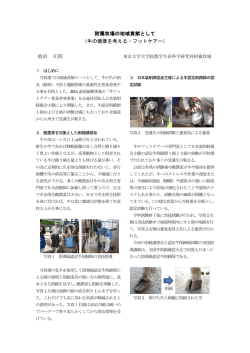
【特 集】サーボプレスと周辺技術 第6回 連載講座 プレス加工自動化 サーボトランスファシステムの 技術高度化を指向 1 テムである。専用・複合加工システムは、 はじめに 加工手法や素材形態により、上記① ② ③の自動化システムと各種専用装置を組 2 プレス加工を 知り尽くした技術集団 プレス加工の自動化システムは、使用 合せ、加工対象を絞った生産システムと かつて、コイル素材からの順送加工が 素材の形態と加工工程より検討される金 して形成されるため、プレス自動加工の 非常に合理的なプレス加工と強調され出 型の構造により、大きく4種類に分類さ 基本は「コイル」 「ロボット」 「トランス した時期、レベラーフィーダを中心とし れる。①コイルシステム(コイル材使用) 、 ファ」の3形態であるといっても過言で たコイル材送り装置が多々開発され、市 ②ロボットシステム(主にブランク材使 はない。 場を席捲した時期がある。また、大小さ 用) 、③トランスファシステム(主にブ レベラーフィーダ(写真1)等の送材 まざまなタンデム加工の合理化が推進さ ランク材使用) 、④専用・複合加工シス 装置を使用し、順送加工を主体とする「コ れ、プレス機械メーカーや自動化装置メ 写真1 コイルシステム用レベラーフィーダ 写真2 ロボットシステム 写真3 トランスファシステム 32 ニシダ精機株式会社 代表取締役 西田 浩高 イルシステム」、 ーカー各社がロボットの開発に力を入れ タンデム加工の た時代もあった。 自動化を主に発 使用素材の多様化(材質、形状) 、金 展した「ロボッ 型構造の進化、そしてプレス加工対象製 トシステム(写 品の広がりに従い、自動加工技術にも大 真2)」、単発多 きな革新が生まれている。それにともな 工程加工の連続 い、自動化手法に流行の波があったこと 性を高め、生産 も事実であり、システム機器群の過当競 性と歩留り性の 争も起こった。 向上をねらった このようなプレス自動化の変遷の中で、 「トランスファシ 「トランスファ加工システム」の開発・ ステム(写真3) 」 、 製造に当社の主業務は傾注していった。 いずれもプレス 加工域が非常に広く、生産性と応用性の 加工の自動化に 高い加工であるが、素材供給や金型対応 は欠くことので などのアプリケーションを含め、加工対 きない基本シス 応が最も困難とされる分、加工付加価値 テムである。 も高い手法であったからである。 ニシダ精機は、 図1に参照されるように、トランスフ このようなプレ ァ加工システムは、単発の複数工程加工 ス加工の自動化 を行う主要システムであり、プレス機械 を含め、加工設 を連続運転させる中で、素材を順番に送 備全体のエンジ りながら加工を進めていくシステムであ ニアリング業務 る。ブランク材(2次加工された各種形 (設計・製造・販 状の板材)を素材として使用する場合が 売・コンサルテ 多いが、コイル材を使用して第1工程で ィング)を目的 ブランクを作り、そこから成形工程へ進 とし、 1975 (昭 んでいくケースもある。また写真4に示 和50)年に創立 される、丸棒やパイプ材を素材としトラ した。 ンスファ加工を行う場合もあるため、素 材供給装置にもかなりの種類と変化が ている。 ある。 また納入形態も、 金型は単発の複数工程金型を一定のピ 新規システムとし ッチ間(金型間隔:X方向)で、加工素 てプレス機械も含 材の搬送方向中心を基準として(Y方向) めて納入する場合、 整列しなければならないため、通常ダイ プレス機械メーカ セット上にあらかじめ整列させた金型の ーから依頼を受け ユニットを、トランスファ金型として扱 トランスファ装置 う場合が多い。そしてこの工程金型間を、 のみを取付ける場合、 フィードバーに取付けられた各々に異な およびユーザーか る形状のフィンガー(図2)により素材 ら現在使用中のプ を搬送する。また、フィードバーの動作 レス機械にトラン には、2次元と3次元の動作設定(固定 スファ装置の後付 方式と選択方式がある)がある。 (図3) け(レトロフィット) このようにトランスファ加工は、プレ を依頼される場合等、 ス機械の構造と動作、金型構造と配置位 状況に応じた納入 置、各種素材形状や板厚に対する供給・ 形態が多々存在す 搬送方法、等々を熟知した上でプレス連 るため、すべての 続運転による生産性をできる限り向上さ 機種が受注対応と せる(SPMをなるべく上げる)加工法 なる。 である。 『サーボトランス さまざまなプレス加工と自動化を経験 ファ』に特化して しなければ、エンジニアリングが叶わな いった過程はこの い加工法といって差し支えない。 ような状況から生 図1 概略トランスファ加工 搬送方向 X2 X3 X1 フィードバー フィンガー 写真4 丸棒・パイプ供給装置 図2 フィンガー構成例 ま れ て い る 。 現在、対象とす 3 サーボトランスファの価値 るプレス加工は多 現在、製造しているトランスファシス ス機械もリンクプ フィンガーベース 搬送素材 様化が進み、プレ テムは、ほとんどが『サーボトランスフ レスやナックル式 ァ』であり、年間約50システム、既納 鍛造プレスからサ 入全体では1000システム弱まで至っ ーボプレスへと大 ている。