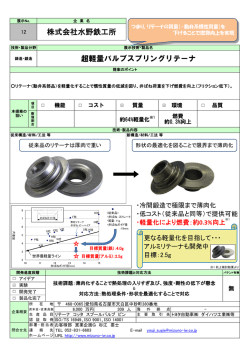
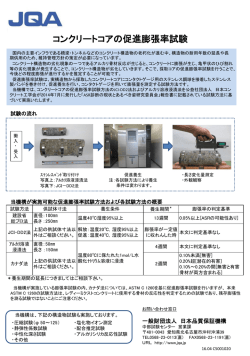
ITER TF コイル構造物 アウトボードセグメント間溶接手法合理化検討 仕様書 国立研究開発法人量子科学技術研究開発機構 核融合エネルギー研究開発部門 ITERプロジェクト部 超伝導コイル開発グループ 1. 一般仕様 .................................................................... 2 1.1 件名 ....................................................................... 2 1.2 目的 ....................................................................... 2 1.3 契約範囲 ................................................................... 2 1.4 納期 ....................................................................... 2 1.5 検収条件 ................................................................... 2 1.6 提出図書 ................................................................... 3 1.7 品質管理 ................................................................... 3 1.7.1 製作検査計画書 (MIP: Manufacturing and Inspection Plan)................... 4 1.7.2 製造工程毎の品質管理...................................................... 4 1.8 知的財産権・情報開示制限・成果の公開 ....................................... 5 1.9 品質保証 ................................................................... 5 1.10 打合せ、立会い ............................................................ 5 1.10.1 打合せ .................................................................. 5 1.10.2 技術立会い .............................................................. 5 1.10.3 進捗確認立会い .......................................................... 6 1.11 グリーン購入法の推進 ...................................................... 6 1.12 協議事項 .................................................................. 6 2. 技術仕様 .................................................................... 7 2.1 TF コイル構造物製作の概要................................................... 7 2.2 試作・試験目的 ............................................................. 7 2.3 材料及び溶接材料手配 ....................................................... 7 2.4 アウトボードセグメント間溶接試作体の製作 ................................... 8 2.5 アウトボードセグメント間溶接試験 ........................................... 8 2.6 アウトボードセグメント間溶接試験体の変形計測 ............................... 8 2.7 非破壊検査 ................................................................. 9 2.8 溶接部 4K 機械試験検査 ...................................................... 9 2.9 変形制御手法の合理化検討 ................................................... 9 2.10 試作・検査要領書 .......................................................... 9 2.11 試作・試験結果報告書 ..................................................... 10 2.12 アウトボード・セグメント組立合理化組立製造計画書 .......................... 10 付録1 TF コイル構造物材料.................................................... 11 付録2 アーク溶接 ............................................................ 20 1 1.一般仕様 1.1 件名 ITER TF コイル構造物アウトボードセグメント間溶接手法合理化検討 1.2 目的 ITER の超伝導コイルは、別紙-1 図 1.1 に示すように、ド-ナツ状に並べられた 18 個のトロイダル磁場(TF)コイル、TF コイルの周囲に配置された 6 個のポロイダル磁 場(PF)コイル、及び TF コイルの内側に配置された1個(6 モジュール)の中心ソレ ノイド(CS)の 3 種類の超伝導コイルから構成されている。