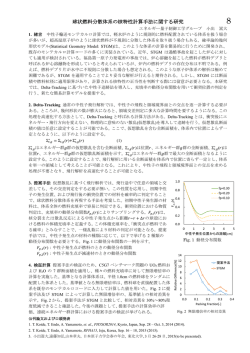
「日本食品工学会誌」, Vol. 11, No. 1, pp. 1 - 11, Mar. 2010 ◇◇◇ 解説(2008 年度日本食品工学会賞)◇◇◇ 食品凍結乾燥技術の進歩と実用操作への応用 相 良 泰 行 一般社団法人 食感性コミュニケーションズ Advances in Freeze-drying Technologies for Foods and their Application to Industrial Operations Yasuyuki SAGARA Food Kansei Communications, Corp., Daisyo Buil., 3F, 2-8-7 Misaki-cho Chiyoda-ku, Tokyo 101-0061, Japan An automatic measurement system was developed to determine the transport properties for food materials. Some mathematical models were developed to determine the thermal conductivity and permeability for the dried layer of food samples undergoing sublimation dehydration. The values of transport properties were presented for several food materials indicating the critical processing factors for the drying rate of each material. A micro-slicer image processing system was developed for measuring the three - dimensional structure and distribution of ice cr ystals formed in frozen foods. The effects of freezing conditions on the morphology and distribution of ice cr ystals were demonstrated quantitatively from the observations of solid foods and solution systems. A new heating program and methodologies were developed to shorten the drying time for industrial freeze-dryer to produce egg soups. Keywords: freeze-drying, foods, transport properties, ice crystal, industrial plant 1.は じ め に の関係を定量的に把握することが重要となる.すなわ ち,乾燥層の移動物性値は乾燥速度の推算ひいては最 食品を乾燥する主な目的は対象とする材料の貯蔵性 適乾燥サイクルの検討に不可欠であり,また,予備凍 および輸送性を高めることにある.しかし,近年,乾 結法の諸条件は最終製品の多孔質構造を制御するのに 燥には簡単な復水・加熱などの操作によって短時間で 重要となる. 乾燥前の状態に復元すること,すなわち形状・味・香り・ 凍結乾燥法は原理的にインスタント食品製造技術 [1] 色・栄養価・テクスチャおよび生物活性などの属性を として理想的な方法であると考えられているが,実際 乾燥以前の状態と同様に維持することが要望されるよ には技術的に困難な点も多く,商業ベースで実用化さ うになってきた.さらに,凍結乾燥法の特徴を生かし れた製品の種類も必ずしも豊富ではない.また,熱風 てセラミック材料などを微粒子化する方法として,す を用いる乾燥法などに比べて乾燥時間が長くてエネル なわち工業材料の加工技術として利用する試みもなさ ギコストが嵩むために,製品価格も割高となっている. れている.とくに,予備凍結により材料内に形成され しかし,食品や医薬品などの乾燥粉末化製品に対して る氷結晶の性状は,乾燥過程において材料内の凍結層 高度な復水性と溶解性,また,高品質が望まれる時代 外部に形成される乾燥層の細孔構造を決定し,乾燥層 にあって,凍結乾燥法は他の乾燥法と競合しながら徐々 の移動物性値,すなわち,熱伝導率と水蒸気透過係数 にその適用範囲を拡大している現状にある.いずれに にも影響を及ぼすことが知られているため,予備凍結 せよ生体・薬品・食品などの分野にあって,質量とも 条件−乾燥層構造−移動物性値−乾燥製品の細孔構造 に今後の発展が期待され,それらが技術的な問題の解 決に負うところの大きな乾燥法であるといえる. 本稿では,先ず,凍結乾燥法の原理と特徴,次に,乾 (受付 2010 年 2 月 21 日,受理 2010 年 3 月 1 日) 〒101-0061 東京都千代田区三崎町2-8-7 大庄ビル3 階 †Fax: 03-3261-8819, E-mail:[email protected] 燥特性計測システムを紹介し,次に乾燥サイクル最適化 のために不可欠なデータである材料乾燥層の移動物性値 2 相 良 泰 行 計測システム,さらに卵スープの凍結乾燥プロセスを効 溶液系材料,または,インスタントコーヒーなどの顆 率化して実用装置に応用した事例について述べる. 