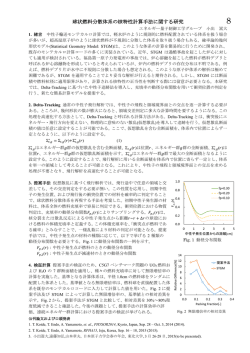
日本工業大学研究報告 第 46巻 第 1号 (平成 28年6月) Report of Researches, Nippon Institute of Technology, Vol.46, No.1 (June 2016) 修士論文概要 紫外線硬化樹脂に生じる残留応力の要因の検討† 小山 寛人* (2016 年 3 月 9 日受理) Investigation of Factors of Residual Stress Generated in UV-curable Resin during Curing Hiroto KOYAMA (Received March 9,2016) 緒言 1 2 近年,3D プリンタの材料,接着剤,マイクロレンズや回 実験装置 Fig.1 および Fig.2 に,応力・熱同時測定装置と流動・熱 折格子などの様々な用途で紫外線硬化樹脂(UV 樹脂)が 同時測定装置の概要図をそれぞれ示す.Fig.1 に示す応力・ 使用されている.これは,UV 樹脂が(1)硬化速度に優れる, 熱の同時測定装置は,円偏光器,光弾性画像取得のための (2)一液性である,(3)保存性に優れる,(4)ガラス,金属, デジタル一眼レフカメラ(D70,ニコン社製) ,赤外線カメ セラミックなどと優れた接着力がある,(5)造形性があるな ラ(Radiance Hs,レイセオン社製) ,赤外線反射型ビーム どの多くの特徴を有しているからである.しかしながら, UV illumination device 製造段階や使用中において形状不良や破損が起こる場合が あり,強度的信頼性の向上が望まれている. このような破損の主な原因として,UV 樹脂製品成型の LED light PC used for thermography 際に生じる残留応力が考えられる.そのため,UV 樹脂製 Diffusion board 品の形状不良・破損を回避するためには,残留応力に影響 Beamsplitter を与える要因を把握することが重要である.これまで,応 Specimen Infrared camera 力分布や収縮状況を調べるために,硬化時の樹脂について Polarizer Quarter-wave plate Analyzer 応力を光弾性法,化学反応熱をサーモグラフィ法,流動を デジタル画像相関法(粒子画像流速測定法(PIV 法),粒子 追跡速度測定法(PTV 法))を用いて解析することによって, Digital camera 樹脂硬化過程における様々な知見が得られている.しかし PC used for photoelasticity Fig.1 Experimental setup for measuring stress and temperature of resin ながら,それらの実験で得られた熱と流動が残留応力に与 える影響や応力・熱・流動の 3 者の関係,さらに,UV 強 度や境界条件等の硬化条件が残留応力に与えるえる影響は 詳細には調べられていなかった. Laser illumination device 本研究では UV 樹脂製品の強度的信頼性を高めることを 最終目標として,応力測定装置により硬化過程の応力測定 PC used for thermography を経時的に行い,UV 強度や境界条件等の硬化条件が残留 Infrared camera Specimen 応力に及ぼす影響を調べた.また,応力・熱同時測定装置 により応力と熱の関係を,流動・温度同時測定装置によっ て流動と熱の関係を調べた. Digital Camera PC used for digital image correlation ____________________________________________________________________________________________________________________________________________________________ † 本論文の一部は「日本実験力学会講演論文集,No.14(2014), pp.159-163」において発表した. * 日本工業大学大学院博士前期課程機械システム工学専攻 2015 年 3 月修了 (CAD 応用研究室) UV illumination device Fig.2 Experimental setup for measuring flow and temperature of resin 29 日本工業大学研究報告 第 46巻 第 1号 (平成 28年6月) Report of Researches, Nippon Institute of Technology, Vol.46, No.1 (June 2016) スプリッタおよび紫外線照射装置(EXECURE4000,HOYA る.3 つ目(試験片 C)は,空所が厚さ 10mm×高さ 25mm CANDEO OPTRONICS 社製)からなっており,光弾性撮影 ×幅 20 ㎜のものに液高が 15mm(樹脂量 3.0ml)になるよ における光源には自作の 3 色 LED を用いた.