により対策を講じ てきたが、これらの対策では限界に達して、路盤下 注入についてもその効果はばらつきが生じている。 CAモルタル このため、JR西日本では、路盤変状に対する抜本 的対策として、すでに東北新幹線で実績のある路盤 スラブコンクリート スラブコンクリート 路盤コンクリート りょう盤コンクリート 路盤コンクリート 均しコンクリート 均しコンクリート 良質な岩ずりによる路面整理 地山 空洞の形成 支持杭による桁構造化の方法を採用することした。 ただ東北新幹線の桁構造化の実績は、安山岩質凝灰 岩(一軸圧縮強度=400kN/㎡程度:中硬岩)での施工で あり、今回施工する山陽新幹線では風化花崗岩から 弱風化花崗岩(一軸圧縮強度=1000kN/㎡程度:硬岩) を含む複雑な地層構成であるため、これらの地層に 図-1 トンネル変状の概念 対応可能な施工機械を開発する必要が生じた。 平成 21 年度から桁構造化のための拡径杭装置の開 発を進め、模擬地盤における支持杭の静的載荷試験 結果は重機を反力とした最大荷重 80kN の押込み荷 重で最大変位量は 0.08mm であった。また、動的載荷 試験では列車走行時の周波数 35Hz の 100 万回(3 年 分の新幹線運行回数に相当)の振動をバイブロハン マ-で実施して残留変位量は 0mm であった。両試験 により支持杭の耐久性を確認したことから、平成 26 図-2 地層図 山陽新幹線トンネル路盤下支持杭の施工 広島県土木施工管理技士会 広成建設株式会社 広島支店 宮地 土木部 土木課 隆光 MIYACHI TAKAMITSU 1.はじめに 年度に新岩国・徳山間 882k223m~273m上り線(周 山陽新幹線トンネル内のスラブ軌道区間では軌道 東トンネル L=2,040m、黒雲母花崗岩(図-2))で路盤 スラブが沈下し、軌道整備の要注意箇所がある。新 下支持杭の現場施工 60 本を行うこととした。本稿で 幹線列車により繰返し荷重を受けると路盤コンクリ は、路盤下支持杭装置・機械の開発、周東トンネル ート下の地山が細粒化し、地下水位の高い場合は列 での施工実績を今後の技術的開発に資するべく報告 車通過時の間隙水圧の上昇により細粒分が排水路に を行う。 噴出し空洞が生じている(図-1)。これまでに軌道タ イプレートの増厚、路盤下注入等により対策を講じ てきたが、これらの対策では限界に達して、路盤下 注入についてもその効果はばらつきが生じている。 CAモルタル このため、JR西日本では、路盤変状に対する抜本 的対策として、すでに東北新幹線で実績のある路盤 スラブコンクリート スラブコンクリート 路盤コンクリート りょう盤コンクリート 路盤コンクリート 均しコンクリート 均しコンクリート 良質な岩ずりによる路面整理 地山 空洞の形成 支持杭による桁構造化の方法を採用することした。 ただ東北新幹線の桁構造化の実績は、安山岩質凝灰 岩(一軸圧縮強度=400kN/㎡程度:中硬岩)での施工で あり、今回施工する山陽新幹線では風化花崗岩から 弱風化花崗岩(一軸圧縮強度=1000kN/㎡程度:硬岩) を含む複雑な地層構成であるため、これらの地層に 図-1 トンネル変状の概念 対応可能な施工機械を開発する必要が生じた。 平成 21 年度から桁構造化のための拡径杭装置の開 発を進め、模擬地盤における支持杭の静的載荷試験 結果は重機を反力とした最大荷重 80kN の押込み荷 重で最大変位量は 0.08mm であった。また、動的載荷 試験では列車走行時の周波数 35Hz の 100 万回(3 年 分の新幹線運行回数に相当)の振動をバイブロハン マ-で実施して残留変位量は 0mm であった。両試験 により支持杭の耐久性を確認したことから、平成 26 図-2 地層図 2.