粒状材料やカップラーメンの具として使用される細断 野菜などの充填層内 1 個体の昇華乾燥状態も表現して 2.凍結乾燥の原理と特徴 [1,2] いる.通常,昇華潜熱は材料表面から輻射,底面の棚 から伝導によって供給され,それぞれ乾燥層と凍結層 2.1 凍結乾燥の原理 を通って昇華面で潜熱として消費される.昇華面で発 凍結乾燥は凍結状態にある材料から氷を昇華させて 生した水蒸気は乾燥層を経て材料外部に設けられた 水分を除去するプロセスである.この原理を説明する コールドトラップ面で凝結する.また,この過程で, ために,Fig. 1 に純水の三重点近傍における相図を示す. 乾燥層では残留水分の乾燥も進み,凍結層が消滅して, 大気圧下の熱風乾燥法における材料内水分の相変化は 所望の含水率が得られた時点で乾燥を終了する. 図の P1 から P 2 へのプロセスで示され,材料内の水分は, このような凍結乾燥プロセスは,先ず,昇華により 氷―液状水―水蒸気と相変化しつつ材料内を流動する. 自由水などの大部分の水分を除去する一次(昇華)乾 この流動する液状水によって材料内に含まれる多様な 燥期と,続いて結合水などの残留水分を除去する二次 成分が材料表面に運ばれ,そこでの水分蒸発により成 乾燥期に分けられる.また,二次乾燥期の乾燥機構は 分の濃縮と固化が生ずる.すなわち,揮発性成分の散逸, 主に結合水などの微量水分を脱湿するプロセス,すな 材 料 の 収 縮 と 色 彩 の 変 化 お よ び 表 面 硬 化(case わち,真空乾燥のそれと同様であると考えられるので, hardening)などが生じやすい.これに対し昇華現象は 凍結乾燥機構の特徴は一次乾燥期の昇華乾燥にあり, 図中の Q 1 から Q2 へのプロセスで示され,固相から気 全乾燥過程を通じて水分が材料内を液状水の状態で移 相への相変化は三重点以下の圧力条件下のもとで昇華 動しないことにある.水蒸気は液状水に比べて材料内 潜熱を供給することによって生じる.実際の凍結乾燥 成分の運搬能力が低いために,大部分の成分が材料内 挙動を説明するために,比較的大型の固形材料内,例 に残留し,凍結層の存在が材料の変形を防止し,さらに, えばステーキなどにおける典型的な昇華面の後退状況 乾燥プロセスにおいて比較的低温で推移する材料表面 を Fig. 2 に示す.この図はアンプルなどに充填された 温度は色彩と成分の熱的変性を防止する.すなわち, 揮発性成分を含む可溶性成分の散逸抑制および材料の 変形と色彩変化の防止が可能である. 2.2 乾燥品の特徴 このようにして得られる凍結乾燥食品の一般的特徴 とその得失を以下に示す. 1)大気圧下の熱風乾燥法などに比べて,材料は終始低 温で処理されるため,材料表面色,香気成分および栄 養素などの熱的変性が少ない. 2) 材料は絶乾状態まで乾燥されるために,バクテリア や酵素の活性が抑制される.このために,最終製品に 防湿性の高い包装方法を用いることにより長期貯蔵が 可能となり,この期間の変質も少なく,さらに,常温 における軽量での輸送が可能になる. Fig. 1 Phase diagram of pure water. 3) 乾燥以前の形状と成分がほぼ維持される.とくに, Fig. 2 Regression of sublimation boundary during freeze-drying. 食品凍結乾燥技術の進歩と実用操作への応用 3 揮発性成分の散逸防止効果に優れていることは,この 方法がインスタントコーヒーなどの嗜好性の高い飲料 製品の製造法として採用されている最大の理由となっ ている. 4)乾燥による材料の収縮・表面硬化が抑制され,組織 が多孔質になるため水の付加による復元性が高い. しかしながら,これらの特徴は対象としたすべての 材料に対して得られるとは限らない.青果物,食肉, 魚肉などの固形材料では,化学的変質は抑制されるも ののテクスチャの破壊が極端に生じる.また,多孔質 で復水性が高いことは調理や加工処理の時間を短縮す る点では有利であるが,包装,輸送,貯蔵の面からは 機械的衝撃や振動で簡単に崩れやすく,吸湿や酸化に よる変質が速いなどの難点があり,このため包装方法・ 形態に注意を払う必要があり,これに要する費用も相 対的に割高となる. 3.乾燥特性計測システム 3.1 凍結乾燥プロセス計測装置 食品や薬品材料を対象とした凍結乾燥装置の最適な 運転操作法を確立し,乾燥時間を短縮して生産コスト を下げるためには,乾燥プロセスにおける乾燥速度, 材料内の温度・圧力・水分の分布および乾燥時間など を定量的に把握する必要がある. Fig. 3 Experimental freeze-dryer. 筆者らは Fig. 3 に示すような被乾燥材料の乾燥特性 と乾燥層の移動物性値を同時計測するシステムを開発 した [3,4].真空チャンバ(内径 492×奥行 470 mm)内 測範囲:0∼3000 Pa)を併用して計測する.すなわち, 部ガスは主弁および外部コンデンサを経て油回転真空 減圧を開始してからチャンバ内圧力が 1333 Pa 以下に ポンプにより排気される.水蒸気を凝縮するための真 到達するまではピラニ真空計の値を目安として用いる. 空チャンバ内部コンデンサおよび外部コンデンサの表 これはピラニ真空計が窒素ガスで較正してあり,これ 面温度は冷凍機(空冷式 1.5 kw,R- 22)により - 45℃ を用いて非凝縮性ガスである水蒸気と空気の混合ガス まで冷却される.