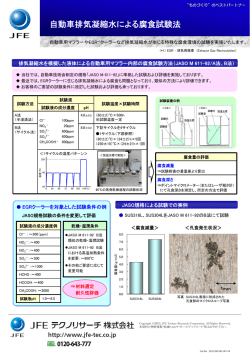
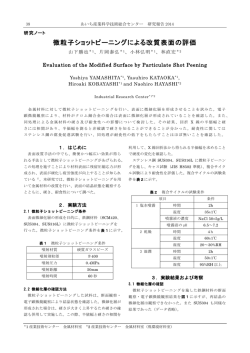
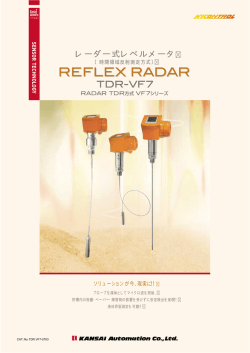
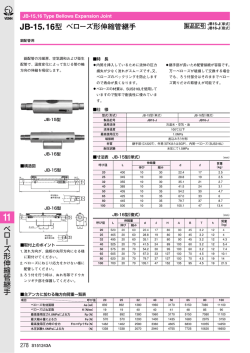
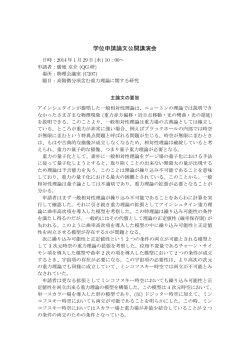
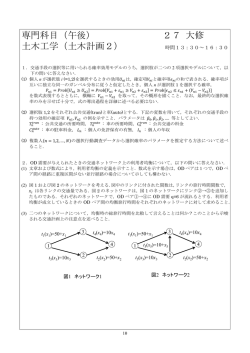
微細放電加工によるステンレス鋼箔の超微細穴加工 ○在川功一,峠 睦(熊本大学大学院),倉田和浩,渡邉純二(熊本大学工学部) 雪田勝也,木戸満輝(緒方工業株式会社) 1. 緒言 表 1 微細放電加工における加工条件 現在,微細放電加工はインクジェットプリンタのノ ズル穴などの高精度微細穴加工を中心に,多くのマイ 被削材 SUS316L,20×20mm,厚さ 123µm クロ加工に利用されてきており,特に最近は小径深穴 電極 W,W+ナノダイヤ 加工の重要性が高まってきている.そこで本研究では, めっき これまで加工が困難であった 10µm 以下の微小径深 コンデンサー容量 Ni-B-W 無電解めっき 穴加工を実現することを目的とし,微細放電加工実験 電圧 50, 80, 110V を行った.被削材は半導体工場の高純度ガス配管に多 電極送り速度 2.0µm/s 用されている高純度オーステナイト系ステンレス鋼 電極送り量 150µm SUS316L であり,精密微小流量用バルブの流量制御 電極回転数 3000rpm 0(浮遊容量), 10, 100, 230pF に用いられるオリフィスの微細穴加工への適用を想 定している. 微細放電加工では,加工の際に起こるアーク放電が 非常に放電期間の短い(数µs から数百µs)パルス状短 アーク放電であることにより,加工点は 7500℃から 10000℃以上の高温下にさらされている.そのため, 穴を連続加工する場合,電極の損耗による加工精度の 低下が問題となっている.そこで,ナノダイヤの高い 伝熱特性に着目し,タングステン電極にナノダイヤを Ni-B-W めっきで析出させ,加工特性を調べた. また,別の試みとして加工液にイオン交換水を用い, 表 2 ナノダイヤ析出めっき実験条件 エッチング(前処理) 10sec めっき液および濃度 Ni-B-W 5% めっき時間 30,60min めっき温度 60±2℃ 触媒付与(パラジウム) 180sec ナノダイヤ 0~500nm, 0.25g/500ml 分散剤 1ml/500ml 攪拌子 弱回転 放電加工において加工油よりも電気伝導率が大きい イオン交換水を使用したときの効果を検討した. 3.実験結果および考察 3.1 ナノダイヤ析出めっき実験の結果 2.実験条件及び実験方法 図1 はタングステン電極に表2 のめっき条件によっ 試料は縦横 20×20mm,厚さ 123µm の SUS316L ス てナノダイヤ共析めっき(30 分)を行った後の電極 テンレス鋼である.電極には直径 300µm のタングス の状態を表している.このとき,電極は WEDG 法に テンを用い,WEDG 法を用いて任意の直径に成形し よって直径 100µm に成形されており,その上にめっ ている.WEDG 法とは工具電極となるワイヤが連続 き処理を行っているため,ナノダイヤ電極の直径は 的にワイヤガイド上に送られ被加工軸との間に微細 120µm となっている.