路盤下支持杭の概要 路盤下支持杭とは既設スラブ軌道の路盤下に、杭 (5)拡径機械(スピンドルマシン)の耐久性アッ プと拡径手順の確認 頭部を拡径する小口径(φ180 ㎜)の場所打ち杭を構 試験施工にて拡径機械が過負荷により故障したた 築し、列車荷重(78kN)+死荷重(39kN)=117kN を全 め、長時間・高回転(1000rpm)の運転時間に耐えうる て杭で支持する工法である。拡径寸法はJR東日本 構造であることと、地山に適した機械回転数を事前 で実績のある直径 280 ㎜・高さ 200 ㎜とした(図-3)。 に把握し、機械操作手順を作成することが必要とな コンクリートは水中不分離性鋼繊維補強早強タイプ った。 で 3 日強度σ3=24N/m㎡とし、路盤面付近は表面水 (6)削孔機械の選定と改良 の浸透を防ぐために、速硬性無収縮モルタルとした。 一般的な削孔機械では、機械旋回時に架線・トン ネル側壁に機械が接触するため、機械の改良が必要 となった。 (7)削孔時の粉塵対策 地山の削孔・拡径時に粉塵が多く発生するため、 トンネル内環境上、使用機械への粉塵対策が必要と なった。 (8)作業時間の短縮 図-3 場所打ち拡径杭工法の概要図 保守基地~現場間の保守用車往復移動時間 110 分、 点検清掃時間 45 分の中、実施工時間が 180 分で 2 3.路盤下支持杭の課題 本/日の支持杭を形成するため、使用機械の施工時間 (1)拡径装置の直進性 の検証、専用台車の開発、試験施工によりタイムス 拡径装置の基本構造は削孔水・油圧等を利用せず、 ケジュールの計画・改善が必要となった。 ケーシングパイプの先端に取付け高回転(1000rpm) (9)路盤下支持杭の効果確認 さすことによりビットを外側に拡げ、遠心力で硬岩 路盤下支持杭施工後の杭 1 本当りの負担荷重(78kN) を削る構造とした。弱風化花崗岩(一軸圧縮強度 の確認方法。 1000kN/㎡)では、拡径装置に横ぶれが 15 ㎜程度発生 し、軸を安定さすことが必要になった。 4.課題克服への今回の技術と模擬地盤の試験結果 (2)拡径装置の収納 (1)拡径装置の直進性 拡径後に拡径中ビット(t=50 ㎜)の背面に石屑等 拡径装置の上部にφ175㎜のセンターリングを2個、 が入込み、拡径後にビットが収納できなかったため、 下部に1個取付け横ぶれを防止し(写真-1)、拡径直径 ビット収納方法の検証が必要になった。 285㎜・高さ200㎜の出来形を形成でき(写真-2)、弱風 (3)拡径完了確認 化花崗岩での250分の耐久性試験でビット、装置本体 拡径音が小さくなることで概ね拡径完了と判断し に損傷がないことを確認した(写真-3)。 ていたが、開発試験で出来形不足があり、音以外に 確認する方法が必要となった。 (4)拡径出来形不足解消 ビット厚さの 50 ㎜拡径完了毎にロッドを上げて 拡径する手順としたが、研磨面に凹凸が発生しため、 施工方法、施工手順を確立することが必要となった。 写真-1 横ぶれ防止設置 写真-2 拡径形成状況 削孔機械は一般土質、玉石、岩盤等あらゆる地盤 に適応可能なガイドセルマシン(機械重量 2.4t)を 選定し、削孔ビットは硬質地盤に対応できるダウン 写真-3 拡径ビット状態 (2)拡径装置の収納 拡径完了後、回転数を1分間に10~20回転まで落と し、拡径上部のコンクリートにビットをゆっくり接 触し、その振動で石屑等を落としながらビットを収 納させることで容易に回収できた。なお、ビットの 収納不良に備え、上部から鉄筋等でビットを開閉で きる構造とした。 (3)拡径完了確認 ボーリングマシンの電流値を数値(%)で表示する 装置を開発し、拡径時には電流値が30%~40%に上が ザホールハンマーとした。