また,乾燥中の試料の状態を観察で 圧力を計測すると凍結乾燥の実用的操作圧力条件下で きるように,真空チャンバには厚さ 30 mm の透明アク は実際の値より数 10%高い値を示すことが知られてい リル板製ドアを取り付けている. るので,減圧後の乾燥プロセスにおける真空チャンバ 真空チャンバ内には試料質量を連続記録する電子天 内全圧計測には金属隔膜型圧力計を用いている.試料 秤(島津製作所製 EB - 3200S)が組み込まれているが, 内温度分布,ヒータおよびコンデンサ表面温度は熱電 この天秤は真空下においてチャンバ内温度の変化によ 対(T- type,φ=0.2 mm)により検出し,これらのデー る破損を防止するために,ロードセルの部分と電子回 タは電子式冷接点および A/D コンバータを介してパソ 路および表示部分を分離し,前者のみを真空チャンバ コンに集録される. 内部に設置している.試料は輻射ヒータにより加熱さ れ,これを制御する温度コントローラはデジタル指示 3.2 サンプルホルダ 調節計(千野製作所製 DA1131 - 000)とサイリスタレ Fig. 4 に液状及び粒子状材料用サンプルホルダの概略 ギュレータ(千野製作所製 DA1131- 000)で構成され 図を示す [4,5].サンプルホルダはアクリル製容器であ ている.試料表面温度は温度制御用の熱電対を検出端 り,これを凍結・乾燥プロセスにおける試料内の熱と としてヒータの電源電圧を PID 制御することにより制 物質移動の方向が一次元となるように断熱する.凍結 御可能である. プロセスではサンプルホルダの側面をグラスウールで, 真空チャンバ内の全圧は金属隔膜型圧力計(MKS 製 乾燥プロセスではさらに試料容器底面をスタイロ 310BHS- 10:計測範囲 0∼1333 Pa)とピラニ真空計(計 フォームで断熱する.固形試料の凍結乾燥特性と移動 4 相 良 泰 行 4.乾燥特性の計測例 Fig. 6 に濃度 37%,試料厚さ 25 mm のコーヒー溶液 を表面温度 45℃で一定値に制御しながら凍結乾燥した 場合の乾燥特性を示す [7].試料重量から求めた乾燥速 度は試料表面温度が設定値に達した時点で最高速度に 達するが,その後は指数関数的減少を示している.試 料内温度分布の経時変化を観ると,試料表面に近い温 度測定点から順に急激な温度上昇を示し,これらの温 度上昇開始点において昇華面が通過したことを示して いる.すなわち,乾燥層の厚さを予測する事が可能で ある.また,最初の温度上昇点から次の温度上昇点ま での時間間隔が次第に大きくなっていることから,乾 Fig. 4 Sample holder for liquid and granular materials. 燥層が次第に厚くなるにつれ,乾燥層を通じて供給さ れる熱流束に対する伝熱抵抗が大きくなっていること 物性値を計測するためのサンプルホルダを Fig. 5 に示 がわかる.さらに,試料内温度分布をみると,昇華面 す [6].一般に固形材料の周囲を断熱することは極めて の温度が最も低い値を示し,また,凍結層の温度は昇 困難であるため,このホルダは試料両面から輻射加熱 華面の温度に等しい均一な分布を示す.これらの実験 する装置となっている.この図に示すヒータはシリコ 結果より,コーヒー溶液の乾燥速度は乾燥層の熱移動 ン製ヒータに厚さ 1 mm の銅板を両側から接着したも 速度により律速されているものと判断される. のであり,ヒータ表面と試料両表面との距離は調節が これとは逆にリンゴなどの細胞質材料 [8] や高濃度塩 可能である.凍結終了後の試料を断熱材ごと,装置の 分溶液 [9] では,それらの乾燥速度が乾燥層の水蒸気移 中央部へ垂直に挿入し,この加熱装置全体の重量変化 動速度に律速される.また,コーヒー溶液では乾燥中 を計測する. を通じて,凍結層は約− 20℃以下に維持されるが,乾 燥速度が水蒸気移動速度に律速されるような材料では 3.3 含水率測定法 [5] 過剰に供給された熱量が昇華潜熱として消費されるだ 乾燥前後における試料の含水率は,乾燥試料の含水 けでなく,凍結層を加熱するためにも使われる.この 率をカールフィッシャ滴定法により求め,このデータ ため,凍結層の温度上昇による融解と発泡を招く結果 に基づき初期含水率を推算する方法を採っている.カー ルフィッシャ法はメチルアルコールおよびピリジンの 存在下で,水がヨウ素および亜硫酸ガスと定量的に反 応することを利用した水分定量法である.まず,標準 水メタノール(2.00 mgH2O/ml)でカールフィッシャ 試薬の力価(試薬 1 ml と反応する水の mg 量)を直接 滴定により検定する.力価検定後,約 100 mg の乾燥試 料に含まれる水分量をカールフィッシャ試薬により直 接測定する. Fig. 5 Sample holder for solid materials. Fig. 6 Experimental data obtained for 25 mm layer of a 40.3% coffee solution at surface temperature of 54.4℃. 5 食品凍結乾燥技術の進歩と実用操作への応用 となる.したがって,このような材料の加熱条件を決 定するためには,水蒸気の移動速度を正確に予測して 適正な熱供給速度を知る必要がある.このためには, 乾燥層の熱および水蒸気移動速度を正確に推算する必 要があるが,これには乾燥層の熱伝導率と水蒸気透過 係数の値が不可欠となる.しかし,これらの値は材料 に固有な物性値であるため,被乾燥材料ごとに計測す る必要がある. 5.移動物性値推算モデル 乾燥速度は乾燥層の熱および物質移動速度に律速さ れるので,両移動速度を正確に計算し乾燥速度を予測 するためには,前項で述べたように,乾燥層の移動物 性値,とくに熱伝導率と水蒸気の透過係数が不可欠な 物性値となる.