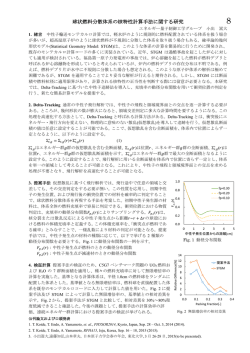
論文 車両生産ラインのグローバル展開に伴うカルソニックカンセイ コックピットモジュール生産システムの対応と展開 Calsonic Kansei Cockpit Module Production System and Deployment for Vehicle Production Globalization 山元 輝彦* 川又 靖之* 村山 一弘* 佐藤 明人* 堀川 雅彦** Teruhiko Yamamoto Yasuyuki Kawamata Kazuhiro Murayama Akito Sato Masahiko Horikawa Abstract While the carmaker global expansion, Calsonic Kansei to introduce module production system standardization and global deployment aiming at total cost reduction and efficiency improvement as a cockpit module supplier. Key Words : Production・Manufacture, Module 1. は じ め に 3. コックピットモジュールの製品開発 2000 年に空調ユニットを生産していたカルソニック カルソニックカンセイは車両メーカが車両を企画した ㈱とインストルメントパネル,メータを生産していたカ 直後からの開発をスタートさせており,製品設計ととも ンセイ㈱が合併,カルソニックカンセイ㈱が誕生,2001 に生産ライン設計についても同時に開始している. 年の日産スカイライン車からコックピットモジュールの また,最近は,北米,欧州,中国等の異なった拠点で 生産を開始した. 生産されるグローバル車種も増加し,ほぼ数カ月遅れで 2002 年からは,車両メーカの設計に代わりカルソニッ それらを同時に開発している. クカンセイ設計部署が構成部品のパッケージング・レイ 開発のプロセスは大きく二つに分かれている.一つは アウトも担当している.さらに 2005 年には,日産自動 正規型を手配する前のデジタルフェーズ段階,もう一つ 車㈱の連結子会社となり,コックピットモジュールにつ は正規型手配後のフィジカルフェーズ段階である. いてはほぼすべての車種について担当,近年では毎年 10 車種前後のコックピットモジュールを開発・生産してい 3.1. コックピットモジュールの製品開発の取り組み デジタルフェーズでは過去のノウハウを織り込むと同 る(Fig. 1). 時に,コンピュータ解析を駆使し,性能の検証をするだ 2. モジュール部品構成 けではなく,金型構造検討はもちろんのこと,コックピッ コックピットモジュールの構成部品は,各々車両メー トモジュールの組立作業性についても 3D データ検証を カごとに異なっており,カルソニックカンセイの場合は, 実施し,試作型を製作することなく,正規型の手配を実 主な部品としてインストルメントパネル ASSY,ステア 施している. リングメンバ,ステアリングシャフト,空調ユニット, 空調ダクト,メータ,オーディオ・ナビゲーション,電 子ユニット,メインハーネス,スイッチ類,A/BAG ユニッ ト等で構成されている(Fig. 2).これらの部品について 組立を実施し,組立後の結線・外観・開閉機能のチェッ ク等を実施した後,車両メーカのメイン車両組立ライン に納入している. 公益社団法人 自動車技術会の許可を得て,自動車技術 Vol.68,No.6 20144364より転載 * CPM・内装事業本部 CPM・生産技術グループ ** CPM・内装事業本部 CPM・内装技術開発グループ 83 CALSONIC KANSEI TECHNICAL REVIEW vol.12 2016 FY 00 02 04 06 08 10 12 14 Japan USA 生産拠点 Mex UK Russia China Thai Brazil :新規立ち上がり車種 Fig. 1 カルソニックカンセイ コックピットモジュール生産開始年表 Fig. 2 コックピットモジュールの構成図 Fig. 3 エルゴノミクス(作業姿勢)評価 コックピットモジュール製品の開発から生産まで一括 して担う中で,製造部署(現場作業者)の意見・提案と なる生産要件を製品開発段階から織り込み,試作初期段 階で発生する不具合「ゼロ」を目標とする活動を実施し ている. 