TF コイルは、プラズマを 閉じ込めるための磁場を発生する超伝導コイルであり、ITER 計画における日本の調達 分担に従い、国内機関である量子科学技術研究開発機構(以下「量研機構」という。) が調達する。TF コイルは、別紙-1 図 1.2 に示すように幅 9m、高さ 16.5m、総重量約 300 トンの大型超伝導コイルであり、超伝導導体を巻線して含浸した巻線部とこれを格 納する TF コイル構造物で構成されている。TF コイル構造物は、インボード(内側構造 物、AU)、アウトボード(外側構造物、BU) 、及び附属物からなる。TF コイル構造物の製 作においては、これまでの製作実績から溶接変形の制御が大きな課題となっている。 このため、溶接変形を低減する合理的な溶接法を検討し、変形制御手法を試験体で検 証するとともに、その溶接施工方法を確立する。溶接変形の制御については、アウト ボード又はインボードの試作及び実機製作で培われた制御手法を応用し、更なる合理 化を図るものとする。溶接手法は、溶接条件の適正化により溶接収縮を抑えるだけで なく、トーチの改良や作業環境改善による作業性の向上を実現し、工数の低減を図る。 これらの検討を基に、アウトボード部セグメント組立の合理化製造計画案を作成する。 本仕様書は、TF コイル構造物のアウトボードセグメント間の溶接手法を合理化する ための試作及びアウトボードセグメント組立合理化製造計画書について規定する。 1.3 契約範囲 1)アウトボートセグメント間溶接試作体の製作 2)アウトボードセグメント間溶接試験 3)アウトボードセグメント間溶接の検査及び変形計測 4)変形制御手法の合理化検討作業 1.4 納期 平成 29 年 3 月 24 日(金) 1.5 検収条件 1.6 項に示す提出図書の内容確認、及び仕様書に定めるところに従って作業が完了し たと量研機構が認めたときをもって検収とする。 2 1.6 提出図書 (1)表 1.1 に示す提出図書を表 1.1 に示す時期に必要部数提出すること。なお、提出図書 の提出先は以下とする。 提出先:量研機構 核融合エネルギー研究開発部門 ITER プロジェクト部 超伝導コイル開発グループ(茨城県那珂市向山 801-1) (2)提出図書は電子版及びハード・コピーで提出すること。ただし、打合せ議事録は電子 版のみの提出とする。 (3)電子版は、一般的に普及しているソフトで読み込みが行え、かつ書き込みが行えるも のとし、CD などのメディアに記録し、一式提出すること。 (4)提出図書に CAD 図がある場合には、CAD データ・ファイルも提出すること。データ形 式は量研機構と受注者の協議の上、決定するものとする。 (5)提出図書の確認は以下の方法で行う。 量研機構は、確認のために提出された図書を受領したときは、期限日を記載した受領 印を押印して返却する。また、当該期限までに審査を完了し、確認しない場合には修 正を指示し、修正等を指示しないときは、確認したものとする。ただし、再委託承諾 願は、量研機構が確認後、書面にて回答する。 表 1.1 提出図書 提 出 時 期 部 数 確認 参照項 実施計画書(QP) 契約後 1 か月以内 3部 要 1.9 項 製作検査計画書(MIP) 契約後 1 か月以内 3部 要 1.7.1 項 2 週間以内 3部 要 1.10 項 作業開始 1 週間前 3部 要 2.10 項 試作・試験結果報告書 納入時(量研機構確認後) 3 部 要 2.11 項 溶接品質検査・製造計画書 (WQIPP) 納入時(量研機構確認後) 3 部 要 付録 5 項 アウトボードセグメント組立 合理化製造計画書 納入時(量研機構確認後) 3 部 要 2.12 項 再委託承諾願 (量研機構指定様式) 作業開始 2 週間前まで ※下請負等がある場合に 提出のこと。 要 - 図 書 名 打合せ議事録 試作・検査要領書 3部 1.7 品質管理 本調達では、要求性能を実現するための効率良い製作体制、品質及びリスク管理体制 を整えること。また、効率的に高い品質を確保するために、以下の要求を満足すること。 3 1.7.1 製作検査計画書 (MIP: Manufacturing and Inspection Plan) 受注者は、本契約の履行に当たり、製作検査計画書(MIP)を契約後 1 か月以内に作成 し、量研機構に提出すること。量研機構は、提出された MIP に 1.7.2 項に規定するコン トロール・ポイント等を設定してそれらを記入した上で確認し、受注者に返却する。受 注者は、この返却された MIP に従って製造工程ごとの品質管理を進めること。作業順序 等に変更がある場合は、MIP の改訂版を量研機構に提出し、確認を得ることとする。 1.7.2 製造工程ごとの品質管理 本試作においても、個々の製作技術を確認し、高い品質を確保するため、複数のコン トロール・ポイントで、要求性能が満足されていることを確認しながら製作を進めて行 く。したがって、品質管理の一環として、その技術的重要度によって、以下のコントロー ル・ポイント(ホールド・ポイント、作業進捗確認点及び進捗状況確認点)を設けるこ ととする。 1) ホールド・ポイント ホールド・ポイント(Hold Point。以下「HP」という。)は、製作技術の妥当性を検 証することを目的として設定する。受注者は HP として指定された製造工程では作業を 停止し、HP 解除申請書とともに HP 解除に必要な試験検査結果等を量研機構に提出し、 量研機構による HP の解除を待たなければならない。 量研機構は、受注者から提出された文書に対して、14 暦日以内に、受注者に対し、 HP の解除の是非を判断し、通知するものとする。これにより、受注者は次工程に進む ことができる。 HP は MIP に基づき決定する。 2) 作業進捗確認点 作業進捗確認点(Authorization-To-Proceed Point。以下「ATP」という。)は、製 作作業の進捗を確認する目的で設定する。受注者は ATP として指定された製造工程で は、作業を停止し、ATP 解除申請書とともに ATP 解除に必要な試験検査結果等を量研機 構に提出し、量研機構による ATP の解除を待たなければならない。