筆者は乾燥特性測定データからオンラ Fig. 8 Automatic measurement system for transport properties of food sample during freeze-drying. インで材料乾燥層の移動物性値を推算するためのモデ ル(Fig. 7)を提唱した [10- 13].このモデルでは材料 このモデルを用いた移動物性値の推算はマイクロコ を半無限平板と仮定し,その底面は断熱され,一次元 ンピュータを利用して乾燥データを集録するオンライ 的な熱および物質移動が生じているものと考える.ま ン自動計測システム(Fig. 8)で行われる.この推算シ た材料の両面から輻射加熱する場合には,断熱底面を ステムは圧力センサ,電子天秤,熱電対で検出される 試料の中心とみなすことによりモデルの適用が可能で 電圧信号を A/D 変換機を介してマイクロコンピュータ ある.さらに,このモデルには次に示すような仮定を に集録すると共に,推算した移動物性値の経時変化を 設けている. 表示する機能を有している [2,4]. 1)昇華面は材料表面から均一に後退する.乾燥プロセ 6.移動物性値 スの後期にこの仮定が成立しない場合には,乾燥前半 期の乾燥特性データを使用する. 2)乾燥は準定常状態で進行し,材料内各部の温度・圧 力および昇華面の位置等の経時変化は小さい. 6.1 牛肉 Fig. 9 に乾燥層平均圧力に対する牛肉の乾燥層熱伝導 3)乾燥層の温度・圧力分布は直線で近似でき,凍結層 率を示す.図中のλ* は乾燥層を通過する水蒸気により の温度は均一でこれを昇華面の温度とみなすことがで 吸収される熱量を無視して測定された.すなわち,定 きる.筆者らの試算によれば乾燥層温度分布の直線近 常法 [14- 15] により計測された熱伝導率であることを 似誤差は最大でも 5%である. 示す.通常凍結乾燥が行われる操作条件下では熱伝導 4)乾燥層を通じて供給された熱はすべて昇華潜熱とし 率の乾燥層温度および圧力依存性は観られず,また測 て消費される. 定した全てのデータの平均値は 0.06(W/m・K)であっ 以上の仮定をもとに試料についての熱および物質移動 た.これと乾燥したサンプルの熱伝導率を減圧下にお 速度式を導入すると,熱伝導率と透過係数の計算式が いて定常法で測定して得られた経験式の曲線 [15] を比 得られる. 較すると,両方とも基本的に圧力が増大するにつれて Fig. 7 Freeze-drying model to determine transport properties. 6 相 良 泰 行 度 30∼80℃の範囲では,透過係数は乾燥層平均温度が 増加するにつれて増加し,試料表面温度 80∼100℃の範 囲では減少する傾向をそれぞれ示した.これは試料表 面温度が 80℃以上になると乾燥層を通じて供給された 熱が,昇華潜熱としてだけではなく,凍結層の温度を 上昇させる顕熱として消費されたためであり,モデル に設けた仮定を満足しないためと考えられた.これら の結果から,牛肉の透過係数測定における数理モデル の 適 用 範 囲 は 試 料 表 面 温 度 80℃以 下 で あ る こ と が わ かった. 6.2 コーヒー溶液 Fig. 11 にコーヒー溶液の熱伝導率を乾燥層の空隙率 に 対 し て プ ロ ッ ト し た デ ー タ を 示 す [16]. 溶 質 濃 度 40%コーヒー溶液の熱伝導率の平均値は 0.203(W/m・ K)であり,牛肉の場合と同様,乾燥層温度および圧力 Fig. 9 Thermal conductivity vs. pressure for raw beef. 依存性はみられなかった.ここで空隙率は市販インス タントコーヒーの比容積 0.625(g/cm3)を用いて推算 した値である.図に示すように熱伝導率と空隙率との 熱伝導率の値は増大するが,その絶対値は経験式曲線 間の回帰式は高い相関を示し,溶液系での熱伝導率は より大きい傾向を示す.これは我々の非定常測定法で 溶質濃度により決まる材料乾燥層の空隙率に依存する は,凍結乾燥プロセスにおける材料乾燥層に水蒸気流 ことが明らかとなった. 動が存在している条件下で,「有効熱伝導率」を測定し Fig. 12 にコーヒー溶液の透過係数と空隙率との関係 ているためであり,このような測定法を定常法で実現 を示す.図中の温度および圧力は乾燥層の平均温度お することは困難であることから,実用操作などの検討 よび平均圧力を示す.透過係数は先ず溶質濃度,すな には有効であると考えられた. わち,乾燥層の空隙率に依存し,次に乾燥層の温度と 牛肉の透過係数と乾燥層平均圧力との関係を Fig. 10 圧力に依存することが確認された.これらの依存性は に示す.測定データは多孔質固体の構造パラメータに 分子運動論により説明され,圧力の上昇に伴い乾燥層 分子運動論 [15] を適用して得られた理論曲線と良好な 一致を示し,ここに提唱した数理モデルは基本的に妥 当なものであることが確認された.また,試料表面温 Fig. 10 Permeability vs. pressure for raw beef. Fig. 11 Thermal conductivity vs. porosity for coffee solutions. 食品凍結乾燥技術の進歩と実用操作への応用 7 体および溶液系材料では乾燥層の熱移動速度が乾燥速 度を律速する.