使用したビー うに紫外線硬化樹脂を注ぎ,試験片上部4方に黒色ビニー ムスプリッターは,可視光を透過し赤外線を反射する特性 ルテープを貼ることで,中心部(5 ㎜×10 ㎜)に紫外線が を持っている.そのため,これを光源に対して 45 度回転さ 照射するようにしたものである.なお,上記の 3 つは紫外 せて設置することで円偏光状態の光を透過,赤外線を赤外 線強度 E が樹脂液面で 10mW/cm2,照射時間は 420 秒とな 線カメラ方向へ直角に反射させ,応力と熱の同時測定が可 っている.4 つ目(試験片 D)は,3 つ目と同じ試験片で紫 能になる.Fig.2 に示す流動・熱の同時測定装置は,トレー 外線強度を 30 mW/cm2 にしたものである.試験片 A~C を サー粒子に光を反射させて可視化するレーザーシート照射 比較することで硬化部と型との接着が応力に与える影響を 装置(波長 λ=532nm,カトウ光研社製) ,可視化画像を取 調べた.また,試験片 C と D を比較することで紫外線強度 得するデジタル一眼レフカメラ,赤外線カメラおよび紫外 が応力に与える影響を調べた.実験では紫外線を試験片上 照射装置からなる.流動と熱を同時に測定するために,熱 部から照射し,等色線縞の撮影は 3 秒間隔で計 140 枚を取 測定用の赤外線カメラと流動測定用のデジタル一眼レフカ 得した. メラを試験片を挟んで向かい合うように設置した.実験で 3.2 実験結果および考察 は試験片側面からレーザーシートを照射し続けて,可視化 Fig.4 に実験で得られた等色線縞を示す.紫外線が照射さ 画像と熱画像の取得を行った.流動測定では,撮影により れた紫外線硬化樹脂は液面で等色線縞次数が増加し始め, 得られた可視化画像をデジタル画像相関法(粒子画像流動 より高次の等色線縞が硬化の進行と共に液面から下方へ広 測定法(PIV 法))を用いたソフトウェア (DIPP-FLOW Ver.1.13, がった.離型剤を塗布していない試験片 A では,t=30s (Fig(a)(i))において硬化部上部中央の縞次数が高い.その カトウ光研社製)で解析を行った. 3 後,下方へ凸の半円状に縞が広がっていくものの,依然と 紫外線硬化樹脂の硬化条件と応力 して硬化部上部中央の縞次数が高く 1.5 次に達する.しか し,離型剤を塗布した試験片 B では,縞の広がり方は同様 3.1 実験方法および試験片 硬化条件である紫外線強度,樹脂と型の接着の有無が残 であったが縞次数が大きく異なった.試験片 A で最も縞次 留応力に及ぼす影響を調べるため,Fig.1 中の光弾性装置に 数が高かった位置では 0 次となり,0 次の上下に 0.5 次ほ より得られる等色線縞によって比較検討した.Fig.3 に実験 どの縞が分布した.硬化部と型が接しない試験片 C では, に用いた試験片の概要図を示す.試験片の作製にはガラス 液面の樹脂が上に凸の曲面となり,縞分布は底部へ向かっ 板とアクリル板を使用し,その間に紫外線硬化樹脂を薄く て狭まるように広がった.また,上下に生じる 0.5 次近く 塗り硬化させて接着した.試験片は 2 種類で 4 通りの実験 の縞を挟んで常に 0 次が中央に位置していた.紫外線強度 を行った.1つ目(試験片 A)は,空所が厚さ 5mm×高さ の高い試験片 D では,試験片 C と同じ様に変化するが,試 25mm×幅 20 ㎜のものに液高が 15mm(樹脂量 1.5ml)にな 験片 C に比べて縞の分布が広く,最大縞次数もわずかに高 るように紫外線硬化樹脂を注ぎ,試験片上部左右に黒色ビ くなった. ニールテープを貼ることで,中央部(5 ㎜×10 ㎜)のみに 試験片 C と D のように,硬化部と型が接しない場合の応 紫外線が照射するようにしたものである. 2 つ目(試験片 力分布は,試験片 A および B のそれと大きく異なった.特 B)は,同試験片の空所内部に離型剤を塗布したものであ に,試験片 A は試験片 B~D のように中央の 0 次の縞位置 〔F.O.〕 0 20 76 2 Vinyl tape Glass plate 1 5 15 25 Acryl plate 10 UV (i) t=30s (i) t=30s (i) t=30s (i) t=30s (ii) t=200s (ii) t=200s (ii) t=200s (ii) t=200s Resin (a) Specimens A and B Vinyl tape Glass plate 20 76 Resin 5 10 15 25 Acryl plate 10 UV 〔Unit:mm〕 (iii) t=420s (a) Specimen A (b) Specimens C and D Fig.3 Specimens for measuring stress (iii) t=420s (b) Specimen B (iii) t=420s (c) Specimen C (iii) t=420s (d)Specimen D Fig.4 Time variations of isochromatic fringe 30 日本工業大学研究報告 第 46巻 第 1号 (平成 28年6月) Report of Researches, Nippon Institute of Technology, Vol.46, No.1 (June 2016) が移動するようなことはなく,常に縞次数が増加傾向を示 10 UV した.