ただし、受注者は ATP の解除前であっても、受注者の責任において作業を停止することなく次のステップ に進むことができるものとするが、量研機構からコメント等があった場合には速やか に対応すること。 量研機構は、受注者から提出された文書に対して、7 暦日以内に、受注者に対し、ATP の解除の是非を判断し、通知するものとする。これにより、受注者は次工程に進むこ とができる。なお、7 暦日以内に解除の通知がない場合は自動解除とし、受注者は次工 程に進むことができる。 ATP は MIP に基づき決定する。 3) 進捗状況確認点 進捗状況確認点(Notification Point。以下「NP」という。 )は、製作作業への立会 4 等を円滑に進める目的で設定する。受注者は NP として指定された製造工程の予定日を 14 暦日以上前までに、量研機構に報告すること。受注者は、本通知によって、作業を 停止することなく継続して進めることができる。 ITER 機構の要請があれば、量研機構の同伴の下で、ITER 機構は NP に立ち会えるも のとする。なお、立会いを実施する場合は、NP の 7 暦日以上前までに受注者に連絡す る。 NP は MIP に基づき決定する。 1.8 知的財産権・情報開示制限・成果の公開 本契約の知的財産権・情報開示制限・成果の公開等の取扱いについては、添付-1 に示す 「産業財産権の取扱いについて」に定められたとおりとする。 1.9 品質保証 本調達では、要求性能を実現するための効率の良い製作体制、品質及びリスク管理を整 えること。また、効率的に高い品質を確保するために以下の要求を満足すること。 添付-2 に則って、契約後 1 か月以内に実施計画(QP: Quality Plan)及び本契約の全体工 程を示す実施工程表を策定し、量研機構の確認を得ること。 1.10 打合せ、立会い 1.10.1 打合せ 1) 量研機構と受注者は、常に緊密な連絡を保ち、原則として、毎月 1 回打合せを行い、 本仕様書の解釈及び試作の実施に万全を期すものとする。また、必要に応じて適宜打合 せを行うものとする。打合せの形態は、テレビ会議、電話会議も含むものとする。 2) 受注者は、必要に応じて、本仕様の一部分を実施した下請等の技術者を打合せに出席 させることができるものとする。 3) これらの打合せには、ITER 機構の代表者又は ITER 機構から委託された第三者機関の 要員が参加することができるものとする。 4) 受注者は打合せ後 2 週間以内に議事録を作成し、量研機構の確認を得ること。 5) 受注者は、この確認を円滑に進めるため、7 暦日以内に議事録案を作成し、提出のこ と。量研機構は、この議事録案を速やかに確認するとともに、必要に応じ、コメント、 質問事項を受注者に連絡し、修正を求める。 6) 受注者はこれに対し速やかに対応することとし、対応できない場合は、文書によりそ の理由を量研機構に通知し、確認を得ることを原則とする。文書の提出がない場合には、 量研機構の解釈を優先する。 1.10.2 技術立会い 1) 受注者は、契約で規定された主要業務を実施する全ての場所をあらかじめ通知するも のとする。 5 2) 量研機構は、受注者との協議に基づき作業立会項目を選定し、作業に立ち会うことが できるものとする。 3) 立会いには、受注者の合意に基づき ITER 機構の代表者又は ITER 機構から委託された 第三者機関の要員が参加することができるものとする。立ち会う場所は下請け業者も含 むものとする。立ち合いの日程についてはNPにて事前調整する。 4) 量研機構は、ITER 機構の代表者又は ITER 機構から委託された第三者機関の要員が参 加する場合、その参加者を事前に受注者に通知し、受注者の合意に基づき実施するもの とする。 1.10.3 進捗確認立会い 1) 受注者は、検収に際して立会検査申請書を提出すること。 2) 立会検査申請書の提出は、立ち会いの 10 暦日以上前(立会場所が外国の場合は 20 暦 日以上前)とする。 3) 量研機構は、立会検査申請書に従い、立会検査を実施する。 1.11 グリーン購入法の推進 1) 本契約において、グリーン購入法(国等による環境物品等の調達の推進等に関する法 律)に適用する環境物品(事務用品、OA 機器等)が発生する場合は、これを採用する ものとする。 2) 本仕様に定める提出図書(納入印刷物)については、グリーン購入法の基本方針に定 める「紙類」の基準を満たしたものであること。 1.12 協議事項 本仕様書に記載されている事項及び本仕様書に記載のない事項について疑義が生じ た場合は、量研機構と協議の上、その決定に従うものとする。 6 2.技術仕様 本章では ITER TF コイル構造物アウトボードセグメント間溶接手法合理化試作及び合理化 製造計画書に関する技術仕様について規定する。 2.1 TF コイル構造物製作の概要 TF コイル構造物製作におけるサブアッセンブリ製作までの手順を以下に要約する。本試 作はアウトボード側のセグメント間溶接を模擬するものであり、以下の手順を参考とする こと。 1) 極低温において指定された強度を有する鍛鋼品及び熱間圧延鋼板を切断・機械加工し、 2 枚の側板と 1 枚の外板を溶接し、コの字型の容器を製作する。これらは別紙-1 の図 2.4 に示すようにベーシック・セグメントと呼ばれる。 2)サブアッセンブリは、インボード側の A1 から A3 の 3 つからなる AU サブアッセンブリと、 アウトボード側の B1 から B3 の 4 つからなる BU サブアッセンブリと、それぞれの蓋材で ある AP サブアッセンブリと BP サブアッセンブリの 4 つがある。(別紙-1 の図 2.4) 3)AU 及び BU サブアッセンブリは、各ベーシック・セグメント同士の端部を溶接接合するこ とで製作する。 2.2 試作・試験目的 TF コイル構造物のアウトボードの製作では、ベーシック・セグメント間の溶接を自動溶接 で実施する計画である。一方、セグメント間溶接は、溶接長も短く、自動溶接で実施する 場合、自動溶接機のセッティングに費やす期間が、溶接を実施している期間に比べて長期 間になり効率が悪い。加えて、表面側一方向のみからの溶接となり、溶接変形も大きくな り、セグメント間溶接後に、この溶接変形を補正するために、あらかじめ設けておいた厚 い余肉を切削する必要があり合理的でない。この結果として、構造物の製作工程が遅延す るリスクが残存している。 