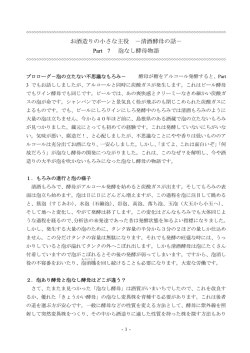
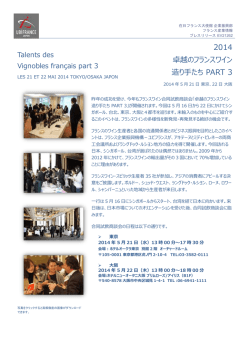
入門教室/Q & A 産業ガスの基礎知識 第3回 溶接における産業ガスの利用(Part2) Q13 A13 アルミニウム、銅などの非鉄金属の溶接に適した シールドガスには、どんな種類がありますか。 写真1にアルミニウム、チタン、銅などの非鉄金属のミグ及びティグ溶接用シールドガ スの例を示します。非鉄金属向けのガスシールドアーク溶接には、基本的にアルゴンな どの不活性ガスが利用されますが、写真1の例はアルゴンとヘリウムとの混合ガスです。 一般的にアルミニウムの溶接は難しいとされていますが、これはアルミニウムの熱伝 導度が高い(鉄の約4倍)、表面の酸化膜が母材の融点(約660℃)よりも高い(Al2O3約 2,020℃)、更には溶融凝固時の水素の溶解度が鉄の約40分の1と極めて低い、などのアル ミニウム特有の性質に起因しています。すなわち、溶接時に熱の集中が悪く、しかも酸 化膜が溶接を阻害し、水素による気孔欠陥(ブローホール)も発生し易いなどの現象が、 軟鋼の溶接に比べて顕著であるということです。 写真1 非鉄金属溶接向けシールドガスシリンダ外観 第3回 溶接における産業ガスの利用(Part 2) 1 入門教室/Q & A 産業ガスの基礎知識 アルミニウムの溶接にアルゴンとヘリウムとの混合ガスを用いると、図1に示されるよ うに溶込みが増大するというメリットが得られます。しかも、ミグ溶接に発生し易いア ークスタート時の気孔欠陥も減少する傾向も確認されています(図2参照:この事例では、 意図的にシールドガス中に水素を微量添加して、気孔欠陥を発生し易くさせています)。 また、銅の溶接は、アルミニウム以上に熱伝導度が大きいため、一般に溶接前に予熱 を行う必要があり、これもヘリウムとの混合ガスを利用することで、溶接が容易になり、 場合によっては予熱も省略できるようになります。 Ar (Ar-He) 図1 アルミニウムのティグビード断面に及ぼすシールドガスの影響 Ar 0.5%H2 0.5%H2 図2 アルミニウムミグ溶接部の気孔発生に及ぼすシールドガスの影響 (A5083t10mm、A5183-WYφ1.6mm、300A、50cm/min) 第3回 溶接における産業ガスの利用(Part 2) 2 入門教室/Q & A 産業ガスの基礎知識 Q14 A14 YAGレーザによるテーラードブランク溶接に適した シールドガスはありますか。 近年、YAGレーザを用いたテーラードブランク溶接法(Tailored Blank Welding)が、 自動車ボディなどを中心として、盛んに行われるようになっています。テーラードブラ ンク溶接法とは、従来1枚の板をそのままプレス成型していた部材について、異なる板厚 や異なる強度・材質の材料を組み合わせて溶接し、その後にプレス成型するという方法 です。部分的に強度が必要な部材について、一枚の板から成型する場合に比べて、重量 を大きく軽減できるため、自動車などの軽量化が重要な用途においては特に大きなメリ ットが生まれます。また、材料の歩留まりが向上するといった長所もあり、最近広い用 途で利用されはじめています。 写真2に、このYAGレーザによるテーラードブランク溶接専用のシールドガスを紹介し ます。基本的に軟鋼のマグ溶接用途のシールドガスと同様なガス種を使用しており、ア ルゴンベースに炭酸ガスや酸素などを添加していますが、この用途に最適化されたガス 組成となっています。テーラードブランク溶接法のような薄板突合せでかつ比較的溶接 長の長いレーザ溶接においては、そのルートギャップ管理が大きな問題となっています。 表1に各シールドガスにおける耐ギャップ性の比較結果を示しますが、純アルゴンに比べ て混合ガスの方が施工可能なギャップが大きいことことがわかります。 