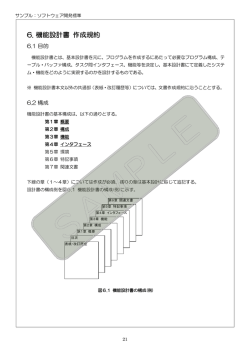
はしがき 本書は,溶接学会抵抗溶接研究委員会(現在の軽構造接合加工研究委員会)によって昭和 57 年(1982 年)に発刊された「抵抗溶接現象とその応用」第1編(上下2巻)の内のスポット溶接〔下〕 (各種材料への適用編)を,その後の新材料開発に伴う技術の進展と新データを加えて書き足し, 読者の便を考えて, 上巻のスポット溶接〔上〕 (基礎編)の要点を合本したものである。このため, 本書では,前書刊行後の 1980 年以降に自動車ボデー用として開発され,それまでの自動車用材 料が一新されるに至った多くの材料を紹介するとともに,関連して進歩した溶接技術について詳 述することにした。亜鉛めっき鋼板,高張力鋼板,制振鋼板,アルミ合金板に対する抵抗スポッ ト溶接技術に関して,現在用いられている溶接性に優れた各種薄板材料は素材メーカーとユーザ が一体となって開発に携わり完成してきたもので,世界の自動車市場で日本の自動車が広く受け 入れられている素地を作ったものと自負するものである。それらに関する基本データを大幅に追 加した本書はデータ集としての価値だけでなく,今後新たにこの抵抗溶接分野に取り組もうとす る技術者に対する有益な教材としての役割を果たすことが出来るものと考えている。なお,溶接 の装置・現象に関する基礎データは従来の第1編スポット溶接〔上〕 (基礎編)に詳しいのでそ ちらを参照願えれば幸いである。 本書は当初 1995 年に企画されたが当時は出版までに至らず,2006 年に再度体制を整えて再出 発し,積年の懸案を実現したものである。執筆は下記のワーキンググループの共同作業によるも ので,本書の内容と構成を全員で討議し,第1章を松山,第2章と第6章を樺沢,第3章と第7 章を福井,第4章を崎山,第5章を笹部が主に執筆した。それらの原稿を全員で読み合わせると ともに各章の関連を確認して完成した。 本書の完成は執筆および編集にあたった下記ワーキンググループ・メンバーの献身的努力によ るところが大きいが,溶接学会軽構造接合加工研究委員会並びに㈳溶接学会理事会と㈳日本溶接 協会の皆様方の絶大なご支援のお陰で本書の発刊が実現できた。ここに関係各位の御尽力に改め て感謝するとともに,本書が溶接工学・技術の発展・普及にいささかでも貢献できればと念願し ている。 2008 年 10 月 溶接学会軽構造接合加工研究委員会テキスト作成WG 世話役:近藤正恒(トヨタ自動車 ボデー生技部) 樺沢真事(JFE テクノリサーチ 技術情報事業部) 【執筆者分担】 第1章 :松山欽一(Smart Welding Technologies) 第2章,第6章:樺沢真事(JFE テクノリサーチ 技術情報事業部) 第3章,第7章:福井清之(住友金属工業 薄板技術プロジェクト部) 第4章 :崎山達也(新日本製鉄 鉄鋼研究所 接合研究センター) 第5章 :笹部誠二,今村美速(神戸製鋼所 アルミ・銅カンパニー技術部) 3 目 次 はしがき ………………………………………………………………………………………………………… 3 第1章 スポット溶接の基礎知識 1 はじめに ………………………………………………………………………………………………… 7 2 スポット溶接の原理と種類 ………………………………………………………………………… 7 3 スポット溶接でのナゲット形成の基本過程とその数値計算モデル ………………………… 11 4 ナゲット形成過程への影響要因 …………………………………………………………………… 17 5 通電径とその支配要因 ……………………………………………………………………………… 27 6 電極の消耗現象と電極寿命 ………………………………………………………………………… 32 7 ダイレクト通電での中散り発生現象 ……………………………………………………………… 35 8 スポット溶接機の制御・改良とその効果 ………………………………………………………… 37 第2章 溶接継手の強度と強度評価法 1 はじめに ………………………………………………………………………………………………… 43 2 スポット溶接継手の強度に関する品質規格 ……………………………………………………… 43 3 引張せん断強さの推定および各種要因の影響 …………………………………………………… 54 4 十字引張強さに対する各種要因の影響 …………………………………………………………… 71 5 ピール試験,たがね試験に関する知見 …………………………………………………………… 75 6 その他の継手性能評価法 …………………………………………………………………………… 77 第3章 薄鋼板のスポット溶接 1 はじめに ………………………………………………………………………………………………… 79 2 各種鋼板の種類と特徴 ……………………………………………………………………………… 80 3 鋼板の開発動向 ………………………………………………………………………………………… 81 4 高張力鋼板のスポット溶接条件 …………………………………………………………………… 86 5 高張力鋼板スポット溶接部の継手強度 …………………………………………………………… 92 6 自動車ボデー溶接ラインにおける溶接技術の変遷 …………………………………………… 101 7 まとめと今後の課題…………………………………………………………………………………… 106 第4章 表面処理鋼板のスポット溶接 1 はじめに ………………………………………………………………………………………………… 109 2 表面処理鋼板の表面構造 …………………………………………………………………………… 110 3 スポット溶接に及ぼす表面処理の影響 …………………………………………………………… 124 5 4 電極条件と表面処理鋼板の溶接性 ………………………………………………………………… 160 5 溶接電源の影響 ………………………………………………………………………………………… 170 6 各種表面処理鋼板のスポット溶接性 ……………………………………………………………… 174 第5章 アルミニウム合金板のスポット溶接 1 はじめに ………………………………………………………………………………………………… 195 2 溶接部の冶金的性質と継手強度 …………………………………………………………………… 207 3 アルミニウム合金板における接触抵抗とナゲット形成との関係 …………………………… 217 4 アルミニウム合金板での溶接部形成特性 ………………………………………………………… 222 5 溶接性に及ぼす諸因子の影響 ……………………………………………………………………… 236 6 溶接性向上策 …………………………………………………………………………………………… 241 7 溶接条件設定の留意点と今後の展望 ……………………………………………………………… 243 第6章 制振鋼板のスポット溶接 1 はじめに ………………………………………………………………………………………………… 247 2 制振鋼板の分流溶接 …………………………………………………………………………………… 248 3 金属粒子添加による制振鋼板の導電化 …………………………………………………………… 252 4 導電化制振鋼板の導電化状態に関する理論的検討 ……………………………………………… 255 5 導電化制振鋼板における溶接欠陥 …………………………………………………………………… 258 6 制振鋼板のナゲット形成および継手強度 ………………………………………………………… 263 7 制振鋼板の溶接条件選定の考え方 …………………………………………………………………… 265 第7章 異種金属の抵抗溶接 1 はじめに ………………………………………………………………………………………………… 269 2 異種材抵抗溶接の基本手法 ………………………………………………………………………… 269 3 アルミニウム材と鋼材の抵抗スポット溶接 ……………………………………………………… 274 4 まとめと今後の展望…………………………………………………………………………………… 279 6
© Copyright 2026 Paperzz