試作初期段階での不具合ゼロにするため,製品開発段 階の 3D データを DMU(デジタルモックアップ)解析ツー 作業者視線からのビュー ルで,コックピットモジュール製品の作業工程フローに Fig. 4 視認性評価 沿った組立シミュレーションを行いながら,組立作業に 支障がないよう決められた生産要件を満足しているかの 検証を実施している.その中で,生産要件を満足してい コックピットモジュールの組立生産要件とは,部品組 ない箇所があれば不具合として抽出し,設計部署へ改善 立時の作業姿勢(Fig. 3)や,見えにくい作業ポイント 要求を提案,最適となる対策を設計部署と決定し正規手 の作業者目線での視認性(Fig. 4),位置規制の構造要件, 配時の図面に織り込む. 組立軌跡上のハンドクリアランス(Fig. 5)や使用工具 この活動は,業務のフロントローディングの効果とし クリアランス(Fig. 6)を確保する作業要件と,部品組 て技術員工数の低減,トライ & エラーの繰返し作業を 立後の部品合わせ要求品質を満足するために,部品バラ 削減,試作期間の短縮という効率化の狙いもある. ツキや見栄えを考慮した合わせ・ロケート構造の品質要 件があり,グローバル生産するコックピットモジュール 製品で世界同一品質を達成するための評価・判断基準で ある. 84 車両生産ラインのグローバル展開に伴うカルソニックカンセイコックピットモジュール生産システムの対応と展開 ソニックカンセイのコックピットモジュールラインは, カーメーカの工場内に生産ラインを展開している.これ により,コックピットモジュールを,車両が塗装工程を 終了し,車両の組立工程に投入される順序が確定してか ら生産開始する,いわゆる同期生産を可能にしている (Fig. 8). Fig. 5 ハンドクリアランス評価 Fig. 7 コックピットモジュール生産ライン世界地図 Fig. 6 視認性評価 Paint Line カルソニックカンセイでコックピットモジュール製 コックピットモジュール車両搭載 品の開発・生産がスタートした当初は,組立生産要件 Order や DMU(デジタルモックアップ)解析ツールの導入も なかったために,試作初期段階の部品組立不具合抽出が 200 件を越えていた.しかし,2004 年の DMU 解析ツー CPM Assembly Line ル導入や構造標準すべき組立生産要件の確立とブラッ Parts feed rack Printer シュアップしたノウハウの蓄積を行い,それらを製品開 Parts feed rack 発段階から織り込む活動を実施してきた.その結果,デ Fig. 8 生産ライン概要 ジタルフェーズ段階における製品設計への不具合フィー ドバック件数は増加傾向にあるものの,正規手配時に生 産要件が織り込まれた図面が発行されることで,フィジ 今後も,カーメーカのグローバル化が加速することに カルフェーズ初期段階で発生している部品組立の不具合 伴い,さらに新たな拠点での生産を拡大していく計画で 抽出は約 90%削減することができ,不具合削減への効果 ある.プラットフォームの統合や部品の共用化等により のある活動となっている. 開発効率は向上しているが,グローバル各拠点で車両の 上記のデジタルフェーズの取り組みにより,従来では 生産を現地化する傾向にあるため,拠点ごとに生産の準 フィジカルフェーズで確認していた業務をフロントロー 備が必要となり,生産準備効率は悪化する.これまでは ディングすることができ,生産準備期間を大幅に短縮す 拠点に合わせた仕様で拠点独自の検討や工程設計を実施 ることができた. し,生産ラインへ適用していたが,グローバルでのライ ン数が増加し,多拠点展開を効率良く実施していくため 4. コックピットモジュール生産の取り組み に,カルソニックカンセイは,生産性及び品質向上アイ 4.1. 