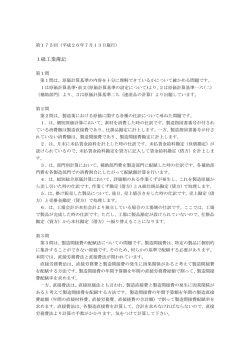
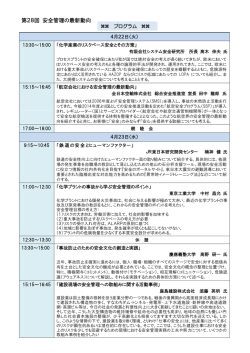
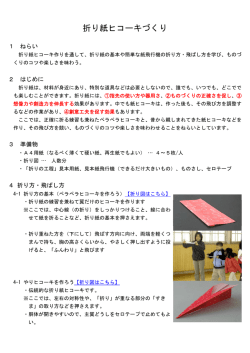
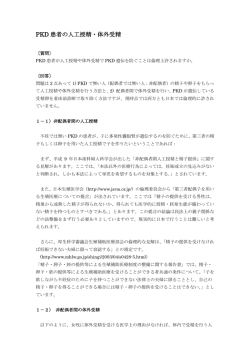
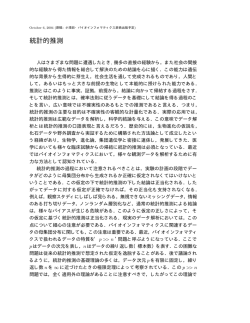
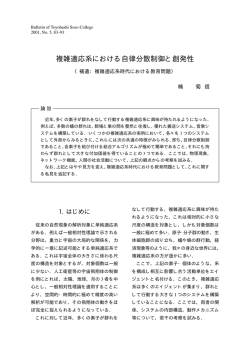
メカトロ油圧装置のためのサーボ制御システムの開発研究(第1報) 生産技術部 林健一郎,大坪昭文 森鉄工株式会社 松浦憲昭 本開発研究においては,まず,メカトロ油圧装置の代表的な油圧プレス装置を制御対象 として,そのシリンダ制御系をシステムの自由度と拡張性を高めるためにパソコンを用い て構成することで,サーボ制御システムをソフトウェアにより実現できるようにした.次 に,このサーボ制御システムを用いてシリンダ内のロッドの目標位置ヘの位置制御を行う にあたり,制御対象の入出力特性をステップ応答法により調ベることでコントローラの制 御パラメータの決定を行った.そして,決定したコントローラの制御パラメータを用いて 目標位置ヘのロツドの位置制御を行った結果,目標位置での精度20[μm]を得ることがで きた. 1.はじめに 現在,油圧プレス装置といったメカトロ油圧装置 用のサーボコントローラは,モータ用のサーボコン トローラをやむなく代用している状況にあるが, 般にモータ用のサーボコントローラはハードウェア から決定したコントローラの制御パラメータを用い て行った,シリンダ内のロッドの目標位置ヘの制御 結果について述ベる. 2.パソコンによるシリンダ制御系の構成 主体で構成されているので,システムの自由度と拡 張性に乏しく制御方法も従来の方法"だけに限定さ 本開発研究においては,森鉄工(株)において研究 六 れていた 一〕 1、 本開発研究においては,メカトロ油圧装置を対象 としたサーボ制御システムをソフトウェアにより実 現することで,システムの自由度と拡張性を高める ことにより,アドバンストな制御方法の適用による y卜 1 ^ J 児二 4 ど!゛ 達河 M 」、先t毫 憲 制御性能の改善と汎用性のあるシステムの実現を目 ' 的とする. y 1. 軍 ーーー ゛ 釜誕り滋 L1ー 亨 4 玉 熱 一懇1 図1 油圧プレス実験装置の外観 1登 太りぐ -47ー ミ 釜 、〕、、/ J そこで,本報告においては,まず,ここで制御対 象として用いる油圧プレス実験装置について説明し た後に,パソコンを用いて構成した油圧プレス実験 装置のシリンダ制御系について述ベる.次に,制御 対象の入出力特性を調ベるために行ったステップ応 答法による試験について述ベた後,その入出力特性 P、、、 きれぱ,優れた制御性能を有するフィードバック制 御系の設計が期待できる. j "〕ノ J y゛ いかに制御対象の特性を把握するかが特に重要であ る.もし制御対象の特性を正しく把握することがで ye、 ノ」N ' 1 一1 11 なる.いかに優れたフィードバック制御系を設計で きるかは,制御量を正しく計測することに加えて, 烹知 ここでは,メカトロ油圧装置の代表的な油圧プレ ス装置において,センサで計測した情報の制御量を 基にしたフィードバック制御系の設計を行うことに ? パソコン(ーーーーー^制御対象 目標値・ D/A変換器 ントローラ 位置 電圧 サーボ弁 流量 ノ弌ルス カウンタ シリンダ部分 スケールユニット 図2 油圧プレス実験装置のシリンダ制御系の構成 開発のために設計・製作された油圧プレスの実験装 置を制御対象とし,その実験装置のシリンダ制御系 をパソコンを用いて構築している.制御対象である 油圧プレス実験装置とそこで用いたパソコンの外観 は図1に示しているとおりである. この実験装置の加圧能力は10冊[kN]となってお リ,上下2本のシリンダの問に金型を取り付けてお いて,シリンダ内のロッドを動作させることで材料 をプレス加工することができる.シリンダ内のロツ ドの制御は,油圧ポンプからシリンダへ供給される 油の流量をサーボ弁の弁開度を調節することで行っ てぃる.また,シリンダ内を動作するロッドの位置 の検出には,高い精度を有する位置センサのスケー ルユニットが使用されている. 実際の油圧プレス実験装置におけるシリンダ制御 系の構成を図2に示しているが,点線より右側が制 御対象である油圧プレス実験装置であり,左側が今 回新たに制御のために使用したパソコンとそのイン ターフェースとなっている.