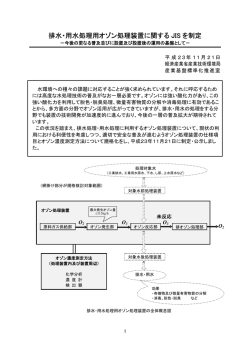
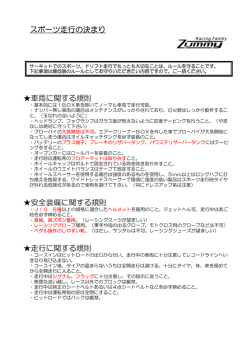
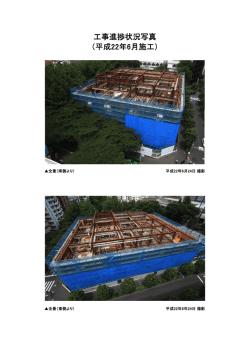
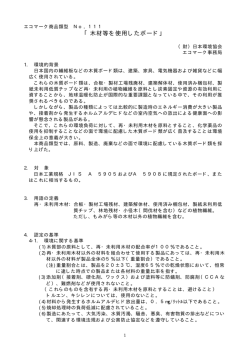
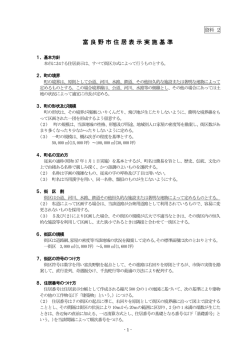
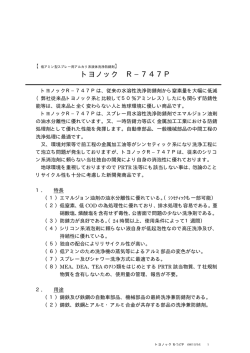
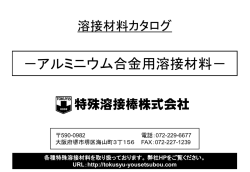
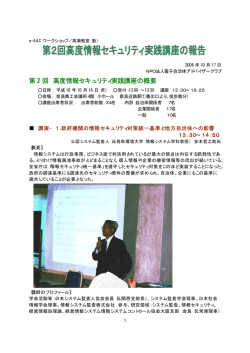
水 道 工 事 共 通 仕 様 書 -磐田市- 平成21年11月 制 定 平成22年11月 一部改訂 平成24年 2月 一部改訂 平成26年 4月 一部改訂 平成27年 4月 一部改訂 目 第1章 第1節 次 総則・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1 一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1 1.1.1 趣旨・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1 1.1.2 適用・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1 1.1.3 施工管理・・・・・・・・・・・・・・・・・・・・・・・・・・ 1 第2章 第1節 工事材料・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 2.1.1 第2節 適用・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 使用材料・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 2.2.1 弁室及び鉄蓋・・・・・・・・・・・・・・・・・・・・・・・・ 2 2.2.2 その他材料・・・・・・・・・・・・・・・・・・・・・・・・・ 2 2.2.3 材料の検査・・・・・・・・・・・・・・・・・・・・・・・・・ 2 2.2.4 材料の取扱い・・・・・・・・・・・・・・・・・・・・・・・・ 3 第3章 第1節 管布設工・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 3 施工一般・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 3 3.1.1 一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・ 3 3.1.2 埋戻工・・・・・・・・・・・・・・・・・・・・・・・・・・・ 3 3.1.3 伏越工・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4 3.1.4 水道橋架設工・・・・・・・・・・・・・・・・・・・・・・・・ 4 3.1.5 通水準備工・・・・・・・・・・・・・・・・・・・・・・・・・ 4 3.1.6 既設管との接続・・・・・・・・・・・・・・・・・・・・・・・ 4 3.1.7 水圧試験・・・・・・・・・・・・・・・・・・・・・・・・・・ 5 3.1.8 不断水削孔工・・・・・・・・・・・・・・・・・・・・・・・・ 5 3.1.9 管の切断・・・・・・・・・・・・・・・・・・・・・・・・・・ 5 3.1.10 既設管の撤去・・・・・・・・・・・・・・・・・・・・・・・・ 6 3.1.11 撤去品・・・・・・・・・・・・・・・・・・・・・・・・・・・ 6 3.1.12 ポリエチレンスリーブ被覆工・・・・・・・・・・・・・・・・・ 6 3.1.13 管弁類の取扱い・・・・・・・・・・・・・・・・・・・・・・・ 6 3.1.14 管の据付・・・・・・・・・・・・・・・・・・・・・・・・・・ 7 3.1.15 栓・帽の取外し・・・・・・・・・・・・・・・・・・・・・・・ 8 第2節 管の接合・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 8 3.2.1 NS形ダクタイル鋳鉄管の接合・・・・・・・・・・・・・・・・ 8 3.2.2 GX形ダクタイル鋳鉄管の接合・・・・・・・・・・・・・・・・ 11 3.2.3 フランジ継手の接合・・・・・・・・・・・・・・・・・・・・・ 13 3.2.4 配水用ポリエチレン管の接合・・・・・・・・・・・・・・・・・ 14 3.2.5 ポリエチレン管の接合・・・・・・・・・・・・・・・・・・・・ 14 3.2.6 アラミドがい装ポリエチレン管の接合・・・・・・・・・・・・・ 14 3.2.7 第3節 鋼管の接合・・・・・・・・・・・・・・・・・・・・・・・・・ 15 鋼管溶接塗覆装工・・・・・・・・・・・・・・・・・・・・・・・・・・ 16 3.3.1 一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・ 16 3.3.2 アーク溶接・・・・・・・・・・・・・・・・・・・・・・・・・ 16 3.3.3 炭酸ガス・アーク半自動溶接・・・・・・・・・・・・・・・・・ 18 3.3.4 塗覆装の前処理・・・・・・・・・・・・・・・・・・・・・・・ 18 3.3.5 アスファルト塗覆装・・・・・・・・・・・・・・・・・・・・・ 19 3.3.6 タールエポキシ樹脂塗装・・・・・・・・・・・・・・・・・・・ 20 3.3.7 液状エポキシ樹脂塗装・・・・・・・・・・・・・・・・・・・・ 21 3.3.8 ジョイントコート・・・・・・・・・・・・・・・・・・・・・・ 23 3.3.9 検査・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 25 第4節 仕切弁等付属設備設置工・・・・・・・・・・・・・・・・・・・・・・・ 28 3.4.1 仕切弁設置工・・・・・・・・・・・・・・・・・・・・・・・・ 28 3.4.2 消火栓設置工・・・・・・・・・・・・・・・・・・・・・・・・ 28 3.4.3 空気弁設置工・・・・・・・・・・・・・・・・・・・・・・・・ 29 第5節 小口径推進工①・・・・・・・・・・・・・・・・・・・・・・・・・・・ 29 3.5.1 一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・ 29 3.5.2 材料・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 29 3.5.3 推進工・・・・・・・・・・・・・・・・・・・・・・・・・・・ 29 3.5.4 仮設備工・・・・・・・・・・・・・・・・・・・・・・・・・・ 31 3.5.5 送排泥設備工・・・・・・・・・・・・・・・・・・・・・・・・ 32 3.5.6 泥水処理設備工・・・・・・・・・・・・・・・・・・・・・・・ 32 第6節 小口径推進工②・・・・・・・・・・・・・・・・・・・・・・・・・・・ 32 3.6.1 一般事項・・・・・・・・・・・・・・・・・・・・・・・・・・ 32 3.6.2 材料・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 32 3.6.3 事前調査工・・・・・・・・・・・・・・・・・・・・・・・・・ 32 3.6.4 準備工・・・・・・・・・・・・・・・・・・・・・・・・・・・ 33 3.6.5 推進工・・・・・・・・・・・・・・・・・・・・・・・・・・・ 33 3.6.6 パイプ引込み・・・・・・・・・・・・・・・・・・・・・・・・ 33 その他 写真管理基準 出来形管理基準 給水台帳作成基準 第1章 第1節 総 則 一般事項 1.1.1 趣旨 この水道工事共通仕様書(以下「仕様書」という。 )は、磐田市が発注する水道工事、その他 これに類する工事(以下「工事」という。)に係る磐田市建設工事請負契約約款(契約書を含み 以下「契約書」という。)及び設計図書の内容について、統一的な解釈及び運用を図るとともに その他必要事項を定め、もって契約の適正な履行の確保を図るためのものである。 1.1.2 適用 1.契約書に添付されている図面、特記仕様書に記載された事項は、この仕様書に優先する。 また、この仕様書は、磐田市土木工事共通仕様書に優先する。 2.請負者は、この仕様書で列記されている基準類のほか、下記の基準類によらなければなら ない。また、この基準類が改正された場合は改正された基準類によるものとする。なお、基 準類と設計図書に相違がある場合は、原則として設計図書の規定に従うものとし、疑義があ る場合は監督員に確認を求めなければならない。 日本水道協会編「水道施設設計指針」(2012年) 日本水道協会編「水道維持管理指針」(2006年) 日本水道協会編「水道施設耐震工法指針・解説」 (2009年) 日本ダクタイル鉄管協会編「ダクタイル鉄管布設工事標準マニュアル」 (平成21年) 日本ダクタイル鉄管協会編「ダクタイル管路配管設計標準マニュアル」 (平成12年) 日本ダクタイル鉄管協会編「ダクタイル鉄管管路設計と施工」(平成24年) 日本水道鋼管協会編「水道用鋼管」 (平成22年) 日本水道鋼管協会編「水道用塗覆装鋼管現場施工基準」 (平成22年) 日本水道鋼管協会編「水道用ステンレス鋼管設計施工指針」 (平成16年) 塩化ビニル管・継手協会編「水道用硬質塩化ビニル管技術資料<施工編>」 (平成26年) 塩化ビニル管・継手協会編「水道用硬質ポリ塩化ビニル管技術資料<規格・設計編>」 (平成26年) 配水用ポリエチレンパイプシステム協会編「水道配水用ポリエチレン管及び管継手設 計マニュアル」、 「水道配水用ポリエチレン管及び管継手施工マニュアル」 (平成22年) 各ポリエチレン管継手メーカーの継手接合マニュアル及び日本水道協会仕様書 (2010年) 1.1.3 施工管理 1.請負者は、工事の施工にあたっては、施工計画書に示される作業手順に従い施工し、品質 及び出来形が設計図書に適合するよう十分な管理をしなければならない。 2.工事の施工管理は、別に定める「写真管理基準」及び「出来形管理基準」による。 -1- 第2章 第1節 工事材料 一般事項 2.1.1 適用 工事に使用する材料は、設計図書に品質規格を規定された物を除き、日本工業規格(JIS) 、 日本農林規格(JAS)、日本水道協会規格(JWWA) 、日本ダクタイル鋳鉄管協会規格(JDPA)、 配水用ポリエチレンパイプシステム協会規格(PTC)等に適合したもの。または、これと同等 品以上の品質を有するものとする。なお、工事に先立ち工事材料承諾願いを提出し、監督員の 承諾を得なければならない。 第2節 使用材料 2.2.1 弁室及び鉄蓋 弁室及び鉄蓋は、表1-1に示す規格に適合するものとする。 表1-1 名 称 規 仕切弁室 仕切弁用鉄蓋 消火栓室 消火栓用鉄蓋 空気弁室 空気弁用鉄蓋 2.2.2 格 材 料 製 作 会 社 仕切弁鉄蓋及びレジコンクリート製 日之出水道機器㈱、クロダイド工業㈱ 下桝仕様書による合格品 旭テック環境ソリュ-ション㈱ 消火栓鉄蓋及びレジンコンクリート製 日之出水道機器㈱ 下桝仕様書による合格品 旭テック環境ソリュ-ション㈱ 空気弁鉄蓋及びレジンコンクリート製 日之出水道機器㈱、クロダイド工業㈱ 下桝仕様書による合格品 旭テック環境ソリュ-ション㈱ その他材料 1.ソフトシール仕切弁は、内外面エポキシ粉体塗装のダクタイル鋳鉄製とした 7.5K 仕様と する。なお、開閉方向は右開き左閉じとする。 