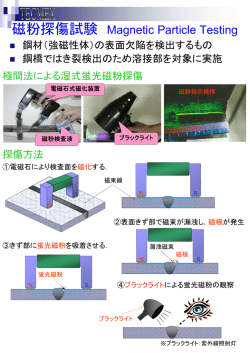
【鋼構造_08】 あなたの専門とする立場から,溶接継手の代表的な非破壊検査方法を3つ挙げ,その特 徴と検査を行う場合の留意点について述べ、今後の非破壊検査のあり方について、あなた の意見を述べよ。 溶接部の非破壊検査には、以下のような種類がある。 ①浸透探傷検査(PT:Liguid Penetrant Testing) ②磁粉探傷検査(MT:Magnetic Particle Testing) ③過流探傷検査(ET:Eddy Current Testing) ④超音波探傷検査(UT:Ultrasonic Testing) ⑤放射線透過検査(RT:Radiographic Testing) 橋梁の製作過程で比較的よく利用されるのは、以下の3種類であり、これらについて述べ ることが必要と思われる。 (1)放射線透過検査(RT) 素材の段階における鋼板の板継ぎ溶接部に利用される検査方法である。放射線が物体を 通過する途中で吸収されたり散乱したりして減弱する性質を利用して、物体内の欠陥や空 洞を調べる放射線透過試験を用いて、溶接部の異常の有無、適・不適などを調べる検査方 法である。土木構造物の放射線透過試験では X 線による透過試験の利用が多い。板継ぎ溶 接部等の適用した場合、ブローホールの部分は周囲の健全な部分に比べて、欠陥の厚さ方 向寸法だけ厚さが薄くなるため、X 線の透過する強さが強くなり、欠陥の有無が把握できる。 適用にあたっては、検査する板厚に適した強さと照射時間の選定、放射線被ばくに対す る安全性の確保に留意する必要がある。 (2)超音波探傷検査(UT) 橋脚の隅角部のような鋼板が交差する溶接部で、放射線透過検査が適用できないような 箇所の検査に利用される。 超音波の性質(良好な伝搬性、一定の方向性、異物質の境界面での反射性)を利用して 物体の内部の欠陥の有無、欠陥の位置と大きさを調べる超音波探傷試験を用いて、溶接部 の異常の有無、適・不適などを調べる検査方法である。 試験精度は、溶接部の形状、探傷方法(垂直、斜角探傷)、探傷感度の影響を受けるため、 板厚、継手形状、開先形状や想定される傷の種類や形状、位置等を考慮して探傷方法と探 傷条件を選定する必要がある。探傷面、探傷方向および走査範囲が限られる場合は、少な くとも2方向から超音波ビームがあたるように探傷面および探傷方向を選ぶのがよい。 (3)浸透探傷検査(PT) 鋼板隅肉溶接部で、特に手溶接で施工された部分の表面傷の検査に利用される。普通の 状態ではなかなか見つけることが困難な微細な欠陥、例えば表面に開口しているが幅が非 常に狭くて肉眼では見つけられることが困難な割れなどを、人間の目で容易に見つけるこ とができる大きさの指示模様にして検出しようとする浸透探傷試験を用いて、溶接部の異 常の有無、適・不適などを調べる検査方法である。検査で、重要なことは、観察の対象と なっている試験面が観察するために必要な条件(明るさ、現像時間、現像被膜の濃度、均 一性等)を満足しているかどうかをチェックすることである。 【今後の非破壊検査のあり方】 非破壊検査については、検査時の安全性、記録の電 子化、記録の可視化、再現性の改善等が求められてお り、以下のような開発が進められている。これらの紹 介を含めて、自分の意見を述べることが求められる。 ●放射線透過試験:試験記録の電子化 非破壊検査の代表的検査法である放射線透過試 験においては、試験記録の電子化に向けて、「繰返 し使用」できるイメージングプレートを用いた高精 細デジタルX線画像検査システムの開発が進んで いる。このシステムは従来X線フィルムに比べ十倍 以上の高感度であるため、X線照射時間が大幅に短 縮され、放射線被ばくによる人体への影響が改善さ 図-1 イメージングプレートの概要 れると共に、作業効率も大幅に向上している。 ●超音波探傷試験:記録性や再現性の改善 従来から課題となっていた超音波試験の記録性や 再現性の改善に向けて、自動化、ロボット化が推進 され、AUT 法、TOFD法、PA 法、MTフィルム 法等が、各分野において普及しつつある。現在の超 音波探傷試験では、波形からの判断が必要であり、 波形の解析より、検査記録の可視化対応が必要と考 えられる。 図-2 TOFD法の概要
© Copyright 2026 Paperzz