一方、手溶接で実施する場合は、溶接機のセッティングが不要、溶接を表裏両面から実 施でき、溶接変形も小さくできる等の利点がある反面、溶接深さが深く、通常の手溶接で は酸素の巻き込みなどの問題が発生するリスクが高く、溶接品質を担保することが困難で ある。そこで、本仕様では、アウトボードセグメント間の溶接を手溶接で実施する合理的 方法について、図1の試作、検討を実施する。 2.3 材料及び溶接材料手配 本試験に供する材料は付録 1 TF コイル構造物材料の記載に従ったオーステナイト系ス テンレス鋼であること。溶接材料は、表1に示す FMYJJ1 を使用すること。これらの材料 は、受注者で準備すること。ただし、受注者が上記の仕様を満たす材料又は溶接材料を所 有する場合は、仕様を満足することを示し、量研機構の確認の後に本試作に供することが できるものとする。 7 表1.FMYJJ1 の化学成分 (mass%) C 0.030 以下 Si Mn 0.40 9.50 - - 0.60 10.50 P S 0.020 0.010 以下 以下 Ni Cr Mo N 13.50 11.50 4.50 0.110 - - - - 14.50 12.50 5.50 0.150 O Co 0.010 0.10 以下 以下 2.4 アウトボートセグメント間溶接試作体の製作 アウトボートセグメント間溶接試作体は、図 1 に示すように試験体 1b と試験体 2b の 2 体 を製作すること。寸法については、図 1 を参考とすること。受注者が上記仕様と等価又は相 当する試験体を所有する場合、要求仕様を満足することを示し、量研機構の確認の後に、2.5 節の試験に供することができることとする。 セグメント間の開先形状に関しては、試作・検査要領書に記載し、量研機構の確認を得る こと。 試験体 1b 試験体 2b 接続位置 図 1 アウトボートセグメント間溶接試作体 概略図 2.5 アウトボート・セグメント間溶接試験 2.4 節において製作したアウトボートセグメント間溶接試作体 1b 及び 2b をアーク溶接 により接合すること。アーク溶接については、付録 2 に従い手溶接を適用すること。溶接 変形を抑えることに留意し、溶接に要した期間を試作・試験結果報告書で報告すること。 2.6 アウトボード・セグメント間溶接試験体の変形計測 図 2 に示す位置を 3 次元フォト計測又はレーザートラッカーにて計測を行うこと。計測 頻度はセッティング時・溶接途中(板厚の半分)・溶接完了後とする。最終寸法測定は、 5C の均一温度で実施し、結果は 20C の寸法に修正する方法を採用し、電子的に記録する方 法によること。詳細は試作・検査要領書に明記し、量研機構の確認を得ること。また、上 8 記以外の方法で溶接による収縮と角変形についてモニタリングする計測方法を提案し、量 研機構の確認を得て、実施すること。 試験体 1b 図 2 試験体 2b アウトボードセグメント間溶接試験体の変形計測位置 (例) 2.7 非破壊検査 受注者は付録 2 に従って、溶接部の非破壊検査を実施すること。 2.8 溶接部 4K 機械試験検査 ITER 超伝導コイルは極低温(-269℃:4K)で運転され、巨大な電磁力が掛かる。したがっ て、溶接部から試験片を採取し、4K における引張特性と破壊靭性特性を取得すること。 詳細な試験片採取・試験方法については試作・検査要領書に記載し、量研機構の確認を得 ること。ただし、既に同等の継手で溶接品質が確認できる場合は、量研機構と協議の上、 省略できることとする。 2.9 変形制御手法の合理化検討 2.5 節から 2.8 節の結果を基に、本試験に適用した溶接施工法と溶接変形との相関を調 査し、今後の実機 TF コイル構造物製作に適用可能な変形抑制手法の合理化について検討 すること。 2.10 試作・検査要領書 受注者は以下の項目を含む試作・検査要領書を作業開始 2 週間前に提出し、確認を得る こと。項目については、量研機構との協議の上、変更することができることとする。 図面/部品表(機械加工代、伸ばし量、ネスティング要領の明記を含む。) 製作手順 工程表 切断・成形要領 9 機械加工要領(機械加工代の明記を含む。) 組立要領(組立用冶具詳細の明記を含む。) 溶接要領(溶接マップ、溶接施行法試験要領、WPS/WPR を明記すること。) 寸法検査要領(寸法管理値の明記を含む。) 非破壊検査要領 (VT,RT 又は UT) ハンドリング要領(ハンドリング用冶具の明記を含む。) 溶接部の 4K 機械試験要領 2.11 試作・試験結果報告書 受注者は報告書を作成し量研機構に提出すること。試作・試験結果報告書には製作時には 以下を含むこととするが、項目については、量研機構との協議の上、変更することができる こととする。 材料ミルシート 溶接材料ミルシート 施工法リスト 認定済み溶接士リスト 非破壊検査結果 溶接変形結果 溶接部の 4K 機械試験結果 作業期間実績 変形制御手法の合理化検討結果 2.12 アウトボードセグメント組立合理化製造計画書 受注者は、上述の試作、試験の結果を踏まえて、アウトボードセグメント組立合理化組立 製造計画を作成すること。本製造計画書には、アウトボードサブアッセンブリとして予測さ れる溶接変形の評価結果を記し、これを基に、セグメント段階で残すべき余肉量、セグメン ト組立後にこの余肉を切削するために必要な加工時間を記すこと。その他下記項目について も記載すること。なお、これらの項目については、量研機構との協議の上、変更することが できることとする。 溶接変形防止策 溶接変形計測要領合理化案 溶接品質向上のための改善提案 なお、本製造計画書の内容については、量研機構の確認を得ること。 以 上 10 付録1 TF コイル構造物材料 1.はじめに 本試験に使用する材料は、TF コイル構造物に使用されるものと同等とする。 1.2 適用規格 以下の規格の 2007 年 1 月時点での最新版を適用すること。適用が困難な場合は、代替規格又 は基準を検討し、 「イーター調達取決めに係る調達契約の品質保証に係る特約条項」に定める 逸脱許可を量研機構に申請し、本項で規定された規格との共通点及び差異を明確にし、量研 機構の確認を受けること。 ・ASTM A 484/A 484M, ‘General requirements for stainless steel bars, billets and forgings’ ・ASTM A 480/A 480M, ‘General requirements for flat rolled stainless steel’ ・ASTM A 370, ‘Test Methods and Definitions for Mechanical Testing of Steel Products’ ・EN 10088-2:2005, ‘Stainless steels - Part 2: Technical delivery conditions for sheet/plate and strip for general purposes’ ・EN 10088-3:2005, ‘Stainless steels - Part 3: Stainless steels. Technical delivery conditions for semi-finished products, bars, rods, wire, sections and bright products of corrosion resisting steels for general purposes' ・ASTM E45-05 (2005), ‘Standard practice for determining the inclusion content of steel’ ・ASTM E112-96 (2004)e1, ‘Standard method for determining average grain size’ ・ASTM A 342, ‘Test Method for Permeability of feebly magnetic Materials’ ・ASTM A 745, ‘Standard Practice for ultrasonic Examination of austenitic Steel Forgings’ ・ASTM A 751, ‘Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products’ ・ASTM E 8M, ‘Test methods for tension testing of metallic materials’ ・ASTM A 700 Standard Practices for Packing, marking, and Loading Methods for Steel Products for Domestic Shipment ・ASTM E 1450, ‘Standard Test Method for Tension Testing of Structural Alloys in Liquid Helium’ ・ASTM E 1820, ‘Test Method for Measurement of Fracture Toughness’ ・ASME Section III, NB-2000 ・ASME Section V, Article 5 Ultrasonic Examination Methods for Materials and Fabrication ・ASME Section V, Article 6 Liquid Penetrant Examination ・ASME Section V, Article 9 Visual Examination ・ISO 9712, ‘Non-destructive Testing – Qualification and Certification of Personnel ・JIS Z 2284, ‘Method of Elastic-Plastic Fracture Toughness JIC Testing for Metallic 11 Materials in Liquid Helium’ ・JIS G 0321, ‘Product analysis and its tolerance for wrought steel‘ ・JIS G 0555, ‘Microscopic testing method for the non-metallic inclusions in steel’ ・JIS Z 2241, ‘Metallic materials -- Tensile testing -- Method of test at room temperature’ ・JIS Z 2277, ‘Method of Tensile Testing for Metallic Materials in Liquid Helium’ ・JIS Z 2283, ‘Method of Low Cycle Fatigue Testing for Metallic Materials in Liquid Helium’ ・JIS Z 2305, ‘Non-destructive testing -- Qualification and certification of personnel’ ・ASTM E 562, ‘Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count’ ・ASTM A 380, ‘Cleaning, descaling, and passivation of stainless steel parts, equipment, and systems1’ 1.3 化学成分 化学成分は、表 A.1 を満足すること。ただし、表 A.2 の不純物については製造メーカの実績 に基づき、協議の上、変更することができる。 1.3.1 溶鋼分析 溶鋼主成分は表 A.1 を満足すること。また、その他の不純物成分については、表 A.2 を満足 すること。なお、エレクトロスラグ再溶解(Electro-Slag Re-melting:ESR、以下、「ESR」 という)法により製造した場合には、溶鋼分析が実質的に不可能であるため、ESR 鋼塊 TOP 側での分析を溶鋼分析とみなすこととする。 1.3.2 製品分析 製品の成分分析を実施すること。この際の許容値は ASTM A 484/A 484M、ASTM A 480/A 480M、 又は、JIS G 0321 による。なお、許容値の設定のない元素については、表 A.1 及び表 A.2 を 満足すること。 1.4 機械的性質 機械的性質は表 A.3 を満足すること。また、表 A.4 は参考値とする。 