フランジ形:JWWA B 120,NS形:JWWA B 120 準拠,EF形:PTC B 22 2.地下式消火栓は、内外面エポキシ粉体塗装のダクタイル鋳鉄製とした空気弁付単口形 7.5 K仕様とする。JWWA B 103 準拠 3.埋設用空気弁は、内外面エポキシ粉体塗装のダクタイル鋳鉄製とした急速フランジ形 7.5 K仕様とする。なお、露出用の場合はSUS304製とする。埋設用:JWWA B 137 4.補修弁は、内外面エポキシ粉体塗装のダクタイル鋳鉄製としたキャップ式ボール弁 7.5 K仕様とする。JWWA B 126 2.2.3 材料の検査 1.工事用材料は、使用前にその品質、寸法について監督員の検査を受け、合格したものとす る。 2.材料検査に際して、請負者はこれに立会う。 3.材料検査に合格したものであっても、使用時になって損傷、変質したときは、新品と取り -2- 替え、再び検査を受ける。 2.2.4 材料の取扱い 1.運搬及び据付には、効率的かつ安全にできるよう十分な能力を有する設備を用い、振動、 衝撃、墜落等により管弁類に損傷を与えてはならない。 2.管の段積みは、各管種の特性に応じて支障のない段数とし、くさび止め、ロ-プ掛けなど で崩落を防がなければならない。なお、長期間にわたって保管する場合にはシ-ト掛けを行 うものとする。 3.ポリエチレン管は、紫外線により物性が低下するため屋内保管を原則とし、一時的に屋外 保管する場合、シ-ト等で直射日光を遮蔽し、熱気がこもらないよう風通しに配慮すること。 4.接合材のゴム輪などは、空気、日光によって劣化するため、直射日光を避けて使用期限内 のものを使用すること。 第3章 第1節 3.1.1 管布設工 施工一般 一般事項 1.管布設の平面位置及び土被りは、設計図により正確に決定し、必要に応じて地下埋設物そ の他障害物を確認(試掘)し、監督員と協議のうえ、布設位置を決定しなければならない。 2.配管中、既設埋設物と交差する場合は、30cm以上の間隔を確保すること。ただし、所 定の間隔が保持できないときは、監督員と協議し、必要な措置を講じなければならない。 また、新設する水道管と既設構造物との離隔寸法を確認し、写真管理を行うこと。 3.設計図又は施工標準図により難い場合は、監督員と協議する。 4.請負者は、工事の着手に先立ち、現場付近の居住者に対し、監督員と協議の上、工事の施 工内容等の「工事のお知らせ」通知文を住民にわかりやすく作成、配布し、十分な協力を得 られるように努めなければならない。 5.工事現場付近で他工事が施行されているときは、お互いに協調して円滑な施工を図らなけ ればならない。 6.不断水連絡工及び不断水バルブ設置工の施工に当たり、既設管がCIP・VP管の場合は 継手位置を確認し、監督員と協議の上、離脱防止金具や防護COにより継手の抜け防止対策 を行うこと。 7.排泥管や給水切替箇所から洗管を行う場合は、濁水の発生を防ぐため、バルブ及び止水栓 を全開にしないこと。 3.1.2 埋戻工 1.埋戻しは、1層仕上げ厚 20cm以下ごとにタンパ等により転圧し、所定の位置に表示シ ートを設置し、現地盤と同等以上の密度となるよう締め固めを行わなければならない。 2.埋戻しに際しては、管その他の構造物に損傷を与えたり、管の移動を生じさせないように 注意して行わなければならない。 -3- 3.管の下端、側部及び埋設物の交差箇所等の埋戻しは特にスコップ等で入念に行い、沈下の 生じないようにしなければならない。 4.管の周囲は保護砂により埋戻さなければならない。又、発生士埋戻しは監督員の承諾を得 た良質士で行うこと。 5.その他の埋戻工については、磐田市土木工事共通仕様書に準じること。 3.1.3 伏越工 1.施工に先立ち、当該管理者と十分協議をし、安全確実かつ迅速に施工できる工程を決定し なければならない。 2.工事施工に際しては、当該施設管理者の指示により必要な防護等を行ない、確実な埋戻し を行わなくてはならない 3.1.4 水道橋架設工 水道橋の架設については、別に特記仕様書を定める場合を除き、次の事項に注意しなければ ならない。 1.架設に先立ち、材料を再度点検し、塗装状況・部品・数量等を確認し、異常があれば監督 員に報告してその指示を受けること。 2.架設に当たっては、事前に橋台・橋脚の天端高及び支間を再測量し、支承の位置を正確に 決め、アンカーボルトを埋込むものとする。アンカーボルトは水管橋の地震時荷重・風荷重 等に十分耐えるよう、堅固に取付けること。 3. 固定支承・可動支承部は設計図に従い、各々の機能を発揮させるよう正確に据付けること。 4.伸縮継手は、正確に規定の遊隙をもたせ、摺動形の伸縮継手については、ゴム輪に異物等 をはさまないよう入念に取付けること。 5.仮設用足場は、作業及び検査に支障のないよう安全なものであること。また、足場の撤去 は監督員の指示により行うこと。 6. 水管橋支承部には絶縁材を挿入して、管と橋台の鉄筋が直接接しないように施工すること。 3.1.5 通水準備工 1.充水に先立ち、全延長にわたり管内を十分清掃し、異物の有無等がないことを確認する。 2.通水に先立ち、管路の異常の有無を確認するとともに、弁栓類に異常がないか事前に点検 する。 3.既設管から通水する場合は、既給水者に影響のないようにし、監督員と十分協議をしなけ ればならない。 3.1.6 既設管との接続 1.接続工事にあたっては、十分な事前調査、配管材料、機材、器具等の準備確認を行い、円 滑な作業ができるように熟練した作業員を配置し、迅速、確実に断水時間内に行わなければ ならない。 2.連絡工事に当たっては、事前に施工日、施工時間及び連絡工事工程表について、監督員と -4- 十分協議する。 3.既設管との接続に伴う断通水の弁操作は事前に監督員と協議して実施するものとする。 4.既設管の切断に先立ち、設計図書に示された管種、管径であることを確認しなければなら ない。 3.1.7 水圧試験 請負者は、配管終了後、継手の水密性を確認するため管内に充水し、管路の水圧試験を行わ なければならない。また、試験前・試験後に監督員へ立会いをもとめること。 1.ダクタイル鋳鉄管、鋼管、ステンレス鋼管及び硬質塩化ビニル管の試験水圧は0.75Mpa で24時間保持し、0.675MPaを下回らないこと。これを下回った場合は、漏水箇所を補 修し、再び水圧検査を行うこと。 2.配水用ポリエチレン管の試験水圧は0.75MPaで5分間放置後、水圧を0.75MPaまで 再加圧する。再加圧後、すぐに水圧を0.50MPaまで減圧しそのまま放置する。放置してか ら1時間後の水圧を確認し、0.40MPa以上あるか否か確認する。0.40MPa未満の場合 は、放置してから24時間後の水圧が0.3MPa未満の場合は漏水有りと判断し、漏水箇所の 補修を行うこと。尚、水圧試験は最後のEF接合終了後、Φ100までは最低30分、Φ150・ 200は最低1時間経過してから行うこと。 3.水圧試験結果については、次に掲げる項目の報告書を作成して監督員に提出すること。 試験水圧、試験年月日、時分、水圧結果、写真 4.適切な水圧測定を行うため、定期的に水圧測定器の検定を実施すること。 3.1.8 不断水削孔工 1.不断水削孔工は既設管に施工するので、迅速かつ正確に施工すること。 2.不断水工事の施工日時については、監督員の承諾を得ること。 3.不断水式割T字管は、既設管に付着した土砂等をきれいに清掃してから取り付けること。 4.ゴムパッキンは片締めにならないよう均等に締付けること。 5. 締付け後に水圧テストを行い、各部から漏水等異常がないことを確認した後、削孔を行う。 試験水圧は 0.75Mpa、計測時間は 10 分以上とし、監督員の確認を受けること。 6.穿孔機の取り付けにあたり、割T字管に余分な応力を与えないよう必要に応じて支持台を 設置すること。 7.穿孔後は、切りくず等を排出するため十分ドレーンを行う。なお、切断片は監督員の確認 を受けること。 3.1.9 管の切断 1.鋳鉄管の切断は、切断機で速やかに、できるだけ管に熱をもたせないように行い、切断部 はダクタイル管用補修スプレーを塗布するとともに、規定の位置に白線を入れること。 また、異形管は切断してはならない。 2.管の切断は、管軸に対して直角に行う。 3.鋼管の切断は、切断部分の塗覆製材を処理したうえ、ガスバーナー又は切断機で切断し、 -5- 管先仕上げは既製管開先に準じて丁寧に仕上げなければならない。 4.石綿セメント管については極力切断を避け、継ぎ手部で取り外すこと。やむを得ず切断等 等を行う場合は、管に水をかけるなど湿潤状態にして、石綿粉じんの発散を防止すること。 その他、運搬、処分に際しては「石綿障害予防規則」(平成 18 年 9 月1日施行)を遵守し、 作業は「水道用石綿セメント管の撤去作業における石綿対策の手引き(平成 17 年 8 月)厚生 労働省健康局水道課」に基づき実施すること。 5.硬質塩化ビニル管の切断は、金槌又は切断機でていねいに行わなければならない。 3.1.10 既設管の撤去 既設管の撤去に当たっては、埋設位置、管種、管径等を確認すること。尚、管を撤去して再 利用する場合は、継手の取り外しを行い、管に損傷を与えないよう慎重に撤去しなければなら ない。 3.1.11 撤去品 撤去した管、弁類、鉄蓋等の処理は設計図書によるが、監督員が処理場所を指定した場合 は、清掃した後、指定場所に運搬しなければならない。 3.1.12 ポリエチレンスリーブ被覆工 1.スリーブの運搬及び保管 ①スリーブの運搬は、折りたたんで段ボール箱等に入れ損傷しないように注意して行うこと。 ②スリーブは、直射日光を避けて保管すること。 2.スリーブの被覆 ①スリーブの被覆は、スリーブを管の外面にきっちり巻付け、余分なスリーブを折りたたみ、 管頂部に重ね部分がくるようにすること。 ②管継手部の凹凸にスリーブが馴染むように施工すること。 ③管軸方向のスリーブ継ぎ部分は、確実に重ね合せること。 ④スリーブの固定は、固定バンドを用いて固定し、管とスリーブを一体化すること。 ⑤既設管、仕切弁等はスリーブを切り開いて、シート状に施工すること。 3.1.13 管弁類の取扱い 1.鋳鉄管の取扱いについては、次の事項を厳守しなければならない。 ①管を積み下ろしする場合は、台捧等を使用し巻き下ろしするか、又はクレーン等で 2 点吊 りして行うこと。 ②運搬又は巻き下ろしする場合は、クッション材を使用し、管を損傷させないよう十分注意 すること。 ③管軸方向の移動に当たっては、鉄パイプ・木棒等を管端に差込み、内面塗装及びモルタル ライニングに損傷を与えるような取扱いをしないこと。 ④保管に当たっては、歯止めを当て、十分に安全を期すること。 ⑤屋外に保管する場合は、管端部分をシートで覆う等の管内汚染防止の措置を講ずること。 -6- 2.鋼管及びステンレス管の取扱いについては、次の事項を厳守し、塗覆装面及び開先に絶対 に損傷を与えてはならない。 ①管を吊す場合は、布製バンド又はゴムで被覆したワイヤロープ等安全な吊り具を使用し、 覆装部を保護するため原則として両端の非塗覆装部に台付けをとる 2 点吊りにより行うこと。 ②管の支持材・すのこ等は、据付け直前まで取外さないこと。 ③小運搬に当たっては、管端の非塗装部の防護用の当て材を介して支持し、吊り具を掛ける 場合は塗装面を傷めないようにゴム管等に入れること。 ④管の内外塗装面上を直接歩かないこと。やむを得ない場合は、ゴムマットを敷く等の保護 措置を講ずること。 ⑤管の保管に当たっては、内外面の塗覆装を傷めないよう太鼓落とし又は角材等の上に慎重 に置くこと。また移動しないよう歯止め等を施し、保安に十分注意すること。なお、屋外に 保管する場合は、管端部分をシートなどで覆うこと。 3.ポリエチレン管の取扱いについては、次の事項を厳守しなければならない。 ①ポリエチレン管の運搬の際は慎重に取扱い、放り投げたりしないこと。 ②保管場所は、なるべく風通しの良い直射日光の当らない所を選ぶこと。 4.弁類の取扱いについては、次の事項を厳守しなければならない。 ①弁類の取扱いは、台棒・角材等を敷いて、水平に置き、直接地面に接してばならない。 また、吊上げの場合は、損傷を与えない位置に台付けを確実にすること。 ②保管に当たっては、直射日光やほこり等を避けるため屋内に保管する。やむを得ず屋外に 保管する場合は、必ずシート類で覆い保護すること。 3.1.14 管の据付 1.管の据付けに先立ち、十分管体検査を行い、亀裂やその他の欠陥がないことを確認しなけ ればならない。 2.管の吊込みに当たって、土留用切梁を外す場合は必ず適切な補強を施し、安全を確認のう え施工しなければならない。 3.管の布設は、原則として低所から高所に向けて行い、受口のある管は受口を高所に向けて 配管しなければならない。 4.管の据付けに当たっては、管の内部を十分清掃し、水平器、型板、水糸等を使用し中心線 及び高低を確定して正確に据付けること。また、管体の表示記号を確認するとともに、ダク タイル鋳鉄管の場合は、受口部分に鋳出してある表記記号のうち、管径、年号を上に向けて 据え付けなければならない。 5.管では、一定以上の角度をとってはならない。 6.既設埋設管や構造物との離隔については、交差箇所で原則直角横断とし、離隔 30cm 以上 確保すること。また、平行布設については、水平・高さとも離隔30cm以上確保すること。 ただし、重要な埋設管や構造物との離隔については、監督員と協議し決定しなければならな い。 7.管の据付けには、管に影響を与えないよう床付け面を仕上げ、必要に応じて砂を敷き、又 は枕木を並べる等の処置をしなければならない。 -7- 8.管の据え付けに当たっては、排水設備等を十分に設け、管内に土砂、汚水等が流入しない ようにしなければならない。 9.1日の布設作業完了後は、管内に土砂、汚水等が流入しないようゴム製管蓋、又は木蓋等 で管末端を塞がなければならない。また、管内にウエス・工具類・矢板等を置き忘れないよ う注意すること。 10.さや管内へ管をずり込むときは、さや管と管が接触し、塗装面を損傷しないようにそり状 の金具を取り付ける等十分注意しながら据え付けなければならない。 11.さや管内をエアモルタル等で充填する場合は、全延長にわたり、管周囲に均等に充填しな ければならない。 3.1.15 栓・帽の取外し 1.栓止めした管を掘削する前に、手前の仕切弁・バルブが全閉か確認する。 2.既設管には、水の有無にかかわらず内圧がかかっている場合があるので、栓の正面には絶 対立たない。 3.ボルト・ナットが腐食している可能性もあるので、必要に応じて栓の抜け出し防護対策を行 う。 4.栓の取外し及び防護の取壊しには、空気抜用ボルト(プラグ)を慎重に外して空気及び水 を抜き、内圧がないことを確認した後、注意して取外す。 第2節 3.2.1 管の接合 NS形ダクタイル鋳鉄管の接合 1.直管接合(呼び径75~450) 図1-1 NS管の接合 ①継手の接合部分及び必要な器具・工具を点検し、確認する。 ②管のメーカーマークを上にして、管を所定の位置に静かに吊り降ろす。その際、受口と挿 し口は一直線上に設置すること。 ③受口溝の異物をドライバー等で取除き、挿し口外面の端面から約30cmの間及び受口内面 に付着している油・砂・滑剤・その他の異物もきれいに取除く。さらに、ゴム輪の当たり面 に付着した水も拭取る。 ④所定の受口溝にロックリングとロックリング心出しゴムが正常な状態にあるか目視及び手 で確認する。 ⑤ゴム輪を清掃し、ゴム輪を受口内面の所定の位置に装着する。この時、ゴム輪がNS形用か を表示マークで必ず確認する。 ⑥滑剤はダクタイル管継手用滑剤を使用し、ゴム輪の内面及び挿し口外面のテーパー部から -8- 白線までの範囲にムラなく塗布する。なお、滑剤はゴム輪のセット前に受口内面に塗らない こと。 ⑦挿し口側の管をクレーンなどで吊った状態で受口にあずける。このとき2本の管が一直線 になるようにする。なお、挿し口側の管は地面から離した状態にしておく。 ⑧レバーホイスト又は油圧ポンプを操作し、ゆっくりと挿し口を受口に挿入する。その場合、 挿し口外面に表示してある2本の白線のうち挿し口端面側の白線の幅の中に受口端面を合わ せる。 ⑨受口と挿し口の隙間に薄板ゲージを差し込み、その入り込み量を測定する。 ⑩ゲージ入り込み量が他の部分に比べて異常に大きい場合は、継手を解体して点検する。 ⑪接合作業はその都度必要事項をチェックシートに記入し、後日監督員に提出しなければな らない。 2.異形管接合(呼び径75~250) 図1-2 NS形異形管(呼び径75~250)の接合 ①屈曲防止リングが受口内面に飛び出していないことを確認する。 ②挿し口を受口へ挿入する前に、異形管受口端面から受口奥部までののみ込み量の実測値を 挿し口外面全周又は円周4箇所に、挿し口の挿入量として白線で明示する。 ③屈曲防止リングが全周にわたって屈曲防止用突部に当たるまで締付ける。 3.異形管接合(呼び径300~450) 図1-3 NS形異形管(呼び径300~450)の接合 ①所定の受口溝にロックリングとロックリング心出しゴムが正常な状態にあるか目視及び手 で確認する。 ②挿し口を受口へ挿入する前に、異形管受口端面から受口奥部までののみ込み量の実測値を 挿し口外面全周又は円周4箇所に、挿し口の挿入量として白線で明示する。 ③挿し口にゴム輪・バックアップリングを預け入れておく。 ④ロックリング分割部に拡大器具をセットし、ストッパーが挿入できる幅になるまでロック リングを拡大する。 ⑤挿し口側の管をクレーン等で吊った状態で受口に預ける。このとき2本の管が一直線にな るようにする。なお、挿し口側の管は地面から離した状態にしておく。 -9- ⑥現地で挿し口に明示した白線が、受口端面の位置まで挿入されていることを確認したらス トッパーを引抜く。 ⑦挿し口もしくは受口をできるだけ大きく上下左右前後に振り、継手が抜出さないか確認す る。 ⑧バックアップリングを受口と挿し口の隙間に挿入する。 ⑨ゴム輪外面に滑材を塗り、受口と挿し口の間に手で押込む。 ⑩押輪の分割部分にT頭ボルトを挿入し、ナットを入れて押輪を一体化する。 ⑪仮締付けは、全周均等にボルトを取付け、襖を使用して押輪の小出しを行い、受口と押輪 の間隔が全周にわたって均一になるように少しずつ締付ける。その後、トルクレンチにより 手順に従って標準トルクで一周締める。ボルト(M20)の標準締付けトルクは、100N・mと する。 4.継輪の接合 (1)一方から順次配管していく場合 ①先行管と後続管の挿し口にゴム輪・バックアップリングを預ける。 ②ロックリングとロックリング心出しゴムが正常な状態にあるか目視及び手で確認する。 ③継ぎ輪を接合器具を用いて先行管に引込む。なお、呼び径300~450の場合は、拡大器具 とストッパーを用いて接合する。 ④後続管を据付けた後、接合器具で継ぎ輪に引込む。 ⑤挿し口に引かれた端面より遠い白線と受口端面の間隔を表1-4のL'に合わせて、継ぎ輪 の位置を決める。 ⑥押輪・ゴム輪・バックアップリング・ボルトを異形管と同じ要領で接合する。 (2)せめ配管(結び配管)の場合 ①先行管と後続管の挿し口にゴム輪・バックアップリングを預ける。 ②継ぎ輪の後続管側受口のロックリングとロックリング心出しゴムを取外しておく。 ③継ぎ輪を接合器具を用いて先行管の挿し口側に引込み、継ぎ輪をスライドさせる。なお、 呼び径300~450の場合は、拡大器具とストッパーを用いて接合する。 ④後続管の挿し口にゴム輪・バックアラブリングを預ける。 ⑤後続管を据付け、その際、両挿し口間隔を表1-2のy1寸法にとる。 ⑥ロックリングとロックリング心出しゴムをセットする。 ⑦継ぎ輪を接合器具を用いて、後続管に引込む。 ⑧押輪・ゴム輪・バックアップリング・ボルトを異形管受口と同じ要領で接合する。 表1-2 継ぎ輪の位置 - 10 - 5.メカニカル継手の接合 継手は、必ず定期的に検定を受けたトルクレンチを使用し、表 1-3のトルクまで締め付け なければならない。 表1-3 締め付けトルク 3.2.2 管径(mm) ボルトの呼び トルク(N・m) 75 M16 60 100~450 M20 100 GX形ダクタイル鋳鉄管の接合 1.直管接合(呼び径75~400) 図1-4① GX管の接合 直管の場合には、専用の接合器具を使用する。 ①継手の接合部品及び必要な器具、工具を点検し、確認する。 ②管のメーカーマ-クを上にして所定の位置に静かに吊り下ろす。 ③管の受口溝とゴム輪の当り面及び挿口外面の異物除去と清掃を行う。 ④ロックリングとロックリングホルダの確認を行う。 ⑤ゴム輪を清掃し、受口内面の所定の位置に装着する。 ⑥ゴム輪の内面と挿口外面のテーパー部から白線までダクタイル鉄管継手用潤滑剤を塗布す る。 ⑦管をクレ-ンなどで吊った状態にして挿口を受口に預ける。この時、2本の管の角度は2° 以内となるようにする。 ※曲げ角度の測定方法は「GX形ダクタイル鉄管接合要領書」参照 ⑧接合器具をセットし、レバ-ホイストを操作して挿口を受口に挿入し、白線Aが受口にく るようにあわせる。 ⑨GX形用チェックゲ-ジ等でゴム輪が所定の位置にあることを確認し、チェックシートに 記入する。 2.異形管接合(呼び径75~400) 図1-4② GX異形管の接合 - 11 - ①管に受口内面と挿口外面の異物除去と清掃を行う。 ②接合部品(押輪及びゴム輪)を挿口へ預け入れる。 ③受口内面、挿口外面、ゴム輪外面に滑剤を塗布する。 ④挿口を受口に挿入する。 ⑤ストッパーを取り外す。 ⑥挿し口突部がロックリングを通過しているか確認する。 ⑦ゴム輪、押輪をT頭ボルト・ナットで締め付ける。T頭ボルト・ナットの締め付けにはイ ンパクトレンチを使用する。 ⑧押輪の施工管理用突部と受口端面がメタルタッチになっていることを確認する。 3.継輪接合(呼び径75~400) (1)一方から順次配管していく場合 ①挿し口外面の端面から約30cmの間に付着している油、砂、滑剤、その他の異物をきれい に取り除く。また、押輪およびゴム輪を清掃する。 ②先行管と後続管の挿し口に押輪およびゴム輪を向きに注意してセットする。 ③継ぎ輪の両側のロックリングおよびストッパーが正常な状態にあるか目視および手で触っ て確認する。異常が確認された場合は再度セットする。 ④継ぎ輪を先行管に預け入れ、先行管側のストッパーを引き抜き、ロックリングを先行管の 外面へ抱きつかせる。 ⑤後続管を継ぎ輪に挿入し、後続管側のストッパーを引き抜き、ロックリングを後続管外面に 抱きつかせる。 ⑥挿し口白線Bと受口端面の間隔を表1-3のL´にあわせて、継ぎ輪の位置を決める。 表1-3 挿し口白線Bと受口端面の間隔 呼び径 L'(mm) 75 90 100 95 150 110 200 120 250 120 300 135 400 150 ⑦押輪、ゴム輪、T頭ボルトおよびナットを異形管と同じ要領で接合する。T頭ボルト・ナ ットの締め付け完了後、押輪の施工管理用突部と受口端面に隙間がない事を隙間ケージで確 認する。 (2)せめ配管(結び配管)の場合 ①先行管と後続管の中心が合っていることを確認する。先行管と後続管の中心があっていな い場合、継ぎ輪を複数個使用して配管する。 ②挿し口外面の端面から約60cmの間に付着している油、砂、滑剤、その他の異物をきれい に取り除く。また、押輪およびゴム輪を清掃する。 - 12 - ③先行管の挿し口に押輪、ゴム輪をセットする。押輪、ゴム輪の向きなどに注意して挿し口 にセットする。 ④継ぎ輪を先行管の挿し口側へ預け入れ、継ぎ輪をスライドさせる。先行管側のストッパー を引き抜き、ロックリングを先行管の外面へ抱きつかせる。 ⑤後続管の挿し口に押輪およびゴム輪をセットする。 ⑥後続管を据え付ける。