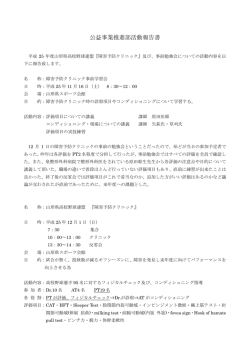
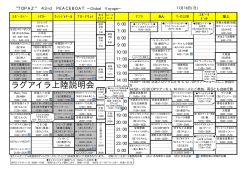
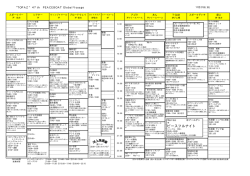
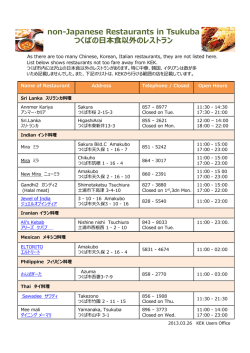
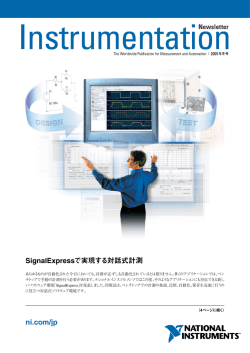
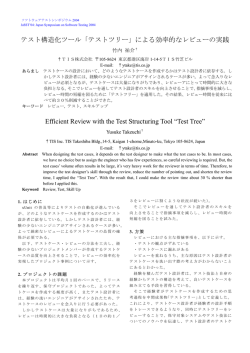
TESTING METHOD 積層板の試験方法 耐トラッキング性試験方法 (IEC-60112) Tracking Resistance Testing Method 規定の条件で材料表面に配置された電極の間に電圧を加え、一定の時間間隔で電解液を滴下するとき、試験の間に トラッキングを生じる。破壊を引き起こすのに必要な滴下数は、印加電圧が低下するに従い増加する。 Tracking may occur during this test when voltage is applied between a defined electrode arrangement on the surface of a material and drops of electrolyte are applied between them at defined intervals of time. The number of drops needed to cause failure increases with the reduction of the applied voltage. 注射針(電解液:NH4CI 0.1±0.002wt%水溶液) ◎比較トラッキング指数CTI Comparative tracking index Needle 材料がトラッキングを生じること無く、50滴の滴下に耐えるボルトで表わした最高電 圧の数値。各試験電圧の値とCTIは、25て゛ 割り切れる値。 (Electrolyte: NH4Cl 0.1± 0.002wt% water solution) Comparative tracking index is the numerical value of the maximum voltage in volts at which a material withstands 50 drops without tracking. The value of each test voltage and the CTI should be divisible by 25. ニードル Needle 60° ◎ 保証トラッキング指数PTI Proof tracking index 材料がトラッキングを生じること無く、50滴の滴下に耐えるボルトで表わした保証電 圧の数値、単一の指定された電圧で行う。試験片の推奨される数は5個。よく選ば れる試験電圧は175V,250V,300V,375V,500Vである。各試験片の浸食の最 大深さを0.1mm精度で測定する。 35±2 PT電極 PT electrode 4±0.1 試料 Sample Proof tracking index is the numerical value of the proof voltage in volts at which a material withstands 50 drops without tracking. Test shall be made at the single specified voltage. The recommended number of specimens is five. Preferred test voltages are 175V, 250V, 300V, 375V, 500V. The maximum depth of erosion of each specimen shall be measured, to an accuracy of 0.1mm. 支持台 Holder 単位(unit):㎜ 耐アーク性試験方法 (ASTM D495) Arc Resistance Testing Method 図の電極間に商用周波数で12,500Vの開放電圧を表のようにアークを7段階に発生させ、試験開始からアーク消滅ま での時間(秒)を測定し、耐アーク性時間とする。 Give the open-circuit voltage of 12.5kV with a commercial frequency between the electrodes, in the seven steps sequence shown in this table. Measure the time from the start of arcing to the end, and take it as the arc resistance time(s). 1 10 Closed for 1/4sec, Open for 1 3/4sec 2 10 Closed for 1/4sec, Open for 3/4sec 3 10 Closed for 1/4sec, Open for 1/4sec 4 10 5 20 6 30 Closed continuously 7 40 開閉の時間サイクル 各段階での継続時間(秒) 全経過時間(秒) Duration of on- or off-time Duration of each step(sec) Total duration(sec) 1/4秒 閉、7/4秒 開 60 60 1/4秒 閉、3/4秒 開 60 120 1/4秒 閉、1/4秒 開 60 180 連続 閉 Closed continuously 60 240 連続 閉 Closed continuously 60 300 連続 閉 60 360 連続 閉 Closed continuously 電極 : タングステンロッド鋼φ2.4×19.1㎜、先端角 30° Electrode :Tungsten rod electrodeφ2.4×19.1㎜ with end angle of 30° 110° 35° タングステン電極 Tungsten electrodes 2.4 電流(mA) Current(mA) φ Step 2.4 ステップ φ 19 6.35 ±0.05 5° 5° 試験片 Test piece 60 420 35° 3.0±0.25 単位(unit):㎜ 燃焼性試験方法(UL.Subj.94)Burning Quality Testing Method 試験炎を試験片の下端の中央に10秒あてて取り去り、試験片のflaming時間を記録する。試験片のflamingがやんだら すぐに試験炎を10秒あてて取り去り、flamingとglowing時間を記録する。 The test flame is to be placed centrally under the lower end of the test specimen and allowed to remain for 10 seconds. The test flame is then to be withdrawn and the duration of flaming of the specimen noted. When flaming of the specimen ceases, the test flame is to be immediately placed again under the specimen. After 10 seconds, the test flame is again withdrawn, and the duration of flaming and glowing noted. 