写真2 テーラードブランク溶接向けYAGレーザシールドガスシリンダ外観 表1 テーラードブランク溶接における耐ギャップ性 ルートギャップ(mm) ガス種 0 0.1 0.2 0.25 0.3 Ar ○ ○ △ × × Ar-CO2 ○ ○ ○ ○ × Ar-CO2-O2 ○ ○ ○ ○ × ○:裏波良好 △:裏波不均一 ×:溶接不可 第3回 溶接における産業ガスの利用(Part 2) 3 入門教室/Q & A 産業ガスの基礎知識 また、図3に差厚材の突合せ溶接部の裏波ビード外観と断面形状の比較を示しますが、 純アルゴンに比べて、混合ガスでは明らかに裏波ビードが広い形状となっており、表ビ ード幅とほぼ同じ幅が得られています。この裏波ビード幅が広くなるという現象は、レ ーザ溶接の特徴でもある高速溶接においても有効であるといえます。図4及び図5に2種類 の出力のYAGレーザ溶接における裏波ビード幅と溶接速度の関係を示しますが、全ての 条件範囲において安定した幅広の裏ビードが確保できています。 Ar Ar+CO2 Ar+CO2+O2 図3 差厚材の突合せ溶接(テーラードブランク溶接)に及ぼすシールドガスの影響 (亜鉛めっき鋼板t0.7×t1.4mm、1.5kW、3.0mm/min、ギャップ0mm) 図4 テーラードブランク溶接の溶接速度に及ぼす 図5 テーラードブランク溶接の溶接速度に及ぼす シールドガスの影響(1) シールドガスの影響(2) (亜鉛めっき鋼板t0.7×t1.4mm、1.6kW、 (亜鉛めっき鋼板 t0.7×t1.4mm、3.2kW、 3.0m/min、ギャップ0mm) 3.0m/min、ギャップ0mm) 第3回 溶接における産業ガスの利用(Part 2) 4 入門教室/Q & A 産業ガスの基礎知識 Q15 溶接中に発生する有害ガスに対する シールドガスの影響について教えてください。 A15 軟鋼の溶接で最も汎用的な炭酸ガス溶接において、一酸化炭素(CO)が発生すること は一般によく知られていますが、シールドガス種によって、その濃度が変化することは あまり知られていません。また、実際の溶接時に発生する具体的なCO濃度についても、 あまり注目されていないのが現状です。 しかしながら、図6に示される通り、炭酸ガス溶接では大量のCOが発生する場合があ り、アーク上方30cmの位置で約900ppm程度と「米国産業衛生専門家会議AVGIH (American Conference of Governmental Industrial Hygienists)」の許容濃度基準(TLVTWA※)25ppmを大きく上回ります。これに対して、アルゴンと炭酸ガスの混合ガスで は、CO濃度は約4分の1程度に減少し、アルゴン−炭酸ガス−酸素の混合ガスでは、約20 分の1になる例が見られ、作業環境的には極めて大きな改善が図られることが分かります。 一方、アルミニウムのアーク溶接においては、オゾン(O3)が発生しますが、この発 生濃度もシールドガスの影響を受けます。表2にアルミニウム合金のティグ溶接において 発生するオゾン濃度に及ぼすシールドガス種の影響を示します。アルゴン単体のシール ドガスでは、約2ppm(許容濃度TLV-TWA:0.1ppm)のオゾンが発生するのに対して、 ヘリウムを混合したシールドガスは、半分から約7分の1程度までオゾンを低減できるこ とがわかります。 表2 アルミニウムのティグ溶接におけるオゾン発生 CO Emission (ppm) 1000 量に及ぼすシールドガスの影響 800 (A5083 t4mm、100A、アーク長5mm、 測定位置アーク上方50mm) 600 400 ガス種 オゾン発生量(ppm) Ar 2.1 AHサンアーク 200 0.29∼0.89 (Ar−He) 0 CO2 Ar-20%CO2 Ar-CO2-O2 図6 マグ溶接におけるCO発生量に及ぼすシールドガスの影響 (SM490A t9mm、ソリッドワイヤφ1.2mm、250A、 アーク上方30cm位置) 一般に溶接における雰囲気環境問題では、ヒュームが注目されることが多いようです が、COやオゾンなどの有害ガスについても大変高濃度になる場合があり、使用するシー ルドガス種によっても、作業環境に大きな影響を与えますから、その選択にも十分考慮 する必要があると考えます。 ※TLV−TWA:1日8時間、1週40時間の正規労働時間中の時間荷重平均濃度基準) 第3回 溶接における産業ガスの利用(Part 2) 5 入門教室/Q & A 産業ガスの基礎知識 Q16 A16 アーク溶接におけるシールドガスに関する 利用上の注意事項は何ですか。 ガスシールドアーク溶接において、シールドガスは溶接欠陥発生防止のための重要な 因子であるばかりではなく、そのガス種がもつ種々特長を生かすためにも、最適な状態 で供給・使用される必要があります。以下にシールドガスに関連する各因子毎に、留意 事項を列記します。 (1)供給元から末端までの配管供給について 一般的に供給元のガスの状態は品質が維持されており、純度や混合精度は問題ない場 合がほとんどであると考えられます。しかしながら、ユースポイントでは、種々要因に よって品質が劣化している場合が少なくありません。例えば、大きな工場の場合、供給 元から金属配管にて各現場へ供給されますが、あまりに分岐部が多く、かつ分岐後の経 路が長い、また配管末端が封止されていたり、全く利用されていない場合など、経路内 のガスのパージが不十分となっている可能性があります。この場合、配管経路・口径な どを見直し、また末端はバルブ止めとして、適宜ガスパージを実施することで回避でき ます。 また、バルブや継手類なども経年劣化により、漏洩している可能性もあり、気密試験 などによって、定期的に漏洩の有無を確認するのが望ましいといえます。漏洩は、ガス が無駄に消費されるばかりではなく、漏洩ヶ所から大気が混入するため、露点などの劣 化に繋がりますので、溶接品質維持のためにも漏洩防止は重要です。 (2)溶接機廻りのガス供給用ホースについて 溶接機廻りのガス供給は、一般的にゴムなどの樹脂ホースが利用されています。場合 によっては、供給元から長い距離をホースで供給している例も見受けられます。当然な がらトーチ廻りは柔軟性が必要であり、樹脂ホースが便利ですが、ガスの露点維持など の観点からは、可能な限り金属配管によるガス供給が望ましく、樹脂ホースによる供給 は必要最低限に留めるべきだといえます。特にゴムホースは、経年劣化でオゾンクラッ クといわれるひび割れが生じ易く、長期間の使用には耐えられません。また、表3に各種 の樹脂におけるガスの透過係数を示しますが、天然ゴムは特に水分の透過が大きいこと が分かります。これは、ゴムホースなどを用いた場合に、大気中の水分が透過してシー ルドガスの露点が劣化する可能性があるということであり、その一例を図7に示します。 表3 各種樹脂におけるガスの透過係数 単位:[cm3・cm・cm-2・s-1・cmHg-1] 材質 酸素(×10-10) 水分(×10-10) ポリイソプレン(天然ゴム) 23.3 2290 ポリ塩化ビニル(PVC) 0.045 275 ポリエチレン(LDPE) 2.2 68 ポリプロピレン(PP) 1.2 35 ポリテトラフルオロエチレン(テフロン) 4.2 4.8 第3回 溶接における産業ガスの利用(Part 2) 6 入門教室/Q & A 産業ガスの基礎知識 図7 各ガスホースの水分放出特性 この図は、大気中に放置した各ガスホースを乾燥したガスでパージし、そのパージ時 間と出口での水分濃度の計測結果です。ポリエステルやゴムホースを用いた場合、長時 間パージしても水分濃度が高いことがわかります。このため、特にアルミニウムなどの 低露点ガスが要求される溶接においては、シールドガス専用の高品質ホース(写真3参照) をお勧めします。このホースを用いると供給後直ちに露点が低下し、ガスの品質を維持 したまま供給可能で、比較的長距離のガス供給にも適用可能です。また、このホースは、 ゴムホースと比べて耐久性・軽量・耐熱性・耐強度などの点でも優れており、長期間安 定した性能が得られます。 