この理由は,樹脂と型の接着が生じると収縮が妨げ Acryl plate Glass plate Vinyl tape がったためと考えられる.また,紫外線強度が異なる試験 片 C と D を比較すると, 試験片 D の方が縞の分布が広く, 20 35 76 硬化部周囲の縞次数も高い.これらの結果から,樹脂と試 55 15 17 25 られ,収縮しようとする働きがそのまま応力値の増加に繋 KBr plate Resin 〔Unit:mm〕 験片との接着が残留応力に影響を与えること,紫外線強度 Fig.5 Specimen E for measuring stress and temperature が高いと硬化領域が拡大し応力も増加することが分かった. 硬化過程における応力と熱の関係 4 4.1 〔F.O.〕 0 2 Point 1 Point 2 Point 3 Point 4 実験方法および試験片 硬化過程において生じる化学反応熱が応力とどのような 関係にあるのかを調べるため,Fig.1 に示した応力・熱同時 測定装置を用いて,応力と熱の関係を調べた.Fig.5 に実験 (i) t=30s に用いた試験片 E の概要図を示す.試験片 E は,第 3 章で (ii) t=200s (a) Isochromatic fringe 用いた試験片の熱測定面に,赤外線透過率の高い KBr 板を (iii) t=420s 〔℃〕 10 60 使用した.試験片上部左右には黒色ビニールテープを貼り, Point 1 Point 2 Point 3 Point 4 中央部(5 ㎜×10 ㎜)のみ紫外線が照射されるようにして いる. 実験では,試験片のガラス板が一眼レフカメラ, KBr 板が赤外線カメラ(光源方向)を向くように設置し, 紫外線を試験片上部から 420 秒間照射した.紫外線強度 E (i) t=30s は,樹脂液面において 10mW/cm とした.なお,撮影は紫 (ii) t=200s (b) Temperature 外線照射開始と同時に行い,等色線縞画像は 3 秒間隔で計 Fig.6 Time variations of isochromatic fringe and temperature 140 枚,温度画像は 1 秒間隔で計 420 枚撮影した. for specimen E 2 (iii) t=420s 4.2 実験結果および考察 1.5 Fig.6 に実験で得られた試験片 E の等色線縞画像と温度分 Point 1 布図を示す.Fig.7 には,Fig.6(a)(b)(ⅲ)中に示す位置(Point Fringe Order 1~4)の縞次数と温度の変化を示している.なお,Fig.7(b) 中の矢印は最大温度に達する時刻を指し示している.Fig.6 より,等色線縞は第 3 章と同様に液面で生じ,時間経過に よって下方へ広がった.温度分布は,液面で非常に高温に 1 Point 2 Point 3 0.5 Point 4 なり,その高温部は温度を低下させながら下方へ移動して いった.最高温度は約 60 度であった.Fig.7 より,各位置 0 の等色線縞次数は,液面付近の Point 1 で縞次数が増加し始 0 60 120 180 240 300 360 420 Time〔s〕 め,始めは直線的に増加していくものの,最大値に近づく (a) Isochromatic fringe orders につれて増加率は低下した.その後,Point 2,3,4 の順に 60 縞次数が増加していくが,変化の傾向は Point 1 と同様であ Temperature〔℃〕 った.また,最大縞次数は液面付近(Point 1)で最も高く, 液面から離れるほど(Point 1 から Point 4 にかけて)低くな った.各位置の温度変化は,液面付近(Point 1)で温度増 加率が高く,最大値に達すると緩やかに低下していった. なお.最大温度は Point 2,1,3,4 の順で高かった. Point 1 Point 2 Point 3 50 40 Point 4 30 20 ①② ③ ④ 縞次数と温度の変化を比較すると,各位置における縞次 10 数が増加し始める時刻と温度が最大に達する時刻がほぼ一 0 50 100 150 200 250 致した.このことは,硬化している部分で化学反応熱が生 (b) じ,その部分で収縮による応力が発生していることを意味 300 350 400 Time〔s〕 Temperature している.