概要 テム等を織り込んだ標準となるライン仕様を定義し,こ Tier-1 サプライヤとしてコックピットモジュールの生 れを水平展開することで,生産準備の業務効率化を図っ 産を開始して以降,カーメーカの新工場展開に伴い毎 ている. 年各拠点へ生産を拡大し,2014 年 4 月時点で,8 カ国, 合計 27 のラインでコックピットモジュールを生産して 4.2. コックピットモジュール生産ラインの標準化 いる(Fig. 7).また,中間在庫や完成品在庫を最小と 標準化にあたっては,まず基本コンセプト(Fig. 9) し,さらに完成品の輸送コストを最小とするため,カル と し て Flexibility,Efficiency,Quality の 三 つ を 掲 げ, 85 CALSONIC KANSEI TECHNICAL REVIEW vol.12 2016 次に過去に社内で作られてきたさまざまな基準書・解説 とコストの極小化が可能となる. 書を基礎として,そこに最新の技術動向や現役エンジニ (2)Efficiency いうまでもなく効率化の追求は生産 ア達のノウハウを織り込んだ.さらに生産技術部門だけ ラインの宿命であり,この標準ラインにおいても重要な でなく,製造部門が考案し実際に導入したアイディアも コンセプトの一つである.カルソニックカンセイでは動 取り込んだ. 作経済の 4 原則に基づき,さまざまな効率化のアイディ アを織り込んでいる.動作経済の 4 原則とは作業を効率 的に行うための原則で次の四つを指す. コックピットモジュール生産ラインの標準化 FLEXIBILITY (Flexible to model change and production volume) EFFICIENCY (Efficient line based on the best practice.) QUALITY (Quality assured system based on 5Z) *5Z 作らず, 流さず, 受け取らず, 繰り返さず, バラつかず CKPS(Calsonic Kansei Production System) ①動作の数を減らす ②動作を同時に行う ③動作の距離を短くする ④動作を楽にする その一例が【動作の距離を短くする】に則った「部 品 の 手 元 化 」 で あ る. コ ッ ク ピ ッ ト モ ジ ュ ー ル 組 立 ラインでは,作業者の歩行ロスを最小限にするため, Fig. 9 コックピットモジュール生産ライン標準化コンセプト Flexibility の項で触れた配膳方式を実施している. 部品供給エリアでは,【動作を楽にする】に則り,部 以下,三つの基本コンセプトの視点から内容を紹介 品の取り出し高さ及び配膳容器の高さを作業者に最適化 する. することで屈みや背伸びを排除し,疲労を軽減している. (1)Flexibility 部品サプライヤが車両組立ラインと また組立作業の効率化だけでなく,構内物流の効率化 の同期生産を行う場合,当然ながら稼働カレンダもカー も織り込んだ.具体的には,動作経済 4 原則の【動作の メーカに同期しなければならず,その生産ラインの改造 数を減らす】であり,カルソニックカンセイでいうとこ にはカーメーカと同様の時間的制約を伴う.一方カー ろの「節」の削減である.節とは,物流動線上における メーカは,最新の受注状況に合わせて月または週単位で 停滞箇所を意味しているが,これには必要な節と不必要 生産タクトや車種ごとの生産比率を変動させており,さ な節がある.必要な節の代表例は加工や検査であり,不 らに,新車の立ち上がり,現行車の打ち切り,マイナー 必要な節の代表例は容器の入れ替えや並べ替えである. チェンジ等も頻繁に行っている.したがって同期生産ラ カルソニックカンセイではまず,標準的なコックピット インは,生産性を落とすことなくこの変化に追従できる モジュール生産ラインをモデルにしてすべての節を洗い 柔軟性を備えていなくてはならない. 