写真3 溶接用シールドガス専用高品質ガスホース (サンアーク・ドライチューブ)の外観 (3)シールドガス用流量計について シールドガスの流量管理は、汎用的にフロート管式の流量計が用いられますが、一般 的なフロート管式の流量計は、一定温度で、しかも一次側が一定圧力で、かつ出口側大 気圧で使用する仕様となっています。従って、ガスの一次側圧力が仕様と大きく異なっ 第3回 溶接における産業ガスの利用(Part 2) 7 入門教室/Q & A 産業ガスの基礎知識 ていたり、出口側に細長いホースを繋ぐなどして差圧が発生したりする状況では、正確 な流量は計測されず、結果的に溶接欠陥やアーク不安定・スパッタなどの原因となる可 能性があります。なお、シールドガスをシリンダー(ボンベ)で使用する場合、一般的 にはフロート管付きの圧力調整器が使用されますが、この調整器では、適正に減圧した 状態でフロート管に流れますので、出口を絞るなどして圧力を抑制しない限り、ほぼ適 正な流量が計測されます。 (4)溶接トーチ廻り部品について 溶接トーチやノズルの選定はシールド性に大きな影響を与え、トーチ内を流れるガス が層流に近い状態になる程度の長さ寸法が必要であり、極端に短いトーチやノズルは、 シールド不良の原因となります。同様に整流作用のあるオリフィスやガスレンズなども シールド性向上に効果的です。また、ノズル径は溶融池に対して十分な口径が必要であ り、かつ変形などの無い断面がきれいな円形が望ましいといえます。ノズル先端からの チップ突き出し長さも必要最小限とし、かつノズル中心にあることが重要です。しばし ば溶接ロボットでノズルを衝突させたため、変形したり、チップが偏芯したりしている 場合が見られますが、やはりピットやブローホールの原因となってしまいます。また、 当然ながらノズルなどに付着するスパッタもシールドガス流を乱しますので、定期的に 除去する必要があります。 (5)シールド条件その他について シールドガス流量は、一般的に15∼30L/min程度が適正といわれていますが、使用す るノズル口径などに合わせて調整すべきであり、ある一定範囲のガス流速を得る必要が あります。従って、溶接電流やワイヤ突き出し長さ、溶融池の大きさなどに応じて適切 なノズル径を選定し、それに対して適切なガス流量を選定することになります。また、 母材の継手形状によっても、適切な流量は異なり、角継手などは、ある程度高流量が必 要となりますが、T型隅肉などは、比較的シールド状態がよいため低流量が適しています。 過度のガス流量は、かえって大気の巻き込みの原因にもなり、あくまで適正流量範囲で の施工が基本です。 ステンレス鋼やアルミニウムなどのティグ溶接においては、そのシールド状態が溶接 品質に与える影響が大きいため、特にシールドガスの純度や露点などに注意する必要が ありますが、そのためには、アークスタート前のガスのプリフロー時間(トーチスイッ チON後、アークが発生する前に予めガスを流し、トーチ内の大気成分をパージ除去及す る時間)や、アーク消弧後のアフターフロー時間(クレータ処理後など、高温状態の溶 接金属を大気から保護するためにガスを流す時間)などの設定条件にも留意する必要が あります。更にチタンの溶接においては、材料が極めて酸化・窒化し易く、その材料特 性が著しく劣化するため、溶接金属がある程度冷却されるまで大気からの保護が必要で す。これは、アフターシールドと呼ばれる施工であり、適切なジグを用いて、凝固後の 溶接金属を大気から遮断する構造とし、溶接金属が一定温度に低下するまでアルゴンな どの不活性ガスでシールドするものです。 第3回 溶接における産業ガスの利用(Part 2) 8 入門教室/Q & A 産業ガスの基礎知識 Q17 A17 溶接用混合ガスは、 どのようにして製造されるのですか。 シールドガスとして利用される各種の混合ガスは、大きく分けて次の2つの方法により 製造されます。