姿勢制御盤上からロッド 上部までの高さが 4.2mで、ロッドが架空線・トン ネル壁面に接触するため、機械ブームを 0.7m切断 し 3.5mとした。(写真-4) (7)削孔時の粉塵対策 サイクロン粉塵防止システムを開発することによ り対応した(図-4)。路盤コンクリートの上部にプリ ベンダー装置を設置し孔内を密閉して、削孔エアー をプリペンダー装置にて集塵させ、サイクロン分離 装置に送り込み、スパイラル状に粉塵を回転させて エアー・スライム・水に分離する構造とした。 り、拡径完了後に電流値が20%~10%に下がる構造と し、計画通り電流値が変動したことを確認した。 (4)拡径出来形不足解消 拡径は下部から行い、25~40㎜ずつロッドを上げて ビット(t=50㎜)が25~10㎜ラップするように拡径す ると、良好な拡径が形成できた。また、施工時間も50 ㎜ずつ上げる施工より20分短縮し、19分で拡径できた。 (5)拡径機械(スピンドルマシン)の耐久性アッ プと拡径手順の確認 スピンドルマシンの通常回転数は 500rpm であり、 硬岩に対応し耐久性を確保するために、Vベルトの 比率を 1:0.5 から 1:1 に改良し、回転数を 1000rpm に上げるとともに機械のトルクを下げて機械の負担 を軽減した。試験により地盤にあった拡径の回転数 は、コンクリート 500~600rpm、軟岩 300rpm、硬岩 850rpm であることが分かった。 (写真-4) 図-4 (8)作業時間の短縮 使用機械の据付時間を短縮させるため制御装置を開 発した(写真-5)。前後左右 400 ㎜スライド、180° 旋回、カント用角度調整機能 8°を持たせ、カント 200 ㎜まで対応可能とした。また、削孔箇所が台車 床下となるため、床を凹に切欠いた形状とした(写真 -6)。試験施工により削孔、拡径時間が各 20 分程度 であることが実証され、両作業の同時施工が可能で あると考え、杭のピッチに合わせた機械配列とし、 保守用車を小移動させながら作業を進め、実作業時 間 180 分で杭 写真-4 削孔機(左)・拡径機(右) (6)削孔機械の選定と改良 サイクロン粉塵防止システム 写真-5 2 本の計画とした(図-5)。 姿勢制御装置 写真-6 専用台車 50m (5)拡径機械(スピンドルマシン)の耐久性アッ プと拡径手順の確認 弱風化花崗岩を 850rpm で 20 分拡径した時、拡径 機械に横ぶれが発生したことがあったが、平均 500 ~700rpm で拡径でき、計画の 850rpm より低い回転 数で拡径でき、拡径機械への長時間の負担を低減す 図-5 杭支持工法の保守用車編成 ることができた。 (9)路盤下支持杭の効果確認 (6)削孔機械の選定と改良 平成 24 年度の模擬地盤における支持杭の静的載荷 姿勢制御盤の微調整により据付計画 5 分に対して 試験結果は、最大荷重 80kN の押込み荷重で最大変位 実績 3 分で、架空線・壁面に接触することなく安全 量は 0.08mm であった。また、動的載荷試験では列車 に施工できた。 走行時の周波数 35Hz の 100 万回(3 年分の新幹線運 (7)削孔時の粉塵対策 行回数に相当)の振動をバイブロハンマ-で実施し 路盤コンリートの不陸により削孔箇所が密閉でき て残留変位量は 0mm であった。 ず粉塵が噴出しことがあったが、路盤コンクリート 上にゴムパッキンを設置して機械を密封させ、計画 5.施工結果と評価 (1)拡径装置の直進性 弱風化花崗岩(一軸圧縮強度1000kN/㎡)の拡径がで 通り装置が稼動し粉塵分離によりスライムを産廃処 理することで、粉塵防止が図れた。 (8)作業時間の短縮 き、横ぶれもなく拡径ができ直進性を確認した。ビッ 当初の計画では、(図-6)の④を除く全7工程であっ トは支持杭60本の施工で5セット交換し、1セット当た たが、拡径箇所の花崗岩に亀裂があり、ビットによ りの耐久性は240分であった。 