また,溶液系または分散系材料の乾燥 層は凍結方法により外部から制御可能となるため,乾 燥速度を向上させるためには凍結法により形成される 氷結晶構造,すなわち,乾燥層の空隙構造と移動物性 値の関係を定量的に把握する必要がある [16].そこで, 次節に示すように,筆者らは凍結により材料内に形成 される氷結晶性状を 3 次元的に計測する方法を開発し た. 7.マイクロスライサ画像処理システム 7.1 システムの構成と機能 Fig. 13 にマイクロスライサ画像処理システムの概略 図を示す [17].本システムは対象とする試料を連続的 に切削,すなわちマルチスライシングして,その断面 を露出させるマイクロスライサ部を含む断面像作成装 置,露出した二次元断面像を CCD カラーカメラで取り Fig. 12 Permeability vs. porosity for coffee solutions. 込む断面画像取込装置,取り込んだ原画像を収録する 画像記録装置,記録した原画像の情報に基づきボリュー ムレンダリング法により三次元画像を再構築したり, に形成された毛細管内を移動する水蒸気分子の壁面衝 実際には切断していない任意の試料断面画像を再構成 突確率が高くなり,また,壁面との熱交換により加熱 して表示するなど,画像情報処理を行うワークステー される水蒸気分子の運動が活発になるためと考えられ ションとしての機能を有する三次元画像構築装置,マ た. イクロコンピュータによりスライスと記録タイミング 筆者らは乾燥層を均一な半径をもつ毛細管束とみな を同期させるための信号を発生する信号発生器および した幾何学的構造モデルから透過係数を推算する方法 撮像中の画像や収録された原画像,さらに再構築画像 を提唱した [16].その一例として,このモデルをコー を観察者に表示するためのモニタで構成される. ヒー溶液に適用した結果を Fig. 12 内の曲線として示す. この図中の K max および K min はそれぞれ 25 Pa,65 Pa の圧力条件下で空隙率を変数として得られた理論曲線 7.2 スライサ部の構成と機能 本システムの特徴はマイクロスライサ部(Fig. 13) である.この図に示すように透過係数の計測データと における切削・撮像方式にある.すなわち,通常の顕 推算曲線との間に良好な一致がみられた.また,後述 微鏡観察などで行われるように,試料から切り取った する「マイクロスライサ」を利用して,凍結試料内氷 観察用切片の画像を取り込む方法を採らず,包埋剤な 結晶構造のパラメータを計測して透過係数を推算した どで冷却固定化した試料をマルチスライシングして得 結果,若干のモデル修正により図中の曲線が推算可能 であることを確認している. 6.3 乾燥層の構造と移動物性値の関係 通常,昇華乾燥により材料に形成される乾燥層は多 孔質構造となり,一次乾燥期の昇華面後退速度は乾燥 層の熱および水蒸気移動速度により律速される.一般 に溶液系材料では同じ濃度・空隙率でも凍結速度が速 いほど細孔のサイズが小さくなると共にその数が増加 することが知られている.また,これらの凍結法によ る構造変化は主に乾燥層の透過係数に影響を及ぼす. 青果物などの細胞質材料 [8] では,細胞膜が乾燥層を通 過する水蒸気の主な移動抵抗となるため,乾燥速度は 物質移動速度により律速される.その他の大部分の固 Fig. 13 Micro-slicer image processing system. 8 相 良 泰 行 られる試料本体の露出断面像を順次撮像する方式を採 サンプルホルダの外周囲は発泡スチロールで断熱した. 用した点にある.この方式の採用により試料の変形を また,サンプルホルダ下部から 5 mm 間隔で熱電対を 少なくし,また,固定試料の作成にも熟練を要しない 挿入し,凍結プロセスにおける温度分布の経時変化を などの利点が得られた.試料はステップモータで駆動 測定した.この図に示した温度測定個所はマイクロス する一軸ステージで間欠的に押し上げ,その上端を連 ライサによる切削部位とし,凍結速度と氷結晶性状パ 続的に切削する.切削用ナイフは試料によりミクロトー ラメータの関係を定量的に求めることとした. ム,ダイヤモンドバイト,ガラスナイフを用い,60rpm 液体窒素ガスを冷媒とするフリーザー上面部に設け で回転する.また,これらのナイフはスピンドル上端 た冷却銅板は一定温度に制御され,この冷却版により 部に装着したナイフホルダの先端部分に装着し,スピ 試料底面より冷却される.牛肉の凍結試料はマイクロ ンドルをモータとタイミングベルトにより駆動する機 スライサの蛍光顕微鏡を用い,倍率 50 倍,切削回転数 構となっている. 60 rpm,切削厚さ 5 μm にて,試料上部から銅柱上部ま この機構による試料の最小切削厚さは,押し上げス で切削し,画像を記録した.得られた二次元情報をワー トローク 22 mm に対し 1 μm である.試料の押し上げ クステーション上でボリュームレンダリング法により と断面画像の記録のタイミングは回転刃の主軸に取り 三次元像に再構築した.得られた画像は画像処理によっ 付けたエンコーダからのトリガ信号により制御する. て色濃度のレベル変動や回転などが可能であり,蛍光 試料断面像は光学・蛍光などの顕微鏡を介して CCD カ を発色している筋細胞を暗赤色に,暗く写る氷結晶を メラ(SONY:DXC- 930)で撮像する.また,切削刃の 明るい色に変換し,識別を容易にする方法を採った. 回転を可能とするために,超長焦点距離の対物レンズ を用いて倍率 100 倍の撮像が可能である.