1つは、予めシリンダー(ボンベ)に混合される各単体ガスを順番に充填 し、混合ガス状態としてユーザーへ供給する方法です。もう1つの方法は、ユーザーへは 各単体ガスとして供給し、ユーザーの工場などにおいて、現地で混合して使用する方法 です。以下、それぞれの製造方法について、簡単に紹介します。 (1)混合ガスシリンダーの製造 比較的小規模の利用に適しており、簡便に混合ガスが利用可能で、容器の運搬も比較 的容易です。ただし、高圧状態(約15MPa)にて充填されていますので、減圧弁(圧力 調整器)を取り付けてある一定圧力(例えば、0.2MPa)まで減圧させて利用します。 シリンダーへの充填作業において混合濃度を管理する方法としては、圧力を調整しな がら、各ガス濃度を設定する方法(圧力混合方式)と、重量を測定しながらガス濃度を 設定する方法(重量混合方式)があります。圧力混合方式がやや簡便で汎用的な方法で すが、重量計測の方が精度が高いために、ガス濃度をより高精度に設定したり、微量の 混合ガス濃度を設定したりするためには、重量混合方式が適しています。 また、シリンダー内の混合ガスは、充填後すぐの状態では内部で均一な濃度になって いない場合があるため、充填後ある一定時間以上、ガスの相互拡散をさせるために放置 (エイジング)する必要があります。更に拡散を促進させるために、サイフォン管付きの シリンダーを利用したり、シリンダーをローリングさせたりする方法などもあります。 (2)ユーザーの工場内など現地での混合 比較的、中規模以上のガス利用に適しており、ほとんどシリンダー容器の運搬や交換 などが不要となるため、大量に利用すればするほどコスト的なメリットも生まれます。2 種類以上の単体ガスシリンダーを現地で混合して利用することも可能ですが、コストを 含めた色々な面でデメリットも多く、現実的には、液化ガス状態で現地に運搬し、蒸発 器によってガス化した後に混合装置によって製造する方法が一般的です。 しかしながら、現地で混合する場合は、混合装置の不適合や、その装置の利用条件 (圧力・流量管理など)によっては、目的のガス組成が得られないばかりか、ガス品質劣 化により、溶接品質へも多大な影響を与えかねません。例えば、前述のガス流量計の説 明にもある通り、フロート式の流量計を用いた流量調整によるガス混合においては、適 正な圧力・温度が必須条件であり、実際の工場管理においては、流量の精度維持管理は かなり難しいといえます。写真4∼写真6に溶接用混合ガス専用のガス混合装置の例を示 します。写真4は工場全体に一定のガス濃度で供給する装置の例であり、このような混合 装置を利用することにより、圧力の変動によらず、常に一定のガス濃度を維持すること が可能です。また、写真5は、溶接機1台につき1台の混合器を設置するタイプの例であり、 この装置も写真6と同様に圧力の変動が影響されないタイプです。ちなみに写真で見られ 第3回 溶接における産業ガスの利用(Part 2) 9 入門教室/Q & A 産業ガスの基礎知識 るフロート式流量計は、混合ガスの流量計測の目安であり、ガス混合する際の流量制御 に利用しているものではありません。このタイプの小型混合器を利用すると、溶接する ワークに応じて、溶接機毎に個別の最適なガス組成を供給することも可能です。写真6の 例は、ガス流量を精密に制御できるマスフローコントローラー(Mass Flow Controller) を搭載したタイプであり、マイコン制御によりあらゆる濃度の3種混合ガスを高精度にか つ簡単な操作で供給することが可能です。研究用途や、溶接されるワークに対する最適 なガス組成を確認する際などに適しています。 写真4 溶接用大型ガス混合装置 写真5 溶接用小型ガス混合装置 (サンアーク・ミックス)の外観 (サンアーク・ミニ)の外観 写真6 溶接用精密ガス混合装置(サンアーク・ブレンド)の外観 第3回 溶接における産業ガスの利用(Part 2) 10
© Copyright 2026 Paperzz