20 NOTES 注意事項 NIKOLYTE 取扱上の注意 Notes on handling 1. 取扱時は、保護手袋等を着用して下さい。 1) Wear protective gloves whenever handling laminated sheets. 2) Use caution to prevent dust from dispersing during the cutting, boring, and grinding processes. 3) During the work process, if dust particles contact the skin, you may experience itchiness and irritation. Wear a dust-proof mask and protective goggles when necessary. 2. 切断加工、穴加工、研削加工などの粉塵発生の場合には、粉塵が 飛散しないよう配慮して下さい。 3. 加工時の粉塵が直接皮膚に触れますと、 かゆみや刺激を覚えることが あります。必要に応じて防塵マスクや保護メガネを着用して下さい。 4. 取扱後は、 うがいや手洗いを行って下さい。 5. 粉塵が目に入った場合は、水で洗い流し、必要に応じて医師の診断 を受けて下さい。 4) After handling laminated sheets, rinse your mouth and wash your hands thoroughly. 5) In case dust particles get into your eyes, flush them thoroughly and consult a physician if necessary. 運搬上の注意 Notes on transportation 1.重量物については適切な運搬器具を使用し、乱暴な取り扱いは避 けて下さい。 1) For heavy materials, use suitable transportation equipment and handle with care. 保存上の注意 Notes on storage 1.変色の原因となりますので、直射日光を避けて保存して下さい。日 光が入る場所では覆いをかぶせて下さい。 3. 製品は平らな台などの上に平置きして保管して下さい。立て掛ける 場合は当て板を使用し、 さらに倒れ防止を講じて下さい。 (上図参照) 1) Store away from direct sunlight to avoid discoloration. Use a cover if sunlight cannot be avoided. 2) Store in a dry and cool area. Storing in high temperature and humidity conditions may cause a decrease in electrical performance as well as warping or twisting. 3) Store products on a flat surface. When storing upright, place a board against the sheets and use further precautions to prevent the sheets from falling over (see the illustration above). 加工上の注意 Notes on processing 1.積層板は加工の際発生する摩擦熱により焼けやすいので、工具の 材質・回転速度・送り速度等には十分留意下さい。 1) Use caution when handling tools, setting rotation speed and feeding speed, etc., as there is a risk of fire caused by the heat abrasion, which occurs during the processing of the laminated sheets. 2) Use cabide tools or diamond tools for working with laminated sheets. Keep the tools sharpened at all times for the best cutting performance, and remove the cut chips during processing. 3) The smallest diameter of the blanked hole should not be less than the thickness of the laminated sheet. The distance between the holes, and between the hole and the nearest sheet edge must be at least 1.5 times the thickness of the sheet. When blanking in parallel to the film, the diameter of the hole must be less than half the thickness of the sheet. 2. できるだけ低温で湿度の低いところに保存して下さい。高温、高湿 度下での長期保管は、電気的性能の低下やソリ・ネジレの原因とな ります。 2. 積層板の加工工具には、超鋼またはダイヤモンド鋼をお使い下さい。 工具は常に研磨してよく切れる状態で作業し、キリ粉等を取り除き ながら加工して下さい。 3. 打ち抜き孔の最小径は板厚以下にならないよう注意して下さい。 孔と孔、および孔とそれに最も近い板端部との距離は、板厚の1.5 倍以上が必要です。層に平行に孔をあける場合、孔の直径は板厚 の1/2以下にしてください。 廃棄上の注意 Notes on scrapping 1.微粉末については、周辺に飛散しないよう処置を施して下さい。 1) Take necessary measures to prevent fine chips from dispersing. 2) For disposal of cut pieces and chips, follow your governmental/local rules and regulations and request qualified industrial waste treatment contractors. 2. 切断片、微粉末等を廃棄する場合は、国、都道府県、 ならびに地方 の法規・条例を守り、資格を有する産業廃棄物処理業者に委託し て処理をして下さい。
© Copyright 2026 Paperzz