さらに,切 7.4 凍結曲線と氷結晶の構造 削中の試料の融解を防止するため,マイクロスライス Fig. 15 に蛍光染色した試料を底面設定温度− 120℃ 部の外周部に設けたジャケットに液体窒素を循環させ で凍結した場合の凍結・熱流束曲線および最終到達温 ることにより試料の温度を− 40℃に維持可能である. 度− 106.9℃の部位における氷結晶断面画像を示す.熱 流速は凍結初期の試料内温度勾配の変動に伴って極大 7.3 計測法 供試材料に牛モモ肉(山形産黒毛和牛)を選び,筋 繊維の方向に沿って凍結用試料を切り出してサンプル 値を示し,後半では徐々に減少する傾向を示した,設 定温度の差異による熱流束曲線の形状に違いはみられ ず,そのレンジのみが変化することがわかった. に供した事例について述べる [18].円筒形(4 mmφ× Fig. 16 に試料の断面画像と 3 次元構築像示す.この 15 mm)に切り出した試料は,20 μM に調整した蛍光 画像に関する凍結条件は,氷結晶生成帯温度範囲− 3∼ 試薬溶液に 3 時間浸漬したのち,Fig. 14 に示すパラフィ − 7℃における凍結曲線の通過時間が 50 sec,凍結速度 ン製サンプルホルダに充填し,試料底部には銅柱を挿 12.5℃/sec および熱流束範囲 q=183.1∼159.2 W/m 2s で 入し,温度測定点②③の温度履歴から,凍結過程の熱 ある.凍結曲線から推算される凍結速度と氷結晶性状 流束を推算した.試料を一次元的に凍結するために, の関係を定量的に検討するために,3 次元構築像は Fig. 14 に示した温度測定箇所④を中心に厚さ 1 mm(上下 0.5 mm)範囲の断面画像から再構築した.また,断面画像 Fig. 14 Sample holder and temperature measuring locations. Fig. 15 Freezing and heat flux cur ves during freezing of raw beef (Tb:-120℃). 食品凍結乾燥技術の進歩と実用操作への応用 9 ず,着目成分の 3 次元分布計測などに利用されている. 8.実用装置と乾燥時間短縮技術の開発 通常,実用規模の凍結乾燥操作は,材料の品質劣化 を招かない加熱温度条件を経験的に決定し,その温度 を採用して加熱棚温度一定の条件下で行われる場合が 多い.また,凍結乾燥装置を保有していない食品企業は, レシピや包装形態などを決めて,装置を保有している 乾燥加工企業に製造を委託している.したがって,乾 燥加工企業は多くの食品企業から多様な食品材料の製 造を請け負うことになり,このため,きめ細かなプラ ントの制御が困難となり,多種類の食品材料に適用可 能で最も安全な棚温度一定制御法を採用せざるを得な い状況となっている. 筆者らは食品企業および装置メーカーとの共同研究 プロジェクトを推進し,即席スープ用凍結乾燥装置を Fig. 16 Reconstr ucted 3D images of frozen beef 1 mm in thickness. 開発した.また,この実用装置の加熱サイクルとして, 「材料表面温度制御方式」を提唱して乾燥時間の短縮に 貢献した.上述したように,乾燥加工企業では棚温度一 は再構築した 3 次元像における上部,中心部,下部に 定の条件下で乾燥を行っていたが,この方式では乾燥工 相当する.これらの画像では,蛍光染色により蛍光を 程に 20 hr 時間以上を必要とし,これに乾燥前後の処理 発している組織(白色部)と発していない氷結晶(黒 に要する時間を加えると最終製品を得るまでに 27 hr 以 色部)が明確に識別されている.試料下部では細胞内 上を要していた.このため,作業員の就労時間帯がシ に単体として球形の氷結晶が形成され,その直径は 10 フトする事態となって,雇用のためのコストが割高と ∼20 μm で あ っ た. 中 心 部 で は 細 胞 の 形 状 が 消 失 し, なり,また,エネルギコストが嵩む原因となっていた. 氷結晶のサイズは直径 30 μm 程度であり,上部では直 筆者らのグループは乾燥時間を短縮するための最適 径 50 μm 程度の氷結晶が連なって筋繊維を取り囲むよ 加熱条件を探り,Fig. 17 に示すように乾燥開始直後の うに生成していることが観察された. できるだけ早期に材料表面温度を「品質設計温度」ま Fig. 16 の 3 次元構築像に示すように,いずれの設定 凍結温度条件でも氷結晶は筋繊維の方向に沿って生成 で上昇させ,その後,その温度を維持する方式を提案 した.その結果,16hr 以内の乾燥サイクルが達成され, し,氷柱を形成していることがわかった.また,筋繊 維にゆがみや屈折が存在すると,筋繊維の方向に沿い ながらも氷柱は組織を押しのけながら上方へ成長する 傾向が観られた.しかし,設定温度が低くなるに伴っ て細胞内に球状の氷結晶が存在し,氷柱サイズおよび 氷柱高さが小さくなる傾向が観察された.これは凍結 速度の向上によって氷結晶のサイズが小さくなり,こ のために氷柱形成能力が組織構造に対し相対的に弱く なり,氷結晶が垂直方向へ連なって球形を形成してゆ く能力,すなわち,柱形成能力が低下し,その連続柱 が失われるためであると考えられた. 本システムは凍結したコーヒー水溶液内に形成され る氷結晶性状の計測に利用し [19],その結果得られた 構造パラメータから乾燥層の透過係数を推定した(Fig. 12 の曲線)[16].現在,新しく「極低温マイクロスラ イ サ 分 光 画 像 処 理 シ ス テ ム 」 を 開 発 し, 室 温 か ら − 80℃の範囲で凍結速度を制御し,さらに高感度近赤外 分光カメラを装備して,染色などの前処理を必要とせ Fig. 17 Shortening of drying time by surface temperature control of material. 