ここでは,コントロー ラであるパソコンから D/A 変換器を通してサーボ 弁ヘ与える電圧値に応じて,シリンダ部分ヘ供給さ れる油の流量が変化した結果シリンダ内のロッドの 速度が決定される.また,ロッドの移動方向は電圧 シリンダ 'ヒ不 40[mm] 可動範囲 298[mm] →、← している. カウント 次に,シリンダ内のロッドの位置検出は,位置セ ンサであるスケールユニットから出力されるパルス DOWN 原点 イ立置 値の正・負の符号により決定される.なお,ここで 用いた D瓜変換器の分解能は16[bit]であり,士10 [V]の範囲で3.O×10→〔V小北]の高い変換性能を有 信号をカウンタでカウントすることにより行われる が,上部シリンダにおけるロッドとスケールユニッ ロッド トの位置関係は図3に示すようになっている. では下の方向を正としており,ロッドの位置が下が サ.^ 、^、^ 258[mm] ﹂1 UP 一1 ーーι﹂一 舮^ー^ー^ー」 」一ーーーー, スケールユニット る場合にはカウンタのカウント値を増加させるパル ス信号が,逆に,ロッドの位置が上がる場合にはそ れを減少させるパルス信号がスケールユニットから 出力される.そして,スケールユニットから送られ てくるパルス信号に応じて,カウンタでは内部レジ スタのカウント値が更新される.最終的に,ロッド の現在位置はこのカウンタのカウント値を基にパソ コン上で計算して決定される.なお,ここで用いた スケールユニットの計測範囲は士300[mm]であり, その分解能は高精度の 1[μm]となっている. 図3 上部のシリンダ部分 本開発研究においては,コントローラ及びインタ ーフェースとの入出力をパソコンを用いてソフトウ -48- エアにより実現しているが,油圧プレス実験装置に おける計測制御には少なくとも十数[ms]オーダー の短いサンプリング周期が要求されるので,高速処 理が可能なシステム記述用言語のC言語を用いてプ ログラムを作成している. 4は,上部シリンダに対するサーボ弁ヘの入力電圧 U の値を,0.5 [V]から5.0 [V]まで0.5 [V] 毎に変北させた場合の結果である. 図4から,ステップ応答波形がスタート時は緩や かに,その後は直線的に増加していることが分かる が,このことは制御対象が無定位性のプロセスであ 3.目標位置ヘのロッドの制御 ることを意味している".また,入力電圧値が4.0 油圧プレス実験装置におけるシリンダ内のロッド の位置を制御するためには,まず,制御対象である [V]を越えた辺りから応答波形に違いが無くなって おり,サーボ弁の入力範囲が士10[V]であるにもか かわらず,出力である流量は入力電圧値が4.0[V] 油圧プレス実験装置の入出力特性を調ベることによ リ,コントローラの制御パラメータを適切に決定す ることが肝要である.ここでは,制御の現場で一般 に良く用いられるステップ応答法により制御対象の 入出力特性を調ベることとする.ステップ応答法と は,入力として制御対象にステップ状の信号を加え て,その入力に対する出力の応答を調ベる方法であ 2]. 制御を位置制御系のコントローラとして用いるが, その場合の制御パラメータはステップ応答法で求め た制御対象の入出力特性に基づいて決定される. まず,制御対象である無定位性のプロセスをむだ 時間要素と積分要素の組み合わせで近似するが,そ の伝達関数は次式のように表現される. S e L ステップ応答法の試験を行うためには,最初に口 ツドをスタート位置である原点位置ヘ移動させて停 で既に飽和して上限に達していることが分かる. ここでは,フィードバック制御の代表的な PID 止させる必要があった.しかし,サーボ弁には通常 オフセットが存在するため入力電圧値をゼロにして もロッドの位置が動いてしまう.そのため,ロッド ここで,パラメータ K は,ステップ応答の波形で の位置の制御時にはこのサーボ弁のオフセツト分を 十分時問が経過した後の直線部分の傾きを入力電圧 補正する必要があるので,オフセット分の補正値の 自動検出を行った.そして,その補正値を入力電圧 に加えることにより,ロッドが原点位置に精度良く 値で割った値であり,無定位性のプロセスのゲイン を表している.また,パラメータ L は,原点から 直線部分の漸近線と時問軸の交点までの時間の長さ であり,無定位性のプロセスのむだ時間を表してい 停止するようにした.