その際、両挿し口端の間隔を表1-4のyl寸法になるように後続 管の長さをあらかじめ調整する。 表1-4 両挿し口端の間隔 呼び径 y1(mm) 75 190 100 200 150 240 200 250 250 250 300 300 400 300 ⑦継ぎ輪を後続管に預け入れ、後続管側のストッパーを引き抜き、ロックリングを後続管の 外面へ抱きつかせる。 ⑧押輪、ゴム輪、T頭ボルトおよびナットを異形管と同じ要領で接合する。 4.P-Linkの取り付け ①接合部品及び必要な器具、工具を点検し、確認する。 ②管を所定の寸法に切断する。 ③切断面をダクタイル鉄管切管鉄部用塗料で塗装する。 ④P-Linkへの挿入量を白線等で明示する。 ⑤レバ-ホイストで切管をP-Linkへ挿入する。 ⑥押しボルトを所定の締め付けトルク100N・mで締め付けて切管を固定する。 ※P-Linkの取付方法の詳細は、「JDPA W 16 GXダクタイル鉄管接合要領書」参照 5.G-Linkの取り付け ①接合部品及び必要な器具、工具を点検し、確認する。 ②管を所定の寸法に切断する。 ③切断面をダクタイル鉄管切管鉄部用塗料で塗装する。 ④異形管の接合要領で切管を異形管に接合する。 ⑤押しボルトを所定の締め付けトルク100N・mで締め付けて切管を固定する。 ※G-Linkの取付方法の詳細は、「JDPA W 16 GXダクタイル鉄管接合要領書」参照 3.2.3 フランジ継手の接合 1.フランジ接合面は、錆・塗装・その他の異物をワイヤブラシ等でよく取除き、溝部をよく 出しておかなければならない。 - 13 - 2.ゴムパッキンは、移動が生じないよう固定しながら両面を密着させ、ボルトを片締めにな らないよう全周を通して均等に締付けなければならない。 3.2.4 配水用ポリエチレン管の接合(EF接合) 1.端から規定の差込み長さの位置に標線を記入する。 2.専用のスクレーパを使用して管端から標線の間まで、管表面を切削する。 3.切削面を、エタノール等を浸み込ませたペーパータオル等で清掃する。 4.ソケットに管を挿入し、クランプで固定する。 5.融着データを入力し、コントローラの電源を入れ通電する。 6.ソケットのインジケータが左右とも隆起していることを確認する。 7.規定の時間放置冷却して融着完了。 表1-5 呼び径(mm) 50 冷却時間(分) 5 75 100 150 10 200 15 8.雨天作業中のEF接合は、行わないこと。 9.継手とコントローラの適合を確認する。 10.管路内への通水は、最後のEF接続終了後、呼び径50、75、100のEF継手の場合 は30分、呼び径150、200のEF継手の場合は1時間以上経過した後に行う。 ※詳細は、「配水用ポリエチレンパイプ協会発行 施工マニュアル」参照 3.2.5 ポリエチレン管の接合 ポリエチレン管の接合は、金属継手等を使用する。 1.金属継手(ワンタッチ式継手)による接合 ①切管は管軸に直角に切断し、管厚の3/4程度挿し口の面を取る。 ②接合前にソケット部受け口の O リング、ウェッジリングの有無、傷、ねじれ等を確認する。 ③ソケット部の受け口長さを、管にマーキングし、挿し込み後確認する。 ④解体しソケットを再使用する場合は、O リング、ウェッジリングを取替える。 2.金属継手(メカニカル継手)による接合 ①継手は、管種(1種・2種)に適合したものを使用する。 ②インコアが入りやすいように内面の面取りを行う。 ③継手を分解し、管に袋ナット、リングの順にセットする。 ④インコアを管に、プラスチックハンマー等で根元まで十分にたたき込む。 ⑤管を継手本体に差し込み、リングを押し込みながら袋ナットを十分に締め付ける。 ⑥締付けは、パイプレンチ等を2個使用し、確実に行わなければならない。 3.2.6 アラミドがい装ポリエチレン管の接合 1.継手加工しようとする任意の位置で管を切断する。切断は金切鋸、電動丸鋸、チェ-ンソ ウなどで行う。 - 14 - 2.継手加工に必要な長さで防食層を除去する。防食層切断長さは継手図による。 3.防食層に沿って、補強テ-プ(ガラス繊維)を2~3周、強固に巻き付ける。巻き付け方 向は、アラミドテープと同じ方向とする。 4.導管先端をスクレーパにて面取りを行い、ポリエチレン管のバリを落とす。尚、直角が公 称径の5%以上ずれがある場合は、先に先端部の仕上げ処理を行う。 5.挿入標線を記入する。ソケットの長さの1/2を油性マジックでマーキングする。 6.切削面(ソケット融着範囲)を油性マジックにてマーキングする。 7.スクレーパでマジックが完全に消えるまで切削を行う。 8.ペ-パ-タオルに無水エタノールを含ませ管融着面及びEFソケット内面を丁寧に拭き取 る。特に油分の付着は充分留意して除去する。 9.ベース板をクランプに取付けた後、EFソケットを中心に管を所定の位置(挿入線)まで 差込んで固定する。 10.EFコントロ-ラ-をセットする。 ①適合容量の発電機に接続する。発電機は事前に始動しておく。 ②コントロ-ラ-本体に通電ケーブル、バーコード端子を接続する。 ③コントロ-ラ-の電源を入れ、融着前点検をする。 ④ディスプレイに【セツゾク】と表示された後、出力端子とターミナルピンを接続する。 ⑤出力端子に接続後、VALIDボタンを一度押す。 ⑥EFソケットに貼り付いている白い部分をバーコードペンで読み取り、VALIDボタン を一度押す。 ⑦ディスプレイに継手の融着条件が表示された後、VALIDボタンを一度押す。 ⑧通電が開始され時間がカウントダウンされるので、正常に0までカウントされる事を確認 する。 ⑨通電完了後、ディスプレイが切替り、冷却時間が表示されるので、継手バーコード部の冷 却時間表示とディスプレイ時間を確認する。 ⑩所定の冷却時間を確実に保持するため、通電完了後、継手表面にホワイトマーカ-等にて 通電終了時間と冷却時間を記入する。時間記入後、RESETボタンを一度押し、端に無理 な力がかからない様に、ゆっくりと抜く。 ⑪融着完了後、インジケーター(2箇所)が降起して、正常に融着作業が行われていること を確認する。降起が確認されない場合、融着異常の可能性があるので切断の上、新たなEF ソケットにより再融着を行う。 11.前処理でアラミドテープを除去した部分にガラス繊維テープを巻きつけて管の補強を行う。 12.管防食としてEFソケットを含む継手周辺に熱収縮チューブを挿入し、ガラスバーナーに て炙りながら収縮させて管と密着させる。 3.2.7 鋼管の接合(ねじ付け) 1.接合の先立ち、管及びねじ部の油除去等の清掃をするとともに、損傷のないことを確認 する。 2.ねじ込みは、接合部に液状シール材塗布等により入念に行い、防錆処置も確実に行わなけ - 15 - ればならない。 3.切断面を金タンピン、やすり等で修正し、オスター等のねじ切り機械で正確にねじ切りを 行わなければならない。ねじ切りの際、ねじ山が破損したものは使用してはならない。 第3節 鋼管溶接塗覆装工 3.3.1 一般事項 1.溶接方法、溶接順序、溶接機、溶接棒等の詳細について、着手前に監督員に報告する。 2.溶接作業に先立ち、これに従事する溶接士の経歴書、写真及び資格証明書を提出する。 3.溶接作業に当たっては、火災、漏電等について十分な防止対策を講ずる。 4.溶接開始から塗覆装完了まで、接合部分が浸水しないようにする。 5.溶接作業中は、管内塗装面を傷めないよう十分防護措置を施し、作業者歩行についても十 分注意させる。 6.溶接作業中の溶接ヒュームは、適切な換気設備により十分な除去対策を講ずる。 7.塗覆装方法、順序及び器具等の詳細について、着手前に監督員に報告する。 8.塗覆装施工に先立ち、これに従事する塗装工の経歴書を提出する。なお、塗装工は、この 種の工事に豊富な実務経験を有する技能優秀な者とする。 9.塗覆装作業に当たっては、周囲の環境汚染防止に留意するとともに「有機溶剤中毒防止規 則」及び「特定化学物質等障害予防規則」に基づき十分な安全対策を講ずる。 10.溶接及び塗装作業のため、踏み台又は渡し板を使用する場合は、塗装を傷めないよう適当な 当てものをする。 11.塗装面上を歩くときは、ゴムマットを敷くか、またはきれいなゴム底の靴・スリッパ等を 使用する。 12.鋼管に使用する塗覆装は、原則として表1-6による。 表1-6 鋼管に使用する塗覆装 内外面区分 使 用 す る 塗 覆 装 規 格 等 水道用液状エポキシ樹脂塗料塗装方法 JWWA K135 水道用無溶剤形エポキシ樹脂塗料塗装方法 JWWA K157 水道用タールエポキシ樹脂タールエポキシ樹脂塗料塗装方法 JWWA K115 水道用鋼管アスファルト塗覆装方法 JIS G3491 水道用ポリウレタン被覆装方法 JWWA K151 水道用ポリエチレン被覆装方法 JWWA K152 水道用ジョイントコート JWWA K153 鋼管内面 鋼管外面 3.3.2 アーク溶接 1.溶接士の資格 従事する溶接士は、JIS Z 3801(手溶接技術検定における試験方法及び判定基準)、 JIS Z 3821(ステンレス鋼溶接技術検定における試験方法及び判定基準)または、これ と同等以上の有資格者であること。 - 16 - 2.溶接棒 ①溶接棒は、JIS Z 3211(軟鋼用被覆アーク溶接棒)に適合するもので、次のいず れかを使用する。 D4301(イルミナイト系)、D4303(ライムチタニア系) D4311(高セルローズ系)、D4316(低水素系) ②ステンレス鋼およびステンレスクラッド鋼の場合は、JIS Z 3221(ステンレス鋼 被覆アーク溶接棒)、JIS Z 3321(溶接用ステンレス鋼溶加棒及びソリッドワイヤ) に適合するもので、母材に合わせて次のいずれかを使用する。 D308、D309L、D309、D310、D316L、D316、Y308、Y316、Y309 ③溶接棒は、常時乾燥状態に保つよう適正な管理を行い、湿度の高い掘削溝中に裸のままで 持ち込まない。特に、低水素系の溶接棒は恒温乾燥器中に300℃前後で1時間以上保持した 後、適切な防湿容器に入れて作業現場に持ち込み、これより1本づつ取り出して使用する。 3.溶接 ①溶接部は十分乾燥させ、錆その他有害なものは、ワイヤブラシその他で完全に除去し、清 掃してから溶接を行う。 ②溶接の際は、管の変形を矯正し、管端に過度の拘束を与えない程度で正確に据付けて、仮 付け溶接を最小限度に行う。本溶接の場合は、仮付けを完全にはつり取る。なお、溶接に伴 い、スパッタが塗装面を傷つけないよう適切な防護をする。 ③ビードの余盛りは、なるべく低くするように溶接し、最大4mmを標準とする。 ④本溶接は、溶接部での収縮応力や溶接ひずみを少なくするために、溶接熱の分布が均等に なるような溶接順序に留意する。 ⑤溶接を開始後、その一層が完了するまで連続して行う。 ⑥溶接は、各層ごとにスラグ、スパッタ等を完全に除去、清掃した後に行う。 ⑦両面溶接の場合は、片側の溶接を完了後、反対側をガウジングにより健全な溶接層までは つり取った後に溶接を行う。 ⑧屈曲箇所における溶接は、その角度に応じて管端を切断した後、開先を規定寸法に仕上げ てから行う。中間で切替を使用する場合もこれに準じて行う。 ⑨雨天、風雪時又は厳寒時は、原則として溶接をしない。ただし、適切な防護設備を設けた 場合又は溶接前にあらかじめガスバーナ等で適切な予熱を行う場合は、監督員と打合せのう え、溶接をすることができる。 ⑩溶接作業は、部材の溶込みが十分に得られるよう、適切な溶接棒、溶接電流及び溶接速度 を選定し欠陥のないように行う。 ⑪溶接部には、検査において不合格となる次のような欠陥がないこと。 ア.割れ イ.溶込み不足 ウ.ブローホール エ.スラグ巻込み オ.融合不良 力.アンダーカット - 17 - キ.オーバーラップ ク.極端な溶接ビードの不揃い ⑫現場溶接は、原則として、一方向から逐次行う。 ⑬仮付け溶接後は、直ちに本溶接することを原則とし、仮付け溶接のみが先行する場合は、 連続3本以内にとどめる。 ⑭既設管との連絡又は中間部における連絡接合は、原則として伸縮管又は鋼継輪で行う。 3.3.3 炭酸ガス・アーク半自動溶接 1.溶接士の資格 溶接作業に従事する溶接士は、JIS Z 3841(半自動溶接技術検定における試験方法 及び判定基準)または、これと同等以上の有資格者であること。 2.軟鋼溶接用ワイヤ及び使用ガス 炭酸ガスアーク溶接に使用するワイヤについては、JIS Z 3312(軟鋼及び高張力鋼 用マグ溶接ソリッドワイヤ)に準拠して行う。 ①ワイヤは、JIS Z 3312に適合するもので、次のいずれかを使用する。 YGW11、YGW12、YGW13、YGW14、YGW15、YGW16、YGW17 ②フラックス入りワイヤ及びノーガス用ワイヤは、JIS Z 3313(軟鋼、高張力鋼及 び低温用鋼用アーク溶接フラックス入りワイヤ)に適合するもので次のいずれかを使用する。 1種 YFW11~14 2種 YFW21~24 ③ワイヤは、常時乾燥状態に保ち、水滴、錆、油脂、ごみ、その他有害物が付着しないよう 管理する。 ④溶接に使用する炭酸ガスは、JIS K 1106(液化炭酸ガス)の第2種又は第3種とす る。アルゴン又は酸素を併用する場合は、JIS K 1105(アルゴン)又はJIS K 1 101(酸素)を使用する。なお、その他のガスを使用する場合は、あらかじめ監督員に報 告する。 3.溶接 溶接は、原則として、3.3.2アーク溶接の3に準ずるとともに次による。 ①炭酸ガス、アルゴン等のボンベは、作業上支障とならない場所に垂直に置き、かつ、衝撃、 火気等に十分注意して管理する。 ②溶接機の設置又は移動に際しては、鋼管内面塗装を損傷しないよう十分注意する。 ③溶接電流、アーク電圧、ガス流量等は、この種の条件に最適なものである。 ④溶接作業中は、溶接ヒュームの発生量が、アーク溶接より多いので、作業継続時間と換気 には十分注意する。 3.3.4 塗覆装の前処理 溶接終了後、塗覆装に当たっては鋼面との密着を良くするため、JIS G 3491(水道用 鋼管アスファルト塗覆装方法)、以下の前処理を行う。 1.鋼面の清掃 ①鋼面は、清浄かつ乾燥した状態にする。 - 18 - ②スラグ、スパッター及び溶接ビード部分の塗装に有害な突部などを電動サンダー、グライ ンダー、ワイヤブラシ、その他適当な器具で取り除いて、鋼面をなるべく滑らかに仕上げる。 ③鋼面に付着している油分、ほこりその他の異物は、ワイヤブラシ等を用いて除去する。 ④工場塗装と現地塗り重ね部はディスクサンダー、サンドペーパーで目荒らしを行い、表面 を粗にすると共に、工場塗装端部はテーパーをつける。 3.3.5 アスファルト塗覆装 この作業は、原則としてJIS G 3491(水道用鋼管アスファルト塗覆装方法)に準拠し て行う。 1.アスファルトプライマー ①プライマーの主成分は、針入度20~40のブローンアスファルトとし、ベンゾールその他 の有害物を含まない。 ②プライマーの指触乾燥時間は3時間以内とする。 ③プライマーは、原則とし、その管の工場塗装に使用したのと同じ製品である。 2.アスファルト ①塗覆装に使用する塗料は、JIS G 3491の規格に適合するブローンアスファルトで、 原則として、その管の工場塗装に使用したものと同じ製品とする。 ②塗料の針入度は、次の範囲で適当に選ぶ。 第1回 塗装20~30、30~40、覆装 10~20 3.塗覆装材 塗覆装用いる材料は、JIS G 3491の規格に適合するものとする。 4.塗覆装 ①プライマーは、可使時間内に使用する。 ②プライマー塗装時、鋼面に湿気のある場合は、赤外線ランプ、熱風装置、その他の方法で 乾燥させ、直ちに塗装する。 ③プライマーは、刷毛塗り又はスプレー塗りで行い、塗り過ぎ、たれ、塗り残しがなく、特 に溶接ビード部分は塗り溜りがない。なお、工場塗覆装部の末端が汚れている場合には、こ の部分を切り取った後、プライマーを塗装する。 ④プライマーの塗装量は、工場塗装に再塗装する場合は35~55g/㎡、劣化プライマーを 除去した場合は70~110g/㎡とする。 ⑤プライマー塗装後、アスファルトを塗装までの間隔は約4時間以上とし、5日を超えたとき は、プライマーを最初の半量程度再塗装する。 ⑥プライマー塗装後は、雨、ほこり、アスファルトの飛沫が付かないように塗装面を保護し、 もしこれらが付着したときは、塗装する前にプライマーを損傷しないように拭きとるか又は よく掻きとっておく。 ⑦アスファルトの溶融装置は、温度が均等に上昇しかつ清掃しやすい構造とし、原則として 自記温度計、脱煙、脱臭装置を備えたもので、移動に便利なものである。 ⑧アスファルトの溶融温度は、次の範囲とする。 塗装温度 170~230℃ 最高溶融許容温度 250℃ - 19 - ただし、各温度における加熱許容時間は表1-7の限度を超えない。 表1-7 アスファルト加熱許容時間 アスファルトの温度(°C) 加熱許容時間(h) 200未満 36 200以上 24 ⑨アスファルトを再使用する場合で、溶融して残ったもの又は一度塗装してはぎとったもの を混入するときは、試験を行う。ただし、新しいアスファルトとの混合率が30%以下であれ ば、試験を省略することができる。 ⑩溶融層は、必要に応じ、空にして清掃し、そのときの内容物は全部廃棄する。 ⑪アスファルト塗装時、プライマー塗装面に湿気のあるときは、プライマーに無害な方法で 乾燥し、直ちにアスファルトを塗装する。 ⑫アスファルトは、均一な厚さになるように手早く塗装し、その後表面を加熱しながら平滑 に仕上げる。 ⑬塗装作業は、下向きで行う場合は、少量のアスファルトを流し塗りし、こけ又はへらで塗 りひろげ、所定の厚さになるように平滑に仕上げ、横向き又は上向きの場合は、刷毛塗りは 少なくとも2回行い、1塗りごとに塗膜を重ね合わせるようにする。ただし、布設現場塗装部 と工場塗装部との継ぎ目は、両者がよく密着するよう工場塗装部をトーチランプなどで加熱 しながら、塗膜を重ね合わせ、表面をこてで平滑に仕上げる。この際塗膜の表面は加熱し過 ぎないように注意する。 ⑭溶接部の塗装は、溶接ビード部分の中心線を最高とし、なだらかに仕上げる。 ⑮外面塗覆装は、覆装材にアスファルトを含浸させ、これを管軸にほぼ直角に入念に巻き付 けるか、又は覆装材を巻き付けてからアスファルトを注加するかのいずれかの方法による。 ⑯塗覆装は、管によく密着し、実用上平滑で有害なふくれ、へこみ、しわ、たれ、突起物、 異物等の混入などがなく、塗り残し及びピンホールがないようにする。 ⑰アスファルト溶融槽から手塗り用容器にアスファルトを移すには、ひしゃくを用いるか、 溶融槽に付けた注ぎ口から移し、溶融アスファルト中に容器を直接入れて汲み取らない。 3.3.6 タールエポキシ樹脂塗装 この塗装は、JIS K 115(水道用タールエポキシ樹脂塗料塗装方法)に準拠して行う。 1.塗料 ①請負者は、塗料製造業者から塗料性状の明示を受け、塗装管理にあたるとともにその性状 表を監督員に提出する。 ②請負者は、塗料製造業者あるいは塗装業者に対し、製造ロットごとにJWWA K 115 に規定する試験方法により試験を行わせ、その成績表を監督員に提出する。 2.塗装 ①塗装の厚さは、JWWA K 115の3.5に準拠する。 ②塗料は、混合調整に先だち塗料製造業者の指定する有効期限内にあること及び塗装条件に 適合することを確かめ、所定の混合比になるよう主剤と硬化剤とを攪拌機、へら等により十 - 20 - 分攪拌する。 ③混合した塗料は、指定された可使時間内に使用するものとし、これを経過したものは使用 してはならない。 ④塗装作業は、刷毛塗り、ハンドスプレーなどを用いて、縦・横に交差させながら行う。ま た、ハンドスプレーで塗装を行う場合は、被塗装物に適合したノズルのチップ角度を選び、 鋼面の吹き付け圧力が適正になるように鋼面とノズルとの距離を保つ。 ⑤塗装は、異物の混入、塗りむら、ピンホール、塗りもれ等がなく、均一な塗膜が得られる ように行う。 ⑥塗り重ねをする場合は、塗料製造業者の指定する塗装間隔(時間)で塗装し、層間剥離が おきないようにする。この場合、同一塗料製造業者の製品を重ね塗りすることを原則とする。 ⑦工場塗装と現場塗装の塗り重ね幅は20mm以上とし、工場塗装の表面は、電動サンダー、 シンナー拭き等で目荒しにし、層間剥離の起きないよう十分注意する。 ⑧塗装作業は、原則として、気温5℃以下のとき相対湿度80%以上のとき、降雨、強風等の ときは行わない。 ⑨塗り重ね部分以外の工場塗装面に塗料が付着しないように適切な保護をする。 ⑩塗装作業終了から通水までの塗膜の養生期間は、原則として完全硬化乾燥時間以上とする。 3.3.7 液状エポキシ樹脂塗装 1.一般事項 水道用液状エポキシ樹脂塗料及び塗装方法は、設計図書に示されたものを除き,JWWA K 135(水道用液状エポキシ樹脂塗料塗装方法)に準拠する。 2.塗装 (1)下地処理 ①溶接によって生じた有害な突起があるときは、グラインダ、ディスクサンダ等の電動工具 を用いて平滑に仕上げる。 ②ちり、ほこり、どろ等が付着しているときは、きれいな綿布で除去し清掃する。 ③.水分が付着しているときは、乾いた綿布で拭き取った後に乾燥させる。 ④溶接部は、スパッタ、溶接部の熱影響によって生ずるビートスケール及び溶接酸化物等を、 ブラスト、サンダ等で除去し、清掃する。前処理の程度は、国際規格ISO 8501-1(塗 料及び関連製品を塗装する前の鋼被塗物の調整一表面洗浄度の視感評価一第1部:未塗装鋼 材及び旧塗膜全面剥離後の鋼材のさび度及び調整等級)のSa2 1/2以上とする。 ⑤付着した油分は、溶剤で布等を用いて完全に除去する。 ⑥溶接によって損傷した部分の塗膜は、サンダ等より除去する。除去部分周辺の損傷を受け ていない塗膜及び工場塗装部との重ね塗り部分は、幅20mm以上とする。 (2)塗料の選定 ①塗料は、JWWA K 135の2の規定に適合したものを使用する。 ②塗料は、塗装時の気温に対応し、標準型塗料は10℃以上、低温型は、5~20℃の範囲で 使用する。 (3)塗料の配合調整 - 21 - ①塗料は、配合調整に先立ち、塗料製造会社の指定する有効期間内にあること及び塗装条件 に適合することを確認する。 ②塗料は、主剤と硬化剤とを所定の配合比になるよう計量して、攪拌機等により混合する。 ③塗装作業時の気温や被塗装面の状態等により希釈が必要なときは、専用シンナを塗料製造 会社の指定する範囲内で添加することができる。この場合、最適粘度となるように粘度測定 器を使用して粘度調整を行う。ただし、専用シンナの添加量は、最大10%(重量)を越え ないようにする。 ④配合調合された塗料は、塗料製造会社の指定するポットライフ(時間)内に使用するもの とし、これを経過したものにシンナを加えて使用しない。 (4)塗装 ①被塗装面の結露防止のため予熱する必要があるときは、赤外線、熱風等により塗料製造会 社の指定する温度まで均一な加熱を行う。 ②塗装は、はけ、ハンドスプレーガン等によって行う。 ③塗装は、異物の混入、塗りむら、ピンホール、塗りもれ等がなく、均一な塗膜が得られる ようにする。 ④塗膜の厚さを確保するために、重ね塗りを行うときは、塗料製造会社の指定する重ね塗り 期間内に塗装する。この場合、同じ塗料製造会社の同一製品を使用する。なお、重ね塗りは、 前記(1)⑥の表面を粗とした部分についても塗装を行う。 ⑤重ね塗り部分以外の工場塗装面は、重ね塗り作業により塗料が付着しないように保護をす る。 ⑥塗装作業は、製品に示されている最適気象条件で行う。 (5)塗膜の保護及び硬化促進 ①塗膜は、指触乾燥までの間、ちり、ほこり、水分等が付着しないようにする。特に、水分 は不完全硬化の原因となるので付着させない。その後の硬化過程においても、塗装を損傷し ないようにする。 ②塗膜は、溶剤が揮散しやすいように、大気中に開放しておく。なお、気象条件が不順な場 合、又は早期に塗膜を硬化する必要がある場合等は、塗膜の硬化促進のため、赤外線、熱風 等により加熱することができる。 (6)塗膜の厚さ 硬化後の塗膜の厚さは、表1-8のとおりとする。 表1-8 硬化後の塗膜の厚さ 種 別 塗膜の厚さ 管 径 350mm以下 0.3mm以上 管 径 400mm以上 0.5mm以上 (7)通水までの塗膜の乾燥期間 通水までの塗料膜の乾燥期間は、管両端が開放されてよく換気されている状態で30日程度 以上とする。これ以外の乾燥期間とする場合は、監督員の承諾を得て、塗膜の硬化促進のため、 赤外線、熱風等により乾燥させることができる。 - 22 - 3.3.8 ジョイントコート この作業は、原則として日本水道協会規格JWWA K 153(水道用ジョイントコート)に 準拠して行う。 1.水道用塗覆装鋼管の現場溶接継手部外面防食に用いるジョイントコートの種類は、3 種類 としゴム系1種類とプラスチック系 2 種類とする。 2.ジョイントコートの巻付け構成は、図1一5のとおりとする。 図1-5 ジョイントコートの巻付け 3.ジョイントコートの種類、施工方法等に関して着工前に監督員に報告する。 4.被覆面の前処理 鋼面の清掃に当たっては,3-3-4塗覆装の前処理に準じて行う。 5.ゴム系シートの施工 ①工場塗覆装の端面が30°以上の場合には、図1-6のようにあらかじめ、管周にそってシ ーリング材を装着する。 図1-6-1 シーリング材の施工 ②防食シートと工場塗覆装部との重ね長さは、50mm以上とする。また、円周方向の重ね長 さは 100mm以上とする。 ③防食シートの貼付けは、管表面の温度が60℃以下でなければならない。 ④雨天及び湿度の高い場合、原則として貼付けは行わない。ただし、やむを得ない場合は監 督員の承諾を得て、雨水除け等を完全に施してから行う。 - 23 - ⑤防食シートの貼付けは、剥離紙をはがしながら管の表面に圧着するように貼つける。この 場合、管の頂点から管軸を中心に45°の位置から貼り始め、約8分の7周の管頂部まで貼り 終ったら、ラップ部を貼り合わせる前にシーリング材を貼り付け、上から押えて密着させる。 ⑥保護シートの施工 保護シートの巻始めは管底部とし、粘着テープで一端を固定し、上方へ巻上げ、再び巻き始 め位置まで戻ったところで、ある程度ラップさせ粘着テープで仮止めした後、更に粘着テー プを管軸方向に保護シートの巾以上平行に巻く。 6.プラスチック系チューブの施工 ①溶接前に、あらかじめ管寸法に適合したチューブを管の片側に挿入し溶接作業に支障のな いようにする。 ②防食を行う管体部は、専用バーナーを用いて溶接部中央から左右に炎を当て、管体を60℃ 程度に予熱する。 ③チューブの装着は、あらかじめセットしておいたチューブを被覆位置まで戻して剥離紙を はがし、上端部に適当な浮かし治具を挿入し、チューブと鋼管との間隔を同程度とする。 ④チューブの加熱収縮は、専用バーナーを用いて、炎の直角方向にゆっくり移動し、中央部 を円周方向に360°均一に収縮した後、中央より一端へ空気を追い出すような要領で行いな がら、端部から粘着剤がはみ出るまで、全体を均一に完全に収縮させる。 7.プラスチック系シートの施工 ①防食シートと工場塗覆装部との重ね長さは50mm以上とする。また、円周方向の重ね長 さは100mm以上とする。 ②防食を行う管体部は、専用バーナーを用いて溶接部中央から左右に炎を当て、管体は60℃ 程度に予熱する。 ③防食シートの貼付けは、剥離紙をはがしながら管の表面に圧着するように貼付ける。この 場合、管の頂点から管軸を中心に45°の位置から貼始め、約8分の7周の管頂部まで貼終っ たら、ラップ部を貼合わせる前にシーリング材を貼付け圧着させた後、シーリング材の剥離 紙をはぎとりシートのラップ部を貼付け、上から押えて密着させる。 図1-6-2 シーリング材の施工 ④チューブの加熱収縮は、専用バーナーを用いて、炎を直角にゆっくり移動し、中央部を円 周方向に360°均一に収縮した後、中央より一端へ空気を追い出すような要領で行いながら、 端部から粘着剤がはみ出るまで、全体を均一に完全に収縮させる。 - 24 - 3.3.9 検査 1.溶接検査 検査は、JIS Z 3104(鋼溶接継手の放射線透過試験方法)による。なお、これによ り難い場合は、JIS Z 3060(鋼溶接部の超音波探傷試験方法)による。または、 JIS Z 3050(パイプライン溶接部の非破壊検査方法)により行うものとする。 (1)鋼溶接部放射線透過試験方法及び透過写真の等級分類方法(放射線透過試験方) ①一般事項 a.溶接部は、外観及び透過写真(ネガ)によって発注者の検査を受ける。撮影枚数は、 10口につき1口とするが、発注者の指示のある場合はそれに従う。 b.透過撮影は、原則として、1口につき管径900mm以下は1箇所、管径1000mm以上 は2箇所として、その箇所は監督員が指示する。ただし、発注者が必要と認めた場合は、 撮影箇所を増すことができる。 小口径管で人が入れない場合は、JIS Z 3050の二重壁片面撮影方法とする。 c.透過写真(ネガ)は、検査完了後、撮影箇所を明示し、一括整理して監督員に提出する。 ②放射線透過試験の判定基準 溶接部の判定は、JIS Z 3104(鋼溶接継手の放射線透過試験方法)及びJIS Z 3106(ステンレス鋼溶接継手の放射線透過試験方法及び透過写真の等級分類方法)の3 級以上とする。 (2)鋼溶接部の超音波探傷試験方法及び試験結果の等級分類方法(超音波探傷試験方法) ①一般事項 a.検査箇所は、原則として1口につき2箇所でその箇所は監督員が指示する。また、1箇所 検査長さは30cmを標準とする。ただし、監督員が必要と認めた場合は、検査箇所及び検 査長さを増すことができる。 b.検査作業に先立ち、検査方法、工程、報告書の作成様式について、監督員の承諾を得た 後、この作業にとりかかるものとする。 ②超音波探傷試験の判定基準 現場溶接継手部の超音波探傷試験は、この基準で、特に定めた事項を除いて、JIS Z 2344(金属材料のパルス反射法による超音波探傷試験方法通則)、JIS Z 3060 (鋼溶接部の超音波探傷試験方法)に準拠して行う。 a.欠陥の評価 欠陥の評価は、母材の厚さに応じて表1一9のA、B、Cの値で区分される欠陥指示長さと、 最大エコー高さの領域により表1-10に従って行う。 表1-9 判超音波探傷試験における欠陥指示長さの区分 欠陥指示長さによる区分の境界 A B C 6 以 上 1 8 以 下 6 9 18 1 8 を 超 え る も の t/3 t/2 t 母 材 の 厚 さ 単位:mm - 25 - 表1-10 超音波探傷試験における欠陥の評価点 欠陥指示長さ Aを超え Bを超え Cを超え C以下 るもの A以下 B以下 最大エコー高さ 領域Ⅲ 1点 2点 3点 4点 領域Ⅳ 2点 3点 4点 4点 t:母材の板厚 板厚が異なる突合せ溶接のときは、薄いほうの板厚とする。 ただし、以下の事項を考慮して評価する。 ア.同一の深さに存在するとみなされる2個以上の欠陥の間隔の長さがいずれかの欠陥指示 長さ以下である場合は、それら2個以上の欠陥指示長さの和に間隔の長さを加えたものを欠 陥指示長さとする。 イ.上記によって得られた欠陥指示長さ及び1個の欠陥指示長さを2方向以上から探傷し異 なる値が得られた場合は、いずれか大きいほうの値を欠陥指示長さとする。 b.合否の判定基準 前項aに定めた欠陥の評価点に基づき3点以下であり、かつ、欠陥の最も密な溶接部の長さ 30cm当たり評価点の和が5点以下のものを合格とする。 ③記録 試験を行った後、次の事項を記録し、監督員に提出する。 a.施工業者名 b.工事名称 c.試験番号又は記号 d.試験年月日 e.検査技術者名及び資格者名 f.母材の材質及び板厚 g.溶接方法及び開先形状(余盛形状、裏当金密度を含む) h.探傷器名 i.探触子の使用及び性能 j.使用した標準試験片又は対比試験片 k.探傷部分の状態及び手入れ方法 l.探傷範囲 m.接触媒質 n.探傷感度 o.最大エコーの長さ p.欠陥指示の長さ q.欠陥位置(溶接線方向の位置、探触子一溶接部距離、ビーム路程) r.欠陥の評価点 s.合否とその基準 t.その他の事項(立会い、抜取り方法) - 26 - 2.塗覆装検査 (1)各現場塗装箇所は、発注者の検査を受ける。この場合、主任技術者又は現場代理人が立 会う。 (2)検査を受けるときは、検査に必要なホリデーデテクタ、電磁微厚計、テストハンマ、表 面温度計等を準備する。 (3)検査順序 ①プライマー塗装前は、鋼面の清掃状態、湿気の有無及び管の温度について、検査を行う。 ②本塗装直前に、プライマー塗装面の状態、湿気の有無及び管の温度について検査を行う。 ③内面塗装 ア.外観検査 目視により塗装面の仕上がり状態を検査し、塗装表面のたれ、しわ、流れ、光沢、平滑 度並びに変色などについて有害な欠陥がなく、また塗り残し及びピンホールのないことを 確認する。 イ.ピンホール及び塗り残し ホリデーデテクタにより塗膜全面について行い、火花の発生がないこと。 この場合の電圧は、表1-11による。 表1-11 塗膜厚と試験電圧 塗膜厚(mm) 試験電圧(V) 0.3 1,200~1,500 0.5 2,000~2,500 ウ.厚さ 電磁微厚計のその他により、管の長さ方向に対し任意の3箇所、その各所の円周上任意 の4点で測定する。 エ.密着 つち打ち検査は、柄の長さ約250mm、重量約0.1kgの鋼製のつちを用い、軽くつち 打ちして剥離の有無を調べる。ただし、監督員が必要と認めた場合は、はつり検査を行う。 ④外面塗装 ア.第1回塗装後の検査は前項③(内面塗装)に準ずる。 イ.外観検査は塗装材の露出の有無、表面の平滑程度について行う。 ウ.ピンホール検査に電圧は、10,000~12,000Vとする。 エ.密着は、前項③(内面塗装)のエに準じる。 3.手直し 検査の結果、不合格となった箇所はナイフ又はのみ等で塗膜を入念に切取り、鋼面の処理か らやり直し、再び検査を受けなければならない。ただし、欠陥が表面のみの場合は、監督員の 指示により手直しを行うこと。なお、水素ガスの発生に起因する欠陥は、軽微なものを除き、 鋼面より再塗装しなければならない。 - 27 - 第4節 仕切弁等付属設備設置工 3.4.1 仕切弁設置工 1.仕切弁は設置前に弁体の損傷のないことを確認するとともに弁の開閉方向を点検し、開度 「閉」の状態で設置する。 2.仕切弁の据付けは、鉛直又は水平に据え付ける。また、据付けに際しては、重量に見合っ たクレーン又はチェーンブロック等を用いて、開閉軸の位置を考慮して方向を定め安全確実 に行う。 3.レジンコンクリート製下桝組合せについては、図1-7の標準図による。ただし、中部壁 については指定しないものとする。 図1 7 レジンコンクリート製下桝組合せ標準図 3.4.2 消火栓設置工 1.フランジ付きT字管の布設に当たっては、フランジ面が水平になるよう設置すること。 2.消火栓及び補修弁の設置に先立ち、栓及び弁内部にゴミ・埃・異物がないことを確認して から、栓及び弁の開閉操作を行い、異状がないか点検すること。 3.消火栓の取付けに当たっては、地表面と消火栓の弁棒キャップ又は口金の天端との間隔を 15~25cmとなるように補修弁及びフランジ短管の寸法で調整すること。 4.消火栓の設置場所は、沈下傾斜等のないよう十分基礎を堅固にして置かなければならない。 5.設置完了時には、補修弁は「開」とし、消火栓を「閉」にしておくこと。 6.鉄蓋及び受枠以外はレジンコンクリート製品であるため、取扱いには十分注意すること。 7.鉄蓋のデザインは、車道部は消防車、歩道部はジュビロ君とすること。 - 28 - 3.4.3 空気弁設置工 1.空気弁の設置に当っては、3.4.2 消火栓設置工に準じる。 