1.5 その他要求特性 1.5.1 組織 均一な完全オーステナイト組織とする。また、炭化物、炭窒化物及びσ相が含まれない組織 であることを確認すること。鋳造組織、偏析のないこと。 1.5.2 結晶粒度 製品は粒度番号が 2 より細粒であることを目標とする。 12 1.5.3 非金属介在物 マクロ介在物(スラグ又は耐火物から取り込まれる粗大な介在物)のないこと。ミクロ介在 物は、全てのタイプに対する指数番号(severity level number)が 2 以下であること。ただ し、視野数の 2%については、2.5 以下でも許容する。 1.5.4 磁性 製品の室温での透磁率は 1.05 未満、かつ、δフェライト含有量は 0.8%未満であること。 1.5.5 鍛鋼品の形状及び寸法の許容差 鍛造材の寸法について、マイナス許容公差は 0mm とする。 1.6 外観 使用上有害な割れ、傷のないこと。 1.7 製造方法 製造方法は鍛造により製造したものであること。ただし、適切な精錬法により製造したもの とする。 1.7.1 鋼塊 鋼塊は電気炉で溶解した溶鋼を固めたものとし、有害なパイプ及び偏析が除去されるように 十分な切り捨てを行うこと。 1.7.2 製造 複数方向から鍛造し、鍛鋼品の鍛造成形比は 4S 以上とする。 1.8 補修 表 A.6(13)の浸透探傷試験において欠陥指示が出た場合、グラインダなどによる欠陥指示部の 深さ調査を行い、欠陥深さが機械加工代以内であり、最終製品寸法形状に影響を及ぼさない 場合については、欠陥指示部を機械加工で除去し、再度、浸透探傷試験を実施し要求値を満 足することを確認すること。 1.9 試験及び検査 非破壊検査は各製品において実施する。非破壊検査は目視試験を除く全ての NDT について、 ISO 9712 又は JIS Z 2305 に基づくレベル 1 又は 2 の検査者が作業を実施すること。また、作 業管理と報告書作成については、レベル 3 の NDT 専門家の責任を明確に示すこと。検査者の NDT レベル証明の有効期限は 5 年を超えないこと。試験片採取場所、試験片数については、別 途量研機構との協議により変更できるものとする。 13 1.10 製造設備 本件では、また、これまでに実機 TF コイル構造向け鍛造材料を製造した実績のあるメーカ から材料を調達すること。過去に実績のあるメーカを以下に示す。 (株)日本製鋼所 日本鋳鍛鋼(株) 新日鐵住金ステンレス(株) KIND(ドイツ) 大同特殊鋼(株) FAV(イタリア) 1.11 表示 製品には少なくとも以下の情報を表示すること。また、表示位置は図 A.1 に示すように Top 部及び Bottom 部の上面 2 か所とする。 供給者の名前又は標章 材料記号 1.12 提出図書 受注者は、試験体の材料成績表を量研機構に提出し、量研機構の確認を受けること。 ・材料記号 ・鍛造実績 ・熱処理条件 ・1.9 項に規定する試験及び検査結果 ・表 A.5 に規定する試験及び試験結果(試験番号(5)及び(6)を除く。) 14 Bottom Top t (150) L t マーキング位置 (上面) T7 1/2W マーキング位置 (上面) :保管残材 :試験片採取位置 図 A.1 TF コイル構造物材料のマーキング位置及び試験片採取位置 15 W B2 W T6 T5 T4 T3 T2 B1 1/4W 1/2W T1 1/4W (150) 1/4t 1/4t 1/2t 図 A.2 丸棒引張試験片 16 記号 C Si 316LNH 0.030 以下 0.75 以下 記号 316LNH Ti 0.150 以下 表.A.1 化学成分(主成分) mass% Mn P S Ni Cr 10.00 16.00 2.00 0.030 0.020 以下 以下 以下 14.00 18.50 表.A.2 化学成分(その他成分) Ta Nb Cu B 0.010 0.020 0. 300 0.0020 以下 以下 以下 以下 表 A.3 記号 板厚 (mm) 室温におけ る引張強さ (MPa) 316LNH 200 未満 580 以上 Mo 2.00 3.00 N 0.170 0.220 C+N mass% Co Al 0.100 0.010 以下 以下 V 0.100 以下 W 0.030 以下 室温での機械的性質 室温におけ る降伏強さ (MPa) 4K におけ 室温におけ 室温におけ るヤング る伸び(%) る絞り(%) 率 (E) 280 以上 30 以上 40 以上 参考値 表 A.4 記号 316LNH 0.200 以上 液体ヘリウム温度及び液体窒素温度での機械的性質【参考値】 77K におけ 4K におけ 4K におけ 4K におけ 4K における るシャル 板厚 るヤング る引張強さ る降伏強さ 破壊靱性値 ピ吸収エ (mm) 率 (MPa) (MPa) (MPam1/2) ネルギー (E) (J) 200 未満 1430 以上 900 以上 17 180 以上 100 以上 200 表 A.5 溶金部減衰評価試験体の製作 試験項目 溶鋼分析 製品分析 室温 引張試験 77K シャルピ衝撃試 結晶粒度 非金属介在物ミクロ 透磁率 試験項目及び試験数 試験片採取位置 トップ側 1/2t 1/4t 1 1 1 1 1 3 3 1 1 1 1 1 1 表 A.6~A.7 参照 表 A.6~A.7 参照 表 A.6~A.7 参照 表 A.6~A.7 参照 表 A.6~A.7 参照 表 A.6~A.7 参照 表 A.6~A.7 参照 1 表 A.6~A.7 参照 非破壊検査 備考 表 A.6 試験番号 試験 (1) 溶鋼分析 (2) 製品分析 (3) 室温引張試験 (4) 77K シャルピ 衝撃試験 (5) 4K 引張試験 (6) 4K 破壊靱性試験 試験及び検査(その 1) 試験方法 試験片採取方法 1 溶鋼ごとに全鋳込みの中間から必要量を採取す ASTM A 751 による。 る。 ASTM A 751、又は JIS G 試験体から試験片を採取。機械試験片の端部を用い 0321 による。 ても良いこととする。詳細は要領書に記述のこと。 ASTM E 8M、又は JIS Z 試験体から試験片を採取。詳細は要領書に記述のこ 2241 による。 と。 試験体から試験片を採取。詳細は要領書に記述のこ ASTM E 23 による。 と。 ASTM E 1450、又は JIS Z 試験体から試験片を採取。