10 相 良 泰 行 of beef samples” (in Japanese). J. Soc. Agric. Mach., Jpn., 38, 225- 231 (1976). 4) Y. Sagara: Automatic measurement system for transport proper ties of food samples undergoing sublimation dehydration. “Advances in food engineering”, R. P. Singh and M.A. Wirakartakusumah ed., CRC Press Inc., Boca Raton, Florida, 1992 pp.111- 124. 5) Y. Sagara. A. Hosokawa: “Freeze- drying characteristics of beef”. (in Japanese). J. Soc. Agric. Mach., Jpn., 38, 395- 403 (1976). 6) Y. Sagara. A. Hosokawa, T. Kameoka: “Freeze - dr ying characteristics of beef using radiant heating” (in Japanese). J. Soc. Agric. Mach., Jpn., 40, 547- 554 (1979). Fig. 18 Heat transfer acceleration to frozen portion with convex spheroidal platen. 7) Y. Sagara, J. Ichiba: Measurement of transport properties for the dried layer of coffee solution undergoing freeze drying. Drying technology, 12, 1081- 1103 (1994). 全工程の所要時間も 24 hr 以内となった.品質設計温度 8) T. Araki, Y. Sagara, K. Abdullah, A. Tambunan: Transport は「最終製品の品質許容範囲における材料表面最高温 properties of cellular food materials undergoing freeze- 度条件」に相当し,卵スープの場合には,乾燥過程で drying. Drying Technology, 19, 297- 312 (2001). 表面に生ずる Scorch(焦げ)色 [20] と香りの変性防止 9) K. Kaminishi, T. Araki, Y. Sagara: “Study on Freeze- drying が最大の品質設計要因となった.また,この加熱プロ condition and transpor t proper ties for miso past” (in グラムを実用機で達成するために,装置メーカーと全 Japanese). Trans. JSRAE, 16, 273- 281 (1999). 般的な乾燥機設計に関する検討を行い,実験室レベル 10) Y. Sagara. T. Kameoka, Hosokawa: “Measurement of thermal で得られた乾燥サイクルのスケールアップを実現した. conductivity and permeability of the dried layer during 上述した乾燥サイクルによる乾燥時間短縮法に加え, さらなる短縮を図るために,Fig. 18 に示すような凸状 加熱棚とこれに密着する材料用トレーを開発した.平 freeze- drying of beef” (in Japanese). J. Soc. Agric. Mach., Jpn., 44, 477- 487 (1982). 11) Y. Sagara: Advances in transpor t phenomena during 板加熱棚上に設置したトレーを介する加熱方式では, freezing - dr ying of food materials - Fundamentals and 昇華乾燥の後期に材料内凍結部が残留し,この凍結部 applications- . Food Sci. Technol. Res., 7, 183- 190 (2001). を取り巻くように形成される多孔質乾燥層が伝熱抵抗 12) Y. Sagara: Advances in transport phenomena during freeze- 媒体となって,凍結部の昇華速度が次第に遅くなる. dr ying of food materials- fundamentals and applications. そこで,あらかじめ乾燥後期に形成される凍結部の形 “Dehydration of products of biological origin” Arun S. 状に合わせた凸状加熱棚を開発して伝熱促進を図り, Mujumdar ed., Science Publishers, Inc., Plymouth, UK, 乾燥時間の短縮を達成した.現在,これらの成果は大学・ 食品企業・装置メーカー 3 者の共同特許として公開さ 2001, pp.23- 42. 