2.空気弁の取付けに当たっては、消火栓と同様に地表面と空気弁天端との間隔を15~25cm となるように補修弁及びフランジ短管の寸法で調整すること。 3.レジンコンクリート製下桝組合せについては、図1-8の標準図による。 図1 8 レジンコンクリート製下桝組合せ標準図 第5節 小口径推進工① 3.5.1 一般事項 本節は、管渠工(小口径推進)として仮管併用推進工、オーガ掘削推進工、小口径泥水推進工、 オーガ掘削鋼管推進工、各種小口径推進工、立坑内管布設工、仮設備工(小口径)、送排泥設備 工、泥水処理設備工、推進水替工、補助地盤改良工、その他これらに類する工種について定める ものとする。 3.5.2 材料 請負者は、小口径推進の施工に使用する材料については、使用前に監督員に承諾を得るととも に、材料の品質証明書を整備、保管し、監督員から請求があった場合は遅滞なく提出しなければ ならない。 3.5.3 小口径推進工 1.施工計画 ①推進工の施工にあたり、工事着手前に施工場所の土質、地下水の状況、地下埋設物その他 工事に係る諸条件を十分調査し、その結果に基づき現場に適応した施工計画を作成して、監 督員に提出しなければならない。 ②掘進箇所において、事前に土質の変化及び捨石、基礎杭等の存在が明らかになった場合に は、周辺の状況を的確に把握するとともに、監督員と土質・立坑位置・工法等について協議 しなければならない。 2.管の取扱い、保管 ①推進管の運搬、保管、据付けの際、管に衝撃を与えないように注意して取扱わなければな らない。 ②現場に管を保管する場合には、第三者が保管場所に立入らないよう柵等を設けるとともに、 倒壊等が生じないよう十分な安全対策を講じなければならない。 ③管等の取扱い及び運搬にあたり、落下、ぶつかり合いがないように慎重に取扱わなければ - 29 - ならない。また、管等と荷台との接触部、特に管端部にはクッション材等をはさみ、受口や 差口が破損しないように十分注意しなければならない。 ④管の吊りおろしについては、現場の状況に適応した安全な方法により丁寧に行わなければ ならない。 3.掘進機 ①掘進機について掘進路線の土質条件に適応する型式を選定しなければならない。 ②請負者は、仮管、ケーシング及びスクリューコンベア等の接合については、十分な強度を 有するボルト等で緊結し、緩みがないことを確認しなければならない。 ③基本的に位置・傾きを正確に測定でき、容易に方向修正が可能な掘進機を使用しなければ ならない。また、掘進機は、変形及び摩耗の少ない堅牢な構造のものでなければならない。 4.測量、計測 ①小口径推進機を推進管の計画管底高及び方向に基づいて設置しなければならない。 ②掘進中、常に掘進機の方向測量を行い、掘進機の姿勢を制御しなければならない。 ③請負者は、掘進時には設計図書に示した管底高・方向等計画線の維持に努め、管の蛇行・ 屈曲が生じないように測定を行わなければならない。 ④計画線に基づく上下・左右のずれ等について計測を行い、その記録を監督員に提出しなけ ればならない。 5.運転、掘進管理 ①掘進機の運転操作に従事する技能者は、豊富な実務経験と知識を有し熟知した者でなけれ ばならない。 ②掘進機の操作に当たり、適切な運転を行い、地盤の変動には特に留意しなければならない。 ③掘進管理において地盤の特性、施工条件等を考慮した適切な管理基準を定めて行わなけれ ばならない。 6.作業の中断 掘進作業を中断する場合は必ず切羽面の安定を図らなければならない。また、再掘進時に おいて推進不能とならないよう十分な対策を講じなければならない。 7.変状対策 推進作業中に異常を発見した場合には、速やかに応急措置を講ずるとともに、直ちに監督 員に報告しなければならない。 8.管の接合 管の接合にあたり、管の規格にあった接合方法で接合部を十分に密着させ、接合部の水密 性を保つように施工しなければならない。 9.滑材注入 滑材注入にあたり、注入材料の選定と注入圧及び注入量の管理に留意しなければならない。 10.仮管併用推進工 ①誘導管推進において土の締付けにより推進不能とならぬよう、推進の途中では中断せず速 やかに到達させなければならない。 ②推進管推進時においてカッタースリットからの土砂の取り込み過多とならぬよう、スリッ トの開口率を土質、地下水圧に応じて調整しなければならない。 - 30 - 11.オーガ掘削推進工 推進管を接合する前に、スクリューコンベアを推進管内に挿入しておかなければならない。 12.泥水推進工 ①泥水推進に際し切羽の状況、掘進機、送排泥設簿及び泥水処理設備等の運転状況を十分確 認しながら施工しなければならない。 ②泥水推進工事着手前に掘進位置の土質と地下水圧を十分把握して、適した泥水圧を選定し なければならない。 13.挿入用塩化ビニル管 内管に塩化ビニル管等を挿入する場合は、計画線に合うようにスペーサー等を取り付け固 定しなければならない。 14.中込め 中込め充填材を使用する場合は、注入材による硬化熱で塩化ビニル管等の材料が変化変形 しないようにするとともに、空隙が残ることがないようにしなければならない。 15.発生土処理 発生土、泥水及び泥土(建設汚泥)処分にあたり、発注者の指定した場所に運搬、処分す る。特に指定のない場合は、捨場所、運搬方法、運搬経路等の計画書を作成し、監督員に提 出しなければならない。また、この場合でも、関係法令に基づき適正に処分しなければなら ない。なお、発生土及び泥土(建設汚泥)については、極力、再利用または再生利用を図る ものとする。 3.5.4 仮設備工 1.坑口 ①発進立坑及び到達立坑には原則として坑口を設置しなければならない。 ②坑口について滑材及び地下水等が漏出しないよう堅固な構造としなければならない。 ③止水器(ゴムパッキン製)等を設置し坑口箇所の止水に努めなければならない。 2.鏡切り 鏡切りの施工にあたり、地山崩壊に注意し、慎重に作業しなければならない。 3.推進設備等設置撤去 ①推進設備を設置する場合、土質・推進延長等の諸条件に適合したものを使用し設置しなけ ればならない。 ②油圧及び電気機器について十分能力に余裕あるものを選定するものとし、常時点検整備に 努め故障を未然に防止しなければならない。 ③推進延長に比例して増加するジャッキ圧の測定等についてデータシートを監督員に提出し なければならない。 ④後部推進設備につき施工土質・推進延長等の諸条件に適合した推力のものを使用し、管心 位置を中心測量・水準測量により正確に測量して所定の位置に設置しなければならない。 4.支圧壁 ①支圧壁について管の押込みによる荷重に十分耐える強度を有し、変形や破壊が生じないよ う堅固に構築しなければならない。 - 31 - ②支圧壁を土留めと十分密着させるとともに、支圧面は推進計画線に対し直角となるよう配 置しなければならない。 3.5.5 送排泥設備工 1.送排泥設備 ①切羽の安定、送排泥の輸送等に必要な容量の送排泥ポンプ及び送排泥管等の設備を設けな ければならない。 ②送排泥管に流体の流量を測定できる装置を設け、掘削土量及び切羽の逸水等を監視しなけ ればならない。 ③送排泥ポンプの回転数、送泥水圧及び送排泥流量を監視し、十分な運転管理を行わなけれ ばならない。 3.5.6 泥水処理設備工 1.泥水処理設備 ①掘削土の性状、掘削土量、作業サイクル及び立地条件等を十分考慮し、泥水処理設備を設 けなければならない。 ②泥水処理設備を常に監視し、泥水の処理に支障をきたさないよう運転管理に努めなければ ならない。 ③泥水処理設備の管理及び処理にあたり、周辺及び路上等の環境保全に留意し必要な対策を 講じなければならない。 2.泥水運搬処理 ①凝集剤について有害性のない薬品を使用しなければならない。 ②凝集剤を使用する場合は土質成分に適した材質、配合のものとし、その使用量は必要最小 限にとどめなければならない。 ③水処理された土砂を、運搬が可能な状態にして搬出しなければならない。 ④余剰水について関係法令等に従い、必ず規制基準値内となるよう水質環境の保全に十分留 意して処理しなければならない。 第6節 3.6.1 小口径推進工②(テラジェット工法) 一般事項 本節は、非開削工法としてテラジェット工法について定めるものとする。 3.6.2 材料 請負者は、施工に使用する材料について、使用前に監督員の承諾を得なければならない。 3.6.3 事前調査工 工事に先立ち、現地測量に基づいて既存埋設物確認を行い、管路基線計画を行う。 - 32 - 3.6.4 準備工 ピットの位置出しを行い、占用位置を決定する。また、地下埋設物の確認、周辺環境及び車両 等の周辺環境及び車両等の通行状況調査を行う。事前調査の結果、設計図書との差異等が生じた 場合は、速やかに報告しなければならない。 3.6.5 推進工 1.発進・到達立坑設置完了後、ドリルラック本体及びパワーユニット等の周辺機械を所定の 位置に設置する。 2.ドリルラックが固定され方向性が確認されたら、発進立坑側より到達立坑に向けて外径 (80mm)のドリルヘッドを地中に貫入する。 3.地上部から先端部に内臓された発信器(ゾンデ)から発進された信号を受信機(ロケ-タ -)で感知し、先端部の位置(深度・角度・平面位置)を確認しながら、規定の位置にドリ ルヘッドを誘導掘削し到達立坑へ到達させる。 掘進はドリツヘッドの先端ノズルより特殊ポリマ-液を噴射しながら削孔する。特殊ポリ マ-液は先端のノズルの閉鎖が無いように常に一定の量を噴射しながら掘進する。 4.到達立坑の所定の位置へドリルヘッドが到達したのが確認されたら、ドリルロッドからド リルヘッドを取り外す。 3.6.6 パイプ引込み 1.ポリエチレンパイプを、到達立坑側に於いて所定の長さを確保する。到達立坑側に於いて は、ドリルヘッドにバックリ-マ-を接続する。 2.ポリエチレンパイプにエキスパンダ-チャックを装着し、バックリ-マ-の後方に接続す る。 3.特殊ポリマ-液を噴射しながらバックリ-マ-を回転させながら、ポリエチレパイプを引 き込む。なお、引込み作業は、ポリエチレンパイプの品質に影響を与えないようゆっくりと 行う。 - 33 - 写 真 管 理 基 準 1.適用範囲 この写真管理基準は、水道工事共通仕様書 第1章 第1節1.1.3「施工管理」 2.についてその基準を定めるものである。 2.写真管理基準 (1)工事写真撮影計画 工事写真撮影計画を策定し、施工計画書に添付して提出すること。 (2)工事写真の分類 工事写真は、次のように分類する。 着工前及び完成写真 施工状況写真 出来形管理写真 工事写真 材料検査写真 品質管理写真 安全管理写真 その他(立会い、補償等) ①着工前及び完成写真 着工前及び完成後の写真は、起終点がわかる全景又は代表部分写真とし、同一位 置、方向から対比できるよう撮影すること。 ②施工状況写真 全景又は代表部分及び主要工種の状況を工事の段階に合わせて撮影すること。 ③出来形管理写真 各工種ごとに幅、高さ、厚さ等の寸法を撮影すること。 ④材料検査写真 設計図書に監督員の検査を受けて仕様すべきものと、指定された工事材料検査の 実施状況及び確認された形状寸法等を撮影すること。 ⑤品質管理基準 施工管理のために行った試験又は測定状況及び測定値を撮影すること。 ⑥安全管理基準 完成後明視できなくなる安全管理状況の確認のために撮影すること。具体的には、 各種標識類、保安施設、保安要員等交通整理状況写真等がある。 ⑦その他(立会い、補償等) 監督員立会い、補償等 ⑧工事写真の省略 出来形管理写真について監督員が段階確認した箇所は、撮影を省略できる。 (3)工事写真の撮影基準 撮影内容及び頻度については、別に定める撮影箇所一覧表を標準とする。 ただし、特殊な場合で監督員が指示するものについては、指示した項目、頻度で影 すること。 着工前、完成後、監督員立会い写真については、黒板に撮影年月日を記載して撮影 すること。 