加えて,ロッドを原点位置で 停止させた状態にするには,サーボ弁の油漏れを考 慮して目標値をゼロとした位置制御を行う必要があ G(S)=^ S る. つた. 図4に示したサーボ弁ヘの入力電圧値に対する各 ステップ応答波形から,パラメータ K と L の値を 以上の手順によりロッドを原点位置で精度良く停 止させた後,油圧プレス実験装置の上部シリンダの ロッド位置についてステップ応答試験を行った.図 求めると入力電圧が2.5[V]辺りでパラメータの値 が落ち着いていたので,その時のパラメータの値 (K=5.68×10、', L=4.O×10、りを用いて制御文寸象 入力電圧値M 0.02 冒画週 冒一胆週 U=5.0 4,5 4.0 0.04 3.5 3.0 25 2.0 0.02 0.01 1.5 1.0 実i則データ(実線) 近似モデル(点線) 0.5 00 図4 00 2 1.5 0.5 時間[S] 時間同 上部シリンダのロッド位置のステップ応答 図5 -49- むだ時問と積分要素による制御対象の近似 冒画週0 . 0 冒画週 果を,また,同図(b)にはその場合の目標値近傍に おける様子を示しており,目標値近傍での精度はお よそ20[μm]であった. 更に,目標値近傍での精度改善を目指して制御パ ラメータの再調整を行った結果,再調整した比例ゲ 0.1 0.05 0.0999 イン K,の値は9500となった.この場合における図 6と同様な目標位置ヘのロッドの制御応答を図7に 0 示す.ここで,比例ゲイン K,の値を95冊とした場 5 10 5 15 合には,目標値近傍での精度が約5[μm]まで低減 6 時問同 時間同 (a)制御結果 できてはいるものの,オーバーシュートが瞬問的に (b)目標値近傍 約100[μm]生じる結果となっている. 以上の図6と図7に示した制御応答から,制御の スタート時から目標値近傍までは図6の場合の, 方,目標値近傍においては図7の場合の制御パラメ ータの値をうまく切り換えて用いることができれぱ, 図6 目標位置ヘのロッドの制御応答(その1) 冒]劇週 d 0 冒]剰週 精度とオーバーシュートの両方とも良好となる制御 性能が期待できると考えられる. 0.1001 0.1 0.05 0.0999 4.おわりに 00 5 10 時間[S] (a)制御結果 15 5 6 時間同 制目標値近傍 図7 目標位置ヘのロッドの制御応答(その2) の近似を行った.この近似モデルを用いた場合のス テップ応答の波形を実測データと比較したものを図 5に示すが,この図から制御対象がむだ時間要素と 本開発研究においては,まず,システムの自由度 と拡張性を高めるために,油圧プレス実験装置のシ リンダ制御系をパソコンを用いた構成とすることに より,そのサーボ制御システムをソフトウェアで実 現することを可能とした.次に,シリンダ内のロッ ドの目標位置ヘの制御を行うために,油圧プレス実 験装置を用いたステップ応答試験の結果からコント ローラの制御パラメータを求めた.そして,その制 御パラメータを用いたロッドの位置制御を行って目 標位置での精度20[μm]を得ることができたが,更 積分要素の組み合わせで近似できていることが分か に目標位置での精度を改善しようとするとオーバー る. シュートが生じるという結果となった. 次に,求めた制御対象のパラメータの K と L を 今後は,コントローラの制御パラメータの更なる ステップ応答に基づく Ziegler and NicholS の調整 検討に加えて,オーバーシュートを抑制し,かつ目 標位置での精度を一層改善するための制御方式など を検討していく予定である. 則"に適用して, PID 制御の制御パラメータである 比例ゲイン 1玉の値を求める.そして,無定位性プ ロセスの近似モデルを用いた制御シミュレーショ ン'"により,シリンダ内のロッドの目標位置(=0.1 [m])への位置制御を繰り返し行い,比例ゲイン &の値を再調整して決定する. 決定した制御パラメータを実際の油圧プレス実験 装置ヘ適用してシリンダ内のロッドの目標位置ヘの 位置制御を行った制御応答を図6に示す.同図(a) には比例ゲイン K,の値を22冊とした場合の制御結 参考文献 1)須田信英: PID制御,朝倉書店,(1992). 2)渡辺嘉二郎,小林尚登,須田義大:パソコンに よる制御工学,海文堂,住989). 3)雨宮好文,高木章二:ディジタル制御入門,オ ーム社,(1999). -50- ノ
© Copyright 2026 Paperzz