13) T. A r a k i , Y. S a g a r a , K . A b d u l l a h , A . T a m b u n a n : Measurement of transport properties for the dried layer of れている. several food materials undergoing freeze- drying. Buletin 引 用 文 献 Keteknikan Pertanian, 12, 18- 31 (1998). 14) J. D. Mellor, D. A. Lovett: Flow of gases through channels 1) Y. Sagara: Instantize technologies - freeze dr ying - . “Advanced sciences in food (Syoku no sentan kagaku)”, Y. Sagara ed., Asakura syoten, Tokyo, 1999, pp.48-61. with reference to porous material. Vacuum, 18, 625 (1964). 15) J. D. Mellor: “Fundamentals of freeze- dr ying” Academic Press, London, 1978, pp.94- 128. 2) Y. Sagara: Automatic measurements of transport properties 16) Y. Sagara: Structural models related to transport properties during fr eeze - dr ying of food. “Fundamentals and for the dried layer of food materials undergoing freeze- applications of freeze-drying to biological materials, drugs drying, Drying Technology, 19, 281- 296 (2001). and foodstuffs” Refrigeration Science and Technology, Int. Inst. of Refrigeration ed., 1985, pp.155- 170. 17) Gab- Soo Do, Y. Sagara, K. Kudoh, H. Yokota, T. Higuchi: “Sur face area and volume measurements of a broccoli 3) Y. Sagara. A. Hosokawa: “Performance characteristics of (Brassica oleracea L.var. italica PLEN) with a microslicer- experimental freeze-drying apparatus and drying example image data processing system” (in Japanese). J. Soc. Agr. 食品凍結乾燥技術の進歩と実用操作への応用 Structure, 28, 21- 29 (1997). 11 発した.このために固形・水溶液・細胞質材料にそれ 18) Gab- Soo Do, Y. Sagara, M. Tabata, K. Kudoh, T. Higuchi: ぞれ適用可能な数理モデルを提唱した.熱伝導率は乾 Three- dimentional measurement of ice crystals in frozen 燥層固相マトリクス構造に,透過係数は細孔構造に依 beef with a micro-slicer image processing system, Int. J. of 存すること,さらに乾燥層構造は予備凍結によって形 Refrigeration, 27, 184- 190 (2004). 成される氷結晶性状に影響されるため,液状材料の固 19) S. Ueno, Gab- Soo Do, Y. Sagara, K. Kudoh, T. Higuchi: 形分濃度と凍結条件は,乾燥サイクル最適化の主要な Three- dimentional measurement of ice crystals in frozen 制御因子となることを明らかにした.また,「マイクロ dilute solution, Int. J. of Refrigeration, 27, 302-308 (2003). スライサ画像処理システム」を開発し,予備凍結条件 20) Y. Sagara. A. Hosokawa: “Scorch and color change of beef −材料内氷結晶 3 次元構造−氷結晶性状の関連性を総 surface during freeze drying” (in Japanese). J. Soc. Agric. 合的に計測することが可能となった.これらの研究成 Mach., Jpn., 38, 329- 334 (1977). 果に基づき,材料表面温度制御方式と材料内残留凍結 部への伝熱促進法による乾燥時間短縮法を提唱した. 要 旨 これら実験室レベルの基礎的知見や要素技術をシステ ム化し,即席スープ類生産プラントの設計・操作にス 食品の凍結乾燥プロセスにおける乾燥特性を計測し, 材料乾燥層の移動物性値を推算する計測システムを開 ケールアップして商業生産を実現した.
© Copyright 2026 Paperzz