り粉砕されずに岩塊状態で孔内に落下しスライム処 (2)拡径装置の収納 理できなかったため、(図-6)④のガイドセルマシン 試験通り拡径完了後10~20回転に落し、拡径上部 で再削孔する工程を追加し、全8工程での施工手順に にビットを接触させて収納させることで100%回収 変更した。保守基地でシミュレーションを4日間で10 できた。 回行い、全員の施工意識を高めて望んだ結果、各工 (3)拡径完了確認 程で少しずつ時間を短縮し、実作業時間180分/日の 拡径中の電流値が20%程度しか上昇せず、拡径後の 計画に対し150分/日の実績で最大30分短縮した(図 電流値が10%程度であったため電流値による判別が -7)。 確実とは言えなかったため、拡径打撃音が無くなるこ とで拡径完了とし、最終的には出来形確認により形状 寸法を確保した。 (4)拡径出来形不足解消 拡径は下部から行い、40㎜ずつロッドを上げてビッ ト(t=50㎜)が10㎜ラップするように拡径し、最後に拡 径装置を上下させ残った箇所を研磨する手順とした 結果、平均20分で良好な拡径が形成できた。なお、出 来形確認により細かい凹凸を確認した場合は再拡径 で品質を確保した。 図-6 杭支持工法の施工手順図 いることから、拡径開始時に超硬チップが硬岩に一 部しか接触していないことが一因であると考えられ るため、拡径開始から超硬チップが硬岩に全面的に 接触するように形状変更を行うことで、拡径時間の 短縮が可能であると思う。 7.おわりに 図-7 施工実績時間 路盤変状に対する抜本的対策を目的に、弱風化花 (9)路盤下支持杭の効果確認 崗岩(硬岩)でも施工が可能な路盤下支持工法の開発 路盤下支持杭に設置したひずみ計から列車通過時 を行った。その結果、安全・品質・構造的にも十分 の動的荷重を測定した結果、上部から下部にかけて 満足している支持杭を 2 本/日形成できたことを確 ひずみが減少しており、周辺摩擦で支持されている 認した。今後は、バキューム処理の再検討と拡径ビ と考えられる。列車通過時の軸力最大値は 8.7kN で ットの改良、地山分類による支持杭構造の変更等を あり(表-1)、設計軸力の(78kN)の 11%程度であっ 提案し、経費削減と工期短縮する予定である。最後 た。施工後時間の経過と共に杭頭軸力が減少傾向と に、技術開発・本施工においてご指導を頂いたJR なっており、今後も軸力状況等について確認予定で 西日本の関係者、協力会社の皆様に感謝を申し上げ ある。 ます。 表-1 センサ 設置後 1ヶ月 3ヶ月 6ヶ月 ひずみ分布図 軸力 最大値 (kN) 側壁側 No.25杭 中央通路側 No.26杭 A-2 A-1 A-3 A-4 A-5 A-6 8.09 1.47 0.60 8.69 6.57 2.02 6.21 1.28 0.61 6.56 5.47 1.82 4.77 1.19 0.60 5.25 4.66 1.58 軸力最大値は全列車の平均値を示す。 側壁側 No.25杭 (杭頭 A-1) 10.0 A-1 A-2 A-3 A-4 A-5 A-6 軸力 (kN) 8.0 6.0 4.0 2.0 0.0 1ヶ月 3ヶ月 6ヶ月 6.今後の展開 今回の施工を終えて計画と実績の一番の差は、拡 径により孔内に落下した岩塊が大きくバキューム処 理できず、再削孔が必要になったことであった。台 車スペースを見直し、姿勢制御装置を必要としない 小型の削孔機械を積載しての再削孔、若しくは吸込 み能力が高いバキューム機の選定・改良より、1 日 当りの施工本数を増やし、経費削減と工期短縮が可 能であると思う。また、硬岩の拡径に時間を要して
© Copyright 2026 Paperzz