また、撮影にあたっては、原則として次の項目を記載した黒板等を被写体と共に写 し込むこと。 ・黒板等に記載する内容 工事名、工種、測点(位置) 、設計寸法、実測寸法、略図(形状) 2.撮影の要点 (1)形状寸法の確認方法 構造物等については、リボンテープ等を目的物に添え、寸法等が写真から読み取れ るよう、鮮明かつ分かりやすい写真撮影を心掛けること。 この場合、位置が確認できるように、丁張り又は背景を入れ、黒板等には目的物の 形状寸法及び測点(位置)等を記入すること。 (2)撮影時期 施工過程における構造物等については、撮影時期を失しないようにすること。 工事施工後、明視できなくなる箇所については、特に注意すること。 (3)撮影方法 撮影は一定の方向から行うこと。 また、寸法確認等の写真は、なるべく被写体の中心で、かつ、直角方向から撮影す ること。 (4)部分撮影 ある箇所の一部を詳細又は拡大して撮影する必要がある場合には、その箇所の全景 を撮影したのち、必要な部分の位置が確認できるように撮影すること。 (5)番号及び寸法による表示 矢板及び杭等の施工状況を撮影する場合は、番号及び寸法を表示し、各段階の施工 状況が判別できるようにすること。 (6)撮影時の照明 夜間工事及び基礎工事の撮影については、特に照明に注意し、鮮明な映像が得られ るようにすること。 尚、フラッシュ撮影をする場合は、反射光及び現場内の逆光を受けない角度で撮影 すること。 (7)個人情報の保護 工事写真の撮影においては、個人情報に該当する恐れがあるものは工夫し、写らな いようにすること。 3.写真の管理 (1)使用カメラ 原則としてデジタルカメラを使用すること。 (2)写真の色彩 カラ-とすること。 (3)写真の大きさ サ-ビス版程度を標準とすること。 (4)写真帳の大きさ 原則としてA4版縦型とすること。 また、表紙に年度、工事名、工事場所、工期、請負人名を記載すること。 (5)写真の整理方法 ①着工前及び完成後の写真は、同一位置、方向から対比できるように整理すること。 ②施工状況写真(掘削から路面復旧まで)は測点毎に工程順に整理し、工事過程が 容易に把握できるようにすること。 ③材料検査、品質管理、安全管理等の写真は、それぞれに分類して整理すること。 尚、必要に応じて目次、案内図等を添付すること。 ④写真の貼り付けにあたっては、その内容又は工種毎に見出しをつけること。 (6)写真の整理保管 撮影した写真は、監督員が随時確認できるよう整理し保管しておくこと。 (7)写真の説明 写真だけでは状況説明が不十分と思われる場合には、アルバムの余白に断面図、構 造図出来形図等を添付すること。 (8)写真帳の提出部数 一部とする。ただし、監督員の指示があった場合は、その指示によるものとする。 (9)添付の順序 ①着工前及び完成写真 ②立会い写真(材料検査写真を含む) ③施工状況写真 ④品質検査写真 ⑤安全管理写真 ⑥その他写真 撮影箇所一覧表 一般事項 工 種 現場概況 (着手前と完了後) 撮 影 箇 所 及 び 内 容 着手前と完了後の概況が同一箇所、同一方向で対比できるようにする 撮 影 頻 度 工事起点及び終点 状況に応じて中間点 調査及び試掘 施工状況、掘削幅、掘削深さ、埋設管の配列・離隔など 各箇所 材料、品質等 使用数量及び品質などの確認状況を撮影する 適宜 その他 ・家屋調査 必要に応じて適宜 ・関係構造物(家屋、側溝など)で後に問題の起こる可能性があるところ 着手前・必要時・完了後 土工 工 種 撮 影 箇 所 及 び 内 容 撮 影 頻 度 ・出来形 掘削工 掘削完了時の仕上げ高さ(幅、深さ) ・施工状況 40m毎 機械掘削状況(使用機械、人力併用)、人力掘削状況、積込状況 ・出来形 埋戻工 最終路面までの仕上高さ(厚さ) ・作業の品質 40m毎 埋戻し時の転圧状況及び各層毎の厚さ、埋戻し材、投入状況 ・出来形 砂基礎工 総砂厚、上砂厚、幅 40m毎 ・施工状況 敷均し状況 残土処理 積込状況、積載状況、最終処分地が確認できるもの 舗装版切断工 切断中心線及び切断深度が確認できるもの 舗装版掘削 路盤工 1箇所以上 各処分地 50m~100m毎 ・掘削状況及び既設舗装厚 40m毎 ・最終処分地が確認できるもの 各処分地 ・施工状況 敷均し状況、転圧状況 ・出来形 40m毎 厚さ、幅 仮復旧工 ・施工状況 敷均し状況、転圧状況 ・出来形 40m毎 厚さ 管布設工 工 種 撮 影 箇 所 及 び 内 容 撮 影 頻 度 ・出来形 管布設工 土被り、掘削深、占用位置 40m毎 ・施工状況 (異種管は全箇所) 管の吊降ろし状況、据付状況 管切断工 管接合工 ポリエチレン スリーブ被覆工 弁栓類据付 水圧試験 管切断状況(削溝含む)・端面処理 接合状況、ライナー設置状況 被覆状況、ラップ長 (異径管類の全箇所) 40m毎 設置状況、材料、路面の摺り付け状況 各箇所 水圧ゲージ計確認と試験状況、監督員立会状況 各箇所 埋設標識シート 設置状況、設置完了後 仮設配管工 5口に1箇所 40m毎 配管状況、占用位置、土被り 40m毎 各箇所 小口径推進工 工 種 撮 影 箇 所 及 び 内 容 撮 影 頻 度 ・出来形 管、カラー、小口径推進機等の形状寸法 ・作業の品質 小口径推進工① 推進管理状況(測量、推進圧力等) 推進区間毎 ・施工状況 管、カラー据付状況、管推進状況 土砂搬出状況 ・施工状況 小口径推進工② ロケーター状況、管推進状況など ・作業の品質 推進区間毎 推進機設置状況など 管基礎工 施工状況及び出来形 全箇所 ・出来形 管布設工 ・施工状況 全箇所 布設状況、管の吊り降ろし状況 継手工 注入工 ・施工状況 全箇所 可とう管の設置状況 (施工状況は代表1箇所) ・施工状況 小口推進工の準じる ・材料の品質管理 (摘要、品名、数量) 滑材、裏込材、添加材等の搬入確認・注入状況・配合状況 ・設置状況及び出来形 支圧壁の設置状況及び出来形(配筋、寸法) 推進設備工 推進区間毎、ただし中押し装置は全箇所 発進坑口の設置状況及び出来形 〃 クレーン設備の状況 〃 (両押しの場合は1回) 推進設備の状況 〃 ( 〃 ) 基礎コンクリートの施工状況の出来形 〃 ( 〃 ) 鏡切り、到達時の施工状況 〃 刃口、推進機の撤去状況 〃 中押し装置設置状況 中押し装置設置箇所毎 仮設工 工 種 保安設備 仮締切工 防護工 撮 影 箇 所 及 び 内 容 撮 影 頻 度 各種標識類の設置状況 各状況毎に1回 各種保安施設の設置状況 各状況毎に1回 交通誘導員の交通整理状況 各状況毎に1回 施工前、中、後を同一方向から 各箇所 吊り防護、受け防護その他をそれぞれ施工中と埋戻し前に種類を明示 各埋設物の種類別に1箇所及び 防護方法別に1箇所 ・出来形 使用部材の形状寸法 ・作業の品質 路面覆工 路面との摺り付け状況 立抗毎 ・施工状況 桁材、桁受材の設置状況 覆工板の設置状況 ・水中ポンプ設置、運転状況 ・施工状況 水替工 ウエルポイント工 ポンプ設備の規格、台数 各箇所 ライザー打ち込み及びポンプ設備の施工状況 稼動状況 ・出来形 使用部材の形状寸法 土留工 各箇所 (立抗部は全箇所) ・施工及び設置状況 木矢板、軽量鋼矢板、鋼矢板、H鋼、ライナープレート等別に施工状況 腹起し、切梁等の設置状況 水管橋及び橋梁添架 工 種 下部工躯体 撮 影 箇 所 及 び 内 容 ・施工状況 撮 影 頻 度 適宜 ・出来形 基準高、幅、厚さ、長さ 水道橋工場製作 ・製作状況 1基あたり1回 適宜 ・出来形 塗装 原寸 1橋に1回(検査時) 仮組立寸法 1橋に1回(検査時) ・塗装状況 適宜 ・出来形 架設 材料使用量 全数量 ケレン状況 1スパン1回 塗装厚さ 1スパン1回 ・施工状況 適宜 搬入状況 1スパン1回 支承取付状況 1スパン1回 地組状況 適宜 けた架設状況 1スパン1回 ・出来形 溶接 キャンバー等 1スパン1回 各作業状況、検査状況が確認できるもの 全箇所 品質管理基準 工 種 種 別 水道橋 水道橋及び 橋梁添架 推進工事 橋梁添架 推進 撮 影 箇 所 及 項 目 接合部検査状況 管材料検査 管接合部検査状況 管材料検査 撮 影 頻 度 摘 要 実施箇所毎 搬入毎 実施箇所毎 その他 工 種 立会い 種 別 撮 影 箇 所 及 項 目 撮 影 頻 度 砂基礎工 幅、深さ 200m以下1箇所 管布設工 占用位置、深さ 200m以下1箇所 埋戻し工 幅、深さ 200m以下1箇所 水圧試験 始圧、終圧 各箇所 他工種 監督員の指示による 摘 要 100m増すごとに1箇所 出 来 形 管 理 基 準 工 種 測定項目 規格値 幅(W) -50 掘削工 測定基準 測 定 箇 所 W 40m毎 深さ(h) -30 総砂厚(t) 設計値以上 敷砂工 管上砂厚(t1) 設計値以上 H W 40m毎 t1 幅(W) -50 厚さ(t) -30 V t W 基準高(V)からの下がり 路盤 埋戻し工 1層仕上げ厚 20cm以内 2層 1層 幅(W) -50 土被り(h) ±30 40m毎 e 40m毎 管布設工 摘 要 法線(e) ±50 延長(L) -0.20% 路線毎 厚さ(t) -7 基準高(V)からの下がり 幅(W) -25 40m毎 H 仮舗装工 V W t 給 水 台 帳 作 成 基 準 1.作成基準 1-1 適 用 1.この給水台帳作成基準は、市が発注する水道工事における給水切替を行った場合の請負者が 作成する給水台帳について定めるものである。 1-2 給水台帳の作成 1.請負者は、工事完了後速やかに「給水台帳」を作成し、完成書類として監督員に提出しなけ ればならない。 2.「給水台帳」は、市指定の「給水台帳」とする。 3.作成枚数は、現場状況に応じて作成し、2部提出すること。 4.作成方法は、[給水台帳(表)]及び[給水台帳(裏) ]によること。 1-3 記入方法 1.氏名及び水栓番号については、担当者に確認すること。 2.設置場所は、番地まで記入すること。 3.接続箇所については、道路上・1 次止水・メータ止水の何れかに○印を記入すること。 4.給水切替施工図には官民境界位置・隣地境界を図示し、分岐から官民境界までの距離及び隣 地境界からの距離を記入すること。 5.位置図は1/3,000位のものを使用し、施工箇所を○印で図示すること。 6.標準となる道路横断図面を記入し、配水管並びに既設埋設物の占用位置、土被り、形状寸法 等を表示すること。 7.施工写真については、文字・図等が判別できるよう鮮明に写すこと。 1-4 記入例 隣地境界 1.給水切替施工図 15.6m 官民境界 3.0m 給水切替一覧表 番号 水栓番号 メーター番号 口径 設 置 場 所 所有者氏名 使用者氏名 城之崎 3 丁目 2 番 15 号・福田 1500 番地 3 (地番は省略なしで記入) 給水台帳(表) 工 事 名 施工業者 所有者氏名 メータ口径 使用者氏名 メータ番号 設置位置 東側境界から 15.6m № 設置場所 施工日 接続箇所 水栓番号 H26.5.20 番号 使 用 材 料 口径 数量 単位 ① 分水サドル DIP 用 φ150×20 1 個 ② ポリエチレン管 φ20 2.40 m ③ ユニオンソケット φ20 1 個 ④ エルボ φ20 2 個 ⑤ 異径ユニオンソケット φ20×13 1 個 ⑥ 乙止水栓 φ20 1 個 ⑦ 乙止水栓 BOX φ20 1 個 ⑧ V 用パイプエンド φ13 1 個 ⑨ PV エルボ φ13 1 個 ⑩ ポリエチレン管 φ13 1.50 m ⑪ ⑫ ⑬ ⑭ ⑮ ⑯ ⑰ コメント欄 ・施主との交渉において、重要と思われることを記載。 ・既存管網図の給水管との相違点等について記載。 位置図 横断図 道路上・1次止水・メータ止水 給水台帳(裏) 境界からの距離写真 黒板接写 分岐箇所 分岐から宅地側 宅地から分岐側 メータ付近 閉栓状況 必要に応じて
© Copyright 2026 Paperzz