出し,それらの一つ一つについて要不要の分類を行った. カルソニックカンセイではこれに対応するためいくつ そして,その不要と判断した節を潰し込む方策を考え, かのアイディアを導入した.その一例が無人搬送車によ 標準化に織り込んだ. る組立ラインの構築である.一般にカーメーカの車両組 この構内物流の効率化を可能にした方策の一つが,先 立ラインでは,コンベアまたはそれに類似する搬送シス ほどから紹介している配膳方式である.もし配膳方式を テムを採用していることが多い.これはコストパフォー とらない場合,組立作業者は納入された部品容器から直 マンスやタクト管理の容易性から一定の妥当性がある 接部品を取り出すことになり,歩行ロスを減らすために が,一度設置してしまうと容易にはレイアウトを変更で は,部品容器は組立順序に沿って配置しておかなくては きないというデメリットもある.一方,無人搬送車は床 ならなくなる.しかし組立エリアと部品供給エリアを分 面に貼り付けた磁気テープをトレースして走行するた 離することで部品配置はこの制約を逃れ,物流の諸条件 め,走行経路の変更は極めて容易である. のみを考慮して効率化できるようになる. もう一つのアイディアは,コックピットモジュール組 このような取り組みの結果,生産性の評価指標におい 立ラインへの部品供給を配膳方式としたことである.配 て全拠点の平均値が年々向上していることがわかる(Fig. 膳方式とは,製品一台ごとに構成部品をあらかじめ別の 10). 場所(以下,部品供給エリアと称する)で集めてから組 立ラインへ供給するものである.この方式では,部品供 給エリアと組立エリアが分離されることがレイアウト上 の特徴であるが,これにより,変種対応の場合は部品供 給エリアを,そして変量対応の場合は組立エリアを集中 的に改造すればよく,目的に合わせてライン改造の期間 86 車両生産ラインのグローバル展開に伴うカルソニックカンセイコックピットモジュール生産システムの対応と展開 台当たり工数 (2008 年度国内拠点実績値の平均を1としての比較) キズ汚れについては,品質チェック工程での人による 確認に依存しており,さまざまなバリエーションのコッ クピットモジュールが認識でき,精度良くキズや汚れの 1.0 不具合を自動で検知し,かつそれを安価に実現させると いう技術課題を解決させる必要がある. 0.6 5. トータルコスト低減活動 2008 2009 2010 2011 2012 2013 Fig. 10 生産性の推移 5.1. 標準化ラインの拡大 先に述べた通りコックピットモジュールの組立ライン はカーメーカの工場内に展開しており,コックピットモ ジュールの生産方法もカーメーカの車両組立工程が行っ (3)Quality 効率化と同様に品質もまた重要なコン ている方式の確定順序生産に同期している.この同期生 セプトの一つである.組立作業における品質不良として, 産を成立させるためのノウハウとして,生産前の治工具 主なものは,異品組付け/欠品,結線不良,キズ汚れで 等の入れ替えを不要とする治工具の共通化や,設備トラ あり,集中的にその撲滅に取り組んでいる. ブルにより直結するカーメーカの車両組立工程を停止さ 異品組付け/欠品の発生防止策としては,部品指示シ せないための工夫として,複雑な機能をもたない設備の ステムがその代表例である.カルソニックカンセイの 開発など,同期生産特有の作り方に合わせたコンセプト コックピットモジュール組立で使用している部品指示シ と先に述べた動作経済 4 原則に基づく効率化アイテムを ステムは,カーメーカからの生産指示書に基づき,取り 合わせた,標準化ラインをグローバル展開してきた. 出すべき部品を自動で作業者に指示し,取り出したかど カルソニックカンセイはすでに,この標準化のコンセ うかの確認を行い,さらに所定の作業が完了していない プトを,コックピットモジュールを構成している部品の 場合は次工程に移行できない仕組みを備えている.加え 生産まで拡大適用し,同期レベルを広げ,製品全体でコ て,ビス締結数の確認や,必要に応じて各種データの履 ストミニマムを達成していく活動を開始している. 