また,図 2 はナノダイヤの析出 放電を発生させて加工する方法である.これによって, 状態を表した SEM 画像である.このことより,電極 高精度な電極の成形が可能となっている.成形した電 には十分ナノダイヤが析出していることがわかる. 極にはナノダイヤを Ni-B-W めっきで析出させる.表 3.2 ナノダイヤ析出電極による微細穴加工 1 に放電加工の主な加工条件,表 2 にナノダイヤ析出 めっきの条件をそれぞれ示す. 図 1 に示すナノダイヤ析出電極を用い,20 穴連続 加工実験を行った.図 3 は加工後の電極状態であり, 図1 図4 ナノダイヤ析出電極 境界部拡大図 図 2 ナノダイヤ析出状態写真 図5 ナノダイヤ電極加工穴 図3 図6 加工後の電極状態 タングステン電極加工穴 先端から約 100µm の部分のめっきが剥がれてい 30 SEM 画像である.図 4 より,左側にはナノダイヤ 25 析出めっきが残存しており,右側にはタングステ ン素材が現れていることがわかる.図 5 および図 6 にナノダイヤ電極およびタングステン電極でそ 穴径の差[μm] る.図 3 の赤丸で示した部分の拡大図が図 4 の 20 15 10 れぞれ加工を行った出口側の穴の状態を示す.図 5 5 の穴の出口は図 6 の穴の出口に比べ,良好な形 0 ナノダイヤ電極 タングステン電極 0 状となっていることがわかる.図 7 はタングステ 5 10 穴№ 15 20 ン,ナノダイヤ両電極によって加工した穴の入口 穴径と出口穴径の差を表したグラフである.この 図7 両電極の入口,出口穴径の差 グラフより,5 穴目まではタングステン電極に比 べ,ナノダイヤ電極の方が穴径の差が小さくなっ のである.加工時間が短い方が電極が高温下にさ ているが,6 穴目以降はタングステン電極とそれ らされている時間が短くなるため,電極の磨耗を ほど差が無いことがわかる.これは図 3 および図 抑制できるのではないかと考え,現在研究を進め 4 で示したように,放電加工の進行に伴ってナノ ている. ダイヤ共析めっきがはく離,脱落したためと考え られる.また,電極磨耗量もタングステン電極が 表3 各条件での 10 穴連続加工時間の比較 約 300µm であったのに対し,ナノダイヤ電極は約 素材電極+加工油 45min 350µm であった.このことより,ナノダイヤ電極 ナノダイヤ電極+加工油 50min では,穴の精度に関しては従来のタングステン電 素材電極+イオン交換水 15min 極に比べ良好になったものの,電極磨耗に関して の改善は認められなかった. 3.3 イオン交換水を用いた微細穴加工 4.結言 ナノダイヤ電極では穴精度の改善は見られた 現在,別の試みとして行っているイオン交換水 ものの,磨耗に関しては改善されなかった.今後 を用いた微細穴加工について簡単に述べる.現在 はイオン交換水の実験と平行して引き続き実験 行っている実験からイオン交換水を加工油の変 を行っていく. わりに用いる場合,加工油での加工時間に比べ, [問い合わせ先] イオン交換水の加工時間の方が短くなることが わかった.表 3 はその加工時間の比較を表したも 熊本大学大学院 在川功一 TEL:096-342-3743,FAX:096-342-3734 E-mail:[email protected]
© Copyright 2026 Paperzz