詳細は要領書に記述のこ 2277 による。 と。 試験体から試験片を採取。詳細は要領書に記述のこ JIS Z 2284 による。 と。 18 合格基準 1.3.1 項に適合のこと。 1.3.2 項に適合のこと。 1.4 項に適合のこと。 1.4 項に適合のこと。 1.4 項に適合のこと。 1.4 項に適合のこと。 (7) 結晶粒度 (8) マクロ (9) 非金属介在物 ミクロ (10) 透磁率 (11) 寸法測定試験 (12) (13) 外観検査注 3) 浸透探傷試験注 3) (14) 超音波探傷試験注 1) 表 A.7 試験及び検査(その 2) 試験体から試験片を採取。詳細は要領書に記述のこ ASTM E 112 による。 と。 ASTM E 381 又は E 45 に 試験体から全断面の検査ができる試験片を採取。詳 よる。 細は要領書に記述のこと。 ASTM E 45, Method D, 試験体から試験片を採取。詳細は要領書に記述のこ Plate I による。 と。 ASTM A 342 Method No.1、 試験体から試験片を採取。詳細は要領書に記述のこ 2、3 のいずれかによる。 と。 許容差に対し適切な精 度をもった測定器によ 試験体に実施。詳細は要領書に記述のこと。 る。 ASME Sec.V Article 9 試験体に実施。詳細は要領書に記述のこと。 ASME Sec.V Article 6 試験体に実施。詳細は要領書に記述のこと。 ASME Sec.V Article 5 (DGS 方と試験片) 注 1) 試験体に実施。詳細は要領書に記述のこと。 1.5.2 項に適合のこと。 1.5.3 項に適合のこと。 1.5.3 項に適合のこと。 1.5.4 項に適合のこと。 試験体製造要領書で合意さ れた規定に適合のこと。 1.6 項に適合のこと。 ASME Sec.III NB-2545 ASME Sec.III NB-2542 試験片方式:検出欠陥サイ ズが 50mm2 以下であるこ ととする。注 2) 注 1)超音波探傷試験に関しては、底面エコー方式と試験片方式の2種類の方式を実施すること。なお、試験方法の詳細については別途 協議とする。また、技術的に等価と認められた場合、又は片方の方式しか適用できないと判断された場合、量研機構と協議の上、どちら か一方式にすることができることとする。 注 2)感度校正は直径 8mm 平底穴を用いて実施する。ただし、実製品への適用に当たり、問題が生じた場合は別途協議とする。 注 3)非破壊検査は目視試験を除く全ての NDT について、ISO 9712 に基づくレベル 1 又は 2 の検査者が作業を実施すること。また、作業 管理と報告書作成については、レベル 3 の NDT 専門家の責任を明確に示すこと。検査者の NDT レベル証明の有効期限は 5 年を超えないこ と。 19 付録2 アーク溶接 1. はじめに 本付録は、手動及び自動のアーク溶接の施工及び試験検査に関して適用する。 2. 適用規格 以下の規格の 2007 年 1 月時点での最新版を適用すること。適用が困難な場合は、代替規 格又は基準を検討し、本項で規定された規格との差異を明確にして量研機構へ提出し、変更 に対する確認を得ること。 ISO 3834, ‘Quality requirements for fusion welding of metallic materials’ ・ ISO 14731, ‘Welding coordination – Tasks and responsibilities’ ・ ISO 15607, ‘Specification and Qualification of Welding Procedures for Metallic Materials: General Rules’ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ISO 14732, ‘Welding personnel – Approval testing of welding operators for fusion welding and automatic welding of metallic materials’ ISO 9606-1, ‘Approval Testing of Welders – Part 1: Steels’ ISO 15608, ‘Welding – Guidelines for metallic materials grouping system’ ISO 15609-1, ‘Specification and Qualification of Welding Procedures for Metallic Materials - Welding Procedure Specification - Part 1: Arc Welding’ ISO 15614-1, ‘Welding procedure test – Arc and gas welding of steels’ ISO 5817, ‘ Arc-welded Joints in Steel – Guidance on Quality Levels for Imperfections’ ISO 6520-1, ‘ Welding and allied Processes – Classification of Geometric Imperfections in Metallic Materials – Part 1: Fusion Welding’ ISO 9712, ‘ Non-destructive Testing – Qualification and Certification of Personel’ ISO 8249, ‘Determination of Ferrite Number (FN) in austenitic stainless steel weld metal’ ISO 17635, ‘Non-destructive Testing of Welds — General Rules for Fusion Welds in Metallic Materials’ ISO 17636, ‘ Non destructive Testing of welds - Radiographic Examination of Fusion-welded Joints’ ISO 