歴を記録する機能等も備えている. もう一つの防止策が,部品供給エリアにおいて,納入 5.2. トータルコスト低減の取り組み された部品を最終的に保管する場所の間違いを防止する カルソニックカンセイは,コックピットモジュール内 システムである.これは部品容器に添付された納入ラベ の多種多様な構成部品の多くを開発・生産している. ルの諸情報を活用し,部品指示装置同様に作業指示,作 特に構成部品であるインストルメントパネル・ステア 業確認及び次作業への移行防止を図るものである. リングメンバは部品自体が大型で多種多様化しているた 結線不良の流出防止には,専用の装置を用いて電気的 めに,完成品状態での輸送は積載効率の悪化を招き,結 なチェックを行っている.このチェックでは,コックピッ 果コストアップになっていることが大きな課題になって トモジュール組立ラインで結線した各々の部位の結線状 いる. 態を確認し,OK/NG の判定を行っている.この判定は, そこでコックピットモジュール生産ラインと車両組立 チェック箇所の電子部品の仕様によって,自動判定が可 ラインの位置関係と同様に,インストルメントパネル・ 能な場合と手動での確認が必要な場合がある. ステアリングメンバ・その他構成部品の生産をコック このような取り組みの結果,品質の評価指標において ピットモジュールの生産ラインに近接させることで,さ 全拠点の平均値が年々向上していることがわかる らなる効率的な生産を実現している. (Fig. 11). これにより,生産リードタイムの短縮や在庫の大幅削 減と輸送コストの削減に取り組み,構成部品を含めた カーメーカへ納入後に発見された品質不具合の発生率 (2001 年度実績を 1.0 としたときの実績推移) トータルでコストミニマムとなる生産プロセスを実施し ている. 1.00 5.3. 今後の課題 コックピットモジュールの組立は,カーメーカの確定 0.03 順列生産に同期しているために限られた生産リードタイ 2001 02 03 04 05 06 07 08 09 10 11 12 13 Fig. 11 カーメーカ納入品質の推移 ムの中で生産しており,生産リードタイムを延長するこ とは叶わない. 87 CALSONIC KANSEI TECHNICAL REVIEW vol.12 2016 同期のレベルを上げるため,前述の動作経済の 4 原則 に基づいた「Efficiency」の追求で,非効率な作業を徹 底的に排除して組立時間の短縮を図る.次に各々の組立 工程内の品質を上げ,完成品後の品質確認時間をミニマ ム化して時間短縮を図る. 同期生産することによる,物流コストや在庫削減の効 果がある一方,さまざまな車種と多くのバリエーション に対応していることから,治具の入れ替えや組立時間の 差から,生産ラインの各工程の作業時間の編成バラン スがうまくとれなくなる(混流ロス).作業そのものの 効率化や,同期レベルの向上に合わせ,混流ロスもミニ マムとするため,カーメーカが開発をスタートした段階 から生産技術部門も参加し,カーメーカと共同で部品種 類の削減や,既存設備・治工具が可能な限りそのまま使 用できるよう設備流用を検討している.また,組立時間 の平準化などコックピットモジュールの構造まで踏み込 み,さらなる効率化を目指して生産リードタイムの短縮 を行っていく. 元来コックピットモジュールでは,車のスタイリング やプラットフォームの違いによる部品や構造の差があ り,それらのコックピットモジュールを一つのラインで 混流生産をしているという複雑さから,まだまだ人によ る作業や保証が多く存在しているのも事実である. 今後,さらに生産性や品質保証レベルを向上させてい くため,人に頼らない組立や品質保証,部品共用化,部 品統合を推進し,誰が実施しても同じ品質となる,ヒュー マンエラーの発生しない構造を実現させ,個人や地域の 差をマネージメントしていき,さらなる向上を目指して いく. 88 山元 輝彦 川又 靖之 佐藤 明人 堀川 雅彦 村山 一弘
© Copyright 2026 Paperzz