そのため,温度を測定することで硬化状況を把 Fig.7 Time variations of isochromatic fringe orders and 握できる可能性が示唆された. temperature at points 1 to 4 shown in Fig.6(a)(b)(iii) 31 日本工業大学研究報告 第 46巻 第 1号 (平成 28年6月) Report of Researches, Nippon Institute of Technology, Vol.46, No.1 (June 2016) 硬化過程における流動と熱の関係 Glass plate 実験方法および試験片 流動と熱の関係を調査するために,Fig.2 に示す流動・熱 同時測定装置により,紫外線硬化樹脂の熱と流動を同時か つ経時的に測定した.Fig.8 に示す試験片 F は,試験片 E KBr plate UV 10 20 35 76 と同じものの底部左右に黒色ビニールテープを貼り,中央 部(5 ㎜×10 ㎜)のみに紫外線が照射されるようにした. 紫外線を下方向から照射することで硬化部が試験片下部に 55 5.1 Resin 15 17 25 5 Acryl plate Vinyl tape 〔Unit:mm〕 Fig.8 Specimen F for measuring flow and temperature 位置し,収縮と熱による流動の方向が対になるようにした. また,左右に黒色ビニールテープを貼ることで未硬化樹脂 0 〔μm/s〕 〔℃〕 20 10 60 部を設けている.ガラス板,アクリル板および KBr 板から なる空所(厚さ 5mm×高さ 25mm×幅 20 ㎜)に,紫外線 硬化樹脂 1.5ml とトレーサー用のアクリル粉末 0.05g を注 入した.PIV 法に用いる場合に必要なトレーサー粒子の量 を表わす体積含有率 Vp は 2.05%,平均粒径は 50μm であ (i) t=10s (i) t=10s (i) t=10s (ii) t=30s (ii) t=30s (ii) t=30s (iii) t=60s (iii) t=60s (iii) t=60s (iv) t=180s (iii) t=180s (iii) t=180s (a) Quasi-Streamlines (b) Speed (d) Temperature った.紫外線強度 E は樹脂液面において 10mW/cm2 とし, 照射時間は 420s とした.撮影は紫外線照射開始と同時に行 い,可視化画像は 3 秒間隔で計 140 枚,熱画像は 1 秒間隔 で計 420 枚を取得した.なお,PIV 法による解析時間間隔 は,撮影間隔の 3 秒となる. 5.2 実験結果および考察 Fig.9 に試験片 F の流動解析結果((a)擬似流線,(b)速度 分布)と(c)温度分布を示す.(a)擬似流線は,PIV 法により 得られた速度ベクトルから,ベクトル方向にその大きさを 示す線分を描いたものである.なお,Fig.8(a)には,流動の 方向を分かりやすくするために,相対的な大きさを示すベ クトルを追加した.Fig.8(a)の擬似流線において,紫外線照 射開始直後は樹脂が紫外線照射部である底部中央への流動 した(Fig.8(a)(i)および(ii)).その流動と同時に,左右の未 硬化樹脂が渦を巻いて流動する様子が見られた.時間経過 と共に未硬化樹脂の流動範囲は拡大し,硬化部(底部から Fig.9 Time variations of flow and temperature for specimen F 広がるほとんど流動していない部分)に沿って左側では反 時計回り,右側では時計回りに渦を巻いた.また,硬化部 6 上部に位置する硬化部と未硬化樹脂の境界に目を向けると, 結言 本研究では,光弾性法を用いた応力測定により,紫外線 t=10s(Fig.8(a)(i))では紫外線照射方向の底部に流動してい 硬化樹脂の硬化条件が応力に及ぼす影響を調べた.また, たのが,t=30s(Fig.8(a)(ii))にはほとんど見られなくなり, 光弾性法,サーモグラフィ法およびデジタル画像相関法(PIV その後,上方向への流動に変わった (Fig.8(a)(iii)および(iv)). 法)をそれぞれ組み合わせて,応力と熱,流動と熱を同時 収縮による流動であれば硬化部方向(底部)へ流動するは かつ経時的に測定することで,それらの関係を調べた.そ ずが,その逆方向への流動となった. の結果,UV 樹脂の残留応力が UV 強度や硬化条件に大き 速度分布と温度分布を比較すると,紫外線照射を開始し く影響を受けること,熱測定により硬化の状況を間接的に てから早い段階で底部左右の流速が速くなり,硬化部に沿 測定できる可能性があること,硬化過程における流動は収 って左右で渦を巻くように分布している.硬化が進行して 縮よりも熱による影響が支配的であることが分かった. いくと最大流速は低下してゆくが,最も速い場所は常に硬 化部の上部左右付近であった.このことから,硬化過程に 論文審査委員 おける紫外線樹脂の流動は収縮と熱による対流(熱対流) 主 の影響により生じるが,収縮よりも熱対流の影響が支配的 であることが分かった. 32 査 教 授 梅崎 栄作 審査委員 教 授 村田 泰彦 審査委員 准教授 高木 茂男
© Copyright 2026 Paperzz