17637, ‘Non-destructive Testing of Welds — Visual Testing of Fusion-welded Joints’ ISO 17639, ‘Destructive Tests on Welds in Metallic Materials — Macroscopic and Microscopic Examination of Welds’ ISO 17640, ‘Non destructive examination of welds - Ultrasonic Examination of 20 ・ ・ ・ ・ ・ ・ welded Joints’ ISO 17643, ‘Non destructive examination of welds – Eddy current testing of welds’ ISO 3452-1, ‘ Non destructive testing - Penetrant Testing - Part 1: General Principles’ ISO 17655, ‘Destructive tests on welds in metallic materials – Method for taking samples for delta ferrite measurement’ ISO 17662, ‘Calibration, verification and validation of equipment used for welding, including ancillary activities EN 1712, ‘Non destructive examination of welds – Ultrasonic Examination of welded Joints – Acceptance levels’ ASTM A342, ‘Test methods for permeability of feebly magnetic materials’ 3. 要求事項 3.1 組織 フィラー材を用いて形成される溶接金属のδフェライト量は 0FN とすること。測定は、ISO 8249 に基づく磁気的方法とすること。試験片は ISO 17655 に従い、溶接施工法確認試験の 間に製作すること。 3.2 電極 電極表面に不純物、好ましくない皮膜、無関係な介在物、裂片、割れ、スケールその他の 欠陥がないこと。電極内部に無関係な介在物や電極の操作に悪影響を及ぼすものがないこと。 さらに、電極の作用に悪影響を与えないように、酸化物は電極全体に十分に均一に分布させ ること。 3.3 溶接材料 溶接材料は FMYJJ1 を使用しなければならない。 3.4 溶接部 溶接部は全て ISO 5817 の表 1 に定義される品質レベル B(Stringent)に適合すること。 ただし、部分溶込み溶接を実施する部位については、量研機構と協議の上、部分的に要求基 準を緩和することができるものとする。 4. 品質管理 4.1 溶接技能者及び溶接オペレータの認証 溶接作業に従事する全ての溶接技能者及び溶接オペレータは、認知された認証機関の認証 を受けていること。認証証明書は認証機関単独の責任で発行されたものであり、ISO 9606-1 の付属書 B に詳述された情報を全て含んでいること。試験に合格した場合、溶接技能者又 は溶接オペレータの証明書は試験片の溶接を行った日から有効となる。溶接技能者又は溶接 21 オペレータが ISO 14731 に従い、認証期間中に継続的に溶接作業に従事し、6 か月を超える 中断がないとき、証明書は 2 年間有効である。試験片の溶接と試験は ITER 機構によって認 定された認証機関が証明すること。溶接作業を始める前に、試験片には試験官と溶接技能者 又は溶接オペレータの識別印を付けておくこと。認証試験は製作で使用される溶接条件で行 い、ISO 9606-1 の付属書 C に与えられている施工要領に従うこと。 4.2 溶接施工要領 受注者は、要求施工を計画・実施・監督するために、十分に有能な技能者を有すること。 溶接施工要領の確認は ISO 15607 の表 B.1 に記載の各段階及び同基準の付属書 C に規定さ れるフロー・チャートに従うこと。溶接施工要領の確認のために実施されるサンプル試験、 破壊試験及び非破壊試験の員数は ISO 15614-1 の規定に従うこと。 溶接施工要領の策定準備段階では、ISO 15609-1 に規定された一次溶接施工要領書 (pWPS)を作成すること。pWPS に従って溶接に従事し、ISO 15614-1 に規定の試験に合格し た溶接技能者及び溶接オペレータは、ISO 9606-1 に基づく特定の溶接条件の範囲で認証を 受けることができる。 溶接施工要領認定記録(WPQR)には、全ての確認項目の記録、及び再試験も含めて、各試 験片を評価した結果を記述すること。WPQR の内容とデータの評価を容易にするために、所 定の書式を用いて、溶接施工要領と認定試験結果について詳細に記録すること。受注者は独 自のテンプレートを使用してもよいが、溶接施工上必要な情報として、少なくとも ISO 15614-1 の付属書 A と同じ情報を記載すること。 確認された溶接施工要領書(WPS)には詳細な溶接施工方法と溶接作業に関する必要な情 報を記載すること。受注者は独自のテンプレートを使用してもよいが、溶接プロセス上有用 な情報として、少なくとも ISO 15609-1 の付属書 A と同じ情報を記載すること。 5. 提出図書 受注者は、ISO 3834 に記載されている溶接の品質要求事項に従うこと。また、作業開始 前の試作・検査要領書の提出時に、溶接品質検査・製造計画書(WQIPP)を量研機構へ提出 すること。本図書には、少なくとも ISO 14731 の付属書 B に詳述されている以下の項目を 含むこと。 ・ 設備 – 溶接装置 – 試験装置 ・ 検証試験結果 ・ 製造計画 ・ 溶接技能者及び溶接オペレータの証明書 ・ WPQR ・ WPS ・ 溶接材料 22 ・ 洗浄方法 ・ NDT 検査者の証明書 ・ 溶接前の試験・検査計画書 ・ 溶接中の試験・検査計画書 ・ 溶接後の試験・検査計画書 ・ 不適合に関するレポートと対策 ・ 溶接装置の動作確認及び試験装置の校正 ・ 識別とトレーサビリティーに関する計画書 以 上 23
© Copyright 2026 Paperzz