創業以来33年間の成果である。 きく変化している。 10トン(100kN)から3000トン 特にサーボプレス (30000kN)までのシステムを手掛 の場合、そのスラ けてきた。小型システムでは3次元動作 イド動作は、各々 で200spmの連続運転を実現させたシ の加工によってパ ステム、また大型では素材搬送に使用す ターンが決定され るフィードバー断面が□250mmにも るため決められた 達したシステムまで、ユーザーからの要 一定動作はない。 求に応えた種類は非常に多岐にわたる。 加工第一ステージ 業種では自動車産業が約90%であり、 までの素材の供給 加工では冷間、熱間を含めた鍛造加工用 では、素材の種類 トランスファシステムの受注が多くなっ に合致させた搬送 フィンガー 素材有無センサー フィードバー リミットスイッチ 図3 フィードバーの動作 2次元動作 ④フィード ③クランプ ①アンクランプ ②リターン 3次元動作 ⑥フィード ⑤リフト ①ダウン ②アンクランプ ④クランプ ③リターン 2008 SUMMER 33 連載講座 サーボプレスと周辺技術 第6回 アプリケーションにいろいろな種類が存 られることがほとんど 在する。またシステムコントロールの形 である。 態では、連続加工の途中で素材ストック また、レトロフィッ が無くなった場合にそこで連続停止させ ト(後付け)を要望さ るのではなく、加工途中の素材に対し加 れるケースもあり、プ 工完了までシステム動作を続ける “歯抜 レス動作に対するトラ け回路” と呼ばれるコントロールや、深 ンスファ動作の追従性 絞り加工などでプレスのスライドストロ には、非常に気を使う ークとトランスファの動作が干渉する場 ことになる。この点で 合には、プレスを断続運転とし、その間 も、メカ的なトランス にトランスファ動作を行う“交互運転” ファ駆動軸取出し機構 など、さまざまな加工形態に対応しなけ (PTO)を搭載する ればならない。このような対応性、高機 必要のないサーボトラ 能を有するのが『サーボトランスファ』 ンスファの優位性が発 である。また納入後、加工製品が変化し 揮されている。レトロ た場合に、上記のような対応を求められ フィットの対象が単純 ることもあるため、サーボトランスファ なクランクプレスの場 への市場の期待はますます高くなって 合には、トランスファ きた。 追従の基本を「プレス レトロフィットも含め、複雑な加工形 機械の停止」に置き、 態や微妙な金型対応、そしてユーザーそ プレス機械動作のセン れぞれの異なる要望に対し、高度なセン シングを確実に行うこ シング技術の応用などによって「動作が とで、安全なシステム 見えるシステム」構築を行い、トランス 動作を確保することが ファシステムの有効性を追求している。 できる。 業務を強く打出したいと考えている。 このような意味で、メカニカルトラン 当社の大きな特徴の一つに、部品内製 スファ(すべてメカで構成されるトラン 化率の高さがある。熱処理・表面処理を 4 海外への進出 スファシステム)のレトロフィットを要 除き、ほとんどの部品を内製しており、 求された場合でも、サーボトランスファ 金額比での内製化率は90%を超える。 海外販売を主体としているわけではな の優位性を説明し、納得していただいた 同等製品でのコスト競争力が極めて高い いが、昨今インドやベトナムからの引合 上で変更を願うことがほとんどである。 ことが、ユーザーに対するリピート率の いが増えてきている。 『サーボトランス 国内・海外を問わず、トランスファシ 高さにもつながっている。 ファ』を中心に年間5ライン程度の納入 ステムの受注には、やはりプレス機械や ニシダテクノスでは、45トン (450 である。 金型を含めたプレス加工全体を熟知して kN ) ∼150トン(1500kN)の高速 プレス機械も含めた安価なシステムを いることが条件となる。 トランスファプレスを開発した。プレス 写真5、6 サーボトランスファシステム の駆動方式はサーボ式とメカ駆動式とし、 受注する場合、国内のプレス機械を使用 することができず海外からプレス機械を 購入し、システムアップを行った後海外 ユーザーに納入するケースもある。鍛造 34 5 システムメーカー指向を 強くする そこにサーボトランスファを搭載した『サ ーボ加工システム』として販売を開始し た。鍛造加工・成形加工を対象とした多 加工用ではなく、板材成形に使用するシ 昨年、別会社ニシダテクノス株式会社 工程深絞り加工に対応する専用システム ステムが多い。特に小型モーターケース を設立した。業務の分化を図ることが目 である。 の多工程絞り加工を行うトランスファシ 的であり、ニシダ精機は “装置メーカー” 持てる強みを最大限生かしたトランス ステムである。従ってシステム自体小型 として、新会社ニシダテクノスは “トー ファシステムの開発・製造に、今後も努 が多く、さらに価格も安価なものが求め タルシステムメーカー” としての新しい 力する所存である。
© Copyright 2026 Paperzz